大華科技大學
機電工程研究所
碩士論文
電鑄鑽石階梯鑽於石英玻璃鑽削之研究
Study on the quartz drilling using electroform
diamond step drill
研究生 : 范文耀
指導教授:曹 中 丞 博 士
電鑄鑽石階梯鑽於石英玻璃鑽削之研究
Study on the quartz drilling using
electroform diamond step drill
研 究 生:范文耀 Student:Wen-Yao Fan
指導教授:曹中丞 博士 Advisor:Dr. Chung-Chen Tsao
大華科技大學 機電工程研究所
碩士論文
A Thesis
Submitted to Institute of Mechatronic Engineering Ta Hwa University of Science and Technology
in partial Fulfillment of the Requirements for the Degree of
Master of Science in
Mechatronic Engineering July 2013
Hsinchu, Taiwan, Republic of China.
摘要
隨著加工技術的進展,石英玻璃目前已廣泛應用於不同科技產業 中,如半導體、光電、通信、醫療、化工、電子、冶金、建材及國防 等工業的儀器與設備上。然因元件須與其他元件做結合,故需進行製 孔以為因應。而目前製孔的方式繁多,如鑽削、雷射、超音波、電子 束、放電及沖壓等,而考量加工成本,仍以鑽削加工方式最為經濟且 有效率。 對具硬脆的石英材料而言,電鑄鑽石鑽管具有良好加工特性,然 孔徑低於 5mm 時,則電鑄鑽石進行鑽管鑽孔較不適合。電鑄鑽石階 梯鑽具有二個不同直徑大小的外徑,故於鑽削構件穿孔時,較小直徑 的階梯鑽可先做為較大直徑階梯鑽之預鑽孔之用。同時,較小直徑的 階梯鑽所產生的缺陷,可於較大直徑的階梯鑽鑽削時去除。 實驗結果顯示,在六個選用控制因子中,啄鑽深度、階梯角及磨 粒粒度均對實驗結果影響最大。而鑽尖角、進給速率及主軸轉速影響 相對的有限。然對屬於機械式之電鑄鑽石階梯鑽而言,其於硬脆的石 英材料鑽孔較不適合。Abstract
With the progress of machining technology, quartz has widely used in various instruments and equipment of technological industries, such as: semiconductor, optoelectronics, communications, medical treatment, chemical, electrical, metallurgy, building materials, and defense industries. These instruments and equipment, however, need to generate hole to combine with other that. Several generating-hole processes, such as drilling, laser, ultrasonic, electronic beam, electronic discharge and press have been reported as alternatives. Considering the efficiency and cost of machining, drilling is still economic and efficient method in generating-hole.
Electroform diamond core drill has the excellent property in drilling for hard and brittle quartz. However, electroform diamond core drill is not suitable to machine the diameter of hole below 5 mm. Electroform diamond step drill has a composed shape of a primary stage (small diameter) and a secondary stage (large diameter). Electroform diamond step drill can be used to generate different sized holes in a single operation. The advantage of the electroform diamond step drill is that crack formed during primary-stage cutting by the front cutting edge can be removed in secondary-stage cutting by the step edge.
and size of grit have the dominant effects on thrust and crack area during drilling quartz glass. However, the tip angle, feed rate and spindle speed were insignificant on thrust and crack area during drilling quartz glass. In addition, electroform diamond step drill was not suitable to machine the quartz without sacrificed plate supported because of the hard and brittle properties of that.
誌謝
首先非常感謝指導老師熱心親切的指導,並感謝幫助我的師長朋 友們,沒有你們的幫助就沒有辦法完成我的論文寫作。 如今論文已經如期完成,再三感謝幫助我的師長朋友們,謝謝。 在研究所期間學習到不少的知識,對於將來畢業後有不少的幫 助,我再三感謝師長們殷勤的教誨,也謝謝同學們的鼎力相助,學弟 的支援。在研究所碩士班期間,是我最快樂的時光,不僅大家可以一起研 討和一起學習和一起創作,亦可消磨不少時間,如今光陰似箭,歲月 如梭,一眨眼的時間就過去了,即將離開那如母愛的學校,希望將來 有時間一定回來看看那些師長親切的笑容。
目錄
摘要 i ABSTRACT ii 誌謝 iv 目錄 v 圖目錄 vii 表目錄 viii 1.緒論 1 1.1 研究的目的與動機 1 1.2 研究內容 5 2.實驗的設備 6 2.1 實驗系統規劃及設置 6 2.1.1 鑽頭 6 2.1.2 實驗硬體設置 6 2.1.3 鑽削軸向力數據擷取架構 6 2.1.4 綜合加工中心機操控系統 7 2.2 實驗設備簡介 83.1.1 鑽頭的定義 21 3.1.2 階梯角的定義 21 3.1.3 鑽尖角的定義 22 3.1.4 主軸轉速的定義 22 3.1.5 啄鑽深度的定義 22 3.1.6 進給速率的定義 22 3.1.7 軸向力的定義 23 3.1.8 鑽石粒度的定義 23 3.2 田口方法 24 4. 結果與討論 27 4.1 軸向力之結果與影響 27 4.2 破裂面積之結果與影響 34 5. 結論與未來建議 42 5.1 結論 42 5.2 未來建議 43 參考文獻 44 符號彙編 45
圖目錄
圖 2.1 鑽頭的形式 10 圖 2.2 實際架構圖 10 圖 2.3 LabVIEW 界面與其程式 11 圖 2.4 放大器與電腦 12 圖 2.5 軸向力之擷取圖 12 圖 2.6 綜合加工中心機操作面板 13 圖 2.7 LEADWELL V-30 型之立式綜合加工機 13 圖 2.8 Kistler-9257 動力計 14 圖 2.9 Kistler-5011 電荷放大器 14 圖 2.10 PAN WORLD 磁驅泵浦外觀圖 15 圖 2.11 DAQ-NI6110S 資料擷取卡 15 圖 2.12 破裂面積量測儀器 16 圖 2.13 破裂面積之量測圖 17 圖 2.14 電鑄鑽石階梯鑽鑽削石英玻璃入口與出口處之破 裂之情形 18 圖 2.15 冷卻系統圖 19表目錄
表 2.1 磁驅泵浦其內部參數 20 表 4.1. 電鑄鑽石階梯鑽鑽削因子與水準 35 表 4.2 電鑄鑽石階梯鑽鑽削石英玻璃之軸向力結果與 配置L18(636)的直交表 36 表 4.3 不同鑽削參數下之軸向力S/N反應表 37 表 4.4 電鑄鑽石階梯鑽鑽削石英玻璃材料時之軸向力 的變異數分析結果 38 表 4.5 電鑄鑽石階梯鑽鑽削石英玻璃之破裂面積結果 與配置L18(636)的直交表 39 表 4.6 不同鑽削參數下之破裂面積 S/N 反應表 40 表 4.7 電鑄鑽石階梯鑽鑽削石英玻璃材料時之破裂面 積的變異數分析結果 41第一章 緒論
1.1. 研究目的與動機
人類使用鑽頭的歷史可上溯至史前時代,如燧人氏使用石鑽 以取火。現今工業泛用的麻花鑽,全世界每年消耗的各類鑽頭數 以億計。據統計,在美國汽車製造業的鑽孔工序比重約占 50%; 而在飛機製造業的鑽孔工序中,其所佔比重更高。同時鑽削加工 是目前最複雜的機械加工方法之一,然其使用範圍廣泛,正因如 此,人們一直致力於鑽頭的改進和鑽削過程的研究。 石英係一以石英礦體( SiO2 )為骨材之實體面材,且其硬度僅次於 鑽石。因石英具有高純度、無氣泡、無雜質、耐高溫、耐電漿、光學 穿透性佳、耐腐蝕及極端熱衝擊抵抗,故廣泛應用在光學光電與半導 體產業之元件上,如石英坩鍋、爐管、石英晶舟、 石英板、石英環、 石英槽、視窗玻璃與製程設備。然上述之元件,因須與其他元件做結 合,故需進行製孔以為因應。然目前製孔的方式繁多,如鑽削、雷射、 超音波、電子束、放電及沖壓等,而考量加工速度與製造成本,仍以的現象。因此一般石英加工業者,其於石英鑽削時,鑽削刀具均會採 電鑄鑽石鑽管為之。倘所鑽之孔若小於 5 mm 以下時,則電鑄鑽石鑽 管鑽孔較不適合,雖可採用非傳統加工方式(如雷射、超音波、電子 束)為之,然加工效率不佳為其最大缺點之一。除此之外,傳統階梯 鑽具有二個不同直徑大小的外徑,可於同一時間鑽取不同直徑大小的 孔洞,其大多用於需鎖固構件之沉頭孔上。然階梯鑽因具有二個不同 直徑大小的外徑,故於鑽削構件穿孔時,較小直徑的階梯鑽可先做為 較大直徑階梯鑽之預鑽孔之用。同時,較小直徑的階梯鑽所產生的缺 陷,可於較大直徑的階梯鑽鑽削時去除,故現今的階梯鑽已廣泛用於 複合材料鑽孔之用,且其成效頗佳。
此外,Ko 等人發現,當階梯鑽之臨界階梯角(Critical Step Angle) 小於 75 度以下時,階梯尺寸(Step Size)大小對毛邊的影響不大[1]。林 正宜等人,試圖以電化學放電加工方式,改善石英玻璃鑽孔加工精度 [2]。鄧琴書等人,利用 CO2 雷射加工對玻璃進行最佳化鑽孔分析 [3]。雖石英玻璃目前已廣泛應用於光學光電與半導體產業,然相關 鑽削加工文獻並不多見。
現今比較常見的鑽孔模式有下列三種: 1. 利用一根鑽頭在欲加工的工件表面上進行直接鑽削,此法是目 前最直接且最經濟有效的鑽孔模式。然此鑽孔模式,因於鑽頭 出口處無任何支撐材料可抵抗鑽頭向下的鑽削軸向力,致使於 材料出口處容易產生破裂(脆性材料)或毛邊(延性材料)的缺陷。 2. 利用一塊犧牲板墊在欲加工的工件底部,當鑽頭直接進行穿孔 時,犧牲板與工件同時被鑽削。因工件底部有犧牲板作為支撐, 故於材料出口處不容易產生破裂或毛邊的缺陷。然犧牲板須於 下一個鑽孔時更換位置,不僅增加加工的時間,且會增加犧牲 板的加工成本支出。 3. 兩根鑽頭分別置於欲加工工件的上方與下方。當一個鑽頭先行 鑽削工件至一定的深度之後,即退出該孔洞至一安全位置,此 時另一個鑽頭再從另一方向鑽穿此孔。如此一來,工件的上下 表面就不會有缺陷產生,而此缺陷會留置在材料的內部。然使 用此法進行鑽孔加工,其上下兩根鑽頭位置之同心度必須非常 的精確,否則容易造成孔洞歪斜與破裂現象。
綜觀上述三種鑽孔模式可以獲得吾人所需之孔洞,然考量加工效 率及設備成本,本研究採用第一種鑽孔模式,期能藉由刀具幾何形狀 與切削條件選取,來探討電鑄鑽石階梯鑽於石英玻璃鑽削 2 mm 小孔 時,其於石英玻璃入口處與出口處之破裂情形,以獲致最佳鑽削品質 加工。 另一方面,田口玄一博士於1950年代倡導田口式品質工程。其可 以少量的實驗數據及直交表設計進行變異數分析,以有效提昇產品的 品質,且已迅速被產學界所採用[4-7]。為明瞭不同的鑽削因子對石英 玻璃之影響為何。故在本試驗中,採用田口法品質工程試驗來進行分 析討論。
1.2 研究內容 本論文的研究內容分為五章,茲簡介如下: 第一章緒論 1.1 介紹研究的動機與目的 1.2 研究內容 第二章 介紹實驗設備 2.1 實驗系統規劃及設置 2.2 實驗設備簡介 第三章 實驗參數定義與實驗規劃 3.1 實驗參數 3.2 田口方法 第四章 實驗結果與討論 4.1 軸向力之結果與影響 4.2 破裂面積之結果與影響 第五章 結論與未來建議 5.1 結論 5.2 未來建議
二. 實驗的設備
2.1 實驗系統規劃及設置
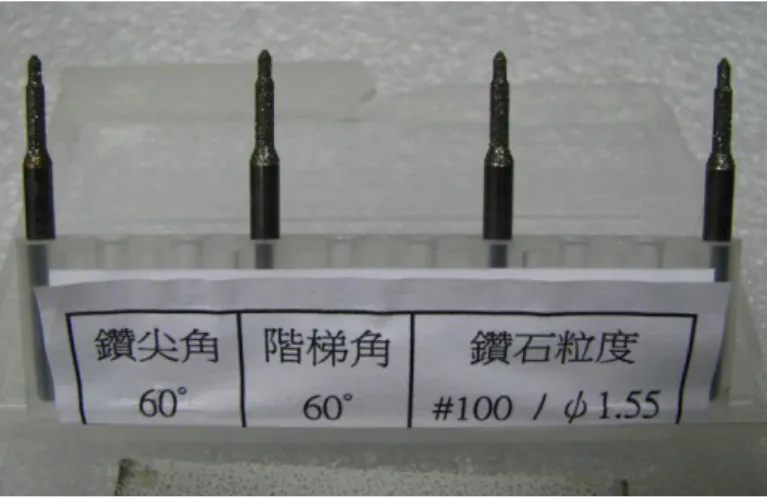
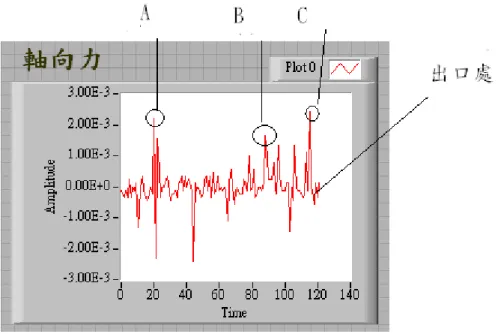
2.1.1 鑽頭 本實驗中鑽削所使用的鑽頭,係運用 18 組不同幾何形狀(階梯角 和鑽尖角)之電鑄鑽石階梯鑽,分別對石英玻璃材料進行鑽孔加工, 並應用不同鑽石粒度及鑽削條件,看其破裂之情形。如圖 2.1 所示。 2.1.2 實驗硬體設置 本實驗係利用電鑄鑽石階梯鑽來鑽削石英玻璃材料,如圖 2.2 所示。並運用其不同的轉速、不同的進給速率和不同的啄鑽深度,以 進行實驗研究,並搭配許多不同的實驗設備,如 CNC 綜合加工中心 機、動力計、電荷放大器等……,來探討電鑄鑽石階梯鑽對於石英玻 璃材料鑽削的特性。 2.1.3 鑽削軸向力數據擷取架構 因鑽削石英玻璃時,其出口之破裂面積與其鑽削軸向力有關。故 本研究需要量取鑽削石英玻璃出口之鑽削軸向力。在實驗過程中,為 了量取鑽削石英玻璃時其所承受之軸向力,在工件夾具座的下方會安 置一 Kistler-9257 動力計。Kistler-9257 動力計透過 Kistler-5011 電荷 放大器,可以將微小軸向力的電荷訊號放大,並轉換成電壓訊號,最後 透過 NI-6110S 卡與 GPIB 卡,將電壓訊號傳送至個人電腦中,且以 LabVIEW 的界面監控,並記錄其整個鑽削石英玻璃數據,以即時了 解於不同的加工條件下,其鑽削軸向力對石英玻璃材料加工之影響。 其實驗架構與數據擷取,如圖 2.3 和 2.4 所示。其量測方法是在其入 口時擷取點 A,出口時擷取點 C,在用其入口與出口的平均值求出點 B,量其軸向力。如圖 2.5 所示。 2.1.4 綜合加工中心機操控系統
電腦數值控制(Computer Numerical Control,CNC)係利用 NC 程 式的 GM 指令碼,以輸入控制系統之記憶體,經電腦編譯計算後,透 過位移控制系統,將所計算之資訊傳至驅動器,以驅動馬達使之以自 動標準化來加工零件。本實驗過程,主要是利用一部立式綜合加工中 心機做鑽孔加工,且使用其控制面板來編譯鑽孔程式。在鑽削加工過 程中,吾人可以轉速及進給速率進行鑽孔調整。為了提高數據量測的 準確度,故須採用一標準操作流程,以維持每個工件加工後的一致 性。有關鑽孔操作流程,如圖 2.6 所示。
2.2 實驗設備簡介
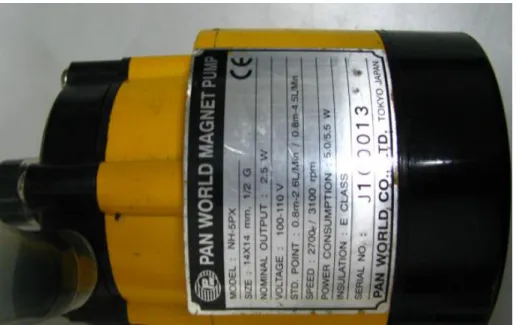
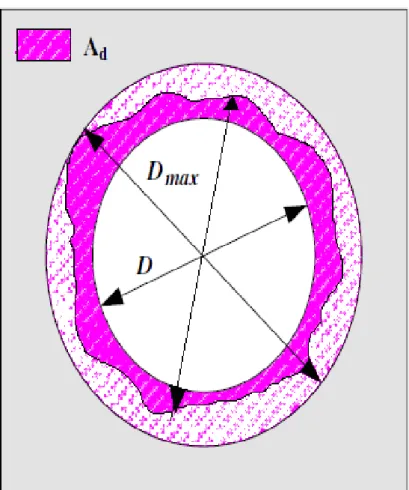
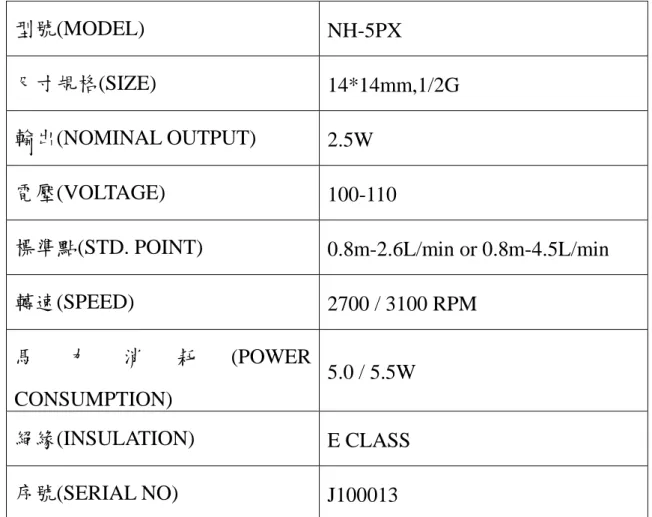
2.2.1、V-30 立式綜合加工中心機 本實驗的加工是採用麗偉 11 kW 馬力(V-30 型)之立式綜合加工中 心機,對石英玻璃進行鑽孔加工,其主軸最高轉速為 6000 rpm,如 圖 2.7 所示。 2.2.2、動力計(Kistler-9257 型) 本實驗所使用之動力計係瑞士 Kistler-9257 型,如圖 2.8 所示。 2.2.3、電荷放大器(Kistler-5011 型) 有關 Kistler-5011 電荷放大器之外觀圖,如圖 2.9 所示。 2.2.4、磁驅泵浦(Pump) 本實驗所使用之冷卻系統動力係使用 PAN WORLD 公司所生產 之磁驅泵浦(Magnet Pump),其內部參數和外觀圖,如表 2.1 與圖 2.10 所示。 2.2.5、資料擷取卡 本 實 驗 資 料 擷 取 是 透 過 美 商 國 家 儀 器 公 司 (NI) 所 生 產 的 DAQ-NI6110S 資料擷取卡,當作電腦與量測儀器之間資料擷取的橋梁。其輸出與輸入之解析度為 12 位元,而最大取樣速率為 5MS/s。 如圖 2.11 所示。 2.2.6、破裂面積量測儀器 本實驗之鑽孔結束後,必須量測其破裂面積,此破裂面積是利用 工具顯微鏡將破裂面積放大,並利用 Protech 2000 2.5D 軟體來分析 其破裂面積。如圖 2.12 所示。其破裂面積之量測是在其破裂面積上 擷取三點,並運用其三點之距離測量其破裂面積。如圖 2.13 所示。 其中 Ad 為破裂面積,Dmax 為破裂面積之最大之直徑,D 為最小之 直徑。其破裂圖,如圖 2.14 所示。 2.2.7、冷卻系統 鑽孔加工難免會產生熱,熱產生了工件就會產生應力,增加石英 玻璃的破裂,為了克服此問題,就設計了冷卻系統,如圖 2.15 所示, 其左下方是一個排水口,用一條水管拉到磁驅泵浦上,其右上方為一 注水口,從磁驅泵浦拉一條水管到注水口上,當磁驅泵浦一啟動後, 排水口就會開始吸水,而注水口就會開始注水,如此不斷的反覆,讓 石英玻璃在水下不斷冷卻,達到其冷卻的目的。
圖 2.1 鑽頭的形式
圖 2.4 電荷放大器與電腦
圖 2.8 Kistler-9257 動力計
(a)破裂面積量測之架構圖
(b)電腦及比例尺
(c)VM99 型之操作平台
(d)VM99 型之顯微放大鏡 圖 2.12 破裂面積量測儀器
(a)石英玻璃未鑽削前之情形
(b)石英玻璃之入口破裂之情形
(c)石英玻璃之出口破裂之情形
表 2.1 PAN WORLD 磁驅泵浦參數
型號(MODEL) NH-5PX
尺寸規格(SIZE) 14*14mm,1/2G 輸出(NOMINAL OUTPUT) 2.5W
電壓(VOLTAGE) 100-110
標準點(STD. POINT) 0.8m-2.6L/min or 0.8m-4.5L/min 轉速(SPEED) 2700 / 3100 RPM 馬 力 消 耗 (POWER CONSUMPTION) 5.0 / 5.5W 絕緣(INSULATION) E CLASS 序號(SERIAL NO) J100013
第三章 實驗參數定義與田口方法
實驗所使用的方法是將電鑄鑽石階梯鑽裝設在 V-30 立式綜合加 工中心機上,石英玻璃試片裝置在實驗設施上,再將設施內注入約一 半的水量,在搭配幫浦一抽一吸的水不斷循環下,了解在不同的六種 加工參數(鑽尖角、階梯角、鑽石粒度、主軸轉速、啄鑽深度及進給 速率)條件下,其於鑽削石英玻璃試片時,看其石英玻璃試片入口與 出口處之破裂情形為何,並記錄其數據分析之。 3.1.1 鑽頭 本實驗採用 18 組不同的電鑄鑽石階梯鑽,來鑽削石英玻璃試片, 藉以達到最小鑽削軸向力與破裂面積之實驗的目的,如圖 2.1 所示。 3.1.2 階梯角 所謂的階梯角即是二個不同直徑大小鑽頭之間所夾的角度,如圖 2.1 所示。若鑽頭的階梯角太小,將會影響此鑽頭的強度。反之,若 鑽頭的階梯角太大,將會影響此鑽頭的鑽削推力。本實驗所使用的階 梯角有 0 度、60 度及 130 度三種。
3.1.3 鑽尖角 所謂鑽尖角就是鑽頭的角度,鑽頭角度的大小將會影響鑽頭的壽 命也會影響鑽出工件的品質優劣與其內部的應力。本實驗所使用的鑽 尖角有 60 度 與 130 度 二種。 3.1.4 主軸轉速 一般而言,主軸轉速是一個很重要的條件,因為若主軸轉速太 慢,則工件無法鑽削;主軸轉速太快,則鑽頭壽命會縮短,故一般鑽 削玻璃的主軸轉速約在 5000 rpm 以上。本實驗所採用的主軸轉速有 5000 rpm、5400 rpm 與 5800 rpm 三種模式。 3.1.5 啄鑽深度 所謂的啄鑽深度係指,鑽頭鑽削到一定的深度後,再拉回至指 定的位置(距離),且反覆不停地直到鑽穿為止,而不是一次就把工件 直接鑽穿。此法不僅可以防止鑽削過熱的問題,且又可防止鑽頭斷裂 的問題。本實驗啄鑽深度採用 0.5 mm、1 mm 及 1.5 mm 三種模式進 行。 3.1.6 進給速率 進給速率的大小會影響工件切削出來的表面粗度與刀具壽命,但 不是進刀越慢刀具壽命會越長,有時反而會有相反的結果。由於加工
試片的厚度較小,為了可以比較詳細觀察鑽削過程中的軸向力分佈, 故鑽削時的切削速率採用較低的進給速度,以稍微拉長鑽削過程時 間。因此實驗選擇的進給速度有 8、10 及 20 mm/min,並撘配 3 種不 同主軸轉速做不同實驗規畫。 3.1.7 軸向力 實驗量測的軸向力,是取鑽削時鑽頭出口前的軸向力大小。為量 測 鑽 削 時 出 口 的 軸 向 力 , 本 實 驗 係 利 用 Kistler-9257 動 力 計 與 Kistler-5011 電荷放大器,先將 Z 方向的軸向力擷取出來再放大,且 透過個人電腦的 LabVIEW 監控程式,將整個電鑄鑽石階梯鑽鑽削過 程的軸向力變化記錄,並儲存之,最後再透過計算擷取目標位置(鑽 頭出口前)的軸向力。 3.1.8 鑽石粒度 所謂的粒度即是指每一英寸(2.54 公分)×每一英寸(2.54 公分)面積 所能通過的粒徑大小。若粒度越小,則工件加工後表面會越粗糙。反 之,若粒度越大,則工件加工後表面越細緻。然不管電鑄的粒度大或 小,均會影響整體鑽孔的品質與軸向力大小,故本實驗所採用的粒度
3.2 田口方法 田口方法最大的特點在於可以較少的實驗數據,取得有用的資訊 進行要素特性分析。此法雖不如全因子分析可以真正找出確切的最佳 化條件,然其仍較全因子分析法有以下特點:(1)基於品質損失函數 之品質特性、(2)實驗因子的定義與選擇、(3)S/N 比、(4)田口直交表。 通常在實施田口方法分析的步驟有下列十項: 1. 選定實驗品質特性。 2. 判定品質特性之理想機能。 3. 列出所有影響品質特性的重要因子。 4. 定出信號因子的水準數。 5. 定出控制因子的水準數。 6. 定出干擾因子的水準數。若必要時,可進行干擾實驗。 7. 選定適當的直交表,並安排完整的實驗計劃。 8. 執行實驗,並記錄實驗的數據。 9. 進行資料分析。 10. 確認實驗。 田口式直交表雖以較少的實驗次數(相對於全因子法),以獲得有 用的統計資訊,然總會有精度上的損失。但對解決工程品質狀況而
言,田口式直交表亦已足夠應付。其中,田口方法最大的特色在於可 以將目標函數轉換成訊噪(Signal to Noise, S/N)比,以做一品質指 標。依照規劃的機能不同,大致可以將其平均品質損失函數分為三種:
(1) 望目特性(Nominal the Best):設定一目標值 m,若值越接近目標 值,則其特性越理想。如工業零件的尺寸、電視機的色彩密度等。 其品質損失公式如下: 2 2 1 2 ) ( ) ( 1 s m y m y n MSD n i i M
[3.1] 其中 yi 為第 i 個實驗值,n 為實驗組數,s 為標準差。(2) 望小特性(Smaller the Better):當表示值為正,且其值越小越好 (m=0),則其特性值稱之為望小特性。如電腦的處理時間、工件磨 損量、影像的缺點數等。將公式 3.1 之中的 m 值帶入 0,則可得到 望小特性品質損失公式為: 2 2 1 2 ) ( 1 s y y n MSD n i i S
[3.2] (3) 望大特性(Larger the Better):當表示值為正,且其值越大越好,則其特性值稱之為望大特性。如材料之各種強度、生產產能、能 源使用效率等。將公式 3.2 中之 yi倒數,則可得到望大特性的品質
田口博士將平均品質損失函數以對數轉換、乘 10,且取反號, 將其稱為 S/N 比,以作為品質的同義字。故 S/N 比可以寫成:
MSD
N S/ 10log [3.4] 透過田口直交表可以預測出最佳參數的組合,然此組合不一定會 出現在田口直交表中。通常都是預測值,故為增加其預測的準確性, 吾人須做一很關鍵的假設,即每一個因子的效應是獨立的,且其任何 兩個因子之間沒有交互作用(Interaction),或是說任何兩個因子間沒有 相互作用。第四章 實驗結果與討論
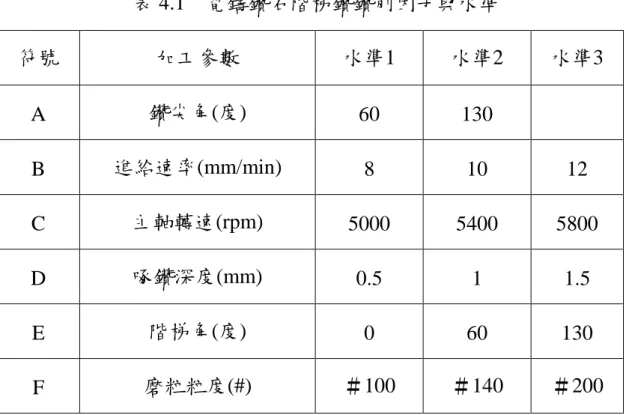
本實驗研究係透過田口式實驗方法,以探討電鑄鑽石階梯鑽於鑽 削石英玻璃材料之破裂影響。其主要目的是了解鑽削參數(鑽尖角、 主軸轉速、啄鑽深度、進給速率、階梯角與磨粒粒度),對於電鑄鑽 石階梯鑽對鑽削石英玻璃材料的影響。本實驗研究之各因子所採用的 水準參數,如表 4.1 所示。為探討選用之六個鑽削參數的實驗結果, 本實驗透過變異數分析(Analysis of Variance,ANOVA)分別找出其 最佳鑽削參數,並進行確認實驗,以驗證所得之最佳鑽削參數能否符 合預期之結果。 4.1 軸向力之結果與影響 一般而言,鑽頭鑽出石英玻璃時,其所產生之出口端的軸向力是 越小越好,如此方能得到較小的破裂面積。依據L18直交表參數配置 進行整個鑽削實驗,且記錄每組鑽削參數下電鑄鑽石階梯鑽於鑽出石 英玻璃時,其所產生之出口端前之的軸向力大小,並取用最高的三 點,並利用望小品質特性公式,轉換成信號雜訊比(Signal-Noise ratio,S/N 比)。有關望小品質特性的 S/N 比公式可表示如下:
n yi N S/ 10log 1 2 [4-1]次實驗之軸向力進行平均,故 n=3。 有關本研究之軸向力實驗結果,如表 4..4 所示。將軸向力的實驗 結果分別代入 4-1 式,可求得各組實驗的 S/N 比。其計算如下: 45 . 7 5696 . 5 log 10 3 1 log 10 2 1 2 1
n i i y 10 . 5 24 . 3 log 10 3 1 log 10 2 1 2 2
n i i y 56 . 6 5369 . 4 log 10 3 1 log 10 2 1 2 3
n i i y 58 . 1 44 . 1 log 10 3 1 log 10 2 1 2 4
n i i y 24 . 4 6569 . 2 log 10 3 1 log 10 2 1 2 5
n i i y 88 . 10 25 . 12 log 10 3 1 log 10 2 1 2 6
n i i y 44 . 6 14 . 4 log 10 3 1 log 10 2 1 2 7
n i i y 02 . 6 0 . 4 log 10 3 1 log 10 2 1 2 8
n i i y 28 . 3 1316 . 2 log 10 3 1 log 10 2 1 2 9
n i i y 71 . 5 7249 . 3 log 10 3 1 log 10 2 1 2 10
n i i y 39 . 5 4596 . 3 log 10 3 1 log 10 2 1 2 11
n i i y 1 . 3 0449 . 2 log 10 3 1 log 10 2 1 2 12
n i i y 71 . 7 9049 . 5 log 10 3 1 log 10 2 1 2 13
n i i y 34 . 7 4289 . 5 log 10 3 1 log 10 2 1 2 14
n i i y 92 . 2 96 . 1 log 10 3 1 log 10 2 1 2 15
n i i y 6 . 4 89 . 2 log 10 3 1 log 10 2 1 2 16
n i i y 08 . 4 56 . 2 log 10 3 1 log 10 2 1 2 17
n i i y 71 . 5 7249 . 3 log 10 3 1 log 10 2 1 2 18
n i i y 此外,本研究各鑽削因子之設定代號,如表 4.1 所示,如鑽尖角 為 A、進給速率為 B、主軸轉速為 C、啄鑽深度為 D、階梯角為 E 及 鑽石粒度為 F。藉由表 4.2 所得到之鑽削軸向力,計算出各因子在各 水準中的平均訊號雜訊比。其計算式可表示如下: 73 . 5 ] [ 9 1 9 8 7 6 5 4 3 2 1 1 A 17 . 5 ] [ 9 1 18 17 16 15 14 13 12 11 10 2 A 55 . 5 ] [ 6 1 12 11 10 3 2 1 1 B 78 . 5 ] [ 6 1 15 14 13 6 5 4 2 B 02 . 5 ] [ 6 1 18 17 16 9 8 7 3 B 58 . 5 ] [ 6 1 16 13 10 7 4 1 1 C 36 . 5 ] [ 6 1 17 14 11 8 5 2 2 C 41 . 5 ] [ 6 1 18 15 12 9 6 3 3 C 12 . 4 ] [ 6 1 17 15 11 9 4 1 1 D 38 . 5 ] [ 6 1 18 13 12 7 5 2 2 D 85 . 6 ] [ 6 1 16 14 10 8 6 3 3 D26 . 5 ] [ 6 1 17 13 10 9 5 3 3 E 54 . 6 ] [ 6 1 17 13 12 8 6 1 1 F 79 . 4 ] [ 6 1 18 14 10 9 4 2 2 F 02 . 5 ] [ 6 1 16 15 11 7 5 3 3 F 求上列所得的各因子的平均訊號雜訊比,可以認為該數值為各因 子在各水準時的反應,故可以列出不同鑽削參數下的軸向力的反應表 與反應圖,如表 4.2 所示。 進行變異數分析(ANOVA)來對各因子影響程度的客觀判斷,透 過表 4.4 來計算出總異變向量的平方合 SSTotal以及其總異變向量的自 由度 DOFTotal: 6095 . 80 5666 . 535 1761 . 616 1 2 1 1 2
r i i r i i Total r SS
1 1
181
17 n r DOFTotal 而透過表 4.2 求出其個別因子效應向量的平方合 SSFactor以及因子 的效應向量的自由度 DOFFactor,式中的 L 為該因子的各水準出現的 次數,計算如下: 38 . 1 5666 . 535 9553 . 536 1 2 1 2 1 2
r i i i i A y r A L SS 8 . 1 5666 . 535 3746 . 537 1 2 1 3 1 2
r i i i i B y r B L SS 16 . 0 5666 . 535 7297 . 535 1 2 3 2
i
r i C y r C L SS48 . 22 5666 . 535 0555 . 558 1 2 1 3 1 2
r i i i i D y r D L SS 26 . 33 5666 . 535 8322 . 568 1 2 1 3 1 2
r i i i i E y r E L SS 84 . 10 56 . 535 40 . 546 1 2 1 3 1 2
r i i i i F y r F L SS 65 . 10 95 . 69 60 . 80 1
F E D C B A Total k i Factor Total error SS SS SS SS SS SS SS SS SS SS DOFFactor:
1
1
21
1 n r DOFA
1 1
31 2 n r DOFB
1
1
31 2 n r DOFC
1
1
31
2 n r DOFD
1 1
31 2 n r DOFE
1 1
31 2 n r DOFF 6 11 17 1
k i Factor Totalerror DOF DOF
DOF 因此可算出各因子變異值 V: 38 . 1 1 38 . 1 A A A DOF SS V
24 . 11 2 48 . 22 D D D DOF SS V 63 . 16 2 26 . 33 E E E DOF SS V 42 . 5 2 84 . 10 F F F DOF SS V 77 . 1 6 65 . 10 error error error DOF SS V 因此可得到 F-Test 值: 79 . 0 77 . 1 38 . 1 error A A V V F 51 . 0 77 . 1 9 . 0 error B B V V F 04 . 0 77 . 1 08 . 0 error C C V V F 4 . 6 77 . 1 24 . 11 error D D V V F 47 . 9 77 . 1 63 . 16 error E E V V F 08 . 3 77 . 1 42 . 5 error F F V V F 計算各鑽削因子的貢獻百分比(%)為
2.24% 6 . 80 38 . 1 % 100 % Total A A SS SS
1.72% 6 . 80 9 . 0 % 100 % Total B B SS SS
0.2% 6 . 80 08 . 0 % 100 % Total C C SS SS
27.89% 6 . 80 24 . 11 % 100 % Total D D SS SS
41.26% 6 . 80 63 . 16 % 100 % Total E E SS SS
13.21% 6 . 80 42 . 5 % 100 % Total F F SS SS 將上列式中計算的各因子各結果(自由度、平方和、變異值及貢 獻率),如表 4.3 所統計。從表 4.3 的結果顯示,在不同的鑽尖角方面, 以 130 度最佳,60 度最差。在進給速率方面,以 12 mm/min 效果最 好,8 mm/min 次之,而 10 mm/min 效果最差。至於在主軸轉速方面, 以 5400 rpm 效果最好,5800 rpm 次之,而 5000 rpm 效果最差。在啄 鑽深度方面,以 0.5 mm 效果最好,1 mm 次之,1.5 mm 效果最差。 在階梯角方面,以 60 度效果最好,130 度次之,0 度效果最差。而磨 粒粒度方面,以#140 效果最好,#200 次之,#100 效果最差。同時, 由 表 4.1.3 所 得 之 不 同 鑚 削 參 數 軸 向 力 S/N 之 最 佳 組 合 為 2 2 1 2 3 2B C D E F A ,即鑽尖角為 130 度、進給速率為 12 mm/min、主軸 轉速為 5400 rpm、啄鑽深度為 0.5 mm、階梯角為 60 度、磨粒粒度為 #140。此外,由表 4.1.4 結果得知,在鑚削的六個可控制因子當中, 以階梯角的影響程度最大,其貢獻率約占 41.26 %。其次為啄鑽深度, 其貢獻率約 27.89 %,而磨粒粒度貢獻率為 13.44 %。至於鑽尖角、 進給速率與主軸轉速方面,其貢獻率分別為 1.72 %、2.24%與 0.2%, 其貢獻率相對於誤差值非常的小,故可將其併入誤差當中忽略之。4.2 破裂面積的結果與影響 依據L18直交表參數配置,進行整個鑽削破裂面積的實驗。同時 試片透過光學儀器量測後,其鑽削破裂面積結果可算出來。考量本實 驗之鑽削破裂面積是越小越好,故其係屬望小品質特性。利用望小品 質特性公式,可將鑽削破裂面積數據轉換成信號雜訊比(Signal-Noise ratio,S/N 比)。而其計算過程及其所用公式,均與 4.1 節相同,故本 節不予詳述,僅列出其計算結果列表。其各組實驗的 S/N 比計算結 果,如表 4.5 所示。而不同鑽削參數下之破裂面積於各因子在各水準 中的平均訊號雜訊比,如表 4.6 所示。同時,透過表 4.5 與表 4.6,可 計算出對各因子影響程度的變異數分析(ANOVA),包括平方和、變異 值、自由度以及貢獻率,如表 4.7 所示。 以六種不同之可控制因子鑽削石英玻璃材料時,其出口破裂積之 最 佳 組 合 為 A1B2C1D2E3F2, 即 鑽 尖 角 為 60 度 、 進 給 速 率 為 10 mm/min、主軸轉速為 5000 rpm、啄鑽深度為 1 mm、階梯角為 130 度與磨粒粒度為#140。在鑚削的六個可控制因子當中,以階梯角的影 響程度最大,其貢獻率約占 41.36 %。其次為啄鑽深度,其貢獻率約 27.99%,而磨粒粒度為 13.31 %。至於鑽尖角、進給速率與主軸轉速 方面,其貢獻率分別只有 1.62 %、2.14 %與 0.30%,相對於誤差值非 常的小,故可將其併入誤差當中忽略之。
表 4.1 電鑄鑽石階梯鑽鑽削因子與水準 符號 加工參數 水準1 水準2 水準3 A 鑽尖角(度) 60 130 B 進給速率(mm/min) 8 10 12 C 主軸轉速(rpm) 5000 5400 5800 D 啄鑽深度(mm) 0.5 1 1.5 E 階梯角(度) 0 60 130 F 磨粒粒度(#) #100 #140 #200
表 4.2 不同鑽削參數下之軸向力 S/N 反應表 因子 加工參數 水準1 水準2 水準3 A 鑽尖角 -5.73 -5.17 B 進給速率 -5.55 -5.78 -5.02 C 主軸轉速 -5.58 -5.36 -5.41 D 啄鑽深度 -4.12 -5.38 -6.85 E 階梯角 -7.2 -3.89 -5.26 F 磨粒粒度 -6.54 -4.79 -5.02
表 4.3 電鑄鑽石階梯鑽鑽削石英玻璃材料時之軸向力的變異數分析 結果 因子 自由度 (DOF) 平方和 (SS) 變異值 (V) 貢獻率 (ρ %) A 1 1.38 1.38 1.72 B 2 1.8 0.9 2.24 C 2 0.16 0.08 0.2 D 2 22.48 11.24 27.89 E 2 33.26 16.63 41.26 F 2 10.84 5.42 13.44 誤差 6 10.65 1.77 13.21 總和 17 80.6 100
表 4.4 電鑄鑽石階梯鑽鑽削石英玻璃之軸向力結果與配置L18(636) 的直交表 trial A B C D E F 鑽削條件組合 軸向力 (N) S/N (dB) 1 2 3 4 5 6 1 1 1 1 1 1 1 A1B1C1D1E1F1 2.36 -7.45 2 1 1 2 2 2 2 A1B1C2D2E2F2 1.80 -5.10 3 1 1 3 3 3 3 A1B1C3D3E3F3 2.13 -6.56 4 1 2 1 1 2 2 A1B2C1D1E2F2 1.20 -1.58 5 1 2 2 2 3 3 A1B2C2D2E3F3 1.63 -4.24 6 1 2 3 3 1 1 A1B2C3D3E1F1 3.50 -10.88 7 1 3 1 2 1 3 A1B3C1D2E1F3 2.10 -6.44 8 1 3 2 3 2 1 A1B3C2D3E2 F1 2.0 -6.02 9 1 3 3 1 3 2 A1B3C3D1E3F2 1.46 -3.28 10 2 1 1 3 3 2 A2B1C1D3E3F2 1.93 -5.71 11 2 1 2 1 1 3 A2B1C2D1E1F3 1.86 -5.30 12 2 1 3 2 2 1 A2B1C3D2E2F1 1.43 -3.10 13 2 2 1 2 3 1 A2B2C1D2E3F1 2.43 -7.71 14 2 2 2 3 1 2 A2B2C2D3E1F2 2.33 -7.34 15 2 2 3 1 2 3 A2B2C3D1E2F3 1.40 -2.92 16 2 3 1 3 2 3 A2B3C1D3E2F3 1.70 -4.60 17 2 3 2 1 3 1 A2B3C2D1E3F1 1.60 -4.08 18 2 3 3 2 1 2 A2B3C3D2E1F2 1.93 -5.71
表 4.5 電 鑄 鑽 石 階 梯 鑽 鑽 削 石 英 玻 璃 之 破 裂 面 積 結 果 與 配 置 ) 3 2 ( 7 18 L 的直交表 trial A B C D E F 鑽削條件組合 破裂面積 (Bleak) S/N (dB) 1 2 3 4 5 6 1 1 1 1 1 1 1 A1B1C1D1E1F1 1.54 -3.45 2 1 1 2 2 2 2 A1B1C2D2E2F2 2.45 -5.10 3 1 1 3 3 3 3 A1B1C3D3E3F3 3.10 -6.56 4 1 2 1 1 2 2 A1B2C1D1E2F2 2.47 -5.58 5 1 2 2 2 3 3 A1B2C2D2E3F3 1.89 -4.24 6 1 2 3 3 1 1 A1B2C3D3E1F1 2.58 -5.87 7 1 3 1 2 1 3 A1B3C1D2E1F3 1.74 -3.87 8 1 3 2 3 2 1 A1B3C2D3E2 F1 3.71 -6.02 9 1 3 3 1 3 2 A1B3C3D1E3F2 1.46 -3.28 10 2 1 1 3 3 2 A2B1C1D3E3F2 1.93 -5.71 11 2 1 2 1 1 3 A2B1C2D1E1F3 1.58 -5.30 12 2 1 3 2 2 1 A2B1C3D2E2F1 1.43 -3.10 13 2 2 1 2 3 1 A2B2C1D2E3F1 2.43 -5.57 14 2 2 2 3 1 2 A2B2C2D3E1F2 2.33 -5.47 15 2 2 3 1 2 3 A2B2C3D1E2F3 1.40 -3.21 16 2 3 1 3 2 3 A2B3C1D3E2F3 1.70 -4.60 17 2 3 2 1 3 1 A B C D E F 1.60 -4.08
表 4.6 不同鑽削參數下的破裂面積之 S/N 反應表 因子 加工參數 水準1 水準2 水準3 A 鑽尖角 -4.82 -5.18 B 進給速率 -5.54 -4.77 -5.07 C 主軸轉速 -4.89 -5.37 -5.47 D 啄鑽深度 -4.77 -4.38 -5.28 E 階梯角 -5.41 -5.89 -5.06 F 磨粒粒度 -6.58 -4.72 -5.88
表 4.7 電鑄鑽石階梯鑽鑽削石英玻璃材料時之破裂面積的變異數分析 結果 因子 自由度 (DOF) 平方和 (SS) 變異值 (V) 貢獻率 (ρ %) A 1 1.37 1.29 1.62 B 2 1.85 0.87 2.14 C 2 0.20 0.10 0.30 D 2 22.38 11.47 27.99 E 2 33.17 16.78 41.36 F 2 10.87 5.47 13.34 誤差 6 10.23 1.698 13.31 總和 17 81.78 100
第五章 結論與未來建議
5.1 結論 電鑄鑽石階梯鑽鑽削石英玻璃材料時,適當選用合適的鑽頭及鑚 削參數,以降低其軸向力是相當重要的手段。本研究提出一套以軸向 力及破裂面積為品質參數,來評估電鑄鑽石階梯鑽鑽削石英玻璃材料 之良窳。實驗結果顯示,在六個選用控制因子中,啄鑽深度、階梯角 及磨粒粒度均對實驗結果影響最大。而鑽尖角、進給速率及主軸轉速 影響相對的有限。 對軸向力為品質參數而言,其不同鑚削參數軸向力 S/N 之最佳組 合為A2B3C2D1E2F2,即鑽尖角為 130 度、進給速率為 12 mm/min、 主軸轉速為 5400 rpm、啄鑽深度為 0.5 mm、階梯角為 60 度、磨粒粒 度為#140。而在鑚削的六個可控制因子當中,以階梯角的影響程度最 大,其貢獻率約占 41.26 %。其次為啄鑽深度,其貢獻率約 27.89 %, 而磨粒粒度貢獻率為 13.44 %。至於鑽尖角、進給速率與主軸轉速方 面,其貢獻率分別為 1.72 %、2.24%與 0.2%,其貢獻率相對於誤差值 非常的小,故可將其併入誤差當中忽略之。 對破裂面積為品質參數而言,階梯角的影響程度最大,其貢獻率 約占 41.36 %。其次為啄鑽深度,其貢獻率約 27.99 %,而磨粒粒度為 13.34 %。至於鑽尖角、進給速率與主軸轉速方面,其貢獻率分別 只有 1.62 %、2.14 %與 0.30%,相對於誤差值非常的小,故可將其併 入誤差當中忽略之。至於六種不同可控制因子於鑽削石英玻璃材料 時,其出口破裂積之最佳組合為A1B2C1D2E3F2,即鑽尖角為 60 度、 進給速率為 10 mm/min、主軸轉速為 5000 rpm、啄鑽深度為 1 mm、 階梯角為 130 度與磨粒粒度為#140。 5.2 未來研究與建議 1.特殊鑽頭設計可朝向模組化。 2.可藉由鑽削理論模型驗證特殊鑽頭鑽削結果,以提供未來特殊鑽頭 設計之參考。 3.以歸屬函數、灰關聯分析尋找最佳化鑽削參數,以提供石英玻璃材 料之最佳鑽削品質。
參考文獻
[1] S. L. Ko, J. E. Chang and G. E. Yang, “Burr Minimizing Scheme in Drilling,” J. Mater. Process. Technol., Vol. 140, pp. 237-242, 2003. [2] 林正宜、張皓瑋、洪勵吾,電化學放電加工於石英玻璃加工精度 改善之研究,中華民國力學學會第三十六屆全國力學會議,國立 中央大學,101 年 11 月 16-17 日,H003。 [3] 鄧琴書、夏國倫、謝佳勳、吳文章,CO 2 雷射加工玻璃之最佳化 分析,中華民國力學學會第三十六屆全國力學會議,國立中央大 學,101 年 11 月 16-17 日,H016。 [4] 李輝煌,田口方法-品質設計的原理與實務,高立圖書有限公司, 新北市,2000 年初版。
[5] A. Bendell, J. Disney and W. A. Pridmore, Taguchi Methods –
Application in World Application: Industries, Productivity,
Improvement and Case Study, IFS Publication, 1989.
[6] G. Taguchi, E. A. Elsayed and T. Hsaing, Quality Engineering in
Production Systems, McGraw-Hill, 1989.
[7] G. S. Peace, Taguchi Methods: A Hand-on Approach, Addison-Wesley, Reading, MA, 1993.