行政院國家科學委員會專題研究計畫 期中進度報告
應用於金屬粉末射出成形之粗鐵粉之緻密化研究(1/2)
計畫類別: 個別型計畫
計畫編號:
NSC91-2216-E-002-025-執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日
執行單位: 國立臺灣大學材料科學與工程學研究所
計畫主持人: 黃坤祥
計畫參與人員: 殳國俊 楊智貴 林岳儒
報告類型: 精簡報告
處理方式: 本計畫可公開查詢
中
華
民
國 92 年 6 月 9 日
行政院國家科學委員會補助專題研究計畫成果
報告
※※※※※※※※※※※※※※※※※※※※※※
※
※
※
※ 應用於金屬粉末射出成形之粗鐵粉之緻密化
研究 ※
※
※※※※※※※※※※※※※※※※※※※※※
※※※※※
計畫類別:□個別型計畫
□整合型計畫
計畫編號:NSC 91-2216-E-002-025
執行期間: 91 年 08 月 01 日 至 93 年 07 月 31 日
計畫主持人:黃坤祥 教授
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立台灣大學材料科學與工程學研究所
Densification Improvement of Coar se Iron Powder s for MIM Applications
應用於金屬粉末射出成形之粗鐵粉之緻密化研究
計畫編號:NSC-91-2216-E-002-025
執行期限:91 年 8 月 1 日至 93 年 7 月 31 日
主持人:黃坤祥 國立台灣大學材料科學與工程學系 教授 E-mail:
kshwang@ccms.ntu.edu.tw
主要計畫參與人員:殳國俊、楊智貴、林岳儒 研究生
Abstract The first phase of this two-year project was focused mainly on how to improve the density of compacts made from carbonyl iron powders. The effects of the α phase stabilizers, Mo, P, Si, and W, on the sintering behavior were evaluated. The dilatometer curve showed that, with a 0.7w/oP addition, the sintering proceeded in the α phase. No phase transformation occurred at 912℃ and exaggerated grain growth was prevented. The final sintered density was improved from 87% for the pure iron to 97%. With a 5w/oMo addition, the α-γ phase transformation still occurred due to the incomplete homogenization. However, after all Mo was dissolved into the matrix, the γ phase transformed back to the α phase and resulted in high sintered density of 96%. When W and Si were added, the improvement on sintered densities was less effective due to their low diffusion rates into iron and the large particle size used. With mixed additives of 1.67w/oMo-0.23w/oP-0.67w/oSi, a density of 96% and a hardness of HRB67 were attained. The criteria for a successful sintering in the α phase are (1) the amount of the additive that is required to keep iron in the α-phase should be minimal, (2) the additive should be fine, (3) master alloy powders are preferred over the elemental powders, and (4) the heating rate should be low. This method of adding α phase stabilizers was applied to mixed powder with 60% coarse and 40% fine powders recently and was found very successful in the cases that have been evaluated. Density of 96.3% and hardness of RB66.2 were obtained on Fe-0.35%P-2.5%Mo alloys.
KEYWORDS: DENSIFICATION, SINTERING, PHASE TRANSFORMATION, PIM
I. INTRODUCTION
A high sintered density is usually required for powder injection molded (PIM) parts; thus, fine carbonyl iron powders are frequently used as the starting material. However, the sintered density of the carbonyl iron compact is still relatively low, usually between 85 to 92%.[1,2,3] The main reasons for such low densities are: (1) the exaggerated grain growth occurs during the phase transformation, and (2) the diffusion rate in theγ phase is lower than that in the α phase.[4,5] To increase the sintered density, prolonging sintering time and increasing the sintering temperature are the most widely used methods, despite the fact that the problem with grain growth is still unresolved. This study used α-phase stabilizers as the alloying additives. Four elements, Mo, P, W, and Si, were examined to see if the sintering could be carried out in the α phase so that the exaggerated grain growth could be inhibited and the advantage of the fast diffusion rate in the α phase could be fully utilized.
II. EXPERIMENTAL PROCEDURE
Carbonyl iron powders with the characteristics shown in Table I were used in this study. Table II lists the characteristics of the additive powders, Mo, W, Fe-20w/oSi, and Fe3P. The amounts of the
additives were slightly greater than the minimum needed to avoid the α-γphase transformation during heating.[6] To understand the effect of additives on the sintering behavior, dilatometer analysis was employed to monitor the sintering behavior, particularly whether the phase transformation occurred during heating and cooling. To prepare the specimen for the dilatometer tests, mixed powders were pressed into 60% dense compacts and then heated at 5℃/min to 650℃ in hydrogen to reduce the intrinsic carbon in the iron powder to less than 100ppm. The reduced compacts were heated at 10℃ /min to 1250℃ and then sintered for 1 hour. PIM specimens were also prepared to measure the final sintered densities for compacts sintered at 1100, 1200, 1250, and 1300℃, respectively. A detailed description of the procedure for preparing the specimens can be found in the previous literature.[7] Table I The characteristics of the carbonyl iron powder used in this study
Ir on Powder Char acter istics
Designation
Average Particle Size (Laser Scattering Method) Shape C, w/o O, w/o Supplier CIP-S-1641 4.5µm Spherical 0.72 0.83 ISP Table II The characteristics of the alloying additives.
Power Mo W Fe3P Fe-20w/oSi Supplier Average Particle Size (Laser Scattering Method) Density (Pycnometer) HCST 2.71µm 10.2 g/cm3 Chu-Chow 10.6µm 19.1 g/cm3 F. W. Winter 4.08µm 5.1 g/cm3 Hoeganaes 17.5µm 5.4 g/cm3 III. RESULTS A. Dilatometer Analysis
The dilatometer curves of Fe, Fe-5w/oMo, Fe-6w/oW, and Fe-2w/oSi compacts are shown in Figure 1. The densification of pure iron specimens increased with the temperature. However, after the phase transformation, the slope of the curve changed due to the exaggerated grain growth.[4] With the addition of 5w/oMo, the deflection of the curve at 912℃ was less apparent. This indicates that some Mo dissolved into the matrix and kept those regions in the α phase throughout the sintering. The addition of elemental W and Fe-20w/oSi master alloy powders resulted in a lesser degree of densification before the phase transformation than for pure iron. The phase transformation still occurred at 912℃. This suggests that the homogenization rates of W and Fe-20w/oSi were quite slow. Among these three additives, Mo is the most effective sintering aid.
Figure 1 The dilatometer curves of Fe, Fe-5w/oMo, Fe-2w/oSi, and Fe-6w/oW compacts heated at 10 ℃/min to 1250℃ and then sintered for 1 hour in hydrogen.
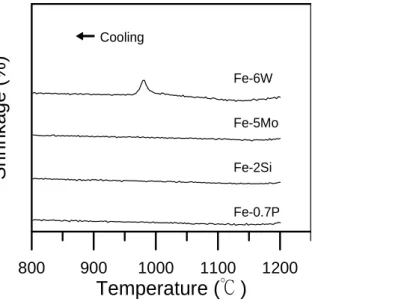
Figure 2 shows the derivatives of the curves shown in Figure 1. The highest shrinkage rate for each of the four materials occurred between 880℃ and 912℃. After the phase transformation, the shrinkage rate decreased significantly. Although all four materials show the α-γ phase transformation during heating, no γ-α transformation occurred during cooling except the Fe-6w/oW, as shown in Figure 2b. 0 200 400 600 800 1000 1200
Temperature (℃ )
-16 -14 -12 -10 -8 -6 -4 -2 0S
h
ri
n
k
a
g
e
(%
)
10℃ /min, 1hr, H2 Pure Fe Fe-5Mo Fe-6W Fe-2Si -0.01 0.00S
h
ri
n
k
a
g
e
R
a
te
(%
/s
)
10℃ /min, 1hr, H2 Pure Fe Fe-5MoFigure 2(a) The shrinkage rate of Fe, Fe-5w/oMo, Fe-2w/oSi, and Fe-6w/oW compacts heated at 10 ℃/min to 1250℃ and then sintered for 1 hour in hydrogen.
Figure 2(b) The shrinkage rate of Fe, Fe-5w/oMo, Fe-2w/oSi, and Fe-6w/oW compacts during cooling.
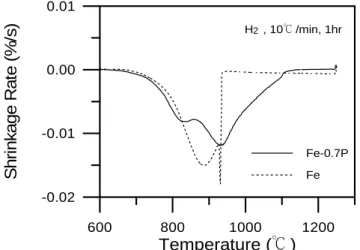
Figure 3 shows that when the phosphorous was added, the dilatometer curve was very smooth, without any deflection at 912℃. The densification was almost completed before reaching 1200℃. The final amount of shrinkage was 15%. The curve shown in Figure 4 indicates that the maximum shrinkage rate occurred at about 910℃ and no signs of the phase transformation were observed.
Figure 3 The dilatometer curves of Fe and Fe-0.7w/oP compacts heated at 10℃/min to 1250℃ and then sintered for 1 hour in hydrogen.
800
900
1000
1100
1200
Temperature (℃ )
S
h
ri
n
k
a
g
e
(%
)
Fe-6W Fe-5Mo Fe-2Si Fe-0.7P Cooling 0 200 400 600 800 1000 1200Temperaure (℃ )
-16 -14 -12 -10 -8 -6 -4 -2 0S
h
ri
n
k
a
g
e
(%
)
H , 10℃ /min, 1hr2 Fe-0.7P FeFigure 5 summarizes the densities of injection molded Fe, Fe-5w/oMo, Fe-0.7w/oP, Fe-6w/oW, and Fe-2w/oSi compacts sintered for 1 hour at 1100℃, 1200℃, 1250℃, and 1300℃, respectively. The density increased as the sintering temperature increased. Phosphorous was shown to be the most effective additive, followed by Mo, Si, and W.
Figure 4 The shrinkage rate of Fe and Fe-0.7w/oP compacts heated at 10℃/min to 1250℃ and then sintered for 1 hour in hydrogen.
Figure 5 The densities of carbonyl iron powder compacts with the additions of 0.7w/oP, 2w/oSi, 5w/oMo, and 6w/oW, respectively.
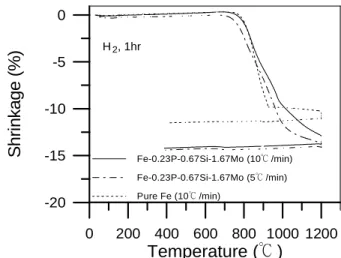
Although phosphorous is the best sintering aid among the additives examined, it usually impairs the mechanical properties when a high amount is used. Thus, a ternary alloy additive, 0.23w/oP-0.67w/oSi-1.67w/oMo, was studied. The result shown in Figure 6 indicates that the amount of shrinkage after sintering was about 14.5%, similar to that with 0.7w/o phosphorous. However, its effect is still less obvious compared to phosphorous. The sintering curves with heating rates of 5 and 10 ℃/min were also compared. The slower heating rate helped homogenize the alloying additives and thus improved the densification. The hardness attained on parts using 10℃/min was HRB68, which is suitable for use in structural parts.
With the positive results of adding α phase stabilizers, these additives were used for coarse powders. In the early stage of the experiment, 100% water atomized powders with an average particle size of 43ìm were employed. The results showed only 9% shrinkage. Thus, a mixed powder with 60% coarse and 40% fine powders was used in the subsequent experiments. The final sintered densities and hardness of the specimens made from mixed iron powders are given in Table III. Despite of the low carbon content of less than 0.03% in all specimens, a hardness of HRB 66.2 was still attained for Fe-0.35%P-2.5%Mo. This was attributed to the high sintered density and the solid-solution strengthening effect of the additives.
600 800 1000 1200
Temperature (℃ )
-0.02 -0.01 0.00 0.01S
h
ri
n
k
a
g
e
R
a
te
(%
/s
)
H , 10℃ /min, 1hr2 Fe-0.7P Fe 1000 1100 1200 1300 1400Temperature (℃ )
60 70 80 90 100R
e
la
ti
v
e
D
e
n
s
it
y
(%
)
H , 10℃ /min, 1hr2 Pure Fe Fe-2Si Fe-5Mo Fe-6W Fe-0.7PTable III The sintered density and the hardness of compacts that contain 60% coarse powders. Sintered Density (%) Hardness (HRB) Fe 80.9 5.9 Fe-0.7P 97.4 62.4 Fe-2Si 96.8 74.2 Fe-5Mo 97.1 56.3 Fe-6W 96.7 58.7 Fe-0.35P-2.5Mo 96.3 66.2 IV. DISCUSSION
The above results show that, with the addition of α-phase stabilizers, the densification of PIM compacts improved significantly. Among P, Mo, Si, and W, only phosphorous was dissolved completely in the matrix prior to the phase transformation. This is probably because it
Figure 6 The dilatometer curve of Fe-0.23w/oP-0.67w/oSi-1.67w/oMo compacts heated at 5 and 10 ℃/min, respectively.
was added in the compound form, instead of the elemental powder form, and the particle size used was quite small, only 4.08µm. This allows the material to be sintered in the α phase even at 1250℃. In contrast, when Mo, W, and Si were added to the iron compacts, the homogenization rate was much slower. The reasons are that (1) a large particle size was used, (2) large amounts of solute must be dissolved as predicted by the phase diagram, or (3) the low volume fraction (due to the high specific weight) of the additive was in the matrix, causing the long diffusion distance. Taking tungsten as an example, the powder size used was 10.6µm; six weight percent is required to avoid the γ phase formation during heating; the density was 19.4g/cm3. Thus, the homogenization of Fe-6w/oW, Fe-5w/oMo, and Fe-2w/oSi was incomplete when 912℃ was reached, as was indicated by the dilatometer curve shown in Figure 1 and Figure 2a. However, the homogenization continues as the sintering temperature increases. Thus, although the compact turned into the γ phase at 912℃, it could transform back to the α phase at high temperature. This will increase the densification rate, since the diffusion rate in the bcc structure is at least 100 times faster than that in the fcc structure. This is exemplified by the Mo, for which the shrinkage rate shown in Figure 2a increased again after the phase transformation and reached a second peak at about 1080℃. In the four systems examined, Fe-P, Fe-Mo, and Fe-Si systems were homogenized and formed the α-phase after sintering. This is verified by their shrinkage rates shown in Figure 2b, in which no sharp changes were noticed during cooling.
0 200 400 600 800 1000 1200
Temperature (℃ )
-20 -15 -10 -5 0S
h
ri
n
k
a
g
e
(%
)
H , 1hr2 Fe-0.23P-0.67Si-1.67Mo (10℃ /min) Fe-0.23P-0.67Si-1.67Mo (5℃ /min) Pure Fe (10℃ /min)V. CONCLUSIONS
With the addition of α-phase stabilizers, sintered densities of carbonyl iron compacts were improved. Among the four elements, P, Mo, Si, and W, that were examined, phosphorous provided the best results, followed by Mo, Si, and W, in order of effectiveness. The dilatometer curve indicated that, when 0.7w/oP was added, the α phase was present throughout the sintering. The density attained was 97%. When Fe-0.23w/oP-0.67w/oSi-1.67w/oMo was sintered, a density of 96% and hardness of 68 HRB were achieved. To select the ideal α-phase stabilizers, the amount that is required to remain in the α-phase should be low, the additives should be in the fine powder form, and the master alloy powder is preferred over the elemental powder.
When mixed powder with 60% coarse powder was used, similar effect was obtained. when 0.7w/oP was added, the density attained was 97.4%. When Fe-0.35%P-2.5%Mo was sintered, a density of 96.3% and hardness of 66.2 HRB were achieved. Further detailed results on the mechanical properties and the effect of coarse powders on processing, such as in debinding and molding, will be reported at the end of this project.
VI. ACKNOWLEDGEMENT
The authors wish to thank the F. W. Winter Co. for supplying the Fe3P powders, HCST Co. for
supplying the Mo powder, and Hoeganaes Co. for supplying the Fe-Si powders.
VII. REFERENCES
1. H. Zhang and R. M. German: Int. J. Powder Metall., 1991, Vol. 27 (3), pp. 249-254. 2. K. Hayashi and T. W. Lim: Mater. Trans. Jpn. Inst. Met., 1991, Vol. 32 (4), pp. 383-388.
3. Y. C. Lu and K. S. Hwang: Metallurgical and Materials Transactions A, 2000, Vol. 31A, pp. 1645-1652.
4. G . C i z e r o n a n d P. La c o mb e : Co mp te s Re n d u e s, 1 9 5 5 , Vo l . 2 4 1 , p p . 4 0 9 -4 1 0 . 5. Stanislaw Mrowec, “Defects and Diffusion in Solids, an Introduction,” 1974, Elsevier /
North-Holland, Inc, N. Y., N. Y., pp. 393.
6. T. B. Massalski, J. L. Murray, L. H. Bennett and B. H. Baker, Binary alloy phase diagrams, American Society for Metals, Metals Park, Ohio, 1986.