Ž .
Materials Letters 40 1999 27–32
www.elsevier.comrlocatermatlet
A study on the machinability of a Ti
49.6Ni
50.4shape memory alloy
S.K. Wu
a,), H.C. Lin
b, C.C. Chen
aa
Institute of Materials Science and Engineering, National Taiwan UniÕersity, Taipei 106, Taiwan
b
Department of Materials Science, Feng Chia UniÕersity, Taichung 400, Taiwan Received 28 April 1998; received in revised form 22 January 1999; accepted 25 January 1999
Abstract
Ž .
The machinability of a Ti49.6Ni50.4 shape memory alloy SMA has been studied by using a mechanical cutting test. There is a wide hardened layer in front of the cutting edge of the Ti49.6Ni50.4 SMA which comes from the effects of strain hardening and cyclic hardening. Meanwhile, Ti49.6Ni50.4 fragments can adhere on the diamond blade. The longer the cutting time, the more adhesion the Ti49.6Ni50.4fragments have. These features cause the Ti49.6Ni50.4SMA to exhibit more difficult cutting characteristics than 18-8 stainless steel and Ti50Al50 alloy. From the viewpoint of cutting energy, the effect of applied load is more important than that of cutting speed and there is an optimal cutting load for the cutting of Ti49.6Ni50.4
SMA. q 1999 Elsevier Science B.V. All rights reserved.
Keywords: TiNi shape memory alloy; Cutting machinability; Hardening layer; Strain hardening; Cyclic hardening; Cutting load and speed
1. Introduction
TiNi alloys are an important class of shape
mem-Ž .
ory alloys SMAs . They exhibit not only shape
Ž . w x
memory effect SME 1 , but also unusual
pseudoe-w x w x
lasticity 2,3 and high damping capacities 4,5 . These properties along with their superior ductility, fatigue strength, and corrosion resistance, have re-sulted in many applications. The basic characteristics of TiNi SMAs, involving transformational crystal-lography, shape memory phenomena, and the effects of thermo-mechanical treatments, have been
inten-w x
sively investigated 6–20 . However, the roadblocks to their development are caused by difficulties in the manufacturing process. It is well known that TiNi alloys can be tensile-deformed in a ductile manner to
w x
about 50% strain prior to fracture 1 , but the severe
)
Corresponding author. Fax: q886-2-363-4562
strain hardening and the unique pseudoelastic behav-ior may cause the machining characteristics of TiNi SMAs to be quite complicated. To the best of our knowledge, no systematic investigation of the ma-chining characteristic of TiNi SMAs has yet been reported, although some papers have reported their
w x
wire-drawing behavior 21–23 . In the present study, we aim to investigate the machinability of TiNi SMAs by using a mechanical cutting test and to discuss their optimal cutting parameters.
2. Experimental procedure
The conventional tungsten arc-melting technique was employed to prepare Ti49.6Ni50.4 SMA and
Ž . Ž
Ti Al50 50 intermetallics in at.% . Titanium 99.7
. Ž . Ž
wt.% , nickel 99.98 wt.% and aluminum 99.99 .
wt.% , totaling nearly 100 g, were melted and
00167-577Xr99r$ - see front matter q 1999 Elsevier Science B.V. All rights reserved.
Ž .
The mass loss during the melting was negligible. The as-melted buttons were homogenized at 10508C = 24 h for the Ti49.6Ni50.4 alloy and at 12008C = 50 h for the Ti Al50 50 alloy, and then quenched in water. Rod specimens for mechanical cutting, 6-mm in diameter, were carefully prepared from these buttons. These specimens were vacuum-sealed in quartz tubes, an-nealed at 8008C for 2 h and then quenched in water. The mechanical cutting was carried out by using
an ISOMET 2000 Precision Saw made by
BUEHLER, USA, and equipped with an automatic cooling and saw-grinding system. The rotation speed
Ž
and applied load of the cutting saw diamond blade .
No. 11-4276 are digitally controlled. The lubricant used during cutting was nine parts water to one part
ISOCUT PLUS FLUID, BUEHLER. The
mi-crostructure observations of the cut specimens were
Ž .
made by an optical microscope OM and a scanning
Ž .
electron microscope SEM . SEM observation was carried out with a JOEL-T100 microscope operated at 30 kV and equipped with an EDX analysis system. Specimens for hardness tests were mechanically pol-ished and measured in a Vickers microhardness tester with a 500-g load. For each specimen, the average hardness value was obtained from at least five test readings.
3. Results and discussions
To understand the cutting characteristics of TiNi SMAs, some important mechanical properties of
Ž 2.
Fig. 1. The time needed to cut unit area mm of specimens at various cutting areas for Ti49.6Ni50.4 alloy, 18-8 stainless steel and Ti50Al50 intermetallics.
Ti49.6Ni50.4 alloy used in this study are presented in Table 1. Additionally, mechanical properties of 18-8
Ž .
stainless steel commercial available 304 grade and Ti Al50 50 intermetallics are also presented in Table 1 for comparison. Table 1 indicates that 18-8 stainless steel and Ti49.6Ni50.4 alloy exhibit good ductility, but Ti Al50 50 alloy exhibits a brittle behavior. Although
Ž .
Ti49.6Ni50.4 SMA has the highest hardness HV 255 , the tensile strength of Ti Al50 50 alloy is much higher than that of Ti49.6Ni50.4 alloy or 18-8 stainless steel. Fig. 1 shows the cutting time per unit area Žsrmm2. vs. the cutting areas for specimens of Ti49.6Ni50.4 alloy, 18-8 stainless steel and Ti Al50 50
intermetallics. Here, the cutting area is the accumu-lated area cut by the same diamond blade. For each
Table 1
The important mechanical properties of Ti49.6Ni50.4 alloy, 18-8 stainless steel and Ti50Al50 intermetallics
Mechanical Ti49.6Ni50.4 18-8 Stainless Ti50Al50
properties SMA steel intermetallics
at room temperature
Structure B2 phase FCC L1 go
Žphase. Austenite phase
Hardness 255 190 230 ŽHV. Tensile 190 120 450 strength ŽMPa. Elongation 22 27 1.5 Ž%.
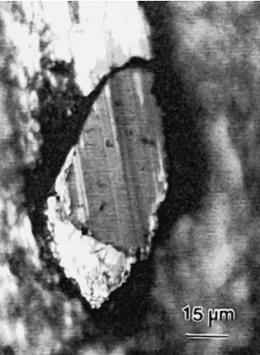
Fig. 2. An optical micrograph showing adhered fragments of Ti49.6Ni50.4 SMA or 18-8 steel on the surface of the diamond blade.
cut of the specimen it can accumulate about 28.3 mm2 area due to the specimen being 6 mm in
diameter. In Fig. 1, the cutting time per unit area of Ti49.6Ni50.4 specimen increases very quickly with increasing cutting area. The diamond blade even stops feeding after the cutting area reaches about 150 mm2. For 18-8 stainless steel, the cutting time per unit area is found to slightly increase with increasing cutting area. Because of their high ductility, some
Fig. 3. Hardness at various distances X from the cutting edge of Ti49.6Ni50.4 SMA, 18-8 stainless steel and Ti50Al50 inter-metallics.
Fig. 4. Diagram showing the position for the hardness
measure-Ž . Ž .
ment: a side view, b cross-section.
cut fragments of Ti49.6Ni50.4 alloy and 18-8 stainless steel adhere to the diamond blade during cutting, as shown in Fig. 2. These adhered fragments will im-pede further cutting. The greater the cutting area, the more adhered fragments and hence the cutting time per unit area increases for these two materials. This feature is especially true for the Ti49.6Ni50.4 alloy. On the other hand, Ti Al50 50 intermetallics exhibit a brittle behavior and Ti Al50 50 fragments are not found to adhere to the diamond blade during cutting. In addition, the brittle fragments of Ti Al50 50 alloy may have a grinding effect on the diamond blade. Hence, the cutting time per unit area of Ti Al50 50 specimen even decreases with increasing cutting area, as shown in Fig. 1.
Fig. 3 shows the specimen’s hardness vs. the distance X from the cut edge of Ti49.6Ni50.4 alloy, 18-8 stainless steel and Ti Al50 50 intermetallics. The measured position X is illustrated in Fig. 4. In Fig. 3, the Ti49.6Ni50.4 alloy exhibits a severe hardening effect near the cutting edge. This characteristic is suggested to come from the effects of strain harden-ing and fatigue hardenharden-ing durharden-ing cuttharden-ing, as dis-cussed in Fig. 5. Fig. 5 plots the stress–strain curves
Fig. 5. Stress–strain curves showing the phenomena of strain hardening and fatigue hardening appearing in Ti49.6Ni50.4 alloy
Fig. 6. The cutting energy vs. the blade cutting speed for various cutting loads.
Ž .
of Ti Ni50 50 alloy under the tensile monotonic test
Ž . w x
and cyclic fatigue test 24 . From Fig. 5, for strain F0.015, strain hardening occurs in the specimen of the monotonic test, as shown in region A. However, both strain hardening and fatigue hardening are in-duced in the specimen of the fatigue test, as shown by the regions A and B, respectively. We believe that the vibration induced by the cutting machine during the cutting process will cause a cyclic loading on the Ti49.6Ni50.4 alloy. Therefore, from Fig. 5, both strain hardening and fatigue hardening concur-rently cause a severe hardening effect on the cutting edge. At this time, a wide hardening layer forms and its thickness can reach 700 mm in the Ti49.6Ni50.4
alloy, as shown in Fig. 3. The formation of this wide hardening layer during cutting can reduce cutting
time per unit area increases significantly with in-creasing cutting area in Ti49.6Ni50.4 alloy, as shown in Fig. 1. On the other hand, Fig. 3 shows the specimen hardness of 18-8 stainless steel near the cutting edge has obviously not changed during cut-ting. We suggest that 18-8 steel does not have as severe a hardening effect as Ti49.6Ni50.4 alloy. Hence, Fig. 1 shows that the 18-8 stainless steel has better cutting behavior, although some fragments of 18-8 stainless steel can adhere to the diamond blade. For the Ti Al50 50 intermetallics, a thin hardened layer with a sharp drop of hardness is observed near the cutting edge, as shown in Fig. 3. This sharp variation of hardness causes the hardened layer to spall off easily from the matrix and thus enhances the cutting rate.
Fig. 6 shows the cutting energy for the Ti49.6Ni50.4
alloy under various cutting loads and cutting speeds.
Ž .
The cutting energy is defined as cutting load = Žcutting speed r cutting volume . Here, the cutting. Ž . volume is the product of the cut area and the thick-ness of the blade. The blade used in this study is 0.5 mm in thickness. As shown in Fig. 6, the cutting speed has little effect, but the cutting load has a significant impact on the cutting energy. In general,
Ž it takes less time to cut commercial alloys such as
.
carbon steels or aluminum alloys by using a higher cutting load or a higher cutting speed and therefore the cutting energy decreases with increasing cutting
w x
load or speed for these commercial alloys 25 . By using a lower blade cutting load as in region A of
Ž . Ž .
Fig. 5, the strain hardening is a dominant contribu-tion to cutting. In this region, the cutting behavior of Ti49.6Ni50.4 alloy is similar to that of commercial alloys mentioned above, and hence the cutting en-ergy decreases with increasing cutting load. How-ever, if the cutting load is higher than a critical value, such as in region B of Fig. 5, both strain hardening and fatigue hardening will concurrently occur during cutting. At this time, severe hardening will impede the cutting process. Hence, the cutting behavior becomes worse and the cutting energy be-comes higher in this case. This phenomenon indi-cates that there is an optimal cutting load in cutting Ti49.6Ni50.4 alloy. This optimal cutting load is found to be 550–650 g, as shown in Fig. 6.
Fig. 7a and b show the specimen’s surface mor-phology after cutting Ti49.6Ni50.4 alloy. The plough-ing grooves in Fig. 7a indicate the appearance of abrasive and ploughing wear in the cut Ti49.6Ni50.4
alloy. In Fig. 7b, many surface pits are observed. These surface pits originate from the adhesion of Ti49.6Ni50.4 fragments onto the diamond blade. The higher the cutting load, or the longer the cutting time, the greater the number of surface pits. This kind of adhesion impedes further cutting and helps to explain why the Ti49.6Ni50.4 alloy exhibits a more difficult cutting behavior.
4. Conclusions
The machinability of a Ti49.6Ni50.4SMA has been studied by using a mechanical cutting test on an ISOMET 2000 Precision Saw. The machinability of 18-8 stainless steel and that of Ti Al50 50 inter-metallics are also compared. The important conclu-sions are as follows.
Ž .1 There is a wide hardened layer in front of the cutting edge of the Ti49.6Ni50.4 alloy during cutting, which comes from the effects of strain hardening and cyclic hardening. Meanwhile, Ti49.6Ni50.4 fragments adhere to the diamond blade. The longer the cutting time, the more the adhesion of Ti49.6Ni50.4 frag-ments. These features cause the Ti49.6Ni50.4 SMA to exhibit difficult cutting characteristics. From the data concerning the cutting time per unit area vs. the cutting area, the Ti49.6Ni50.4 alloy is indeed found to
be much more difficult to cut than 18-8 stainless steel and Ti Al50 50 intermetallics.
Ž .2 From the viewpoint of cutting energy for Ti49.6Ni50.4 SMA, the effect of the applied load on cutting is more important than that of the cutting speed. There is an optimal cutting load in this study and this load is found to be 550–650 g.
Acknowledgements
The authors are pleased to acknowledge the finan-cial support of this research by National Science
Ž .
Council NSC , Republic of China, under the Grant NSC85-2216-E002-023.
References
w x1 S. Miyazaki, K. Otsuka, Y. Suzuki, Scr. Met. 15 1981Ž .
287–292.
w x2 S. Miyazaki, Y. Ohmi, K. Otsuka, Y. Suzuki, ICOMAT-82,
Ž .
J. Phys. 43 1982 C4-255-60.
w x3 S. Miyazaki, T. Imai, Y. Igo, K. Otsuka, Met. Trans. 17 Ž1986 115–120..
w x4 H.C. Lin, S.K. Wu, Y.T. Yeh, Met. Trans. 24A Ž1993.
2189–2194.
w x5 H.C. Lin, S.K. Wu, Y.C. Chang, Met. Trans. 26A 1993Ž .
851–858.
w x6 T. Tadaki, Y. Nakada, K. Shimizu, Trans. Jpn. Inst. Met. 28 Ž1987 883–890..
w x7 S. Miyazaki, Y. Igo, K. Otsuka, Acta Met. 34 1986 2045–Ž .
2051.
w x8 S.K. Wu, H.C. Lin, T.S. Chou, Acta Met. 38 1990 95–102.Ž . w x9 M. Nishida, T. Honma, Scr. Met. 18 1984 1293–1298.Ž . w10 M. Nishida, C.M. Wayman, T. Honma, Scr. Met. 18 1984x Ž .
1389–1394.
w11 S.K. Wu, H.C. Lin, Scr. Met. Mater. 25 1991 1295–1298.x Ž . w12 Y. Okamota, H. Hamanaka, F. Miura, H. Tamura, H.x
Ž .
Horikawa, Scr. Met. 22 1988 517–520.
w13 T. Todoroki, H. Tamura, Trans. Jpn. Inst. Met. 28 1987x Ž .
83–94.
w14 H.C. Lin, S.K. Wu, T.S. Chou, H.P. Kao, Acta Met. Mater.x
Ž .
39 1991 2069–2081.
w15 H.C. Lin, S.K. Wu, Acta Met. Mater. 42 1994 1623–1630.x Ž . w16 E.K. Eckelmeyer, Scr. Met. 10 1976 667–672.x Ž .
w17 R. Wasilewski, in: J. Perkin Ed. , Shape Memory Effects Inx Ž .
Alloys, Plenum, New York, 1975, pp. 245–271.
w18 C.M. Hwang, M. Meichle, M.B. Salamon, C.M. Wayman,x
Ž .
Philos. Mag. 47A 1983 9–31.
Japan Inst. Metals, Japan, 1987, pp. 103–108.
w21 Y. Kawaguchi, K. Katsube, M. Murahashi, Y. Yamada, Wirex
Ž .
J. Int. 12 1992 53–58.
w22 S. Saito, T. Wachi, S. Hanada, Mater. Sci. Eng. A 161x Ž1993 91–96..
113–119.
w24 P. Clayton, Wear 202 1993 162–164.x Ž .