Manufacturing Technique and Property Evaluations of
Three-Dimensional Fabric/Foam Composites
Jia-Horng Lin
1, 2, 3, b, Che-Wei Li
1,
and Ching-Wen Lou
4, a1Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials,
Feng Chia University, Taichung City 40724, Taiwan, R.O.C.
2School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan, R.O.C. 3Department of Fashion Design, Asia University, Taichung 41354, Taiwan, R.O.C.
4Institute of Biomedical Engineering and Materials Science, Central Taiwan University of Science
and Technology, Taichung 40601, Taiwan, R.O.C.
a[email protected], b[email protected] Keywords: 3D fabric, PU foam, composite, sound absorption.
Abstract. In this study, two agents (a foaming agent and a hardener) are mixed to form rigid
polyurethane (PU) foams with various densities, which are separately poured into a mold with a three-dimensional (3D) fabric to form 3D fabric/foam composites. The mechanical property and sound absorbency of the composites are examined. The experiment results show that an increasing density of the two-agent mixture results in a more compact PU foam, a 31 % increase in bursting strength, and a greater resilience, but also a decrease in the sound absorbency coefficient. In sum, variations in the density of the mixture have an impact on the physical properties of the fabric/foam composites, the derived results of which can thus be further applied to product designs.
Introduction
3D fabrics have recently been developed with a sandwich structure, comprised by top and bottom fabric layers and an inter-layer. Spacer yarns used as an inter-layer include polyester, nylon, or polypropylene, which possess greater bending stiffness to support the top and bottom layers, and a specified thickness to contain more air in the inter-layer [1]. The features of 3D fabrics and spacer yarns provide the fabric with a stable structure and unique physical properties, such as a light weight, soft texture, good air permeability, thermal retention, ease of washing, resistance to ageing, absorption of moisture, acoustic insulation, and a cushioning effect; in addition, they are compatible with anti-microbial or fire-proof manufacturing [2]. Harm to the environment increasingly occurs as a result of rapid progress in science and technology. Among the common environmental pollutions, noise problems have also become worse. Currently, passive methods are used to prevent noise. For example, changing the intrinsic structure of machines or setting insulation to surround machines is commonly used to reduce noise [3]. A material that absorbs sound at a coefficient of 0.4 is called sound-absorbent material. Normally, sound-absorbent materials possess a porous structure, in which the pores are inter-connective. The incident sound waves enter the interior of materials and cause friction between air molecules and the walls of pores. The sound waves exhibit absorption loss, which is a demonstration of the efficacy of sound absorption. Fabrics containing rock wool, glass wool or foams made of PU or PE [4] are commonly used as sound-absorbent materials. PU foams are mostly made with two agents, and glycol and polyols serve as pre-polymer which is then cross-linked with NCO. A foaming agent and a hardener are blended with a proper ratio for a chemical reaction; during the process carbon dioxide is released for foaming. Foams can be divided into soft and rigid foams. The liquid mixture of agents takes some time for curing and forms hard planks with stable properties [5]. Two agents of PU foams can form a variety of products, such as heat insulating material, water proof material, and artificial leather. This study aims to change the
density of PU foams to analyze its influence on the foaming status, sound absorption coefficient, bursting strength, and resilience of the 3D fabric/foam composites.
Experimental Materials
PET monofilament yarn (J and V Monofilament and Fiber Inc., Taiwan, R.O.C.) has a diameter of 0.3 mm. High strength PET multifilament yarn (Universal Textile Co., Ltd., Taiwan, R.O.C.) is 500 D/96 F. Two-agent PU foaming agents (Chung Hsing Chemical, Taiwan, R.O.C.) include agent
A, which is yellowish, has a density of 1.12-1.15 g/m3 and a viscosity of 900±100 CPS/25 °C, and
agent B (a hardener), which is brownish, and has a density of 1.23-1.24 g/m3 and a viscosity of
200±50 CPS/25 °C.
Experimental Procedure Preparation of 3D Fabrics
PET monofilament yarn (the reinforcement of the 3D structure) and high strength PET yarns (the warp and weft yarns) are fabricated on a double needle bed warp knitting machine (DH 760 – DNB, Dah Heer Industrial Co., Ltd., Taiwan, R.O.C.) to form 3D fabrics.
Preparation of 3D Fabric/Foam Composites
The foaming agent and hardener are mixed at a 1:1 volume ratio and stirred at 100 rpm. The mixtures with densities of 1.3, 1.7, and 2.2 kg/m3 are individually poured into a mold containing a 3D fabric, and kept for 30 minutes to form 3D fabric/foam composites.
Tests
Stereomicroscopic Observation
A stereomicroscope (SMZ-10A, Nikon Instruments Inc., Japan.) is used to observe the foaming result of the PU foam in the 3D fabric/foam composites for a further discussion.
Bursting Strength
The bursting strength of five 3D fabric/foam composites of each specification is tested with an Instron (Instron 5566, Instron, U.S.) at 100 mm/min, as specified in ASTM D1883. Samples have a size of 150 × 150 mm2.
Vertical Rebound Resilience
This test is performed using a vertical rebound resilience tester as specified in ASTM D2632. Samples are tested by a free falling body.7
Sound Absorption
A Two-Microphone impedance tube tests the sound absorption coefficient of the samples at 125-4000 Hz, as specified in ASTM E1050-07. Samples, which are in the form of a cylinder with a 38-mm diameter, are placed in the impedance tube and tested two times. The position of the two microphones is switched after the first test. This is to calibrate the variation in microphones. The curve chart is finally generated with the sound absorption coefficients and their corresponding frequencies.
Results and Discussion
Foaming Observation of 3D Fabric/Foam Composites as Related to Various Foaming Densities
Figure 1 (A) shows that with a specified foaming volume, a low foaming density provides the foam with more content of air. Such a result is because during the foaming process, the foaming mixture makes contact with a higher amount of air; this causes bigger bubbles. An increasing foaming density causes a decreased volume of bubbles, and as a result the whole structure of 3D fabric/foam composites is compact.
Figure 1. Stereomicroscopic images of 3D fabric/foam composites, which are made with foaming density of A) 1.3 kg/m3, B) 1.7 kg/m3, and C) 2.2 kg/m3.
Bursting Strength of 3D Fabric/Foam Composites as Related to Various Foaming Densities
Figure 2 shows that the bursting strength of 3D fabric/foam composites reaches 2081.2N when the foaming density is 2.2 kg/m3. A high foaming density results in a decrease in the content of air inside the foam, which provides the composites with a compact structure and thus greater mechanical properties.
Figure 2. Bursting strength of 3D fabric/foam composites, which are made with foaming densities of A) 1.3 kg/m3, B) 1.7 kg/m3, and C) 2.2 kg/m3.
Rebound Resistance of 3D Fabric/Foam Composites as Related to Various Foaming Densities
When the foaming density increases from 1.3 kg/m3 to 1.7 kg/m3, the rebound resilience increases. The higher the foaming density, the denser the foaming structure, and the higher the surface density of the foam. Therefore, the absorption of impact energy is lower, and the rebound resilience is higher. However, the rebound resilience decreases when the foaming density is 2.2 kg/m3. Such a result is ascribed to an increasing foaming density, which results in a greater amount of air during the foaming reaction, a greater pressure on the sandwich mesh that is stuffed during the foaming, and eventually the deformation of fabrics or displacement of yarns occurs. As a result, the hardness of the PU foam surface decreases, and the impact energy can be more easily absorbed. Therefore, the rebound resilience decreases.
Figure 3. Rebound resistance of 3D fabric/foam composites, which are made with foaming densities of A) 1.3 kg/m3, B) 1.7 kg/m3, and C) 2.2 kg/m3.
(C) (B)
Sound Absorption Coefficient of 3D Fabric/Foam Composites as Related to Various Foaming Densities
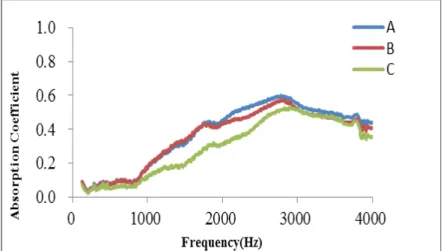
Figure 4 shows that the foaming density is inversely proportional to the sound absorption coefficient. A greater density causes a compact surface of the 3D fabric/foam composites, the result of which prevents the sound waves and surface of the composites from generating surface resonance.
Figure 4. Sound absorption coefficient of 3D fabric/foam composites, which are made with foaming densities of A) 1.3 kg/m3, B) 1.7 kg/m3, and C) 2.2 kg/m3.
Conclusion
This study discovers that the sound absorption of 3D fabric/foam composites depends on the foaming density. The stereomicroscopic observation shows that foaming density interferes with the
foaming behavior, and a density of 2.2kg/m3 results in compact foams. The results of bursting
strength test show that the composites bear a greater maximum load stress when made with a higher foaming density. However, the range of load the foaming material can bear is limited. The results of rebound resistance show that an optimal rebound resistance (31 %) occurs as a result of a density of 1.7 kg/m3, but the rebound resistance decreases to 11 % when the density increases to 2.2 kg/m3. Finally, the results of sound absorption coefficient test show that sound absorption coefficient of the 3D fabric/foam composites decreases when the foaming density increases.
Acknowledgement
The authors would especially like to thank National Science Council of the Taiwan, for financially supporting this research under Contract NSC 102-2622-E-035-013-cc3.
References
[1] C.H. Zhanga, J. Li, Z. Hua, F.G. Zhua and Y.D. Huanga: Mater. Design. Vol. 41 (2012), p. 319..
[2] V.R. da Silvaa, M.A. Mosiewicki, M.I. Yoshidaa, M.C. da Silva, P.M. Stefani and N.E. Marcovich: Polym. Test. Vol 32 (2013), p. 438.
[3] H. Benkreiran, A. Khan and K.V. Horoshenkov: Chem. Eng. Sci. Vol. 66 (2011), p. 4157. [4] S.H. Yooa, S.H. Changa and M.P.F. Sutcliffe: Compos. Part A-Appl. S. Vol. 41 (2010), p.
427.

![TraditionalMLCalgorithmsmainlytacklethebatchMLCproblem,wheretheinputdataarepresentedinabatch[24,28].Nevertheless,inmanyMLCapplicationssuchase-mailcategorization[22],multi-labelexamplesarriveasastream.Onlineanalysisistherefore dimensionreducermotivatedbyma](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)