SUE-HUA CHEN and FENC-CHIH CHANC’
Institute of Applied Chemistry, National Chiao-Tung University, Hsinchu, Taiwan, Republic of China
SYNOPSIS
The combination of styrene-acrylonitrile-glycidyl methacrylate ( SAG) reactive copolymer and sodium lauryl sulfonate catalyst is able to function as an effective in situ compatibilizer for the otherwise immiscible and incompatible polymer blends of phenoxy and acrylonitrile- butadiene-styrene ( ABS) . The copolymer formed from the reaction between phenoxy and SAG under melt blending conditions tends to reduce interfacial tension in the melt and results in finer morphological domains of the blends. The presence of this in situ formed compatibilizer also raises the interphase adhesion of the blends and results in significant improvements in mechanical properties. 0 1994 John Wiley & Sons, Inc.
INTRODUCTION
Polyhydroxy ether of bisphenol A is a high molecular weight thermoplastic made from bisphenol A and epichlorohydrin that is tough, ductile, and possesses high cohesive strength and good impact resistance. Polymer blends with phenoxy as a component have been studied previously including in combination with polycarbonate, 1-5 various
polyester^,^-'^
poly- methylmethacrylate, 14-16 andother^.'^-^^
The in- terchange reactions between phenoxy and polycar- bonate or polyesters are well-recognized and the re- sulted interchange reaction products improve mis- cibility of these blends or even result in misci- ble blends.l,3,6,7,9-I2.18 A crylonitrile- butadiene-styrene copolymer ( ABS) is a tough thermoplastic with bal- anced properties and its blends with numerous polymers have been extensively investigated previ- ously. However, due to poor compatibility between phenoxy and styrenic polymers, very IittIe or none of the literature have reported on polymer blends between phenoxy and styrenic polymers such as polystyrene or ABS.Methods to improve blend compatibility between two immiscible and incompatible polymers have been a subject of considerable research activities that have been summarized recently by Xanthos 23 and
~~~~ * To whom correspondence should be addressed.
Journal of Apphed Polymer Sclence, Vol. 51,955-965 (1994)
0 1994 John Wlley & Sons, Inc CCC 0021-8995/94/050955 11
U t r a ~ k i . ~ ~ It is well known that block or graft co- polymers capable of specific interactions with the blend constituents can function as blend compati- bilizers. These copolymers may be considered as true interfacial agents because they tend to concentrate at the interface and act as an emulsifier. Alterna- tively, a copolymer A-X ( X represents reactive groups) will react with blend component B to form A-X-B copolymers under melt conditions that will function as a nonspecific type compatibilizer for a polymer pair of A and B. Before reaction, copolymer A-X itself cannot be considered as a compatibilizer for a polymer blend of A and B.
Most previously reported literature in the area of in situ compatibilization has been mainly concen- trated on maleic anhydride-containing copolymers. Copolymers with glycidyl methacrylate ( GMA) monomer are able to react with polymers containing p h e n ~ l i c - O H , ~ ~ - COOH, 26727 or amine end-
groups under melt blending conditions and function as in situ compatibilizers of the blends. Catalyst may or may not be required depending on the reactivity and the extent of the desired reaction. A series of continuous investigations on in situ compatibiliza- tion of various polymer blends using the GMA-con- taining copolymers was carried out in this lab. This article reports the polymer blends of phenoxy and ABS by employing styrene-acrylonitrile-glycidyl methacrylate (SAG) as the in situ compatibilizer. The major difference between this and our previous published literature is that the reactive functional groups of the blend component, aliphatic-OH, are 955
956 CHEN AND CHANG
distributed along the main chain and they are rel- atively less reactive.
EXPERIMENTAL
MaterialsUCAR Phenoxy resin, PKHH, was obtained from Union Carbide Corporation. ABS with 18% rubber content, D-120 grade, was obtained from Grand Chemical Company of Taiwan. SAG with monomer ratio, Sty/AN/GMA = 65/25/5, was prepared by suspension polymerization and the detailed proce- dures were described previ~usly.'~ Sodium lauryl sulfonate used as a melt reaction catalyst between SAG and phenoxy resin was obtained from Merck.
Melt Blending and Specimen Preparation
The blends were prepared using a 20-mm Welding Engineering twin-screw extruder with L / D of 48
and counter-rotating intermeshing screws. The blended pellets were molded into 0.32-cm test spec- imens on an Arburg 3-oz injection-molding machine.
Torque Versus Time Measurements
To verify the reaction between SAG and phenoxy resin based on the viscosity increase, 30 g of sample were tested at 230°C and 60 rpm in a Brabender- Plastic-Corder.
Characterizations
Standard Izod impact ( ASTM-D256), tensile (ASTM-D638), instrumental falling weight impact, and critical strain energy release rate ( G , ) tests were carried at ambient conditions as described previ- ~ u s l y . ~ ' - ~ ~ Morphologies of the impact fracture sur- faces were investigated by scanning electron mi- croscopy (SEM) using a Mode S-570 from Hitachi Co. of Japan. Melt index ( M I ) of the blends were measured at 230°C and 3.8 kg load according to ASTM-D1238.
RESULTS AND DISCUSSION
Fundamental of In Sifu Compatibilization
A specific type compatibilizer is a synthesized block or graft nonreactive copolymer with segments iden-
tical or miscible with the blend components and its structure and quantity are unchanged and indepen- dent of blending conditions. On the contrary, an in situ reactive compatibilizer is a copolymer contain- ing reactive functional groups that is able to react with one (or both) of the blend component to form a copolymer and act as a compatibilizer. The content and structure of an in situ compatibilizer vary with the content of the reactive groups, temperature, time, mixing eficiency, and presence of catalyst. Therefore, this type of compatibilizer is considered a nonspecific type compatibilizer. Before reaction, the SAG copolymer itself cannot act as a phase compatibilizer for the polymer blends of ABS and phenoxy resin. However, the reaction products be- tween the epoxide groups and the hydroxyl groups of phenoxy resin will form various SAG-phenoxy copolymers that will function as the nonspecific compatibilizer. An excessive reaction between SAG and phenoxy resin may result in cross-linked co- polymer and become too bulky and too high in vis- cosity to be effective. Therefore, the optimized con- tent of the in situ formed copolymer is essential to achieve the greatest performance of the resulted blend products. This can be accomplished through proper adjustment of the GMA content in the SAG copolymer, the presence of a suitable catalyst, and proper control of the blending conditions.
The epoxide groups in SAG can react with hydroxyl or carboxylic acid endgroups of polyes- t e r ~ ~ ~ - ~ ~ and amine endgroups of nylons.'' The reac- tivity between epoxide and phenolic-OH is consid- erably greater than aliphatic-OH due to the acidity difference. Therefore the reaction between the ep- oxide groups in SAG and aliphatic-OH in the phen- oxy resin is relatively slower even though signifi- cantly greater numbers of the reactive aliphatic-OH groups are present. The ethyl triphenylphosphonium bromide catalyst was found to be an effective catalyst in promoting reaction between phenolic-OH and carboxylic but was found less effective in the current system. A new catalyst, sodium lauryl sulfonate, has been discovered to be effective to pro- mote reaction between epoxide and the less reactive aliphatic-OH in melt conditions and was selected in this study.
The lightly reacted copolymer is the one that can act as an effective phase compatibilizer. Because both SAG and phenoxy resin possess multiple re- active groups, to a greater extent the reaction tends to form a cross-linking network and becomes less effective as a phase compatibilizer. The reaction be- tween SAG copolymer and phenoxy resin can be
expressed by the following equation: CH3
I
I
I
+ -C-CH2+SAN+-
c=o
0 CH,I
OH-CHI
CHZI
0I
c=o
I
-C-CH2+SAN+I
CH3r
I 0 2 4 6 8 10 Tiine (Iuui.)Figure 1 Torque vs. time at 230°C and 60 rpm: ( A ) Phen/SAG = 5 0 / 5 0 ; ( B ) Phen/SAG/Cat = 50/50/0.1; ( C ) Phen/ABS/SAG = 15/25/5; ( D ) Phen/ABS/SAG/
Cat = 75/25/5/0.05.
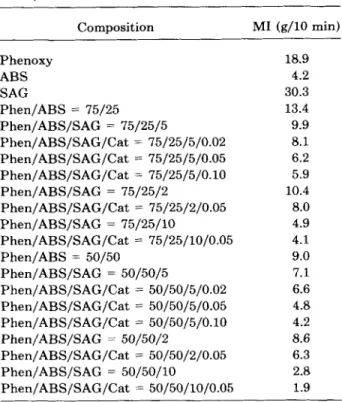
Table I
Phen/ABS Blends
Melt Indexes of Various
Composition MI (g/10 min) Phenoxy ABS SAG Phen/ABS = 75/25 Phen/ABS/SAG = 15/25/5 Phen/ABS/SAG/Cat = 15/25/5/0.02 Phen/ABS/SAG/Cat = 75/25/5/0.05 Phen/ABS/SAG/Cat = 15/25/5/0.10 Phen/ABS/SAG = 7512512 Phen/ABS/SAG/Cat = 15/25/2/0.05 Phen/ABS/SAG = 15/25/10 Phen/ABS/SAG/Cat = 15/25/10/0.05 Phen/ABS = 50/50 Phen/ABS/SAG = 50/50/5 Phen/ABS/SAG/Cat = 50/50/5/0.02 Phen/ABS/SAG/Cat = 50/50/5/0.05 Phen/ABS/SAG/Cat = 50/50/5/0.10 Phen/ABS/SAG = 50/50/2 Phen/ABS/SAG/Cat = 50/50/2/0.05 Phen/ABS/SAG = 50/50/10 Phen/ABS/SAG/Cat = 50/50/10/0.05 18.9 4.2 30.3 13.4 9.9 8.1 6.2 5.9 10.4 8.0 4.9 4.1 9.0 1.1 6.6 4.8 4.2 8.6 6.3 2.8 1.9 Cat, sodium lauryl sulfonate; conditions, 230°C and 3.8-kg
load.
Processa bility
The incompatibility between ABS and phenoxy resin resulted in compounding difficulties such as die swelling and melt fracture during blending ex- trusion. The presence of SAG in the
in situ
com-Figure 2 Melt indexes of various Phen/ABS blends: ( A ) Phen/ABS = 50150; ( B ) Phen/ABS/SAG = 751 2515; ( C ) Phen/ABS/SAG/Cat = 15/25/5/0.02; ( D ) Phen/ ABS/ SAG/ Cat = 15/25/5/0.05; ( E) Phen/ ABS/ SAG/Cat = 75/25/5/0.10.
958 CHEN AND CHANG
A. Phen/ABS = 75/25 B. Phen/ABS/SAG = 75/25/5
C. Phen/ABS/SAG/Cat = 75/25/5/0.02 Phen/ABS/SAG/Cat = 75/25/5/0.05
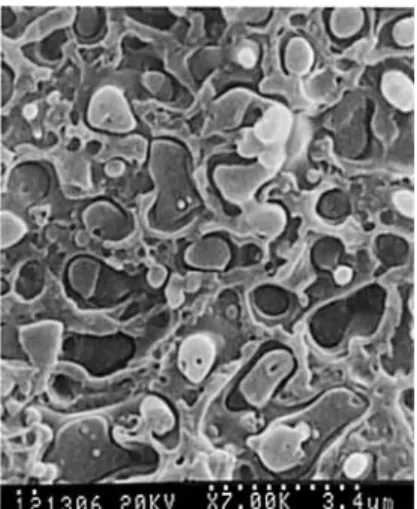
Figure 3 SEM micrographs of the fracture surfaces of various Phen/ ABS 75 / 25 blends: (A) Phen/ABS = 75/25; ( B ) Phen/ABS/SAG = 75/25/5; ( C ) Phen/ABS/SAG/Cat
= 75/25/5/0.02; ( D ) Phen/ABS/SAG/Cat = 75/25/5/0.05; ( E ) Phen/ABS/SAG = 75/ 25/2; ( F ) Phen/ABS/SAG/Cat = 75/25/2/0.05; ( G ) Phen/ABS/SAG = 75/25/10; ( H ) Phen/ABS/SAG/Cat = 75/25/10/0.05.
patibilizer reduced the above-mentioned processing expected due to higher viscosity. Therefore, the in difficulties. The presence of SAG and catalyst es- situ SAG compatibilizer with catalyst is able to con- sentially solved most of these problems although a vert a well-known incompatible ABS/phenoxy slightly higher torque was encountered as would be blend into a compatible one.
E .
Phen/ABS/SAG
= 7 5 / 2 5 / 2F. Phen/ABS/SAG/Cat
= 7 5 / 2 5 / 2 / 0 . 0 5Figure 3 (Continued from the previous page)
Torque Versus Time
Curve A of Figure 1 shows the torque of the mixture, Phen/SAG 5 0 / 5 0 , where the torque remains fairly constant after 1 min with fairly low value (less than 3 Newton meters). Therefore the reaction between the epoxide groups from SAG and the aliphatic-OH from phenoxy resin is insignificant. The torque of this blend increases nearly eight times to 23 Nm after one min and remains a t this level steadily with the presence of 0.1 phr of catalyst. These observed results imply that the catalyst employed is very ef- fective to promote the reaction. The constant torque
after the initial jump (Fig. 1, curve B ) indicates that the catalyst may deactivate due to thermal decom- position, otherwise, a continuous increase of torque value should have been obtained. Curves C and D of Figure 1 again show significantly higher torque for the catalyst-containing blend than the corre- sponding blend containing no catalyst. The presence of the decomposed catalyst may cause ABS degra- dation and results in gradual torque decline after the initial jump as shown in curve D of Figure 1. The viscosity increase can be attributed undoubtedly to the molecular weight increase or even cross-link- ing if the degree of the anticipated reaction between
960 CHEN A N D CHANG
A. Phen/ABS = 50/50 B. Phen/ABS/SAG = 50/50/5
C. Phen/ABS/SAG/Cat = 50/50/5/0.02
D.
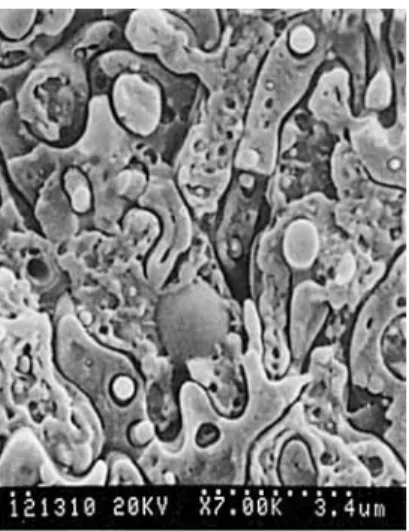
Phen/ABS/SAG/Cat = 50/50/5/0.05Figure 4 SEM micrographs of the fracture surfaces of various Phen/ABS 5 0 / 5 0 blends: ( A ) Phen/ABS = 50/50; ( B ) Phen/ABS/SAG = 5 0 / 5 0 / 5 ; ( C ) Phen/ABS/SAG/Cat = 5 0 / 5 0 / 5 / 0 . 0 2 ; ( D ) Phen/ABS/SAG/Cat = 5 0 / 5 0 / 5 / 0 . 0 5 .
SAG and phenoxy is too high. Table I summarizes the melt indexes of the matrices, compatibilizer, and blends. Figure 2 illustrates the effect due to the presence of SAG and catalyst of various Phen/ABS
75/25 blends. The blend with 5 phr SAG decreases MI from 13.4 to 9.9 and the presence of catalyst further reduces the MI of the blends to 8.1-5.9 de- pending on the amount of catalyst. Similar results
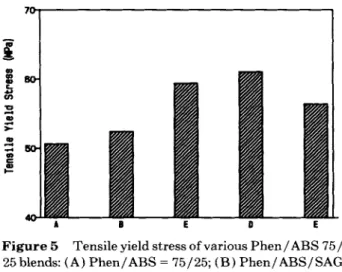
Figure 5 Tensile yield stress of various Phen/ABS 751 25 blends: (A) Phen/ABS = 75/25; ( B ) Phen/ABS/SAG
= 75/25/5; ( C ) Phen/ABS/SAG/Cat = 75/25/5/0.02; ( D ) Phen/ABS/SAG/Cat = 75/25/5/0.05; ( E ) Phen/ ABS/ SAG / Cat = 75 / 25 / 5 /O. 10.
were also obtained from Phen/ABS 50/50 blends (Table I ) .
SEM Morphologies
Figure 3 ( A ) shows the
SEM
micrograph of the frac- ture surface of the noncompatibilized Phen/ABS 75 /25 blend. This noncompatibilized blend shows relatively coarser domain of the dispersed ABS phase and the adhesion between ABS and phenoxy matrix is rather poor. The presence of 5 phr of SAG in the blend only slightly reduces the domain size [Figure 3 ( B ) ] . The presence of SAG and catalyst significantly reduces the domain dimension of the80
I
Figure 6 Tensile elongation to break of various Phen / ABS 75/25 blends: ( A ) Phen/ABS = 75/25; ( B ) Phen/ ABS/SAG = 75/25/5; ( C ) Phen/ABS/SAG/Cat = 75/
25 / 5 /0.02; ( D ) Phen/ABS /SAG/ Cat = 75/25/5/0.05; ( E ) Phen/ABS/SAG/Cat = 75/25/5/0.10.
Figure 7 Izod impact strengths of various Phen/ABS 75/25 blends: ( A ) Phen/ABS = 75/25; ( B ) Phen/ABS/
SAG = 75/25/5; ( C ) Phen/ABS/SAG/Cat = 75/25/
5/0.02; ( D ) Phen/ABS/SAG/Cat = 75/25/5/0.05; ( E ) Phen/ABS/SAG/Cat = 75/25/5 /0.10.
dispersed ABS phase [Fig. 3 ( C , D ) ] . This in situ formed copolymer has an SA segment and phenoxy segment and tends to reside at the interface to reduce melt interfacial tension and therefore functions as a compatibilizer between phenoxy and ABS. When the SAG content in the blend is increased to 10 phr, the domain size of the ABS phase does not show any significant change [compare Fig. 3 (B,G)
1.
With the presence of 0.05 phr of catalyst but varying SAG content, the blend with 5 phr [Fig. 3 ( D ) ] has the finest morphology, then 10 phr [Fig. 3 ( H ) ] and 2 phr [Fig. 3 ( F ) ] . As mentioned earlier, too much reacted copolymer product is too bulky and less ef- fective as a compatibilizer. Figure 4 shows the mi- crographs of various Phen/ABS 50/50 blends and a very similar trend with the same conclusion can be drawn.Tensile Properties
Only the tensile yield stress and elongation to break of various Phen/ABS 75/25 blends will be presented here to demonstrate the effect of SAG and catalyst in these blends. Figure 5 clearly shows the yield stress increase due to the presence of SAG and cat- alyst. The blend with the greatest amount of catalyst employed in this study (0.10 phr) does not follow the trend, it actually decreases significantly. This result is consistent with the previous domain size of the ABS dispersed phase. Figure 6 illustrates the tensile elongation (indication of tensile toughness) from the same set of blends and again a similar trend as in Figure 5 was obtained.
962 CHEN AND CHANG 5
:
4400 3300 2200 1100 0----.
3000 6000 9000 Time, p sFigure 8 Instrumental falling weight impact load-time curves of various Phen/ABS 75/25 blends: ( A ) Phen/ABS = 75/25; ( B ) Phen/ABS/SAG = 75/25/5; ( C ) Phen/ ABS/SAG/Cat = 75/25/5/0.02; ( D ) Phen/ABS/SAG/Cat = 75/25/5/0.05; ( E ) Phen/ ABS/SAG/Cat = 75/25/5/0.10.
lzod Impact Properties
Figure 7 shows the Izod impact strength from the same set of blends. The blend with 5 phr SAG shows only slight improvement over the noncompatibilized blend (compare ( A ) and ( B )
,
Fig. 7 ) . The increase of impact strength is very substantial when the blend contains both SAG and catalyst ( C , D, and E of Fig. 7 ) . Similar t o the tensile properties, excessive cat- alyst content actually decreases its impact strength slightly.Instrumental Falling Weight Impact
Figure 8 illustrates the instrumental falling weight impact load versus time curves from the same set of blends. Toughness order is essentially identical t o Izod impact strength except the blends with and without containing SAG (curves A and B ) . The fracture energy of the noncompatibilized P h e n j
ABS
75/25 blend is slightly higher than the one contain- ing a n additional 5 phr of SAG. Figure 9 shows the total impact energies of those blends shown in Figure 8. Figure 10 shows the photographs of the impacted specimens. Only two specimens from the blends containing SAG and catalyst are in ductile fracture mode. Figure 11 shows the instrumental falling weight load versus time curves from various P h e n /
ABS 5 0 / 5 0 blends. A similar trend a s in Figure 9
was also obtained.
Critical Strain Energy Release Rate, Gc
T h e Gc derived from the basic fracture mechanics in terms of energy absorbed by the conventional Izod impact test has been previously d e v e l ~ p e d . ~ ~ , ~ ~ The energy absorbed by the impact a t fracture rather than at the maximum load is assumed t o deform in a total elastic manner so that the compliance, C , is a function of crack length and the geometry. Thus,
Figure 9 Total impact energy of the instrumental falling weight impact tests of various Phen/ABS 75/25 blends: ( A ) Phen/ABS = 75/25,11.95 J; ( B ) Phen/ABS/SAG = 75/25/5,8.58 J; ( C ) Phen/ABS/SAG/Cat = 75/25/ 5/0.02,42.88 J; ( D ) Phen/ABS/SAG/Cat = 75/25/5/ 0.05,56.21 J; ( E ) Phen/ABS/SAG/Cat = 75/25/5/0.10, 35.89 J.
A B
C D
Figure 10 Photographs of the instrumental falling weight impact specimen: ( A ) Phen/ ABS = 75/25; ( B ) Phen/ABS/SAG = 75/25/5; ( C ) Phen/ABS/SAG/Cat = 75/25/5/ 0.02; ( D ) Phen/ABS/SAG/Cat = 75/25/5/0.05.
for a n applied load P resulting in deflection x , we
have, diagram,
the area under the triangular load-displacement
x / P = C ( a ) , (1) W = 0.5P. x = 0 . 5 P 2 - C . ( 2 )
964 CHEN AND CHANG
"
360 7 2 0 1080 T i m e , ms
Figure 11 Instrumental falling weight impact load-time curves of various Phen/ABS 50/50 blends: ( A ) Phen/ABS = 50/50,4.65 J; ( B ) Phen/ABS/SAG = 50/50/5,3.95 J;
( C ) Phen/ABS/SAG/Cat = 50/50/5/0.05,24.24 J.
strain energy release rate G is given by,
G = ( l / B ) ( d W / d a ) . ( 3 )
When G = G,, a critical value, the elastic and brittle fracture occurs.
G, = ( P 2 / 2 B ) ( d C / d a ) . (4)
From eqs. ( 2 ) and ( 4 ) , we obtain the following re- lation,
W = G,. B .
0 . 4
( 5 )0 4 tz
B*D*,@
M 2 10-5Figure 12 Plots of impact energy vs. B
-
D-
of various Phen/ABS blends: ( A ) Phen/ABS = 75/25; ( B ) Phen/ ABS/SAG = 75/25/5; ( C ) Phen/ABS/SAG/Cat = 75/25/5 /0.05; ( D ) Phen/ ABS/SAG /Cat = 75/25/2/0.05; ( E ) Phen/ABS/SAG/Cat = 75/25/10/0.05.
and
If
4
is determined as a function of [ a / D ] and the energy measured is plotted as function ofB
-
D
-
#Jfor different geometries, a straight line of slope G, should result. The parameter
4
can be determined experimentally by using eq. ( 6 ) or through a theo- retical calculation. We employed the4
values pre- viously reported34 in this study. Figure 12 shows the plots of impact energy versus B-
D-
4
for the sameFigure 13 Critical strain energy release rate, Gc, of various Phen/ABS blends: ( A ) Phen/ABS = 75/25, G,
=4500 J / M 2 ; ( B ) Phen/ABS/SAG = 75/25/5, G,
= 5660 J / M 2 ; ( C ) Phen/ABS/SAG/Cat = 75/25/5/ 0.05, G, = 8600 J / M 2 ; ( D ) Phen/ABS/SAG/Cat = 75/ 25/2/0.05, G, = 8090 J / M 2 ; ( E ) Phen/ABS/SAG/Cat
set of blends as the Izod impact tests. The G, values obtained from the slopes in Figure 12 are shown in Figure 13. The order of G, shown in Figure 13 is identical to previous Izod impact strength or tensile properties. Again, the optimized catalyst content to achieve maximum G, is a t 0.05 phr.
CONCLUSIONS
Phenoxy and ABS are an immiscible and incom- patible polymer pair in terms of microstructure and mechanical properties. Addition of the in situ com- patibilizer, SAG copolymer, does not shows sub- stantial improvement over the noncompatibilized one. Without the presence of a proper catalyst, the reaction between epoxide from SAG and aliphatic- OH from phenoxy is very slow and the amount of the expected copolymer produced is insignificant. Sodium lauryl sulfonate is a suitable catalyst to pro- mote reaction between phenoxy and SAG under melt conditions. This in s i t u formed copolymer acts as compatibilizer for the polymer blends of phenoxy and ABS.
This research project was financially supported by the National Science Council of the Republic of China under contract number NSC 81-0405-E-009-04.
REFERENCES
1. I. Mondragon, M. Gaztelumendi, and J. Nazabal,
Polym. Eng. Sci., 26,1478 ( 1986).
2. I. Mongragon, M. Gaztelumendi, and J. Nazabal,
Polym. Eng. Sci., 28, 1126 (1988).
3. X. Yang, P. C. Painter, and M. M. Coleman, Macro- molecules, 25,4996 (1992).
4. W. H. Christiansen, D. R. Paul, and J. W. Barlow, J . Appl. Polym. Sci., 34,537 (1987).
5. J. H. Chu and F. C. Chang, Proc. o f t h e Annual Conf.
of the Chinese SOC. for Mater. Sci., Taiwan, p. 1021,
1990.
6. M. M. Coleman, X. Yang, P. C. Painter, and J. F. Graf, Macromolecules, 25,4414 ( 1992).
7. J. I. Eguiazabal, J. J. Iruin, M. Cortazar, and G. M. Guzman, J . Appl. Polym. Sci., 32,5945 (1986).
8. J. E. Harris, S. H. Goh, D. R. Paul, and J. W. Barlow,
J . Appl. Polym. Sci., 27, 839 (1982).
9. L. M. Robeson and A. B. Furtek, J . Appl. Polym. Sci.,
10. J. I. Eguiazabal and J. Nazabal, J . Mater. Sci., 25, 11. M. M. Coleman and E. J. Moskala, Polymer, 24,251 12. L. M. Robeson, W. F. Hale, and C. N. Merriam, Mac-
13. J. H. Chu and F. C. Chang, Proc. of the 13th ROC 14. Y. S. Soh, J . Appl. Polym. Sci., 45,1831 (1992).
15. J. S. Chiou, D. R. Paul, J . Appl. Polym. Sci., 42,279
16. R. Erro, M. Gaztelumendi, and J. Nazabal, J. Appl. 17. Q. Guo, J. Huang, B. Li, T. Chen, H. Zhang, and Z. 18. M. Kodama, Polym. Eng. Sci., 32,267 (1992).
19. E. J. Moskala and M. M. Coleman, Polym. Commun.,
20. M. A. Iriarte, J. J. Iruin, and J. I. Eguiazabal, J. Mater. 21. C. G. Seefried, Jr., J. V. Koleske, and F. C. Critchfield, 22. Q. Guo, J. Huang, a n d T . Chen, Polym. Bull., 20,517 23. M. Xanthos, Polym. Eng. Sci., 28, 1392 (1988).
24. L. A. Utracki, Polymer Alloys and Blends, Hanser Publishers, Munich, 1990, p. 124.
25. B. S. Chang, F. C. Chang, N. C. Chu, and C. S. Huang, Proc. of the 15th ROC Polym. Symp., Taiwan, p. 425, 1992.
26. C. T. Maa and F. C. Chang, J . Appl. Polym. Sci., 49,
913 (1993).
27. W. B. Liu and F. C. Chang, Polymer Preprints, 34
(2),803(1993).
28. F. C. Chang and Y. C. Hwu, Polym. Eng. Sci., 31,
1509 (1991).
29. H. H. Chang, J. S. Wu, and F. C. Chang, Proc. of the 4th Asian Chem. Cong., Beijing, p. 699 ( 1991). 30. F. C. Chang and M. Y. Yang, Polym. Eng. Sci., 30,
543 ( 1990).
31. F. C. Chang, J. S. Wu, and L. H. Chu, J . Appl. Polym.
32. J. S. Wu, S. C. Shen, andF. C. Chang, J. Appl. Polym.
33. H. R. Brown, J . Muter. Sci., 8, 941 (1973).
34. G. P. Marshall, J. G. Williams, and C. E. Turner, J. 2 3 , 6 4 5 ( 1979).
1522 (1990). ( 1983 )
.
romolecules, 14, 1644 (1981).
Polym. Symp., Taiwan, p. 326, 1990.
( 1991 ) .
Polym. Sci., 45, 339 ( 1992).
Feng, Polymer, 3 2 , 5 8 (1991).
24,206 ( 1983).
Sci., 24,1021 (1989).
Polym. Eng. Sci., 1 6 , 7 7 1 (1976).
( 1988). Sci., 44, 491 (1992). Sci., to appear. Muter. Sci., 8,949 (1973). Received June 10, 1993 Accepted July 22, 1993