IEEE ISIE 2006, July 9-12, 2006,Montreal, Quebec,Canada
Design
and
Implementation of
an
Intelligent Manufacturing Execution
System for Semiconductor Manufacturing Industry
Ruey-Shun Chen, Yung-Shun Tsai, Chan-Chine ChangInstitute of Information
Management, National Chiao Tung University, Taiwan
rschen@iim.
nctu.edu.
tw
Abstract-This paper proposed an intelligent MES by integrating manufacturing execution system, data warehouse, online analytical processing and data mining system. The data warehousefor this system isprovided by the massiveamountsof datagathered from aMES. Through some process ofintegrating MES with data warehouses, data warehouses with decision analysis, and decision analysis with datamining systems. A three-tiered web-basedsystematic framework has been established. The resultof this study is the integration of the MES and datamining system. According to experimental analysis, the product yield and the manufacturing cycle time all have been improved for manufacturing industry.
Keywords: Data warehouse; Data mining; Decision tree; Manufacturing execution system (MES)
I. INTRODUCTION
Inthe 1960's, enterprises began using computer to manage
information relating to daily business transactions, thus,
saving valuable manpower and increasing the accuracy of
information. According to Nonaka et al. [9], to gain a
competitive advantage, knowledgemustfirst begrasped. Inan
era of knowledge economy, knowledge will replace the
traditional factors of production and become the most
important ofresources. To achieve success, enterprises must
constantly create new forms ofknowledge, infuse new types
of knowledge into existing organizational systems, rapidly
absorb new types of technology and replace outdated
technology withnewproducts.As moreenterprises implement
MES, they accumulate massiveamountsof data. This research
will explore some fundamental problems to be faced by
enterprises inthe future. Thegoal of this research is tomake
MES wiser. Through the integration of some major subject
areas(MES, data warehouse, onlineanalytical processing, data
mining system) the massive amounts of data assets
accumulated
by
MES may be used to obtain informationvaluabletoenterprises inmaking important decisions. Aspart
of this research, the framework for a data
mining
systemhasbeen designed. This framework allows for the
integration
ofMES and data mining tasks. Moreover, in
accordance,
anappropriate informationsystem is
practically planned
outandestablished.
II. LITERATURE REVIEW
A.IntelligentManagement DecisionSystem
Intelligent management decision systems are the
combination of information
technology
and artificialintelligence. Such systems allow organizational networks to
work toward the computerization of management systems,
which are made up of particular regulations and tasks.
Moreover, by putting to use such computerized systems,
assisting systems may carry outdatamanagement, information
analysis and anticipatory system monitoring in a convenient
manner. Consequently, by performing all types ofresponses
and management and decision-making, the computerized
systems may carry outtheirassigned tasks.
B. DataWarehouse
Inmon [11] believes that adata warehouse is an integrated, subject oriented, time variant and nonvolatile collection of data
in supportofmanagement'sdecisions.
Berson etal. [4]believes that datamartisadatastorethat is
a subsidiary ofa data warehouse ofintegrated data. The data
mart is directedat apartition of data that is created for theuse
ofadedicatedgroup ofusers. Adatamartmight, infact, bea
set of denormalized, summarized, or aggregated data. Online
analytical processing gathers together, sorts through and
analyzes the data stored in data warehouses, creating
substantial data. Various modes of data arepresented forusers
to access. This allows users to view data using various
perspectives and subjects. Through complex search processes
and the comparison of data, data reportingmayfacilitatemany
different levels ofanalysis.
C. DataMining
Groth [10] points out that data mining is the process of
finding trends and patterns in data. The objective of this
process isto sortthrough large quantities of data and discover
new information. The benefit of data mining is to turn this
newfoundknowledge into actionable results, suchasincreasing
a customer's likelihood to buy, or decreasing the number of
fraudulent claims. Berry and Linoff[7,8] point out that data
mining is the exploration and analysis, by automatic or
semiautomatic means, of
large quantities
of data in order todiscovermeaningfulpatternsand rules.
Chen [12]pointsoutthat the workprocess of datamining is
composed
ofeight primary
tasks. Theeight primary
tasks aretask relevant
data, background knowledge, problem
statement,kinds of knowledge to be mined, data mining algorithm,
modelsorknowledgepatternsmined, interestingness, anduser.
The goal of data mining is to extract valuable and new
information from existing data. Datamining is the process of
discovering interesting
patterns
in databases that are useful inthe following major functions: classification, clustering, estimation, prediction, affinity grouping, description, etc.
III. MESANDPROBLEMDEFINITION A. The MES
A semiconductor manufacturing entity includes integration of the processing equipment with all of the supportingsystems
forproduct andprocessspecification, production planning and
scheduling, and material handling and tracking. IC fabrication
isa verycomplex andcapital-intensive manufacturingprocess.
Presently, high productivity and a quick response to
customers are essential for most producers. Reducing the
processing time and inventories are objectives in managing
production systems[3]. Customerstodayare moredemanding:
they want to buy high quality, low cost, high performance products configured with just the required features. Semiconductor companies arebeing forcedtomovefromhigh
volumeproduction of commodityparts to lowvolume, flexible and leaner production of application-specific parts. The IC manufacturers' goals are toreduce costs, cutproduction time,
improve quality, increase asset utilization and guarantee
on-time delivery. An available tool to assist semiconductor manufacturers in achieving theseobjectives isaManufacturing
Execution System. Advanced Manufacturing Research (AMR) organization has defined MES as "an integrated architecture
for plant wide information management that groups
applications and functions around a central common database
usedtoshareproduct andprocessdataamongtheapplications" [14].
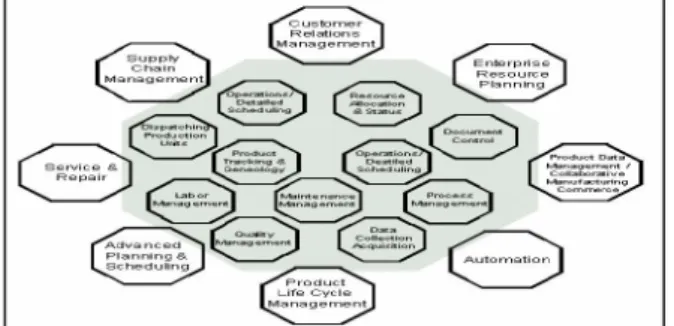
The MESA International definition of MES is: "MES delivers information that enables the optimization of production activities from order launch to finished goods. Using current and accurate data, MES guides, initiates, responds to, and reports onplant activities as theyoccur. The
resulting rapidresponsetochanging conditions, coupled witha
focus onreducing non value-added activities, drives effective
plant operations and processes. MES improves the return on
operationalassets aswellas on-time delivery, inventoryturns,
gross margin, and cash flow performance. MES provides
mission-critical information about production activities across
the enterprise and supply chain via bi-directional communications." The functional model of MES is illustrated inFigure 1. [13]
Figure 1. The Functional Model of MES
B. ProblemsofMES
The advancement of automation technologies has eased the operations of manufacturing and material handling. For example, an automated manufacturing cell may consist a
computer numerical control for part processing, an articulate
robot for loading and unloading, two conveyors for
transporting arrival and departureparts, and severalsensorsfor
signal capture. Those automated equipments are then
harmonized by a centralized controller, usually a
programmable logic controller.
Unlike traditional production activity control or shop floor
control systemswhichtryto stabilize the production activities
on the shop floor and focus largely onthe scheduling and/or
dispatching functions, MES focuses mainlyonmonitoring and
summarizing the status ofoperational systems (i.e., the status
ofproduct quality, equipment, materials, andmanpower onthe
shop floor). A MES is defined as an on-line integrated
computerized system that is the accumulation of the methods and tools usedtoaccomplish production [15].
However a single MES is not enough. The manufacturing
execution system should be conducted to integrate physical operational systems, so a fully automated and integrated
manufacturing management environment can be developed.
And it isnecessaryto develop intelligent MESto integrate the
information of distributedoperational systemsand discover the newfound knowledge. MES is unable to carry out acomplete
process ofanalysis, allowing massive amounts of data stored
within the system to become more meaningful. Moreover,
MES is unableto satisfy the needs of high-level management
personnel in policy-making decisions,to speedupthe creation
ofnewstrategy.
IV. DESIGNANINTELLIGENT MES
A. The Overall Description of Proposed Framework for IntelligentMES
Based upon the data mining system, the design primarily
focuses uponthe following problems: the integration of MES and data warehouses, the integration of data warehouses and decision-making analysis, the integration of decision-making analysis and data mining systems, and the set up of a data mining engine.
B. The Frameworkfor IntegratingMES and data warehouses
With advancements in data warehouse technology, six distinct models have been developed in the establishment of data warehouses. This research utilizes thetoptobottom model
to design a data warehouse system. The database of MES
serves as the origin of data, by extracting and transforming
data, an integral and unified data warehouse system may be designed. Data marts and data warehouses have an one sided
relationship, in which data fromadata warehouse flows into a
datamart.
When integrating a MES and a data warehouse, it is
commonto encountertheproblem ofinconsistent, incomplete
andduplicate data. Therefore,theintegrationof MES and data warehouses involves the collection of different types of data
from theiroriginalsources.This data isplacedinadatastaging
area where it undergoes such processes as the cleaning,
pruning, combination and removal of duplicates. Next,the data is stored withina presentation server. Atthis point, users can
carryoutsearch tasks.
Even ifa data warehouse with all the potentially relevant
data is available, it will often benecessary to pre-process the
data before they can be analyzed [1]. The procedures for
integrating MES and data warehouses include eight distinct
steps.Thesestepsareexplained below:
(I)Collection: After gathering primary data, needed data is copied intoadatastagingareafor furtherprocessing.
(2)Transformation: This includes revising of data accuracy
and the removal fromstorageof unneeded data.
(3)Loadinganindexing: Transformed data is saved inadata
martand indexed.
(4)Quality control check: Assuring the quality of data. (5)Announcement orpublication: The preparatorywork for
the official on-line installation of thesystem.
(6)Renovation: The continuous revision ofout of date and inaccurate data.
(7)Search: Data search servicesareprovided.
(8)Checks and preparations: Assuring the safety of the data warehousetoavoidpotential damages.
C. The Framework for Integrating Data Warehouses and
Decision-Making Analysis
There are somesteps tobuild the framework for integrating
data warehouses anddecision-making analysis.
(1) Designingaschema for data warehouse: Whendesigninga
data warehouse system, the following schemas can be
utilized: star schema, snowflake schema, and fact constellation schema. This research utilizes the starschema indesigning the schema for data warehouse. This schema is based uponthe manufacturing fact table, a time dimension
table, an area dimension table, a product dimension table,
Figure 3. Designingastarschema for data warehouse
(2) Designingafact table: The real data thatweneed isplaced
inthe fact table. The data in this tablecannotbealtered;we may only add new information. Moreover, this table
includes an indexkey related to a dimension table. When
designing a fact table, several factors must be taken into
consideration.
(3)Designing the dimension table: Data of dimension table is used as a reference to fact table data. When necessary, complex descriptions can be divided into several small
parts.
(4)Designingamultidimensional data model: When analyzing
data, multiple dimensions arebrought togetheras onepoint
of consideration. Thisprocess is calledamultidimensional
data model [6]. Data warehouse systemsmayincludemany
data cubes. Each data cubemaybe theproduct of different
dimension and fact tables. The OLAP operations in data cubes include rollup, drilldown, slice, dice, and pivot. A data cube may be an N-dimensional data model [16]. In
ordertoprovidean evenwiderrangeof searchcapabilities,
this research uses the four dimensions of time, area,
product and quality to construct a four-dimensional data
cube model.
D. The Framework for Integrating Decision-making Analysis
and DataMining System
After completing the construction of a data cube, it is
possible to integrate decision-making analysis and the data mining system (as shown in Figure 4) [12]. The goals of integration are to allow OLAP analysis results to supply the
knowledge base within the data miningsystem,thusproviding analysis information tothe datamining system and creatinga
point of reference for data mining tasks. OLAP technology is able to blend together people's observations and intelligence within the datamining system, thus improving the speed and depthatwhich data is excavated.Furthermore, the intelligence discoveredby the data miningsystem acts as aguide in OLAP
analysis tasks, increasing the depth of analysis. As a result,
information left unearthedby the OLAP, is extremely complex and delicate innature.
Figure 4. The framework for integrating decision-making analysis and data miningsystem
E. DesigningaDataMining System
Datamining technology can be divided between traditional
and refined technologies. Statistical analysis is the representative characteristic of traditional technology. As for refined data mining technologies, all types of artificial intelligence areputtouse.Morecommonly usedtypesinclude:
decision tree, neural network, genetic algorithm, fuzzy logic, rules induction, etc. Decision tree induction is one of the
widely used tools for data mining [5]. This paper's algorithm used decisiontreemethod for data classification andprediction. Thealgorithm actsasthe nucleus of the datamining engine in
classifying data hidden within the database and in anticipating information. The operational process and knowledge rules
excavated by data mining can be displayed through visual
InterfaIeforusere±nqu~3~es
T
I
T
I
|Onl1in ec;lt mlninS3 =:O A- eng,2ine
OfE-infDdata3 minirig|
.K
MtES syisret andl therItimbiniai S;ystem)
figure. This allows users to operate data mining more easily
andtounderstand the meaning represented by excavated data.
V. PRACTICAL IMPLEMENTATIONANDOPERATIONOF INTELLIGENT MES
A. The Information Infrastructure ofthe Intelligent MES
With the systematic information infrastructure provided by
the worldwide web, users may use the Internet to interact in
more convenient manner. This three-tier information infrastructure of the intelligent MES is illustrated in Figure 5.
Webserver
Clie:t
T
Figure 5. The information infrastructure ofthe intelligent MES
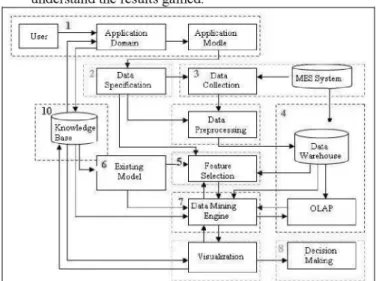
B. Operational Procedures ofthe Intelligent MES
The operational procedures ofthe intelligent MESareshown
inFigure 6. The detailed explanations of the procedures are as
follows:
(1)Userentry system: Users operaterelated procedures of the dataminingsystemthrough the IntranetorInternet.
(2)Loading the data of the MES into the data warehouse
system: Based on the requirements of the manufacturing
subject of the data warehouse, the manufacturing data tables, quality data tables, product data tables of the MES will be considered data source of the entries. Afterwards,
through the clearing, collation, and transformation of the data, theyarethen entered into the data warehousesystem.
(3)Establish schema of data warehouse: The data warehouse
system is built according to the manufacturing subject, and thestarschema is established. Themanufacturing fact table is at its center, with the related quality dimension table and theproduct dimension table.
(4)Establish OLAP decision-making analysis: According to
themanufacturing fact table, quality dimension table, and product dimension table, the operation of multidimensional data cube is simulated using ROLAP method.
(5)Select source of data and attribute for data mining: The
data in the data warehouse system and the results of OLAPoperations can be sources of data for datamining.
The mission model editor of the datamining engine can
be usedtohelpuserselect thesourceof data and attribute.
(6)Select algorithm and functions of data mining: The data mining algorithm provided by the calculation database include decision tree, neural network, genetic algorithm,
and market basket analysis; data mining functions include classification, clustering, prediction, and affinity grouping. This system uses decision tree as the algorithm, and it usesclassification and predictionasthe function.
(7)Executing data mining system: Mission processor is the core of the data mining. It uses a target-oriented
processing system to execute data mining and acquire the wanted results.
(8)Interpretation, evaluation, and exhibition of results: The results acquired from data mining system are usually someabstract data. Consequently, thesystemusesthe rule
based knowledge presentation method of the expert systemandcomplements it with aweb-based framework
to express and interpret data mining results to help user
understand the resultsgained.
Figure 6. Operational procedures of the intelligent MES.
C. PracticalOperation ofthe Data Mining
High quality data from the electronics industry database is usedby this researchtoanalyze categories of quality factors in themanufacturingprocess.
Table 1.Training data from the quality database.
Nbo Heat-Up CbblDbvm TrarimssibhSpeed Dr*hgfirne Qirnhty Jnfomnitibn
I(CCec CC/s ntm sec 1 >3 -3 70 80 NG 2 A3 3 70 s0 OK 3 >3 >-3 90 100 OK 4 2 3 90 t00 NG 5 < >-3 90 120 HG 6 >3 >-3 70 100 OK 7 23 -3 70 s OK 8 < >-3 9 80 OK 9 123 ;-3 90 120 OK I0 2-3 >-3 770 1 20 OK I <2 >3 90 120 NG 1 2 <2 >-3 70 100 OK 1 3 <2 >-3 90 NG 1 4 <2 -3 7 0 80 OK 15 <2 -3 70 100 OK 16 23 >3 70 80 HG 17 2-3 <*3 90 OK 18 >3 3 70 80 NG 19 I <2 >-3 70 so OK 20 >3 3 90 100 NG 21 >3 -3 9 100t NG 1000 >3
-3
90 120 OK Iv1E serverIn thisresearch, werandomly select 1000records fromMES in 2004asthetraining data.Preparepreviously classified
trainingdata,asshowninTable 1.
After calculated by decision tree algorithm, training data
will bepartitionedinaccordance with the selectedtestattribute.
Thecompleted decisiontreeis illustratedinFigure7.
in~~ ~ ~ ~ oldw te .0 t(yine ImIds
3Cse 70cm/i 8s OK A
>
X -3°C/se 9c mXi 120-e OK
3C Xl1 NG-3°C/sc 9 nOKlOOsec/s e 7C-i.120-OK3
N
/deA -3C/sec 70=/,mi lOOsec OK
Fligu 7 The desio treeiorfdor-_draiingdddas
towhe down time- -sed tme tsped hm
>-3C 120sec NG >-3'C 80se OK 70rCm.i. 8so-c NG100Xmi lOse OK C--3C120Osc NG --3Cl100sec OK 9 mX n IO-e NG 70c..in 80-se OK
>-3' OsecM NG >-3C lOOsec OK 70Cm/mi. 120-e NG 70CmGm.i. 100sec OK
<--3°C lOOs-c IN-G Node ED Noledi r Ne lde E'
No&l A
Figure.
7Thedecisiontreefortraining
dataD.AnalysisofDataMiningPractical Operation
The decisiontreemakesknowledge ruleseasy tounderstand,
thus, the decision tree, selected as
algorithm,
serves as thenucleus of the data mining. Any specific information, which
has already beenclassified, canbe easily tracedalong the
path
from the rootnodetothe leaf node by using the decisiontree
model. Inthisway, knowledge rules for classificationmaybe
established. When the goal of data
mining
is toclassify
oranticipate the results of data and create easy to
comprehend
rules, the decision tree algorithm is best suited to act as the
nucleus of the datamining [8].
The knowledge rules possessed by the decision tree
described above allow for the convenient
gathering
ofinformation, by tracing this information
along
thepath
fromroot node to leaf node. In this research,
knowledge
rules areexpressed through the rule based
knowledge presentation
method of the expert system, thus,
revealing
theknowledge
rulespossessedby the decisiontree.
Whether or not a decision tree can
successfully
classify
anew setof datacanbe evaluatedthrough the data
mining
errorrate. Test datacanbe usedto evaluate the leaf nodeerror rate.
The evaluation of decision tree errorrate can be divided into
the
following
twosteps[7]:(1)Evaluate
theerror rate of each node: Calculation formula is " the leaf node error rate= the amount ofincorrectly
classified data within the leafnode/ the total amount of
data in the leaf node". The leaf node error rate is as
follows:A=0.2, B=0,C=0.2, D=0,E=0
(2) Evaluate the totalerror rateof the decisiontree: The total
error rateofthe decisiontreeis the
weighted
totalamount,calculated as shown below: The total error rate of the
decisiontree=0.091
E.BenefitAnalysis
This research uses the data mining system, with the vast
amountof
quality
data from themanufacturing
processasbasis,
toproduce
accuratequality
information andknowledge
rules.Moreover, based on the acquired knowledge rules, is able to
understand the characteristics and attributes of the important
causesofquality,allowing ittostay ontop of thequality issue.
By strengthening the training of quality assurance personnel,
adding extraheaters for the increase oftemperature, installing
adjustable fans for the decrease oftemperature,andcontrolling
thespeed ofconveyors,these methodsimprove product quality,
lowermanufacturing costs, andturn raise the overall business
performance. The benefits analysis of this improvement is as
follows:
(l)Using the intelligent MES to dig up similar category
quality information. Consequently, the average improvement
rate onthe productyield is5.87%., asshowninFigure8.
hIoAr.lt Jar Feb Iri Ap. DiAy Jr Jul Aug Sep |Olct TNov D ec- Averge U-np-ovd 92.8 94.3 94.7 93.6 93.1 94.3 92.1 95.2 93.1 |93.6 |94.5 |94.5 |93.8'2
,lc dae° }l
Imp-oed 99.5 98.9 99.2 99.1 99. 1 99.8 99.2 99.7 99.1 |99.3 |99.4 |99.6 |99.33 yieldratt }l
hmp-org 7.22 4.88 4.75 5.88s 6.44 5.83 7.71 4.73 6.44 6.09 |5.19 |5.40 |5. S7
| I)lagl: en:ll s}~~~f~itlcrease1-ateof-pr:odut,eyietll
105l
| -r Feb hIa -Apr hIs J-r Ju1 Au-g Sep Oct 1oo De-c)
Figure. 8.Diagram of increasedrateofproduct yield
(2)UsingintelligentMES toreduce therateofmanufacturing
cycle timeto23.49%,asshownin Figure9.
-hh Jan T Feb T - Ap rT. J1T h4- Ju T A g Sep T 1 T D TA-g Uri-mp-o d r,6 7 2 6 8 9 5 8 66 7 6 8 7 7 2 7 5 l6 3
|I-pmpong at%}|2500|2500 |33822| 26,09|1034 |2727|2388 27 94 |2254|1364 |2500 2213 3 |2349
| ~~~~~ID)ia.W-amlofloxve-ledmlamffitchutiriigc-ycle tinlle
I S~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~4 -T.TF. p,Aly A, -T,l ,,g Sly 0t,IT.v),
| NI~~~~~~onth
Figure9.Diagram of loweredmanufacturing cycle time.
VI. CONCLUSION
Through the actual establishment of data
mining
andintelligent MES, and the use of these systems on the
manufacturingprocesses of the electronics industry for
quality
improvement, theexperience has verified the
following
results:* The basic framework ofestablishing
intelligent
MESwillallowcorporate
computerized
applications,
which willnotbe limitedto the level of data
processing,
but it can alsoaggressively
work towards aninformation-based,
knowledge-based, and
intelligent
form of managementinformationsystem.
*
Using
theintelligent
MES todig
up similar categoryquality information.
Consequently,
the averageimprovementrate ontheproduct yield is5.87%.
*
Using
intelligent
MEStoreduce therateofmanufacturing
cycle timeto23.49%.
[1] A. Feelders, H. Daniels & M. Holsheimer, "Methodological and practical aspectsof data mining",Information & Management, vol. 37 (5), 2000, pp. 271-281.
[2]Indranil Bose & Radha K. Mahapatra, "Business data mining- a machine learning perspective", Information & Management, vol. 39 (3), 2001, pp. 211-225.
[3] Ruey-Shun Chen & Kun-Yung Lu, "A case study in the design of BTO/CTO shop floor control system", Information & Management, vol. 41(1), 2003, pp. 25-37.
[4] Alex Berson, Stephen Smith, Kurt Thearling, "Building data mining
applicationsfor CRM",McGraw-Hill,2000.
[5] Yonghong Peng, "Intelligent condition monitoring using fuzzy inductive learning", Journal of Intelligent Manufacturing, vol. 15(3), 2004, pp. 373-380.
[6] N. Gorla, "Features to consider in a data warehousing system", CommunicationsofThe ACM, vol.46(11),2003, pp. 11 1-1 15.
[7] Michael JA.Berry, Gordon S.Linoff, "Data mining techniques: for marketing, sales, and customer support", John Wiley & Sons, 1997. [8] Michael J.A.Berry, Gordon S.Linoff,"Mastering data mining: the art &
scienceof customerrelationshipmanagement", JohnWiley&Sons, 1999. [9] Peter F. Drucker, Ikujiro Nonaka, David A. Garvin, "Harvard business
review onknowledge management", Harvard Business School Press, 1998. [10] Robert Groth," Datamining: building competitive advantage",
Prentice-Hall, Inc, 2000.
[12] Zhengxin Chen, "Data mining and uncertain reasoning: an integrated
approach",JohnWiley&Sons, 2001.
[11] W. H. Inmon,"Building the data warehouse", John Wiley & Son, 2002.
[13]MESAInternational, "MESA International White Paper Number6:MES Explained:AHigh Level Vision" (Pittsburgh, PA: MESA International), 1997.
[14]Samanich, N. J., "Understand your requirements before choosing an MES",Manufacturing Systems, January, 1993.
[15] McClellan, M., "Applying Manufacturing Execution System", St. Lucie Press,Florida, 1997.
[16] StephenR. Gardner, "Buildingthe datawarehouse", Communicationsof