Processing Technique and Property Assessment of Stab-Resistant
Composite Fabrics
Ching Wen Lou
1*, Chia Chang Lin
2*, Chao Chiung Huang
3, Wei Lun Tai
4, Shih
Yu Huang
1and Jia Horng Lin
4,5*1
Institute of Biomedical Engineering and Material Science, Central Taiwan University of Science and Technology, Taichung City 406, Taiwan (R.O.C.)
2Department of Police Administration, Taiwan Police College, Taipei City 116, Taiwan (R.O.C.) 3
Department of Textiles & Clothing, Fu Jen Catholic University, Taipei City 242, Taiwan (R.O.C.)
4
Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials, Feng Chia University, Taichung City 407, Taiwan (R.O.C.)
5
School of Chinese Medicine, China Medical University, Taichung City 404, Taiwan (R.O.C.) *corresponding email: [email protected], [email protected], [email protected]
Keywords: stab-resistance; waterborne PU; puncture resistance; crosslinking agent
Abstract.
70% Nylon 6 fiber and 30% low melting polyester fiber were manufactured into nonwoven fabrics, after which the nonwoven fabrics and Nylon 66 grids were needle-punched and heat-treated, forming the Nonwoven/ Nylon 66 grid composite fabrics. The optimum parameter for heat treatment was 150℃ for 5 minutes, improving the mechanical property of the composite fabrics. Subsequently, with a fixed pick-up ratio of 200%, two waterborne PU resin (SE-5030 and SE-5070) with 0, 5, 10, 15, 20, and 25 wt% of cross-linking agent were used, offering the impregnation for Nonwoven/ Nylon 66 composite fabrics. After impregnation, the Nonwoven/ Nylon 66 grid composite fabrics were measured with drop tower stab testing, quasistatic stab testing and tensile strength testing. SE-5030 contributed greater tensile strength to the composite fabrics (1129.516 N in cross machine direction (CD) and of 816.394 N in machine direction(MD)); however, SE-5070 offered the composite fabrics the optimum stab-resistance strength of 69.88 N.
Introduction
Stab-resistant costume varied from personal armor of foils to soft matrix (e.g. leather and flax clothing) of foils. Then it moved to chain-mail of hooked metal rings, until the protective clothing made of fiber nowadays. The development of stab-resistant costume demonstrates the evolution for people to protect their lives and safety. At present, developed countries are concerned about anti-terrorism topics related to personal protection, bulletproof of helmet, bulletproof clothing, stab- resistant clothing and cut resistance materials [2]. Except its low price, PU resin has characteristics as rubber, such as low density, high impact, wear resistance, good touch, and nice biocompatibility. Though PU resin owns good physical properties and mechanical ones, the process of its manufacturing jeopardizes human health and pollutes the environment. For environment protection, there is much research on waterborne PU resin, and waterborne PU resin substitutes PU resin gradually. Moreover, adding inorganic material into waterborne PU resin promotes the mechanical properties and thermal property of waterborne PU resin [3]. However, the industrial-grade functional textile is one of the major manufacturing goals for the current textile industry in the scope of application [4-13]. In this study, we used high tenacity Nylon 66 fibers and low melting polyester fibers to produce nonwoven matrix, and then laminated Nylon 66 grids to form the sandwich structure. Afterward the sandwich structure was reinforced by needle-punching and thermal treatment, after which they were impregnated in waterborne PU resin, forming the nonwoven/ Nylon 66 grid composite fabrics. Finally, the mechanical properties of the composite fabrics were measured
accordingly. Experimental
The nonwoven fabrics were made of 70% high tenacity Nylon 6 (Formosa Chemicals & Fiber Corporation; fineness: 6 denier, length: 64mm; extension: 24.7%) and 30% low melting polyester fiber. Then the nonwoven fabrics were laminated with Nylon 66 grids, and then needle-punched and thermal-treated, completing the Nonwoven/ Nylon 66 grid composite fabrics. Subsequently, the composite fabrics were impregnated in two types of waterborne PU resin (Sun-East Resin Co). One was SE-5030 whose solid content was 42±2 %, pH was 8±0.5, viscosity was below 500 cps/25℃ and extension was above 550%. The other was SE-5070 whose solid content was 45±2 %, pH was 8±0.5, viscosity was below 300 cps/ 25℃ and elongation was above 450%. During the impreganation, the amount of bridging agent was adjsused from 0, 5, 10, 15, 20, to 25 wt% for the following tests.
Maximum manufacturing parameters for Nylon 6 nonwoven matrix were as follows: needle-punching density was 300 needle/ min, and thermal-treated at 150℃ for 5 minutes. Two types of waterborne PU resin were mixed with bridging agent of different ratios for three minutes and the speed of mixer was 500rpm. According to ASTM D5035-06, the settings for the tensile strength test were as follows. Tensile speed was 305 ± 13 mm/min, specimen size was 180 mm by 25.4 mm, and the distance between the clamps was 76 mm [4]. As to stab resistance strength in drop tower testing, based on the protective level E1-1 of NIJ standard-0115.00, its testing terms were as follows: impact energy was 24J, specimens size was 100 mm by 100 mm[5]. Finally, quasistatic stab testing for testing stab resistance strength and tensile strength was based on ASTM F1342-05 with following settings: puncture speed was 508 mm/min and specimens size was100mm by 100 mm [6]. Herewith the mechanical properties of the specimens impregnated in two types of waterborne PU resin and the content of the bridging agent were determined.
Results and Discussion
The tensile strength of Nonwoven/ Nylon 66 grid composite fabrics with SE-5030 and SE-5070.
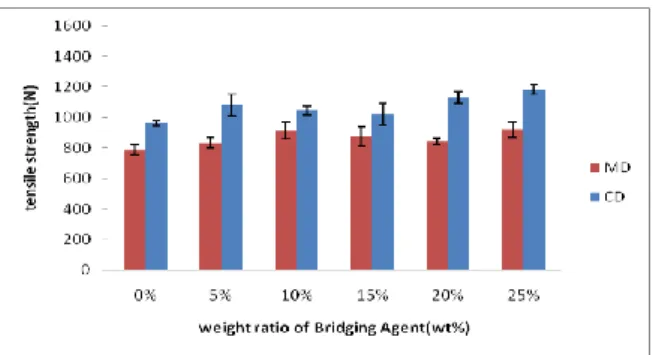
Figure 1 Tensile strength of nonwoven/Nylon 66 grid composite fabrics with various weight ratios of bridging agent in SE-5030 waterborne PU resin
Figure 2 Tensile strength of nonwoven/ Nylon 66 grid composite fabrics with various weight ratios of bridging agent in SE-5070 waterborne PU resin.
Two waterborne resin of SE-5030 and SE-5070 were used in Figure 1 and 2, respectively. Based on Figures 1 and 2, SE-5030 is superior to SE-5070, giving greater tensile strength to the
Nonwoven/Nylon 66 grid composite fabrics (1129.516 N in CD and 816.396N in MD). Because SE-5030 was with viscosity below 500 cps/25℃ and SE-5070 with viscosity below 300 cps/25℃. The viscosity of waterborne PU resin influenced its solid content, the higher the viscosity, the more waterborne PU resin the specimen could keep. The bondings between fibers raised so that the structure reinforcement promoted the tensile strength. In addition, the bridging agent also promoted the tensile strength of the Nonwoven/ Nylon 66 grid composite fabrics.
The stab resistance of the Nonwoven/ Nylon 66 grid composite fabrics with SE-5030 and SE-5070.
Figure 3. The comparison of the influences of two types of waterborne PU resin with various ratio of bridging agent on the stab resistance strength of the nonwoven/ Nylon 66 grid composite fabrics in drop tower testing.
Figure 4. The comparison of changing the ratio of the bridging agent in two types of waterborne PU resin on the stab resistance strength of nonwoven/ Nylon 66 grid composite fabrics in quasistatic testing.
Figure 3 presents that Nonwoven/ Nylon 66 grid composite fabrics impregnated in SE-5030 waterborne PU resin obtained the stab resistance strength at 95.795N which was better than that for nonwoven/ Nylon 66 grid composite fabrics impregnated in SE-5070 because the vicosity of SE-5030 was higher than that of SE-5070. The higher the vicosity was, the more solid content the waterborne PU resin contained, giving the bonding between fibers became more compact, and thus promoting the stab resistance strength of the composite fabrics. Stab resistance strength was measured with drop tower testing, which was an impact test. Waterborne PU resin was an elastomer which was able to disperse the impact force. Therefore, increasing bridging agent decreased the content of waterborne PU resin and the stab resistance strength of nonwoven/ Nylon 66 grid composite fabrics. When bridging agent reached to 25%, the viscosity increased and brought about more compact bonding between fibers. Hence the fibers were hard to be expelled by the puncture product, the stab resistance strength raised.
Figure 4 indicates the stab resistance strength of nonwoven/ Nylon 66 grid composite fabrics with SE-5030 and SE-5070, using quasistatic testing. SE-5070 provided the composite fabrics a stab-resistance of 69.88N, which was superior to the stab-resistance SE-5030 provided. Quasistatic testing was related to fabrics’tensile strength and extension. The extension of SE-5030 was over
450% and that of SE-5070 was over 550%. Higher extension may expel fibers before they took the stress, resulting in lower stab resistance strength. Therefore, nonwoven/ Nylon 66 grid composite fabrics impregnated in SE-5070 had better stab resistant strength than that impregnated in SE-5030. With the increment of bridging agent, the viscosity raised and the bonding between fibers grew more compact; thus the stab resistance strength were heightened accordingly.
Conclusion
The nonwoven/ Nylon 66 grid composite fabrics were fabricated successfully by nonwoven manufacturing process in this research. When there was no bridging agent, the nonwoven/ Nylon 66 grid composite fabrics impregnated in SE-5030 had tensile strength and stab resistant strength as follows: 1129.516 N in CD and 816.394 N in MD, and the stab resistance strength in drop tower testing was 95.795 N. Meanwhile, the composite fabrics impregnated in SE-5070 had tensile strength and stab resistant strength as follows: 964.578N in CD and 788.646N in MD, and the stab resistance strength in drop tower testing was 80.699N. To sum up, nonwoven/ Nylon 66 grid composite fabrics with SE-5030 performed better than that with SE-5070 in tensile strength testing and stab resistance strength in drop tower testing.
As to quasistatic stab testing, when there was no bridging agent, the stab resistance strength of the nonwoven/ Nylon 66 grid composite fabrics impregnated in SE-5070 was 69.88N which was better than 60.39N of the nonwoven/ Nylon 66 grid composite fabrics impregnated in SE-5030. When there was more bridging agent, the tensile strength, stab resistance strength in drop tower stab testing and stab resistance strength in quasistatic stab testing were all promoted. Accordingly, from the three tests, the viscosity of waterborne resin and the elongation of the fibers had certain influences on the mechanical properties of nonwoven/ Nylon 66 grid composite fabrics. In sum, the type of waterborne PU resin and the ratio of bridging agent were two major factors in strengthening the composite fabrics.
Acknowledge
This work would especially like to thank National Science Council of the Republic of China, Taiwan, for financially supporting this research under Contract NSC 99-2622-E-166-002-CC3. References
[1] R.A. Scott, edited by R.A. Scott, Woodhead Publishers (2005).
[2] G.S. Chiu, Y.M. Chiang, L.S. Liu: Journal of Tianjin Polytechnic University. No.3, (2003), 20-24.
[3] R.Y. Qiu, C.C. Wang, Journal of the Hwa Gang Textile, Vol.13, 2006).
[4] A.P. Chen, C.M. Lin, C.T. Hsieh, Y.C. Yang, C.W. Lou and J.H. Lin: Adv Mat Res. Vol.97-101 (2010), p. 1786-1789.
[5] A.P. Chen, C.M. Lin, C.T. Hsieh, Y.C. Yang, C.W. Lou, Y.H. Young and J.H. Lin: Adv Mat Res. Vol.123-125 (2010), p. 967-970.
[6] C.W. Lin and J.H. Lin: Text. Res. J. Vol.75 ( 2005), p. 453-457. [7] J.H. Lin and Lou C.W.: Text. Res. J. Vol. 73 ( 2003), p. 322-326.
[8] C.W. Lou, C.M. Lin, A.P. Chen, Y.C. Yang, C.P. Chen and J.H. Lin: Adv Mat Res. Vol.97-101(2010), p.1797-1800.
[9] Z.Z. Yang, J.H. Lin, I.S. Tsai and T.Y. Kuo: Text. Res. J. Vol. 72 (2002), p.1099-1104.
[10] H.C. Chen, K.C. Lee and J.H. Lin: Compos. Pt. A-Appl. Sci. Manuf. Vol.35 (2004), p.1249-1256.
[11] J.H. Lin, C.W. Chang, C.W. Lou and W.H. Hsing: Text. Res. J. Vol.74 (2004), p.480-484. [12] H.C. Chen, K.C. Lee, J.H. Lin and M. Koch: J. Mater. Process. Technol. Vol.192-193 (2007), p.
549-554.
[13] K.B. Cheng, S. Ramakrishna and K.C. Lee: Compos. Pt. A-Appl. Sci. Manuf. Vol.31 (2000), p.1039-1045.