Communications
Liquid State Infrared Processing
of SCS-6/Ti-6AI-4V Composites
S.G. WARRIER, R.Y. LIN, and S.K. WUSiC fiber-reinforced Ti-6AI-4V composites are candi- dates for high-strength structural applications in aerospace industries. These composites are commonly consolidated by solid-state diffusion bonding processes such as vacuum hot pressingt ~,-'j or hot isostatic pressing, t3j Long exposures to elevated temperatures in a mechanically pressurized vac- uum environment are required during diffusion bonding. Such processes make these composites expensive. Moreo- ver, shape limitations placed by solid-state processing con- fine products to either plates or to certain simple geometries. Liquid state processing has the ability for near- net-shape fabrication and is relatively a more economical process than diffusion bonding. However, because of the potential for extensive reactions between the molten tita- nium alloy and reinforcing fibers during fabrication at tem- peratures around 1700 ~ the liquid infiltration technique has not been previously used in the fabrication of Ti-6A1- 4V matrix composites.
As one of the very few efforts in investigating liquid state processing of titanium matrix composites (TMCs), an infil- tration process using infrared heating, the rapid infrared manufacturing (RIM) process, has been developed at the University of CincinnatU 4.51 The RIM process is character- ized by extremely fast heating, typically in the order of 100 ~ to 200 ~ in an ambient inert gas atmosphere, to above the melting point of the alloy, followed by short holding time and subsequent fast cooling to below the sol- idus of the alloy. The entire process is generally completed in only 1 to 2 minutes. Due to fast heating, oxidation of the alloy is practically eliminated. Thus, flow and wetting properties of the molten metal are promoted. Due to short processing times, reaction at the interface is limited and effectively controlled. The flexural strength and modulus of a 23 vol pct SCS-6 fiber-reinforced titanium nickel alloy (Ti80) composite made with the RIM process were deter- mined to be 1734 MPa and 195 GPa, respectively.t4] These values are comparable to those for 35 vol pct SCS-6/Ti- 6AI-4V composites fabricated by diffusion bonding.t31
It was observed in a previous study of the SCS-6/Ti80 composite systemm that the carbon-rich coating on SCS fibers was successful in preventing molten metal attack on the fibers, and hence, allowed sufficient time (up to 120 seconds) for infiltration at 1300 ~ However, based on ki- netic studies by the authors,I61 it can be projected that the carbon-rich coating would not be a suitable barrier for
S.G. WARRIER. formerly Postdoctoral Fellow, Department of Materials Science and Engineering, University of Cincinnati, is Research Scientist. UES, Inc., Dayton. OH 45432. R.Y. LIN, Professor, is with the Department of Materials Science and Engineering, University" of Cincinnati. Cincinnati. OH 45221. S.K. WU, Professor, is with the Institute of Materials Science and Engineering, National Taiwan University. Taipei 10764, Taiwan.
Manuscript submitted February. 14. 1995.
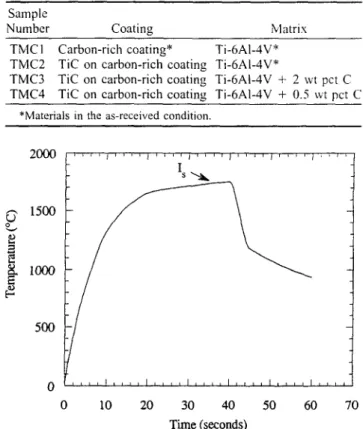
T a b l e I. E x p e r i m e n t a l C o n d i t i o n s d u r i n g tile RI31 P r o c e s s S a m p l e
Number Coating Matrix
TMC1 Carbon-rich coating* Ti-6A1-4V*
TMC2 TiC on carbon-rich coating Ti-6AI-4V*
TMC3 TiC on carbon-rich coating Ti-6AI-4V + 2 wt pet C TMC4 TiC on carbon-rich coating Ti-6A1-4V + 0.5 wt pet C
*Materials in the as-received condition.
G
%,y.
2000 1500 1000 500 I s " - ~ 0 , , , , 1 , , , , I , , ~, I , , , , I , , , , I , , , , I , , , ~ 0 10 20 30 40 50 60 70 T i m e (seconds)Fig. I - - A typical heating and cooling curve during infrared processing of Ti-6AI-4V composites.
Fig. 2 - - C r o s s section of SCS-6 fiber-reinforced Ti-6AI-4V composite (TMCI) produced by the RIM process at 1700 ~ for 5 s.
molten metal attack on fibers during liquid infiltration of Ti-6AI-4V matrix composites at temperatures around 1700 ~ even with very fast processes such as the RIM process. Consequently, our efforts are directed toward the develop- ment of suitable coatings and alloy additions to retard the reaction, without causing major modifications in the process or the matrix microstructure, and hence provide sufficient time for infiltration. It is to be noted that due to the rapid nature of the process, both the thickness of the coating and the amount of alloy addition required are expected to be rather small.
OBB4 15 8KU XI,BBB IO~'m
8888 15.8Kq XI,808 18~i
9
%; 9
8BB9 15.81(0 XI,B~B 1Stem :~
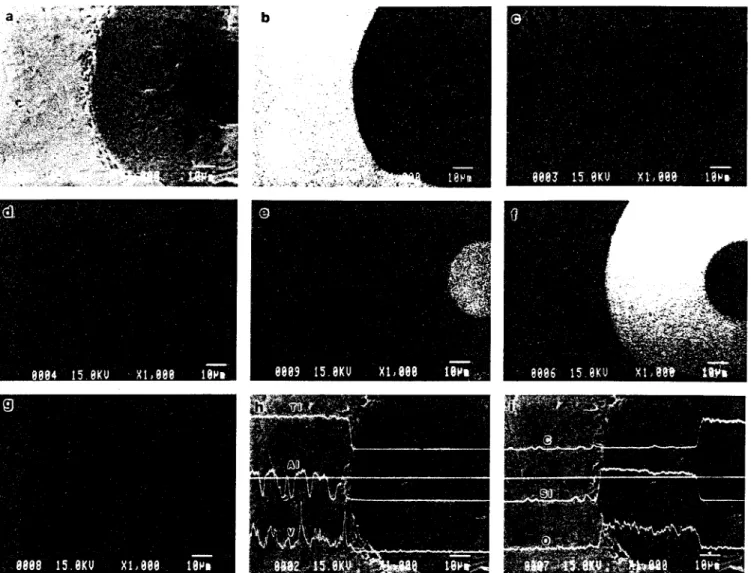
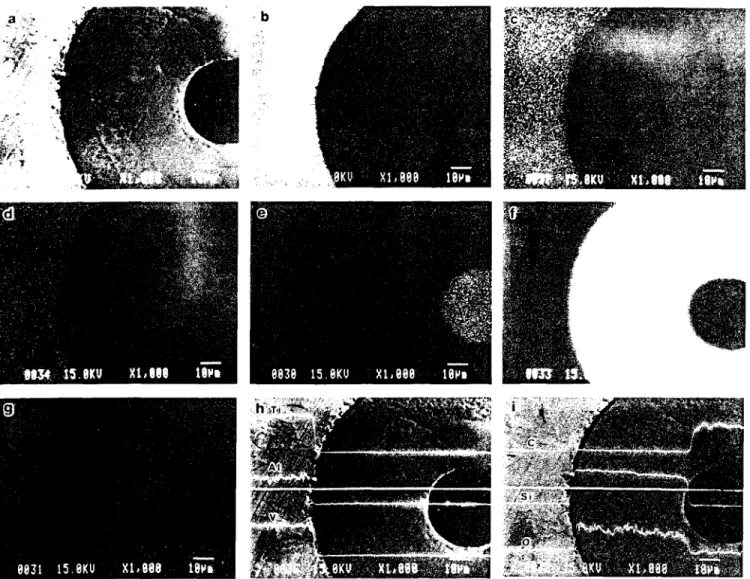
Fig. 3 Micrographs of electron microprobe analysis of the interface in SCS-6 fiber-reinforced Ti-6AI-4V composite (TMC1): (a) secondary electron image, (b) titanium map, (c) aluminum map, (d) vanadium map, (e) carbon map, (f) silicon map, (g) oxygen map, and (h) and (i) elemental line scans.
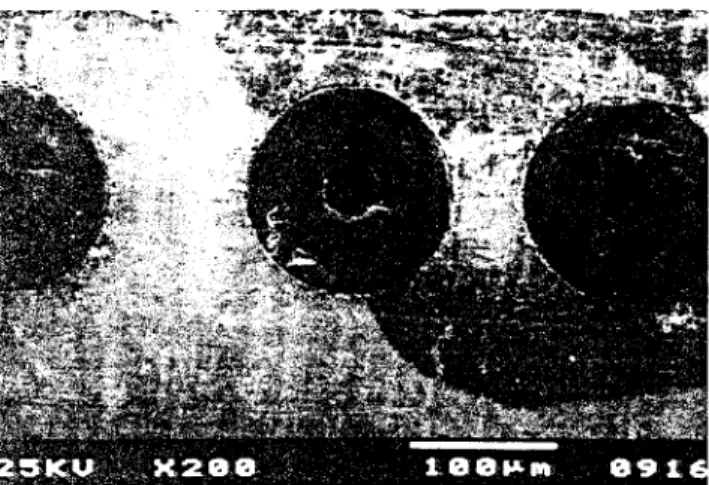
Fig. 4---Micrograph of the sputter-deposited TiC layer on the SCS-6 fiber.
SCS-6 fibers (142/zm in diameter with a 3-~m carbon- rich coating) from Textron Specialty Materials (Lowell, MA) were cut and aligned into monolayer preforms with a 528--VOLUME 27B, JUNE 1996
Fig. 5--Micrograph of the interface in TiC-coated SCS-6 fiber-reinforced Ti-6A1-4V composite (TMC2) produced by the RIM process at 1700 ~ f o r 5 s.
length of 35 mm and a fiber-to-fiber spacing of 300 /xm (center to center). One set of these fibers was retained in METALLURGICAL AND MATERIALS TRANSACTIONS B
0011 I$.OKU X1,80e IBCm
. . . . ' ? ! : : : ? ~ : "2 :-
i
i
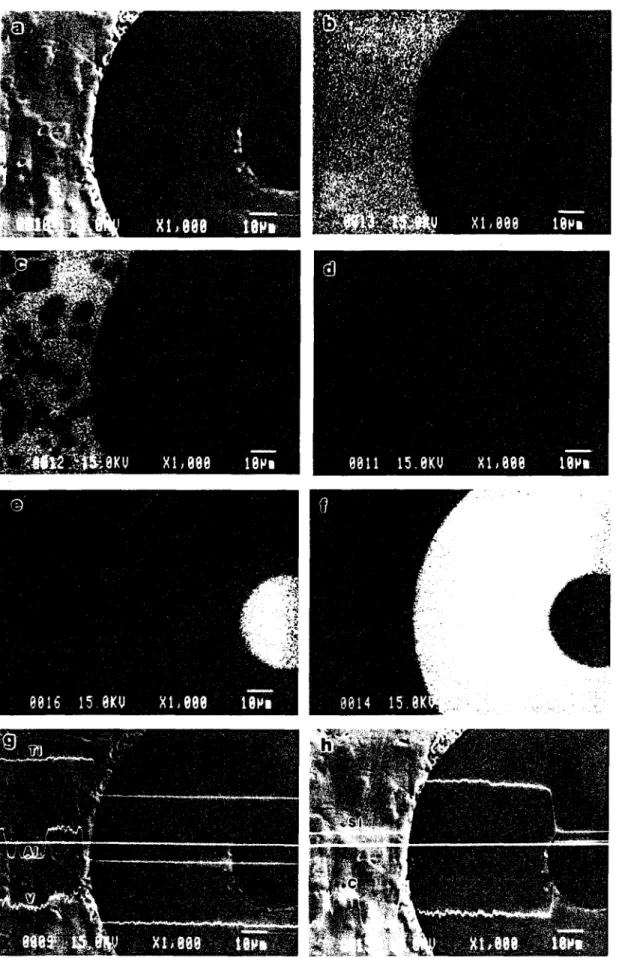
Fig. 6--Micrographs of electron microprobe analysis of the interface in TiC-coated SCS-6 fiber-reinforced Ti-6A1-4V + 2 wt pct C matrix composite (TMC3): (a) secondary electron image, (b) titanium map, (c) aluminum map, (d) vanadium map, (e) carbon map, 0O silicon map, and (g) and (h) elemental line scans.
Fig. 7--Cross section of TiC-coated SCS-6 fiber-reinforced Ti-6AI-4V + 0.5 wt pct C matrix composite (TMC4) produced by the RIM process at
1700 ~ for 5 s.
the "as-received" condition. Three others were coated with a 2-/,m layer of TiC using a radio frequency magnetron sputter-deposition unit. Deposition was done at a tempera- ture of 80 ~ in an argon environment at a pressure of 0.67 Pa and a power setting of I00 W. The coating procedure was done on both sides of the fiber preform so as to obtain a more or less uniform coating on the fiber surface. The preforms were placed unidirectionally in high-purity graph- ite crucibles for infiltration. Graphite screws were used to prevent the fibers from floating up during infiltration. The matrix for fabricating composites was Ti-6A1-4V, supplied by Wright-Patterson Air Force Base. Two sets of compos- ites, one with as-received fiber preforms and one with TiC-
coated fiber preforms, samples TMC1 and TMC2,
respectively, were made with the Ti-6A1-4V matrix. Two other sets of composites, TMC3 and TMC4, both with TiC- coated fiber preforms were made with additions of 2 and 0.5 wt pct carbon, respectively, to the Ti-6A1-4V matrix. Table l summarizes the four experimental conditions. Car- bon was introduced into the alloy by separately melting the alloy over the required amount of high-purity graphite pow- der at 1700 ~ in an infrared furnace. For fabricating the composites, the matrix alloys were cut to the required size and placed in the graphite crucible on top of the fibers in an infrared furnace without being in direct contact with the fibers. The temperature was controlled with a C-type (tung- sten-5 pct rhenium-tungsten-26 pct rhenium) thermocouple attached to the graphite crucible. This layup was heated at rates of 100 to 200 ~ in a flowing argon environment to 1700 ~ held for 5 seconds at that temperature, and quickly cooled. Figure 1 shows a time-temperature curve of the heating cycle. Single-ply composites with an overall di- mension of 35 • 6 x 2 mm were made, from which spec- imens of dimension 25 • 3.8 • 0.5 mm and having a fiber volume fraction of 13.5 pct were prepared by polishing. These samples were subjected to mechanical testing and microscopic examination.
The room-temperature flexural properties of composites were measured by using a three-point bend setup on an Instron testing machine connected to a data acquisition sys- tem. The testing was done in accordance with ASTM spec- ification D-790-86. Irl A span-to-depth ratio (Lid) of 40 was lnaintained to promote failure by pure bending. The load
was applied perpendicular to tile fibers causing tensile stresses to develop along the fiber axis on the outer surface of the composite. In order to study interfacial reactions in as-processed composites, all samples were cut perpendicu- lar to the fiber axis with a slow speed diamond saw. They were mounted and polished with diamond pastes. All sat-n- pies were subjected to electron microprobe analysis with a spot size of roughly 1 /zm.
Low-magnification secondary electron image of the cross section of as-received SCS-6 fiber-reinforced Ti-6AI-4V composites (TMCl) processed at 1700 ~ for 5 seconds is shown in Figure 2. It can be observed that large amounts of the fibers have been consumed by the liquid alloy. It is clear that the carbon-rich coating present on SCS-6 fibers was not successful in retarding the reaction. It can also be noted that the fibers were not dissolved uniformly. The presence of a nonuniform dissolution front and its mecha- nism have been addressed in an earlier study, t'l A high- magnification secondary electron image (Figure 3(a)) showed small amounts of reaction product at the fiber-ma- trix interface. Elemental mapping of the area (Figures 3(b) through (g)) indicated that the reaction product does not contain either aluminum, vanadium, silicon, or oxygen but contains both titanium and carbon and therefore is believed to be TiC. Elemental maps further showed that there was no noticeable oxygen in the alloy, although a small amount of the same was noticed in the SiC portion of the fibers. The small amount of oxygen in the SiC portion of the fibers is most likely from either adsorbed oxygen or SiO2 which may have formed at the polished surface during sample preparation. A similar phenomenon has also been reported by Martineau et aLtU in diffusion-bonded SCS-6/Ti-6-4 composites. Elemental maps also showed that silicon had a sharp boundary and did not exhibit a concentration gradient in the matrix. Some silicon was noted to be randomly dis- tributed in the matrix away from the interface. From quan- titative energy dispersive X-ray analysis results, these regions are believed to be TisSi 3. Based on an earlier study, tS1 these regions are believed to have formed during cooling. The aluminum map did not reveal any concentra- tion gradient in the matrix, although small areas, uniformly distributed in the matrix, were seen which contained a lower amount of the metal. The elemental line scan analysis (Figures 3(h) through (i)) indicated that these areas were also low in vanadium, silicon, and oxygen but were high in titanium and carbon, reflecting a TiC phase.
The mechanism of dissolution of the carbon-rich coating and the SiC fiber in the presence of liquid titanium has been suggested in earlier studies by the attthors.ra.'q When the liquid alloy comes in contact with the carbon-rich coating, the SiC particles in the coating would quickly dissolve. Since the amount of SiC particles in the coating were re- ported to be as high as 45 vol p c t , [4"91 a large portion of these particles are in contact with each other. Consequently, continuous channels of dissolution are likely to exist in the coating and surrounding carbon would be quickly exposed to the molten titanium alloy. Carbon can react with liquid titanium to either form TiC or dissolve in the alloy. Should TiC form, since TiC is not in equilibrium with the liquid alloy, it will also dissolve until the concentration of carbon in the alloy reaches the solubility limit of carbon (2 at. pct) at 1700 ~ I~"i In either case, small amounts of the carbon
. b
9
Fig. 8--Micrographs of electron microprobe analysis of the interface in TiC-coated SCS-6 fiber-reinforced Ti-6AI-4V + 0.5 wt pct C matrix composite (TMC4): (a) secondary electron image, (b) titanium map, (c) aluminum map, (d) vanadium map, (e) carbon map, (]) silicon map, (g) oxygen map, and (h) and (i) elemental line scans.
present in the 3-~m-thick coating will not be sufficient to saturate the alloy and, therefore, will not be able to prevent continuous dissolution. Assuming a hexagonal array of fi- bers with a fiber spacing of 150 /~m, to produce a matrix that contains 2 at. pct carbon after complete dissolution of the carbon coating, about a 13-/.Lm-thick carbon coating would be required. The coating thickness would be even larger in the case of SCS-6 fibers since SiC is also present in the coating. Once the coating is dissolved, SiC fibers will continue to dissolve in the alloy. Previous results E6~ have shown that the dissolution morphology follows either a uniform front caused by homogeneous dissolution or a scalloped dissolution front caused by an accelerated disso- lution mechanism from localized heating. The presence of an uneven dissolution of fibers in this study suggests that a similar mechanism has occurred.
In the case of SCS-6 fibers that were coated with TiC prior to composite fabrication, the TiC layer deposited on SCS-6 fibers was relatively uniform and had an average thickness of roughly 2/~m (Figure 4). A secondary electron image of the composites (Figure 5) shows that the fibers were extensively dissolved in the alloy in spite of the TiC
Table I1. Flexural Properties of 13.5 Vol Pet TiC-Coated SCS-6 Fiber-Reinforced Ti-6AI-4V + 0.5 Wt Pet C Composite (TMC4) Fabricated by the RIM Process
Properties Values
Strength 1604 MPa
Modulus 138 GPa
coating. Microprobe analysis of the interface in these com- posites indicated results similar to those with the as-re- ceived SCS-6 fibers and therefore will not be repeated. It is apparent that the presence of the 2-/~m TiC layer has an insignificant effect on the extent and mechanism of disso- lution. This is expected to be true since TiC is not in ther- modynamic equilibrium with the original molten titanium alloy. Moreover, since the coating thickness is very small, dissolution of the coating causes only a small increase in the carbon concentration which is not sufficient to saturate the alloy.
Scanning electron microscopic image of the interface of TiC-coated SCS-6 fiber-reinforced Ti-6A1-4V composite
with 2 wt pct carbon addition (TMC3) processed at 1700 ~ for 5 seconds (Figure 6(a)) shows that the fibers were not damaged. The image also clearly shows 2 to 2.5 /~m of the unreacted portion of the carbon-rich coating on the fiber surface. A large amount of precipitates both on the fiber surface and in the matrix were also noted in these composites. These are believed to be primarily TiC from elemental maps (Figures 6(b) through (f)) and elemental scan (Figures 6(g) and (h)). Although the deposited TiC layer and the precipitated TiC on the fiber surface cannot be easily discerned, it is imperative that large amounts of TiC present at the interface and in the matrix will be det- rimental to the mechanical response of the composites.
Composites made with the TiC-coated SCS-6 fibers and 0.5 wt pct carbon addition to the matrix (TMC4) (Figure 7) showed that, as in the previous case (TMC3), the fibers were not degraded. However, unlike the previous case, no precipitates were observed in the matrix. Secondary elec- tron image and results of microprobe analysis of the inter- face (Figure 8) showed that about 1 to 1.5 /xm of the carbon-rich coating was still intact, whereas only a small discontinuous layer of TiC was present on the surface o f the carbon-rich coating. Oxygen maps, once again, showed that the element was not present in the matrix to any no- ticeable extent. Table II shows the flexural strength and modulus of a single-ply Ti-6A1-4V matrix with 0.5 wt pct carbon addition reinforced with 13.5 vol pct TiC-coated SCS-6 fibers. Strength and modulus of 1604 MPa and 138 GPa, respectively, were observed in these composites.
In conclusion, we have demonstrated that the carbon-rich coating on SCS-6 fibers is not sufficient to protect the fibers from liquid titanium alloys even with rapid infiltration proc- esses such as the RIM process. Both coating and alloy ad- ditions based on thermodynamic and kinetic considerations have been used to retard the reaction and facilitate sufficient time for infiltration. A thin layer of TiC coating and small
amounts of carbon additions to the matrix along with rapid processing have been observed to be suitable in producing Ti-6A1-4V matrix composites with minimal interfacial re- action and good mechanical properties. The process in gen- eral is characterized by low-cost, near-net-shape fabricability and low oxygen levels in the matrix in spite of no vacuum requirement during processing.
This study was partially supported by Ohio Edison Mate- rials Technology Center and NASA Space Engineering Re- search Center, University of Cincinnati. The authors would like to thank Dr. M.A. Mittnick, Textron Specialty Mate- dais, for supplying the SCS-6 fibers. The assistance from Messrs. Randall Blue, C.C. Chen, and Mahendra Pakala is appreciated.
REFERENCES
1. P. Martineau, R. Pailler, M. Lahare, and g. Naslain: J. Mater. Sci., 1984, vol. 19, pp. 2749-70.
2. P.R. Smith, F.H. Froes, and J.T. Cammett: in Mechanical Behavior
of Metal-Matrix Composites, J. Hack and M. Amatean, eds., TMS-
AIME, Warrendale, PA, 1983, pp. 143-68.
3. Continuous SiC Metal Matrix Composites, Textron Specialty
Materials, Lowell, MA, 1991.
4. S.G. Warder and R.Y. Lin: J. Mater. Sci., 1996, Vol. 30, in press. 5. S.G. Warrier and R.Y. Lin: JOM, 1993, vol. 45 (3), pp. 24-27. 6. S.G. Warrier and R.Y. Lin: Metall. Mater. Trans. A, 1995, vol. 26A,
pp. 1885-94.
7. Annual Book on ASTM Standards, R.A. Storer, ed., ASTM,
Philadelphia, PA, 1989, vol. 08.01, p. 280.
8. S.G. Warrier, S.H. Chen, S.K. Wu, and R.Y. Lin: Metall. Mater.
Trans. A, 1996, vol. 27A, pp. 521-26.
9. X.J. Ning and P. Pirouz: .I. Mater. Res., 1991, vol. 6 (I0), pp. 2234- 48.
10. Binary Alloy Phase Diagrams, 2nd ed., T.B. Massalski, I. Hiroaki, P.R. Subramanian, and L. Kacprzak, eds., ASM, Materials Park, OH,
1990.