Synergy of Bentonite and Starch Enhances the Physical Properties of Handsheets from Recycled Pulp
Yuan-Shing Perng,
1,4)Eugene I-Chen Wang,
2)Ching-Lung Yeh,
3)Jiann-Gwo Shyu
2)【 Summary】
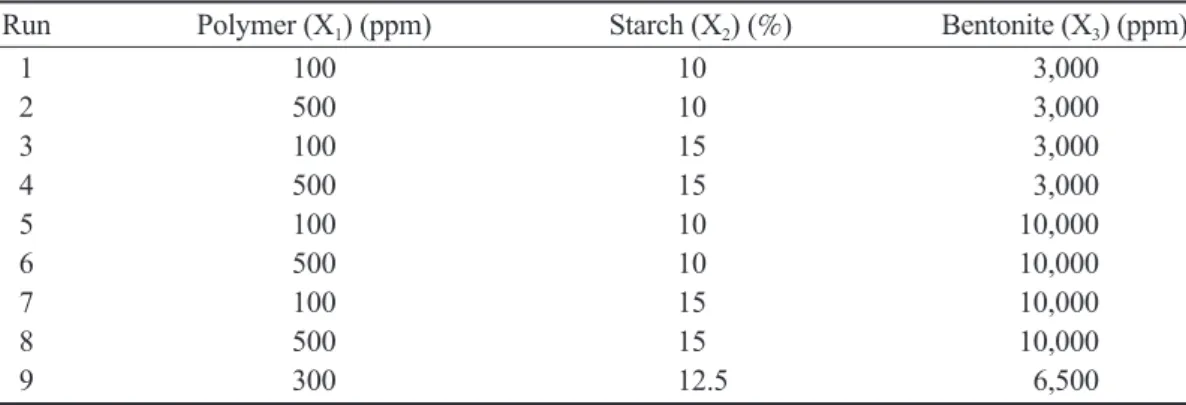
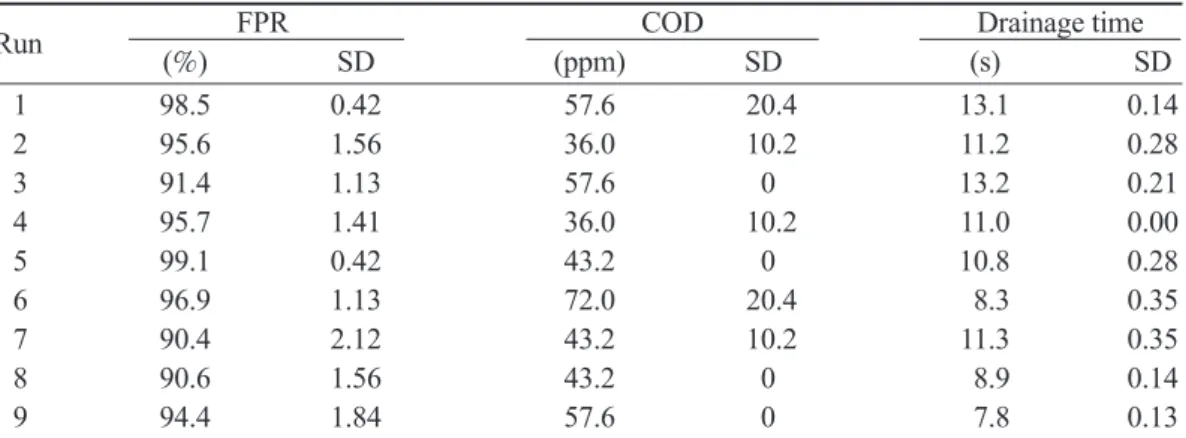
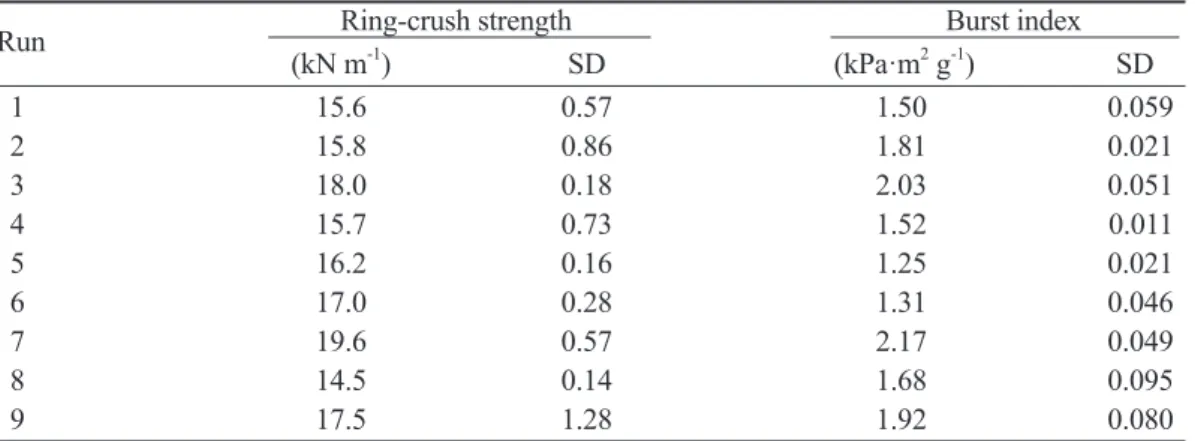
In this study, we investigated the feasibility of applying bentonite to the papermaking wet end to retain raw starch in paper sheets. The results indicated that an increased starch dosage reduced the first-pass retention (FPR), while a polymer and starch showed an interaction and was helpful for increasing the FPR. However, the interaction of starch and bentonite, and the triple interaction among polymer, starch, and bentonite were detrimental to the FPR. The interaction of a polymer and bentonite hampered the decrease in the white water chemical oxygen demand. The main ef- fect of the polymer and bentonite application was to improve static drainage. On average, the ring- crush strength of the resulting paper increased 31%, with a maximum gain of 53%. With respect to the main effects, increasing starch and bentonite dosages were both helpful for the ring-crush strength; conversely, the polymer tended to decrease the ring-crush strength. As for interactions, all were detrimental to gains in the ring-crush strength. On average, the burst index increased 25%, and the maximum gain was 61%. For the main effects, an increase in the starch dosage enhanced the burst index, while polymer and bentonite combination reduced the burst index. All interactions were found to detract from increasing the burst index.
Key words: starch, bentonite, recycled pulp, ring-crush strength, bursting strength.
Perng YS, Wang IC, Yeh CL, Shyu JG. 2018. Synergy of bentonite and starch enhances the physi- cal properties of handsheets from recycled pulp. Taiwan J For Sci 33(2):89-96.
1)
Department of Forestry, National Chung Hsing University, 145 Xingda Rd., Taichung 40227, Taiwan. 國立中興大學森林學系,40227台中市南區興大路145號。
2)
Division of Wood Cellulose, Taiwan Forestry Research Institute, 53 Nanhai Rd., Taipei 10066, Taiwan. 林業試驗所木材纖維系,10066 台北市南海路53號。
3)
PAD-4, Paper Division, Pt. Indat Kiat Pulp & Paper Tbk., Riau, Indonesia.
4)
Corresponding author, e-mail: ysperng@nchu.edu.tw 通訊作者。
Received September 2017, Accepted December 2017. 2017年9月送審 2017年12月通過。
研究報告
膨皂土及澱粉對於提升回收紙漿物理性質的協同效應