行政院國家科學委員會專題研究計畫 期中進度報告
總計畫(1/3)
計畫類別: 整合型計畫
計畫編號: NSC92-2216-E-110-017-
執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日
執行單位: 國立中山大學材料科學研究所
計畫主持人: 黃志青
共同主持人: 張志溥,鄭憲清,曹紀元
報告類型: 精簡報告
處理方式: 本計畫可公開查詢
中 華 民 國 93 年 5 月 27 日
行政院國家科學委員會補助專題研究計畫
期中進度報告
※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※ 以新組合製程研發高功能鎂基/奈米粉末 ※
※ 複合材料及其性能分析(總計畫) (1/3) ※
※ ※
※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:□個別型計畫 ▓整合型計畫
計畫編號:NSC 92-2216-E-110-017
執行期間:92 年 08 月 01 日至 93 年 07 月 31 日
計畫主持人:黃志青
計畫參與人員:洪英博、謝佩汝、林政信、洪子翔、林鉉凱、張志溢
執行單位: 國立中山大學材料科學研究所
中 華 民 國 93 年 5 月 20 日
行政院國家科學委員會專題研究計畫成果報告
以新組合製程研發高功能鎂基/奈米粉末複合材料及其性能分析
(總計畫) (1/3)
計畫編號:NSC 92-2216-E-110-017
執行期限:92 年 08 月 01 日至 93 年 07 月 31 日
主持人:黃志青 國立中山大學材料科學研究所
計畫參與人員:洪英博、謝佩汝、林政信、洪子翔、林鉉凱、張志溢
AbstractThe success in fabrication of various nano-sized powders, wires or tubes has arisen the new possibility in modifying existing commercial materials in terms of their functional or structural characteristics. Except for few reports, the majority of achievements were focused on the polymer matrix modified by ceramic nano particles so as to significantly improve its mechanical or physical properties. The addition of nano powders in metallic alloys has been relatively much less addressed. Dispersion of the nano reinforcements in a uniform manner is a critical and difficult task. Due to the high surface area ratio, nano powders tend to cluster together, sometimes forming micro-sized aggregates. The spray forming technology provides another route. Particles added via spray forming, followed by extrusion or equal channel angular extrusion, can be uniformly distributed in the metal matrix. The interface between particles and metal matrix can be highly clean due to the extremely short reaction time via rapid solidification, and the subsequent extrusion may render high performance products of 100% full density. Meanwhile, recent developments of bulk amorphous alloys have been reported to exhibit even higher strength or toughness with the precipitation of nano-sized intermetallic phases upon subjected to thermal annealing. Nevertheless, the homogeneous nano precipitates in the amorphous matrix are highly sensitive and thermally unstable to the exposed temperature and duration. It is also difficult to control and maintain the nano size and desired volume fraction of the in-situ grown precipitates. The current study applies the inclusion of thermally stable ceramic nano powders via various means into the light-weight Mg base alloys. Both the nano size and the volume fraction of the powders can be well controlled, and they are stable up to the melting temperature of the matrix Mg alloy. The processing routes include the preform preparation, spray forming, extrusion or equal channel angular pressing, melt spinning, and mechanical alloying for the Mg-Al-Zn and Mg-Cu-Y base magnesium alloys. The resulting modified Mg based materials are first evaluated by microstructural characterizations using TEM, SEM, EBSD, and DSC. The mechanical property assessments for the first year cover only the tensile tests at room and elevated temperatures to explore the low temperature superplasticity and high strain rate superplasticity, in preparation for future applications.
Keywors: Nano composites, Mg alloys, Mg base composites, spary forming, mechanical property, microstructure
1. Introduction
The success in fabrication of various nano-sized powders, wires or tubes has arisen the new possibility in modifying the existing commercial materials in terms of their functional or structural characteristics. Inorganic nano oxide, nitride, refractory or highly electrically conductive metallic powders may be inserted in polymers, ceramics, metals, or semiconductors by various sorts of simple or sophisticated means. Except for few reports, the majority of achievements were focused on the polymer matrix modified by ceramic nano particles so as to significantly improve its mechanical or physical properties. The addition of nano powders in metallic alloys has been relatively much less addressed. In this joint project consisting of four subprojects (I, II, III, and IV), the Mg based alloys are adopted as the matrix, and nano-sized SiO2 or ZrO2 particulates are
introduced into the alloy by means of casting (Subproject II), powder metallurgy (II), spray forming (I), extrusion (I, II), equal channel angular pressing (II, III), melt
spinning (IV), and mechanical alloying (IV) techniques to fabricate a number of high performance Mg matrix composites and alloys. Subsequent examinations and analyses of the microstructures and mechanical properties of the resulting Mg base materials are conducted.
In order to gain excellent mechanical properties, different processes can be applied to refine the grain size, which would in turn affect the formability and superplasticity properties and so forth. For example, rapid solidification, powder metallurgy, rolling, equal channel angular pressing, forging, and extrusion are among the processing routes frequently studies and applied. The following are the short reviews.
Refinement of microstructure through rapid solidification processing of magnesium alloys can result in stronger, easily workable, and more corrosion resistant magnesium alloys. Govind et al. have employed flux melting technique together with melt spinning technique, which is a utilization of rapid solidification, to prepare rapid solidified Mg-9%Al-1%Zn-0.2%Mn magnesium alloy ribbon. Thin ribbons of different thicknesses from
37-300 µm were fabricated by controlling the wheel spinning speed. Grain size of 1–3 µm could be achieved in as-spun ribbons in contrast to 250–300 µm grain size normally attained in the sand cast structure. Microhardness of the grain refined ribbon has increased to 96 kg/mm2, which is much higher than the AZ91 magnesium ingot whose microhardness is about 60 kg/mm2. Rapid solidification is generally thought of as a direct way to reduce the grain size. It might render outstanding and superior characteristics to materials. However, it is a complex and expensive process with low productivity. Moreover, rapid solidification processing of magnesium alloys poses critical challenges due to the very high chemical reactivity of magnesium metal itself and a number of its important alloying elements. Only small or thin specimens can be acquired for research studying.
Among the various metalworking technologies, powder metallurgy is the most diverse manufacturing approach. One primary attraction of powder metallurgy is the ability to fabricate high quality and complex parts to close tolerances in an economical manner. Mabuchi et al. have studied the AZ91 and ZK61 magnesium alloys by both the PM and IM (ingot metallurgy) routes. The four specimens, PM-AZ91, IM-AZ91, PM-ZK61, and IM-ZK60, was further extruded at 573 K with an extrusion ratio of 100:1, after which static annealing at 573 K for half hour was proceeded. The final grain sizes were 1.4 µm, 5 µm, 1.4 µm and 2.4 µm, respectively. It is obviously that the PM process could render a smaller grain size than the IM ones under the same processing route. Moreover, Watanabe et al. have employed PM followed by a single extrusion with an extrusion ratio of 100:1 to produce the ZK61 magnesium alloy. The grain size was effectively reduced to 500 nm by sintering the powders at 523 K at a pressure of 235 MPa in vacuum and subsequently extruded at 523 K. High strain rate superplasticity in this alloy was achieved as well. The tensile elongation of 283% was recorded at a strain rate of 1x10-2 s-1, with a high m-value of 0.5. The optimum superplastic strain rate for that alloy was faster than that for some conventional magnesium based materials that were shown to exhibit low temperature superplasticity.
The ECAP process, imposing severe deformation via pure shear, was firstly developed by Segal and co-workers in the beginning of 80s. Its goal was to introduce intense plastic strain into materials without changing the cross section area of billets. Due to that, the repeated deformation is possible. In the early 90s the method was further developed and applied as a severe plastic deformation method for processing structures with submicron and nanometric grain sizes. Mabuchi et al. have studied an AZ91 alloy with a very small grain size about 1 µm refined by means of 8 passes of ECAP (εN=8.05) held at 448 K. A large elongation of 661% at a
low temperature of 473 K, which is 0.5 Tm, was achieved
in tensile tests. Besides, Yamashita et al. reported a significant improvement for Mg alloys (pure Mg and Mg–0.9%Al) in both strength and ductility after ECAP. Mukai et al. reported that the tensile ductility enhancement of AZ31 Mg after ECAP was twice larger than that after conventional extrusion. A fine grain size
about 1 µm and an outstanding room temperature tensile elongation about 50% were obtained in the ECAP specimens. They also observed the decrease in yield stress after ECAP, which was attributed to the strong texture development during the ECAP process. Another research on the AZ61 alloy, which was grain refined by ECAP, has similar achievements. An elongation of 55 % at room temperature and low yield strength were ascribed to the transition of texture as well.
Extrusion is the process by which a block of metal is reduced in cross section by forcing it to flow through a die orifice under high pressure. Cylindrical bars or hollow tubes are most generally produced by extrusion. On the other hand, shapes of irregular cross section may be produced from the more readily extrudable metals, like aluminum and magnesium. Watanabe et al. extruded the AZ91 ingot at a relatively low temperature of 523 K with a reduction ratio of 44. A very fine grain size of 1.7 µm was attained only by hot extrusion. The fine grained structure remained stable blow 573 K. Owing to the fine grain size, high strain rate superplasticity was observed at 548 K. Mukai et al. have extruded the machined chips of an AZ91 magnesium alloy at 573, 673 and 753 K with an extrusion ratio of 100:1. The resulting extruded sheets and bars showed a good combination of high ultimate tensile strengths of 320 to 410 MPa, high yield stresses of 220 to 300 MPa, and elongations to failure of 5 to 12% at room temperature. Grain refinement and uniform dispersion of oxide layers by hot extrusion were responsible for the good mechanical properties at room temperature. It was also found that sheet extrusion is more favorable than rod extrusion. The group in National Sun Yat-Sen University has also investigated the grain refinement in AZ91 and AZ31 Mg by extrusion for the pass few years. Lin and Huang have reported the usage a simple one-step extrusion process with a high extrusion ratio on the ΑΖ91, resulting in fine grains of 2.5 µm after extrusion, resulting in superior low temperature superplastic elongation of about 1200% at 300oC and 1x10-3 s-1. Similar research has been studied on AZ31 as well. Fine grained structures and low temperature and/or high strain rate superplasticity with strain elongation over 1000% has been demonstrated in details.
Dispersion of the nano reinforcements in a uniform manner is a critical and difficult task. Due to the high surface area ratio, nano powders tend to cluster together, sometimes forming micro-sized aggregates. After bonding via sintering or extrusion, the aggregates will act as defects, from which microcracks will be initiated. Thus the performance of the modified alloys would be degraded rather than upgraded. Methods in dispersing the nano powders have been limitedly disclosed, mostly still protected by patents. Severe deformation following the bonding step might be one of the promising routes. The spray forming technology provides another alternative. This will be one of the major efforts for the current proposed research work.
The spray forming process (SFP) is recently considered to be a potential tool to produce advanced materials and MMCs. It is an inert gas atomization of a liquid stream into variously sized droplets which are then propelled away form the region of atomization by fast
flowing atomizing gas. Droplets are subsequently deposited and collected by a substrate on which solidification takes place. Finally a coherent and near fully dense preform is produced. This resembles the physical or chemical vapor deposition, in which individual atoms, instead of droplets consisting of numerous atoms in spray forming, are deposited onto a substrate. The spray forming procedure also gives the possibility to manufacture preforms of defined shape using moulds instead of substrate plates, even tubes can be prepared if a rotating mandrel is used instead of substrates. With properly controlled processing parameters such as gas pressure, gas flow rate, metal flow rate, pouring temperature, flight distance and so forth, droplets can maintain a thin semi-solid/semi-liquid layer on the deposited billet. Subsequently solidification may proceed gradually. In one extreme of the spray forming process while proceeding, the molten droplets can be allowed to completely solidify into solid powders before arriving at the substrate surface, which becomes a conventional powder synthesizing method. In the opposite extreme of the process, the molten droplets can be allowed to remain completely liquid before arriving at the substrate surface, which resembles the conventional metal casting method. It is due to the precisely controlled parameters that the outcome results show potential economic benefit and practical properties in comparison with both conventional ingot metallurgy (IM) and powder metallurgy (PM).
There have been several other fabrication routes for producing nano-grained materials. However, coatings by PVD, CVD, or electrodeposition can only form thin or thick film materials. And conventional casting usually undergoes relatively lower solidification rate. Severe plastic deformation mostly results in larger nano-grains in the scale of hundreds of nanometer. Spray forming plus subsequent consolidation or secondary processing means are expected to render bulk nano-grained materials with ~100% density and minimum contamination. The success in fabrication of various nano-sized powders, wires or tubes has offered the new possibility in modifying existing commercial materials in terms of their functional or structural characteristics. But dispersion of the nano reinforcements in a uniform manner is a critical and difficult task. Due to the high surface area ratio, nano powders tend to cluster together, sometimes forming micro-sized aggregates. The spray forming technology provides another route. Particles added via spray forming, followed by extrusion or equal channel angular extrusion, can be uniformly distributed in the metal matrix. The interface between particles and metal matrix can be highly clean due to the extremely short reaction time via rapid solidification, and the subsequent extrusion may render high performance products of 100% full density. Meanwhile, recent developments of bulk amorphous alloys have been reported to exhibit even higher strength or toughness with the precipitation of nano-sized intermetallic phases upon subjected to thermal annealing. Nevertheless, the homogeneous nano precipitates in the amorphous matrix are highly sensitive and thermally unstable to the exposed temperature and duration. It is also difficult to
control and maintain the nano size and desired volume fraction of the in-situ grown precipitates.
2. Experimental
The current proposal applies the addition via manual means of thermally stable ceramic nano powders into the light-weight Mg base alloys. Both the nano size and the volume fraction of the powders can be well controlled, and they are stable up to the melting temperature of the matrix Mg alloy. The processing routes of this group study, as summarized in Table 1, include preform preparation, spray forming, and extrusion for the Mg-Al-Zn (AZ31 and AZ61) magnesium alloys in subprojects 1(Tsao, NCKU) and 2 (Huang, NSYSU). The refinement of the Mg alloys and composites by ECAP are conducted mainly by subproject 3 (Chang, NSYSU). Finally, parallel studies using melt spinning and mechanical alloying are conducted on the experimental Mg-Cu-Y alloys, in order to compare the results obtained from the main effort in subproject 4 (Jang, ISU). The resulting modified Mg based materials will firstly evaluated by microstructural characterizations using TEM, SEM, DMA, and DSC. The mechanical property assessments over the three year period include tensile, impact, and fracture toughness tests, covering the examination of low temperature superplasticity, high strain rate superplasticity, and workability behavior, in preparation for future applications. The testing in the first year is focused on the tensile tests at room and elevated temperatures.
Table 1 Summary of the materials, processing routes, and rough grain sizes, and the subprojects involved within the past nine months
Material Processing Grain size, µm Subproject AZ61Mg Spray forming + Extrusion 2.5 1, 2 AZ61Mg/ nano SiO2 Spray forming + Extrusion 1.5 1,2 AZ61Mg/ nano SiO2 Casting + Extrusion 2 2,4 AZ61Mg/ nano SiO2 PM + Extrusion 1.5 2 AZ31Mg ECAP -- 3 AZ31Mg Extrusion + ECAP 0.7 2 Mg-Cu-Y Melt spinning Amorphous or Nano 4 Mg-Cu-Y-(Ag)/ Nano ZrO2 Melt spinning + MA Amorphous or Nano 4
Details description of the alloy selection, spray forming, subsequent extrusion, microstructural characterization, and mechanical testing are presented
individually in the progress reports for each subproject. The report on the main project is focused on the overall achievement. Figures 1-4 show the representative facility installed and applied in this study, including the spray forming, drop casting, melt spinning, and equal channel angular pressing, etc.
Fig. 1 Schematic illustration of the spray forming facility installed in Cheng Kung Univ (Subproject I).
Fig. 2 Photograph of the arc melting and drop casting facility in Sun Yat-Sen Univ (Subproject II).
Fig. 3 Photograph of the melt spinning facility in Sun Yat-Sen Univ (Subproject II).
Fig. 4 Photograph and the inserted schematic illustration and of the ECAP facility installed in Sun Yat-Sen Univ (Subproject III)
3. Results and discussion
The main project is to support the four subprojects in terms of budget and personnel. The 450 K facility fund, with equal additional co-sponsorship from NCKU and ISU, was fully distributed to subprojects I and IV for the purchase of (i) gas stir mixing attachment (Fig. 5) in the spray forming furnace for the uniform stir mixing of the Mg melt and nano particles before spray out of the nozzle, used in subproject I in NCKU, and (ii) plannetory ball miller (Fig. 6) for mechanical alloying of the Mg-Cu-Y and ZrO2 particles, used in subproject IV in
ISU. Three PhD and MS students worked in the main project were partly involved in the perform specimen preparation, spray forming, hot extrusion, melt spinning, ECAP, mechanical testing, and thermal analysis in various subprojects.
The major achievement for the first year was to help in the production of (1) AZ61Mg/SiO2 composite
through spray forming (subproject I, Figs. 7 and 8), (2) the AZ61 Mg powders through spray forming (subproject I, Fig. 9), (3) AZ61Mg/SiO2 nanocomposites via the PM
method plus hot extrusion (subproject II, Fig. 10), (4) the LTSP or HSRSP Mg based alloys or composites (subproject II, Table 2), (5) the submicron fine-grained Mg alloys via ECAP or high-ratio extrusion (subprojects III and II, Fig. 11), and (6) the Mg-Cu-Y-(Ag)/ZrO2
composites via the melt spinning and mechanical alloying (subproject IV, Figs. 12 and 13).
The current results achieved in this joint project have been partly integrated and presented or submitted to journals and conferences. These include, so far,
(1) Jason S. C. Jang, S. C. Lu, L. J. Chang, T. H. Hung, and J. C. Huang, “Crystallization and thermal properties of amorphous materials prepared by melt spinning”, accepted by Materials Science Forum, Sendai, Japan, 2004.
(2) P. J. Hsieh, J. C. Huang, and J. S. C. Jang, “Transformation between nanocrystalline and amorphous phases during accumulative roll bonding”, accepted by Materials Science Forum, Sendai, Japan, 2004.
Huang, and P. W. Wong, “Study of the Thermal Properties of Bulk Amorphous Alloy” presented in TMS 2004 annual meeting, Charlotte, NC, USA, 2004.
(4) P. J. Hsieh, J. C. Huang, and J. S. C. Jang, “ARB research in the binary, ternary, and pentanary alloys”, presented in the Workshop on the Bulk Amorphous and Nanocrystalline Materials, Kaohsiung, 2004. (5) J. S. C. Jang, S. C. Lu, L. J. Chang, T. H. Hung, and
J. C. Huang, “Effect of Si and B on the crystallization and thermal behavior of the Zr and Mg based amorphous materials”, presented in the Workshop on the Bulk Amorphous and Nanocrystalline Materials, Kaohsiung, 2004.
(6) C. Y. A. Tsao, “Crystallization of spray formed and melt spun amorphous alloys”, presented in the Workshop on the Bulk Amorphous and Nanocrystalline Materials, Kaohsiung, 2004.
(7) C. I. Chang, C. J. Lee, and J. C. Huang, “Relationship between grain size and working strain rate and temperature during friction stir processing in AZ31 Mg Alloy”, Scripta Mater. 2004 (in press). (8) M. C. Kuo and J. C. Huang, “Strengthening effect in
composites reinforced by nano SiO2 particles”,
submitted to Scripta Mater., 2004.
Fig. 5 Photograph of the Gas stir mixing design for the uniforming mixing of the melt and nano particles attached within the spray forming furnace, purchased in subproject I in NCKU.
Fig. 6 Photograph of the plannetory ball miller, purchased in subproject IV in ISU for the mechanical alloying of the Mg-Cu-Y-(Ag)/ZrO composites.
(a)
(b)
Fig. 7 Photographs of the (a) spray formed Mg/SiO2
composite billet, and (b) close view the top surface.
Fig. 8 SEM micrograph of the as-spray-formed Mg/SiO2 composite. The average density is around 93%.
After hot extrusion, the density reaches 100%.
Fig. 9 SEM micrograph showing the wide distribution of the 10-100 µm near spherical AZ61 Mg powders prepared by spray forming.
Gas stir mixing
Fig. 10 Photograph of the extruded bars for the cast and PM AZ61/0.2wt%SiO2 composites.
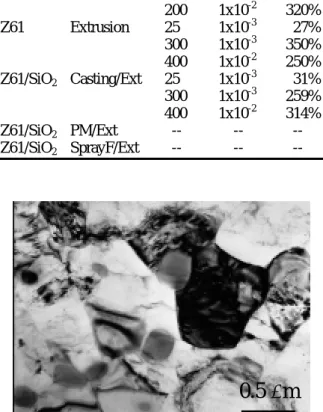
Table 2 Summary of the representative tensile test results for the cast, PM, and spray formed AZ61/SiO2
composites, and the ECAP AZ31 alloys.
Mater Processing T, oC
ε
&
, s-1 eAZ31 ECAP 150 2x10-4 461% 200 1x10-2 320% AZ61 Extrusion 25 1x10-3 27% 300 1x10-3 350% 400 1x10-2 250% AZ61/SiO2 Casting/Ext 25 1x10-3 31% 300 1x10-3 259% 400 1x10-2 314% AZ61/SiO2 PM/Ext -- -- -- AZ61/SiO2 SprayF/Ext -- -- --
Fig. 11 TEM micrograph showing the submicron grains in the ECAP AZ31 Mg alloys.
20 30 40 50 60 70 80
Mg65Y10Cu20Ag5 Mg65Y10Cu25
Mg65Y10Cu15Ag10
2θ
Fig. 12 XRD scans of the as-melt-spun Mg-Cu-Y based ribbon, with the Ag contents of 0, 5, and 10 at%.
20 30 40 2θ50 60 70 80
Mg65Y10Cu15Ag10 Mg65Y10Cu20Ag5 Mg65Y10Cu25 ZrO2
Fig. 13 XRD scans of the Mg-Cu-Y-(Ag) based composites with the inclusion of ZrO2 fine particles,
prepared through the MA method.
4. Conclusion
1. The trials on the spray forming of Mg powders and Mg/nano-SiO2 composites have accomplished
preliminary success in subproject I. With further improvement of the melt mixing and co-spraying of the Mg melt and nano SiO2 particles in the coming second
year, the composites are expected to be more promising. 2. Three fabrication routes have been lunched in subproject II in preparation of AZ61 Mg based composites filled with 0.1-1 wt% SiO2 nano particles.
These include the induction casting method under Ar atmosphere, the powder metallurgy route using the AZ61 Mg powders around 10-100 µm in size prepared through spray forming performed in subproject I, and finally the spray forming processing via co-spraying of the AZ61 Mg billet imbedded with nano SiO2. All of these three
routes are followed by high ratio hot extrusion, resulting in reasonable superplasticity properties.
3. Equal channel angular pressing has also been applied to the AZ31 Mg alloys in subprojects III and II, resulting extrafine grain sizes of 0.7 µm.
4. High performance Mg-Cu-Y-(Ag) alloys with 0-10 at% Ag have been made through melt spinning plus mechanical alloying methods in subproject IV.
5. The resulting composites were characterized by XRD, DSC, OM, SEM, EDS, and TEM. No XRD peak other than Mg and SiO2 was found in nanocomposites,
suggesting that the possible reaction between Mg and SiO2 was not severe, and the nano particles remain as
SiO2 rather than transformed into MgO.
6. The spatial distribution of the nano particles was seen to be highly localized in the as-induction-cast or as-hot-pressed conditions. After high ratio hot extrusion, the nano particles were basically uniform within the matrix grain interior, as judged from the SEM/BEI, SEM/Si-mapping, and TEM characterizations.
7. The room and elevated temperature tensile tests reveal that the composites are superior to the unfilled Mg in both strength and elongation.
8. Efforts will be made in the second year on the improvement of the nano particle distribution and the addition of nano particles greater than 1%. The high performance Mg-Cu-Y, preliminarily studied in subproject IV this year, will be included in the research work in other subprojects for the second and third years.