Characterization and properties of new silicone-containing epoxy resin
W.J. Wang
a,b, L.H. Perng
c,*, G.H. Hsiue
a, F.C. Chang
b aDepartment of Chemical Engineering, National Tsing Hua University, 101, Section 2 Kuang Fu Road, Hsinchu 300, Taiwan
b
Department of Applied Chemistry, National Chiao Tung University, 1001 Ta Hsueh Road, Hsinchu 300, Taiwan
c
Department of Chemical Engineering, Ta Hua Institute of Technology, Chung-lin, Hsinchu 307, Taiwan Received 8 June 1999; received in revised form 1 October 1999; accepted 27 October 1999
Abstract
A new epoxy monomer, triglycidyloxy phenyl silane (TGPS) has been synthesized. By curing of TGPS, Epon 828 and DER 732, with 4,4-diaminodiphenyl methane (DDM), the curing rate and conversion efficiency of these epoxy resins are in the order of TGPS. Epon 828 . DER 732: In the mixed epoxy system of TGPS/Epon 828/DDM, homogenous products are obtained from all proportions. In addition, the glass transition temperature of the blend decreases with increasing amount of TGPS from 140 to 1008C. By using TGA in a N2environment,
the onset decomposition temperature of silicone-containing epoxy resin system of TGPS is 808C lower than that of Epon 828, and the decomposition of TGPS is a two-stage process with maxima weight loss rates at 330 and 4308C, respectively. The first stage involves the breaking of the silicone-containing group in TGPS and the second-stage is carbonization. In the second stage of carbonization, the temperature for maximum weight loss rate is 158C higher than that of the Epon 828 in the first stage. This result indicates that the silicone-containing group is in favor of the carbonization mechanism and the solid char yield at 8008C for TGPS is 40 wt%. Based on EDX analysis on the surface elements, the presence of Si and C is indicative of the above observation. In addition, the result by using TGA in an air environment shows that the silicon-containing carbon residue is superior in preventing oxidative burning. The high limiting oxygen index (LOI) of TGPS at 35 is considered as an excellent flame retardant in the epoxy system.q 2000 Elsevier Science Ltd. All rights reserved.
Keywords: Triglycidyloxy phenyl silane; Silicone-containing epoxy; Flame retardant
1. Introduction
As one of the most widely used industrial thermo-curing resins, silicone-containing epoxy resin processes thermal resistance, dimensional stability and physical strength to meet the requirements of electronic and information sectors, PCB, aerospace components, and composites [1,2].
Products from the polysiloxane modified epoxy resins give more flexibility, low thermal expansion, and thermal stability [3–13]. However, very few reports have addressed the improvement of flame resistant properties. One approach to achieve flame retardation is to prepare the epoxy resin monomer with flame resistance followed by curing. Another approach is to introduce the flame-resistant functional group to the hardening agent in the epoxy formulation followed by curing. At present, brominated epoxy systems [14–15] and phosphorous-containing epoxides [16–20] are available as flame retardants. Due to environmental problems, the use of non-halogenated flame retardants shall become mainstream
in the future. Among them, the silicone-containing epoxy flame retardants shall be one of the choices.
Traditionally, polysiloxane modified epoxy resins possess thermal stability and flame resistance that have been used in polymer modification [21]. For these polysiloxane modified epoxies [22], the conversion to the stable silicon dioxide in air can form a glassy layer on polymer surfaces to cut off the heat and oxygen transfer and thus improve the flame retardation of the polymers. The absence of toxic gases from the silicone-containing flame retardant is advantageous over these halogen-containing compounds. However, this system contains large amounts of oxygen, leading to phase separation and substantial lower glass transition temperatures [13]. The variation of substituted siloxane groups affects compatibility and glass transition temperatures of the system [23–25]. If the substitution group is a phenyl group, both glass transition tempera-ture and compatibility are better than that of an alkyl group. In this study, phenyltrimethoxy silane has been selected as the raw material for synthesizing the corre-sponding epoxy monomer to form the triglycidyloxy
0032-3861/00/$ - see front matterq 2000 Elsevier Science Ltd. All rights reserved. PII: S 0 0 3 2 - 3 8 6 1 ( 9 9 ) 0 0 7 9 0 - 9
* Corresponding author. Tel.:1889-3-5923551; fax: 1889-3-5927310. E-mail address: [email protected] (L.H. Perng).
phenyl silane (TGPS) monomer [26], which is subsequently used as a flame retardant in the bisphenol A type epoxy resin (DGEBA) in evaluating the flame retardant performance.
This new reactive monomer, TGPS has been character-ized by1H NMR,29Si NMR and FTIR for structure identi-fication. It was also blended in various portions with DGEBA resin (Epon828) and cured by diamine type 4,4-diaminodiphenylmethane (DDM) hardening agent. The thermal stability was assessed by TGA and finally with the limiting oxygen index (LOI) in evaluating its flame retardant properties of the system.
2. Experimental
2.1. Materials
Phenyltrimethoxyl silane (PTMOS), and p-toluene sulfo-nic acid were obtained from Tokyo Chemical Industry Co. of Japan. Chloropropylene oxide, sodium hydroxide, toluene, tetrabutyl titanium, and 4,4diaminodiphenyl-methane were supplied by Aldrich Co. of USA. Epon 828 was obtained from Shell Chemical Co. USA. Der 732 was supplied by the Dow Chemical Co. of USA.
W.J. Wang et al. / Polymer 41 (2000) 6113–6122 6114
Table 1
Reaction conditions of curing epoxy resins Epoxy resin Precure process temperature (8C) Curing time (min) Postcure process temperature (8C) Curing time (min) Epon 828/DDM 115 90 170 180 TGPS/DDM 80 90 140 120
2.2. Synthesis of TGPS monomer 2.2.1. Method A
Hydrolysis of the PTMOS was carried out by placing 0.1 mol PTMOS and 0.3 mol water in a reactor, followed by adding 0.5 g p-toluene sulfonic acid with proper stirring under room temperature for 30 min. Phenyltrihydroxyl sila-nol was obtained by removal of the methasila-nol by distillation under reduced pressure. 0.15 mol of 40% NaOH(aq) was
added dropwisely into a mixture of 0.1 mol of phenyltrihy-droxyl silanol and 0.15 mol of epichlorohydrin at 608C within 3 h. Finally, the TGPS product was separated by alternative extractions by water and toluene.
2.2.2. Method B: transetherification
Transetherification was carried out by adding 0.5 g of tetraisopropyl titanium catalyst into a mixture of 0.3 mol glycidol and 0.1 mol PTMOS with proper agitation. The progress of the transetherification monitored the Si–O– Me content by FTIR until complete disappearance of the Si–O–Me group.
2.3. Blending of epoxy resin
Various composition mixtures of TGPS/Epon 828 were cured by stoichiometric DDM and the curing conditions were monitored by dynamic DSC using a heating rate of 108C/min. The initial exothermic temperature plus 208C was taken as the precure temperature of the blend mixture and the exothermic peak temperature plus 108C was taken as the postcure temperature for the isothermal curing. The cured conditions for base resins are shown in Table 1.
2.4. Instrumental analyses
1. FTIR: The Bio-Red 155 IR spectrophotometer was employed to obtain the FTIR spectrum.
2. NMR: The Bruker MSL-400 NMR spectrometer was used in both 1H NMR and29Si NMR. Unless otherwise specified, the solvent was CDCl3and the internal
stan-dard for1H NMR was tetramethylsilane (TMS) in obtain-ing the spectra with chemical shift in ppm.
3. DSC: The Seiko SSC-5200 was used for DSC analyses under nitrogen atmosphere using a scanning rate of 108C/ min.
4. TGA: Seiko 6000 type TGA was used to obtain weight loss data at a scanning rate of 108C/min under nitrogen and air, respectively.
5. SEM/EDX: A Hitachi S-2300 type SEM-EDX was used to examine the cured epoxy film, to observe the surface morphology and elemental distribution.
6. Oxygen index analyzer: A Stanton Redcraft Rombustion Analyzer was used with a mixture of oxygen and nitrogen for a flow rate of 17 l/min to obtain the percentage concentration of oxygen in supporting combustion of the sample as the LOI. This procedure is modified from the method reported in Ref. [17].
3. Results and discussion
3.1. Synthesis of TGPS monomer
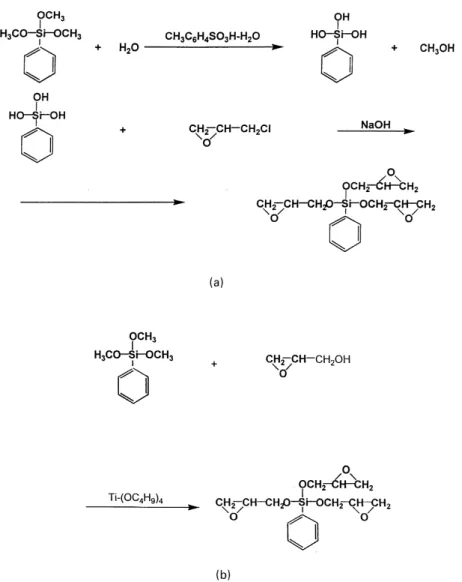
This silicone-containing epoxy monomer TGPS was prepared by condensation (method A) and catalyzed by transetherification (method B) as shown in Fig. 1. The product TGPS from the condensation of PTMOS and epichlorohydrin (Method A, Fig. 1) was monitored and
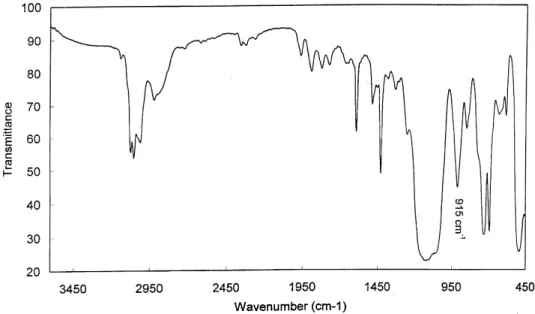
identified by FTIR and NMR, respectively. The IR spectrum in Fig. 2 shows the disappearance of the Si–O–Me peak at 2834 cm21, an indication of complete hydrolysis of the Si– O–Me group of the PTMOS, and the appearance of the Si– O–CH2 peak at 1085 cm21. The other absorption peak at
910 cm21, corresponds to the epoxy ring that confirms the expected structure of TGPS as shown in Fig. 1.
Fig. 3 gives the NMR spectrum of the prepared TGPS with characteristic shifts of hydrogen atd 2:32–3:08 ppm (three H on the epoxy ring), d 3:32–3:61 ppm (–Si–O– CH2), and d 7:02–7:41 ppm (H on benzene ring). All
these characteristic NMR bands indeed match the expected
TGPS structure. The integrated value of these peaks also matches well to the number of hydrogen atoms in the TGPS structure as listed in Table 2. Further structural confirmation was made by means of the 29Si NMR spec-trum. Fig. 4 gives only the single absorption band with the chemical shift for silane structure, indicating the correctness of the TGPS structure and high purity.
Method A two-step synthesis of the TGPS as shown is Fig. 1(a) is relatively simple but the yield is only about 50% due to self-condensation of the hydrolyzed silane.
Method B catalyzed by transetherification as shown in Fig. 1(b) used tetrabutyl titanium as the catalyst. The IR
W.J. Wang et al. / Polymer 41 (2000) 6113–6122 6116
Fig. 3.1H NMR spectrum of TGPS prepared by method A.
Table 2
Area integration ratios (calculated values as the area of (C12, C13, C14) is 3) of the H-band in the NMR spectra of TGPS
O O O 1 2 3 4 5 6 7 8 9 O O O Si 10 11 12 13 14 Assignmenta C1, C4, C7 C2, C5,C8 C3, C6, C9 C10, C11 C12, C13, C14 Method A 6.10 3.05 5.99 2.04 3 Method B 5.98 3.07 6.01 2.01 3
spectrum and1H NMR of the TGPS product obtained from method B are similar to that prepared from method A (Figs. 2 and 3) but the yield by method B is higher at 85%.
3.2. Curing with diamine
Fig. 5 shows DSC exotherms of TGPS, Epon 828 and DER 736 cured by stoichiometric DDM under nitrogen atmosphere. TGPS system has the lowest onset (558C) and peak maximum (1208C) temperatures but has the high
exothermic heat DH 166 kcal=mol: The mechanism of curing epoxy with diamine involves the electrophilic attack on the epoxy group for the ring opened by nucleophilic SN
reaction [27]
The Si–O bond in TGPS is partially ionic with the double bond nature of the pp–dp interaction [28] which shows a strong electron pulling effect to decrease the electron density of the epoxy group and increase the reactivity for the epoxy ring opened. By introducing the Si–O group, the epoxy group in TGPS has the lower electron density and
Fig. 4.29Si NMR spectrum of TGPS.
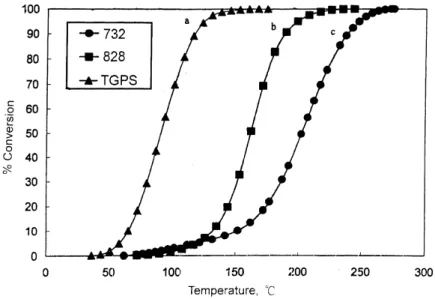
higher reactivity. Fig. 6 shows the plot of the epoxy conver-sion versus temperature which again clearly shows the highest conversion rate of TGPS relative to Epon 828 and DER 736.
3.3. Compatibility of TGPS with commercial epoxy resins
Fig. 7 gives DSC curves of various cured TGPS/Epon 828/DDM mixtures. The TGPS/DDM gives the lowest Tg
due to the large free volume caused by Si–C6H5and Si–O
groups in TGPS. The Tgof Epon 828/DDM is 1408C. The
rest of the mixed epoxy systems all exhibit single Tg
between Tgs of TGPS and Epon 828. This single Tg
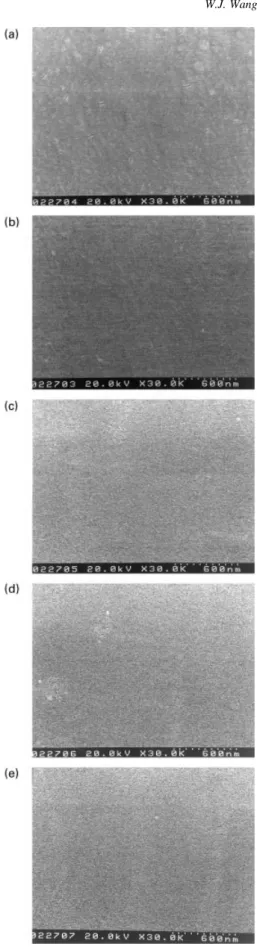
phenom-enon indicates a homogeneous morphology of these mixed epoxy systems. Fig. 8 shows the SEM micrographs of these blends after curing. The result shows that no phase separation can be detected. Fig. 9 shows the corresponding
Si-mapping micrographs by SEM-EDX analyses. The sili-con element (small white spots) is evenly distributed and its density increases with the increase of the TGPS content in the mixed epoxy blends. This result again suggests that these TGPS/Epon828/DDM mixtures are totally miscible without phase separation.
3.4. Thermal and flame retardation properties
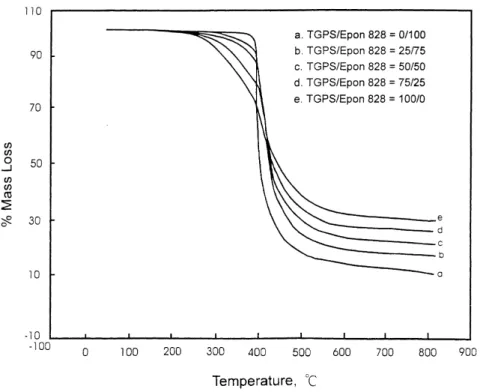
The thermogravimetric curves up to 8008C of the cured TGPS, TGPS/Epon 828, and Epon 828 products under nitro-gen atmosphere are shown in Fig. 10. The onset decomposi-tion temperature, T5%, of the TGPS/DDM occurs around
2828C. Two maxima weight loss rates occur at 330 and 4308C, an indication of a two-stage decomposition of the TGPS/DDM. The Epon 828/DDM is an one-stage
W.J. Wang et al. / Polymer 41 (2000) 6113–6122 6118
Fig. 6. Plot of conversion versus temperature by DDM curing of epoxy resins: (a) TGPS; (b) Epon 828; (c) DER 732.
decomposition process with the T5%about 808C higher than
that of the TGPS/DDM. The thermal stability of the TGPS appears to be lower than that of Epon 828 because the first stage decomposition of the TGPS occurs at a much lower temperature. The Si–O group of the TGPS is able to absorb more thermal energy and its vibration can dissipate the thermal decomposition energy [29]. The decomposition leads to the formation of the silicone-containing group which will participate in the crosslinked carbonization in
Fig. 8. The SEM micrographs of the product prepared by reaction of TGPS/ Epon828 cured by DDM after curing in N2: (a) TGPS=Epon828 0=100; (b) TGPS=Epon828 25=75; (c) TGPS=Epon828 50=50; (d) TGPS=Epon828 75=25; (e) TGPS=Epon828 100=0:
Fig. 9. The Si-Mapping micrographs of the product prepared by the reaction of TGPS/Epon828 cured by DDM after curing in N2: (a) TGPS=Epon828 25=75; (b) TGPS=Epon828 50=50; (c) TGPS=Epon828 75=25; (d) TGPS=Epon828 100=0:
the second stage decompsition, and effectively retard the flame formation at higher temperature. The temperature of the maximum weight loss rate of TGPS is about 158C higher than that of Epon 828. With the presence of the silicone-containing TGPS, it can convert the usual organic decom-position to partially inorganic decomdecom-position by forming the
carbon–silicon residue to act as thermal insulation [30–32] and to prevent gas evolution, and achieve ultimate improve-ment on flame retardation of this silicone-containing epoxy system.
The thermogravimetric curves in air atmosphere to 8008C of these cured TGPS/Epon 828/DDM mixtures are shown in
W.J. Wang et al. / Polymer 41 (2000) 6113–6122 6120
Fig. 10. TG weight loss curves of the cured TGPS/Epon 828/DDM mixtures in N2at a heating rate of 108C/min to 8008C.
Table 3
Thermal properties and limiting oxygen indices of finally cured products
TGPS/ Epon828 Tg(8C) T5%(8C)a Tmax1(8C)b Tmax2(8C)b Tmax3(8C)b Char (wt%) LOI
Air N2 Air N2 Air N2 Air N2 Air N2
100/0 100 263 282 320 330 425 430 622 – 12 40 35 75/25 110 285 286 340 345 426 430 611 – 9 35 32 50/50 120 328 330 370 378 426 430 596 – 5 27 29 25/75 135 343 348 380 386 420 425 590 – 3 23 26 0/100 140 362 362 410 415 567 – – – 0 14 22 a
T5%represents the onset decomposition temperature of 5% weight loss for the cured TGPS/Epon828 system. b
Tmaxnrepresents the temperature of maximum weight loss rate in the n-stage decomposition for the cured TGPS/Epon828 system.
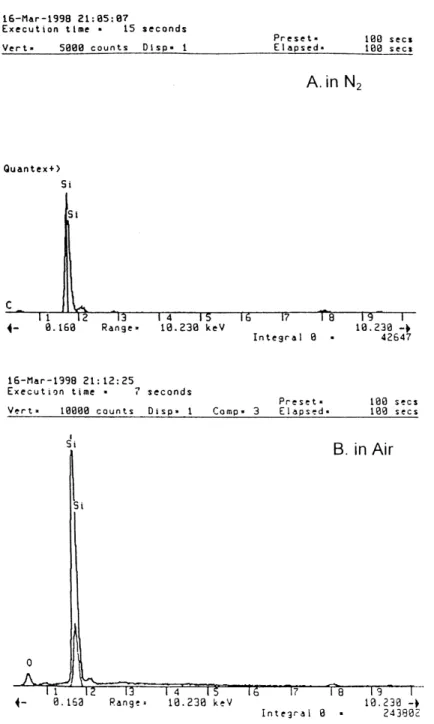
Fig. 12. EDX elemental distribution analysis on solid residue surface of the cured TGPS/Epon 828/DDM mixtures after curing in: (A) N2; and (B) air at a heating rate of 108C/min to 8008C.
Fig. 11. Decomposition of the TGPS/DDM in air atmo-sphere involves a three-stage process, while that of the Epon 828/DDM is a two-stage process. The T5%of TGPS/
DDM is 998C lower than that of Epon 828/DDM. This result indicates that the Si–O group of TGPS can be oxidized more easily at a lower temperature relative to that of Epon 828. For the first stage decomposition of the TGPS in air atmosphere, the maximum weight loss rate occurs at a temperature of about 108C lower than that in nitrogen atmo-sphere. Therefore, the decomposition of TGPS starts at a lower temperature as the result of oxidation in breaking off the silicone-containing group. The carbonization mechan-ism dominates the second stage of TGPS and the first stage of Epon 828, the former being about 158C higher than the latter. For decomposition at even higher temperatures corre-sponding to the third stage for TGPS and the second stage for Epon 828, the temperature of maximum weight loss rate for TGPS is about 558C higher than that for Epon 828. The introduction of this silicone-containing group into the epoxy structure is able to cause the crosslinked carbonization and results in higher oxidation temperature, and thus raises flame retardation significantly.
Thermodynamic data of decomposition of various TGPS/ Epon 828/DDM mixtures in nitrogen and in air, and the corresponding LOI data are listed in Table 3. For decom-position either in air or nitrogen atmosphere the onset decomposition temperature and the temperature of maxi-mum weight loss rate in the first stage, increases with decreasing amount of TGPS. In the second stage decompo-sition, the temperature of maximum weight loss rate increases with increasing amount of TGPS due to the solid carbonization mechanism of the system. The solid char yield in nitrogen at 8008C is 40%, which is significantly higher than that of Epon 828 at 13%. The solid char yield in air at 8008C for TGPS is 12% which is also higher than that of Epon 828 at 0%. The observed higher char yield from the TGPS indicates that the carbonization mechanism indeed plays an important role in flame retardation. Element analy-sis on surfaces of the solid residue from the decomposition of cured TGPS/Epon 828/DDM mixtures in nitrogen by EDX mainly shows the silicon with minor carbon content as shown in Fig. 12A. While in air, silicon is again the major content with minor oxygen content as shown in Fig. 12B. The LOI value of the TGPS is 35, which is substantially higher than that of the Epon 828 at 22. The LOI of TGPS/ Epon 828 mixtures increases with increasing amount of TGPS as shown in Table 3.
4. Conclusions
A new silicone-containing trifunctional epoxy monomer, TGPS, has been synthesized by two different routes,
condensation and transetherification. Unlike most silicone-containing compounds, this TGPS is compatible with the conventional epoxy monomer (DGEBA) in all proportions. The results from the glass transition temperature and elemental analyses show homogeneous distribution in the TGPS/Epon828/DDM blending process to increase the flame retardation effect. The solid char yield in nitrogen at 8008C for TGPS is 40% that is significantly higher than that of the conventional epoxy (Epon 828) at 12%. The solid char yield in air at 8008C for TGPS is also substantially higher than that of the conventional epoxy. The LOI value of 35 for TGPS can be advantageous in its use as a reactive flame retardant.
References
[1] Shim JS, Lee W, Jang J. Polym Bull 1991;25:661. [2] Wang JY, Ploehn HJ. J Appl Polym Sci 1996;59:345.
[3] Yorkgitis EM, Eiss Jr NS, Tran C, Wilkes GL, McGrath JE. Adv Polym Sci 1985;72:79.
[4] Shin SM, Byun DJ, Min BG, Kim YC, Shin DK. Polym Bull 1995;35:641.
[5] Shin DG, Shin SM, Kim YC, Sun H, Myung H. CA 117. 132104f. [6] Thomas DG, Alphosnse GC. European Patent 0475611A2. [7] Zheng S, Wang H, Dai Q, Kuo X, Ma D, Wang K. Macromol Chem
Phys 1995;196:296.
[8] Crivello JV, Narayan R. Macromolecules 1996;29:433.
[9] Crivello JV, Lee J. J Polym Sci, Part A: Polym Chem 1990;28:479. [10] Crivello JV, Bi D. J Polym Sci, Part A: Polym Chem 1993;31:3121. [11] Crivello JV. Polym Engng Sci 1992;32:1463.
[12] Matsukawa K, Hasegawa K, Inoue H, Fukuda A, Arita Y. J Polym Sci, Part A: Polym Chem 1992;30:284.
[13] Lin ST, Huang SK. J Polym Res 1994;1:151.
[14] Nara S, Matsuyama K. J Macromol Sci Chem 1971;A5:1205. [15] Liu YL, Hsiue GH, Chiu YS, Jeng RJ, Ma C. J Appl Polym Sci
1996;59:1619.
[16] Wang CS, Mendoza A. Polym Bull 1991;25:279.
[17] Liu YL, Hsiue GH, Lan CW, Kuo JK, Jeng RJ, Chiu YS. J Appl Polym Sci 1997;63:875.
[18] Liu YL, Hsiue GH, Lee RF, Chiu YS. J Appl Polym Sci 1997;63:895. [19] Chin WC, Shau MD, Tsai WC. J Polym Sci, Polym Chem
1995;33:373.
[20] Wang TS, Yeh JF, Shau MD. J Appl Polym Sci 1996;59:215. [21] Smith SD, McGrath TE. J Polym Sci, Part A: Polym Chem
1994;32:1747.
[22] Kambour RP, Klipfer HJ, Smith SA. J Appl Polym Sci 1981;26:847. [23] Grassie N, MacFarlane IG, Francey KF. Eur Polym J 1979;15:415. [24] Grassie N, Francey KF. Polym Degradation Stability 1980;2:53. [25] Grassie N, Francey KF, MacFarlane IG. Polym Degradation Stability
1980;2:67.
[26] Hsiue GH, Wang WJ, Chang FC. J Appl Polym Sci 1999;73:1231. [27] Lee H, Noville K. Handbook of epoxy resins, New York:
McGraw-Hill, 1982.
[28] Jang J, Shin JS. Polym Bull 1993;25:677.
[29] Kanai H, Sullivan V, Auerback A. J Appl Polym Sci 1994;53:527. [30] Kambour RP, Klipfer HJ, Smith SA. J Appl Polym Sci 1981;26:847. [31] Kambour RP. J Appl Polym Sci 1981;26:861.
[32] Kambour RP, Ligon WV, Russell RP. J Polym Sci, Part C: Polym Lett 1978;16:327.
W.J. Wang et al. / Polymer 41 (2000) 6113–6122 6122