Research paper
In¯uence of wet granulation and lubrication on the powder and tableting
properties of codried product of microcrystalline cellulose
with b-cyclodextrin
Jen-Sen Wu, Hsiu-O Ho, Ming-Thau Sheu*
Graduate Institute of Pharmaceutical Sciences, Taipei Medical College, Taipei, Taiwan, ROC Received 26 April 2000; accepted in revised form 29 September 2000
Abstract
The individual in¯uence of wet granulation and lubrication on the powder and tableting properties of codried product of microcrystalline cellulose (MCC) with b-cyclodextrin (b-CD) was examined in this study. Avicel PH 101 and 301 were included for comparison. The codried product, Avicel PH 101 and 301 were granulated with water, and the granules were milled to retain three different size fractions: 37±60 mm, 60±150 mm, and 150±420 mm. The original Avicels and codried product were lubricated with magnesium stearate in three different percentages (0.2, 0.5, and 1.0%). The results showed that the powder ¯owability and disintegration of codried product and Avicels were signi®cantly improved after wet granulation. However, the compactibility of codried product and Avicels decreased with increasing particle size. Nevertheless, the compactibility of the codried excipient after granulation was still better than the non-granulated Avicel PH 101 and 301. On the other hand, codried product and Avicels were sensitive to lubrication and resulted in decreasing compactibility and increasing disintegration. Because of the rounder shape of particles, the codried excipient was more sensitive to magnesium stearate and produced weaker tablets than did Avicels. q 2001 Elsevier Science B.V. All rights reserved.
Keywords: Microcrystalline cellulose; Wet granulation; Lubrication
1. Introduction
Microcrystalline cellulose (MCC) is a very popular phar-maceutical excipient in direct compression. The compact-ibility of MCC is mostly offered by plastic deformation and mechanical interlocking between particles [1]. However, the irregular shape, which contributes to interlocking bonding, results in poor ¯owability of MCC. In order to increase powder ¯owability and reduce weight variation of tablets, granulation is often recommended when MCC is used in tablet formulations. However, a dramatic decrease in the compactibility of MCC has been reported when MCC is subjected to wet granulation [2]. Meanwhile, the compres-sibility of MCC was also in¯uenced negatively by the slug-ging method reported by Beten et al. [3]. Although the powder ¯owability of MCC can also be improved by the addition of a lubricant like magnesium stearate, the lubri-cant may form a hydrophobic ®lm around the granules lead-ing to a decrease in the crushlead-ing strength of MCC tablets
[4,5]. Therefore, it is desirable to improve this limit of MCC by the involvement of another excipient while retaining all the advantages of MCC.
According to Bavitz and Schwartz [6], the functionality of MCC has been modi®ed by blending with starch, lactose, dicalcium phosphate or codrying with starch, calcium sulfate etc. However, all these modi®cations offer direct compression tableting performance that falls short of that for MCC alone. A previous study reported that a codried product of MCC slurry with b-CD had better compactibil-ity, powder ¯owabilcompactibil-ity, and disintegration properties than did MCC alone [7]. Therefore, it would be interesting to ®nd out whether this codried product is superior when used in various pharmaceutical processes including wet granulation and lubrication.
In this study, the individual effect of wet granulation and lubrication with magnesium stearate on codried sample were evaluated and compared with other commercial products of MCC, Avicel PH 101 and Avicel PH 301.
0939-6411/01/$ - see front matter q 2001 Elsevier Science B.V. All rights reserved. PII: S0939-6411(00)00137-5
www.elsevier.com/locate/ejphabio
* Corresponding author. Graduate Institute of Pharmaceutical Sciences, Taipei Medical College, 250 Wu-Hsing Street, Taipei, Taiwan, ROC. Tel./ fax: 1886-2-2377-1942.
2. Materials and methods 2.1. Materials
Wood pulp, Temalfa 94w,was obtained from Tembec Inc. (Canada). Avicel PH 301w(degree of polymerization (DP) <165) and Avicel PH 101w(DP < 230) were obtained from FMC Corporation (Philadelphia, PA). Ringdex-Bw b-cyclo-dextrin, NF) was supplied by Sanraku Corporation (Japan). Magnesium stearate was obtained from Mallinckrodt Corporation (Raleigh, NC).
2.2. Sample preparation
2.2.1. Preparation of MCC slurry
First, 400 g wood pulp was hydrolyzed in 3 l of 2.5 N HCl solution at 1008C for 60 min. The hydrolyzed product was then washed with distilled water until the pH value of the washing solution was near neutral, and no white precipita-tion appeared with the addiprecipita-tion of 0.1 N AgNO3solution. The hydrolyzed product was next centrifuged to eliminate water. The ®nal product which retained about 50.0 ^ 0.1% w/w of moisture was designated as the MCC slurry. The DP of this MCC slurry was about 230 and was measured according to NF 18.
2.2.2. Preparation of codried product of MCC withb-CD The MCC slurry was blended with 20% w/w b-CD and mixed well by hand in a plastic bag. The mixtures were then transferred to a planetary mixer (KitchenAid Inc., Model K5SS, USA) and granulated with a ®xed amount of water (54.5% w/w) at a speed set at no. 2 until homogeneous. The wet mass was next screened through a standard 30 mesh sieve, and the granules were dried at 60 ^ 18C for 12 h. Dried granules were then milled and screened to retain the fraction between 60 and 150 mm in size. Since water content has been reported to in¯uence both the powder ¯owability and the compactibility of MCC, the water content of all
MCC samples and granules was controlled at around 3± 5%, which is the optimal range for MCC [8].
2.2.3. Granulation and lubrication of Avicels and codried product
The codried product, Avicel PH 101, and Avicel PH 301 were individually granulated with a ®xed amount of water (56.5% w/w) at the same conditions as described in the preparation of codried product. Dried granules were then milled and screened to retain three fractions of different particle size range: (a) 37±60 mm; (b) 60±150 mm; (c) 150±420 mm. The original codried product, Avicel PH 101, and Avicel PH 301 were individually lubricated with three different percentages of magnesium stearate and mixed by hand in a plastic bag for 10 min. The percentages of magnesium stearate for lubricating were 0.2, 0.5, and 1.0%.
2.2.4. Powder physical properties
An ABD ®ne particle characteristics measuring instru-ment (Japan) was used for the determination of the bulk density, tapped density, and repose angle of the powders. Carr's index was calculated as the ratio of the difference between tapped density and bulk density to tapped density. The water content of the powder samples was determined using an Ohaus Moisture Determination Balance (Model MB200, Ohaus Co., USA). Coated with gold, the powder morphology was examined by scanning electron microscopy (SEM) at magni®cations of 500£ with a Hitachi S-2400 apparatus (Japan) using an accelerating voltage of 15 kV. 2.2.5. Tablet compression and physical properties
Tablets (9 mm concave) were compressed using various forces by a Carver laboratory press (Model C, Fred S. Carver Inc., USA). The movement of the press was set at a rising speed of 0.5 cm/s, and a dwelling time of zero was used during compression. A total weight of 250 mg was prepared for each tablet. Friability was evaluated by
drop-Table 1
Powder ¯owability and water content of various MCC products and their three different size fractions: (a) 37±60 mm; (b) 60±150 mm; (c) 150±420 mm; obtained by wet granulationa
Angle of repose (8) Bulk density (g/ml) Tapped density (g/ml) Carr's index (%) Water content (% w/w)
Codried product 39.0 ^ 1.0 0.565 ^ 0.008 0.644 ^ 0.002 12.4 ^ 1.4 5.1 ^ 0.1
Codried product (a) 39.7 ^ 0.6 0.503 ^ 0.006 0.640 ^ 0.001 21.4 ^ 0.9* 5.3 ^ 0.1
Codried product (b) 35.0 ^ 0.5* 0.608 ^ 0.002 0.681 ^ 0.004 10.7 ^ 0.4* 4.9 ^ 0.1 Codried product (c) 36.7 ^ 0.6* 0.707 ^ 0.003 0.732 ^ 0.003 3.4 ^ 0.2* 4.4 ^ 0.1 Avicel 101 44.2 ^ 0.8 0.296 ^ 0.002 0.427 ^ 0.001 30.7 ^ 2.1 3.7 ^ 0.1 Avicel 101 (a) 44.7 ^ 0.7 0.363 ^ 0.015 0.504 ^ 0.010 28.0 ^ 1.8 3.8 ^ 0.0 Avicel 101 (b) 39.5 ^ 0.5* 0.434 ^ 0.006 0.526 ^ 0.003 17.5 ^ 0.8* 3.6 ^ 0.1 Avicel 101 (c) 38.0 ^ 0.0* 0.529 ^ 0.007 0.549 ^ 0.006 3.6 ^ 0.3* 3.5 ^ 0.1 Avicel 301 44.3 ^ 0.6 0.398 ^ 0.002 0.541 ^ 0.003 26.5 ^ 0.7 3.6 ^ 0.0 Avicel 301 (a) 40.2 ^ 0.3* 0.521 ^ 0.004 0.641 ^ 0.007 18.7 ^ 1.2* 4.2 ^ 0.0 Avicel 301 (b) 38.2 ^ 0.6* 0.631 ^ 0.007 0.705 ^ 0.004 10.5 ^ 0.5* 3.8 ^ 0.1 Avicel 301 (c) 38.2 ^ 0.8* 0.743 ^ 0.002 0.793 ^ 0.002 6.4 ^ 0.1* 3.0 ^ 0.1
ping ten tablets 100 times in a Roche friabilator (Model AE-20, Aikho Engineering, Taiwan). Disintegration was exam-ined according to the United States Pharmacopoeia (USP XXIII) with six tablets for a period of 30 min. Crushing strength was determined with a Pharma Test (PTB-311, Germany) and the average of ten tablets was reported. 2.3. Statistical methods
Statistical evaluation of powder ¯owability was performed using one-way ANOVA test, and P , 0:05 was considered to be statistically signi®cant. Otherwise, the statistical evaluation of the crushing strength of tablets was performed using two-way ANOVA test. Differences
between treatments were tested using Newman±Keuls multiple comparison, and P , 0:05 was considered to be statistically signi®cant. The WINKS 4.21 professional edition (TexaSoft Inc.) was used to carry out all statistical tests in this study.
3. Results and discussion
The in¯uence of wet granulation on the powder properties of MCC samples was examined, and the results are listed in Table 1. The powder ¯owability was evaluated by the angle of repose and Carr index, where smaller values of both parameters indicate better ¯owability. The angle of repose
Table 2
Crushing strength (Newton) of tablets produced from various MCC products and their three different size fractions: (a) 37±60 mm; (b) 60±150 mm; (c) 150±420 mm; obtained by wet granulationa
Compression force (metric ton)
0.25 0.50 0.75 1.00
Codried product 282.1 ^ 23.6 $ 300 $ 300 $ 300
Codried product (a) 273.5 ^ 32.8 293.9 ^ 25.2b $ 300b $ 300b
Codried product (b) 228.0 ^ 20.3c 276.3 ^ 31.9b,c $ 300b $ 300b Codried product (c) 186.9 ^ 18.3c 211.2 ^ 28.8b,c 263.4 ^ 12.3b,c 286.6 ^ 14.3b Avicel 101 189.8 ^ 23.1 209.3 ^ 23.1b 258.3 ^ 16.6b 257.6 ^ 26.8b Avicel 101 (a) 202.0 ^ 22.5 229.1 ^ 20.0b,c 269.2 ^ 15.4b 292.3 ^ 26.2b,c Avicel 101 (b) 162.6 ^ 22.5c 183.7 ^ 18.0b,c 233.6 ^ 25.4b,c 255.2 ^ 20.7b Avicel 101 (c) 166.0 ^ 15.2c 164.0 ^ 22.3c 206.1 ^ 17.0b,c 209.2 ^ 25.5b,c Avicel 301 157.2 ^ 20.6 169.0 ^ 17.0 203.4 ^ 17.9 203.6 ^ 13.5 Avicel 301 (a) 151.7 ^ 19.4 191.7 ^ 25.8 205.0 ^ 43.8 234.3 ^ 25.0 Avicel 301 (b) 110.1 ^ 20.1 132.9 ^ 18.8 162.9 ^ 20.4 173.0 ^ 17.4 Avicel 301 (c) 73.9 ^ 16.6 97.1 ^ 11.8 107.5 ^ 12.8 124.4 ^ 16.9
a All values are means ^ SD of ten determinations.
b P , 0:05 vs. 0.25 metric ton of compression force for the individual sample. c P , 0:05 vs. non-granulated MCC products at the same compression force.
Table 3
Disintegration of tablets produced from various MCC products and their three different size fractions: (a) 37±60 mm; (b) 60±150 mm; (c) 150±420 mm; obtained by wet granulationa
Compression force (metric ton)
0.25 0.50 0.75 1.00 Codried product I (2.3 ^ 0.6)b I (4.6 ^ 1.5) I (8.8 ^ 1.3) I (10.9 ^ 1.9) Codried product(a) II II II II Codried product (b) I (2.0 ^ 1.1) I (3.6 ^ 1.7) I (6.4 ^ 2.2) I (9.7 ^ 2.9) Codried product (c) I (1.1 ^ 0.2) I (1.9 ^ 0.4) I (3.6 ^ 1.6) I (7.3 ^ 2.0) Avicel 101 VI VI VI VI
Avicel 101 (a) III IV V II
Avicel 101 (b) II II II II Avicel 101 (c) II I (5.2 ^ 2.7) II II Avicel 301 I (3.3 ^ 2.5) I (8.1 ^ 1.8) I (11.2 ^ 7.6) II Avicel 301 (a) II II II II Avicel 301 (b) I (14.4 ^ 5.6) II II II Avicel 301 (c) I (1.2 ^ 0.3) I (3.4 ^ 1.7) I (3.2 ^ 1.5) I (5.2 ^ 2.2)
a Criteria: (I) Completely disappears within 30 min; (II) disintegrates to more than ®ve pieces at 30 min; (III) disintegrates to equal or less than four pieces at
30 min; (IV) disintegrates to two pieces within 30 min; (V) one or two small pieces separate from tablet within 30 min; (VI) intact tablet within 30 min.
of all MCC samples decreased after wet granulation, and the extent of reduction was proportional to the increase of parti-cle size. In addition, Carr index decreased with increasing particle size for all MCC samples after wet granulation. The one-way ANOVA test of Carr index demonstrated that powder ¯owability of the codried product, Avicel PH 101 and 301 changed signi®cantly after wet granulation (P , 0:001). Among them, the powder ¯owability of Avicel PH 301 after wet granulation did not only increase, but also signi®cantly increased with increasing particle size. For Avicel PH 101, only the two bigger size fractions showed a signi®cant improvement of powder ¯owability. On the contrary, the powder ¯owability of the smallest size fraction of codried product became statistically worse. Therefore, the powder ¯owability of codried product and Avicels could be improved after wet granulation by selecting size fractions of particles bigger than 60 mm.
It is well known that powder ¯owability is size-dependent and can be characterized by the angle of repose and Carr index. As the particle size increased, the total surface area decreased accompanied by a reduction of friction force between particles, thus increasing powder ¯owability. Correspondingly, the packing of particles into a dense struc-ture was easier for those particles with better ¯owability, resulting in a higher bulk density and a smaller increase of tapped density. Since that, the decrease of Carr index for all samples is probably due to the increase in bulk density exceeding the increase in tapped density. Therefore, we concluded that the improvement of powder ¯owability after wet granulation for all samples was mainly due to the change of particle size.
The crushing strengths of tablets produced from original samples of codried product, Avicel PH 101 and Avicel PH 301 and their granules after wet granulation are shown in
Table 4
The powder ¯owability of various MCC products mixed with three different percentages of magnesium stearate: (1) 0.2%; (2) 0.5%; (3) 1.0%a
Angle of repose (8) Bulk density (g/ml) Tapped density (g/ml) Carr's index (%)
Codried product 39.0 ^ 1.0 0.565 ^ 0.008 0.644 ^ 0.002 12.4 ^ 1.4 Codried product (1) 34.7 ^ 0.6b 0.693 ^ 0.002 0.760 ^ 0.002 8.9 ^ 0.1b Codried product (2) 34.7 ^ 0.3b 0.686 ^ 0.002 0.750 ^ 0.002 8.6 ^ 0.3b Codried product (3) 36.0 ^ 1.0b 0.691 ^ 0.000 0.749 ^ 0.001 7.7 ^ 0.1b Avicel 101 44.2 ^ 0.8 0.296 ^ 0.002 0.427 ^ 0.001 30.7 ^ 2.1 Avicel 101 (1) 45.3 ^ 0.3 0.366 ^ 0.002 0.478 ^ 0.001 23.4 ^ 0.6b Avicel 101 (2) 44.2 ^ 1.0 0.378 ^ 0.004 0.482 ^ 0.002 21.5 ^ 1.1b Avicel 101 (3) 45.7 ^ 0.6 0.386 ^ 0.008 0.484 ^ 0.001 20.2 ^ 1.4b Avicel 301 44.3 ^ 0.6 0.398 ^ 0.002 0.541 ^ 0.003 26.5 ^ 0.7 Avicel 301 (1) 47.5 ^ 0.5b 0.532 ^ 0.011 0.640 ^ 0.007 16.9 ^ 2.5b Avicel 301 (2) 43.8 ^ 0.3 0.567 ^ 0.001 0.655 ^ 0.004 13.5 ^ 0.6b Avicel 301 (3) 43.7 ^ 0.8 0.553 ^ 0.004 0.648 ^ 0.002 14.6 ^ 0.8b
a All values are means ^ SD of three determinations.
bP , 0:05 vs non-lubricated MCC products.
Table 5
Crushing strength (Newton) of tablets produced from various MCC products and their lubricated powders with three different percentages of magnesium stearate: (1) 0.2%; (2) 0.5%; (3) 1.0%a
Compression force (metric ton)
0.25 0.50 0.75 1.00 2.00 4.00 Codried product 282.1 ^ 23.6 $ 300 $ 300 $ 300 ± ± Codried product (1) ND 13.8 ^ 1.4b ± 17.7 ^ 3.7b,c 21.7 ^ 3.3b,c 24.2 ^ 3.7b,c Codried product (2) ND 0b ± 0b 14.3 ^ 1.4b,c 14.0 ^ 1.7b,c Codried product (3) ND 0b ± 0b 0b 0b Avicel 101 189.8 ^ 23.1 209.3 ^ 23.1c 258.3 ^ 16.6c 257.6 ^ 26.8c ± ± Avicel 101 (1) 155.4 ^ 14.4b 170.4 ^ 5.lb,c 202.3 ^ 6.1b,c 211.2 ^ 7.0b,c ± ± Avicel 101 (2) 107.0 ^ 5.4b 113.7 ^ 3.8b 130.0 ^ 7.5b,c 134.9 ^ 3.7b,c ± ± Avicel 101 (3) 75.4 ^ 3.6b 80.7 ^ 4.0b 88.5 ^ 3.7b 97.6 ^ 5.6b,c ± ± Avicel 301 157.2 ^ 20.6 169.0 ^ 17.0c 203.4 ^ 17.9c 203.6 ^ 13.5c ± ± Avicel 301 (1) 78.9 ^ 7.5b 92.0 ^ 4.5b,c 100.3 ^ 3.9b,c 105.1 ^ 6.2b,c ± ± Avicel 301 (2) 40.6 ^ 2.1b 43.3 ^ 2.7b 48.9 ^ 3.9b 51.8 ^ 2.9b,c ± ± Avicel 301 (3) 37.9 ^ 2.0b 42.7 ^ 2.6b 47.2 ^ 34b 49.0 ^ 2.5b,c ± ±
a All values are means ^ SD of ten determinations. ND, no available tablets for determination. bP , 0:05 vs. non-granulated MCC products at the same compression force.
Table 2. According to the results of two-way ANOVA test, both decreasing particle size of granules and increasing compression force signi®cantly increased the crushing strength of tablets (P , 0:001) for codried product and Avicels. Compared to Avicels, the original codried sample produced the hardest tablets at each compression force, and tablet strength was relatively strong for the codried sample after wet granulation. The friability being close to 0% for all tablets produced from codried product and Avicels with or without granulation (data not shown) is also a re¯ection of excellent compactibility.
Since the primary compression mechanism of MCC is plastic deformation, bigger granules provide less bonding surface area and result in weaker tablets [1,9]. Moreover, the compressibility (yield pressure) of a given material deformed plastically does not change by varying particle size fractions [10]. It means that the deformation mechan-ism of MCC is independent on particle size. The reduction of tablet strength merely comes from the lowering of bond-ing surface area. As discussed in a previous paper, b-CD might play an important role as a binder in tablet strength [7]. It illustrated that the codried sample made with MCC slurry and b-CD had better compactibility. Therefore, the crushing strength of tablets produced from the biggest parti-cle size fraction (c) of codried sample after granulation was comparable to that from original Avicel PH 101 and was stronger than that from original Avicel PH 301, even that the decrease of tablet strength with increasing particle size was also observed for the codried sample after wet granulation. As shown in Table 3, the higher the compression force, the lower the tendency for tablets to disintegrate no matter which type of MCC was used. The disintegration of tablets produced with the codried sample was rapid and was improved after wet granulation by selecting the biggest particle size fraction (c). However, the disintegration of tablets produced with the smallest particle size fraction (a) was worse than the non-granulated codried sample as well as other fractions. On the other hand, the disintegration of tablets produced directly from Avicel PH 101 was very poor. Nevertheless, the disintegration of PH 101 was improved after wet granulation for all three size fractions, and the extent of improvement increased signi®cantly with increasing particle size. The disintegration of tablets produced directly from PH 301 was fairly rapid. It did not change signi®cantly after wet granulation except for the biggest particle size fraction (c).
For a plastically deformed material of MCC, new surface area generated during tableting is limited. Therefore, the total surface area of MCC powder is a determinant factor for crushing strength, and in turn for disintegration of the tablet. The selection of a bigger particle size fraction for tableting provides less bonding surface area. Therefore, the crushing strength of tablets decreased with an increase in the particle size of granulated Avicel PH 101, the same as with the disintegration time of tablets. On the other hand, the crushing strength of tablets produced from PH 301 was
lower than that of tablets from PH 101 making them disin-tegrate more rapidly. According to preliminary studies of a codried product of MCC slurry with b-CD, the water-solu-bility property of b-CD combined with the swelling
prop-Fig. 1. SEM photographs of granules of individual and codried MCC samples. (A) Avicel PH 101; (B) Avicel PH 301; (C) codried product.
erty of MCC made this codried product disintegrate rapidly [7]. Fraction (a), which presented the worst case of disinte-gration among the granulated codried samples, was an exception and this might be attributed to its smallest particle size. Generally, as the particle size was reduced to the range of fraction (a), the resulting tablets possessed lower poros-ity. The surface structure of tablets might become so compact that water penetration into tablets for inducing disintegration was hindered.
This study on the wet granulation of MCC con®rms results previously reported by other groups [2,3]. The wet granulation of MCC signi®cantly increased the powder ¯owability and improved the disintegration of the produced tablets but also decreased the compactibility of MCC with the selection of the bigger particle size fractions. However, the codried excipient after wet granulation still had better
compactibility than did the non-granulated Avicel PH 101 and 301, and the powder ¯owability was signi®cantly improved when the particle size of granules exceeded 60 mm. Therefore, the codried excipient seemed to be a better choice in wet granulation than did the Avicels.
Table 4 shows the ¯owability of codried product, Avicels, and their lubricated powders. According to the one-way ANOVA test, the addition of magnesium stearate signi®-cantly improved powder ¯owability of codried product and Avicels as indicated by a lower Carr index value (P , 0:001). However, the angles of repose of Avicel 101 and 301 were not in¯uenced. On the contrary, the angle of repose of the codried sample was signi®cantly reduced (P , 0:001) after lubrication. As shown in Fig. 1, the codried sample displayed more regular particles compared to the irregular shape of Avicels. This may be the reason why the codried excipient was coated more completely by an equal amount of magnesium stearate resulting in a signif-icant reduction in the angle of repose.
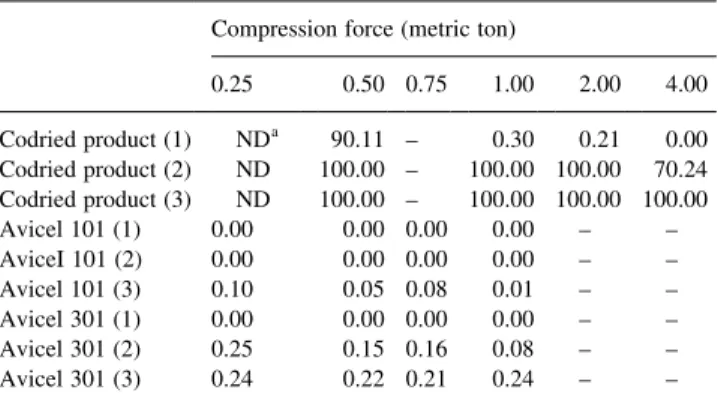
The crushing strength of tablets decreased when codried product and Avicels were lubricated with magnesium stea-rate (Table 5). The reduction of compactibility due to the lubrication of magnesium stearate was especially serious for the codried excipient. Hence, the compression force of 0.25 metric ton was not suf®cient enough to produce the tablets for the lubricated codried products. As the percentage of magnesium stearate increased to 1%, all the produced tablets had crushing strengths below the limit of measure-ment even at 4 metric tons of compression force. Accom-panying the decrease of crushing strength, the friability of tablets increased correspondingly when the Avicels were lubricated. Further, as shown in Table 6, the codried exci-pient was very sensitive to magnesium stearate and resulted in 100% friability when the addition of magnesium stearate exceeded 0.5%.
Table 6
Friability (%) of tablets produced from various MCC products lubricated with three different percentages of magnesium stearate: (1) 0.2%; (2) 0.5%; (3) 1.0%
Compression force (metric ton)
0.25 0.50 0.75 1.00 2.00 4.00 Codried product (1) NDa 90.11 ± 0.30 0.21 0.00 Codried product (2) ND 100.00 ± 100.00 100.00 70.24 Codried product (3) ND 100.00 ± 100.00 100.00 100.00 Avicel 101 (1) 0.00 0.00 0.00 0.00 ± ± AviceI 101 (2) 0.00 0.00 0.00 0.00 ± ± Avicel 101 (3) 0.10 0.05 0.08 0.01 ± ± Avicel 301 (1) 0.00 0.00 0.00 0.00 ± ± Avicel 301 (2) 0.25 0.15 0.16 0.08 ± ± Avicel 301 (3) 0.24 0.22 0.21 0.24 ± ±
a ND, no available tablets for determination.
Table 7
Disintegration of tablets produced from various MCC products and their lubricated powders with three different percentages of magnesium stearate: (1) 0.2%; (2) 0.5%; (3) 1.0%a
Compression force (metric ton)
0.25 0.50 0.75 1.00 2.00 4.00 Codried product I (2.3 ^ 0.6)b I (4.6 ^ 1.5) I (8.8 ^ 1.3) I (10.9 ^ 1.9) ± ± Codried product (1) ND I (0.6 ^ 0.0) ± I (1.4 ^ 0.0) I (1.1 ^ 0.0) 1 (1.1 ^ 0.0) Codried product (2) ND I (0.8 ^ 0.0) ± I (0.9 ^ 0.0) I (1.0 ^ 0.0) 1 (1.1 ^ 0.0) Codried product (3) ND I (2.3 ^ 0.0) ± I (2.6 ^ 0.0) I (2.7 ^ 0.0) I (3.0 ^ 0.0) Avicel 101 VI VI VI VI ± ± Avicel 101 (1) IV IV IV VI ± ± Avicel 101 (2) II II IV IV ± ±
Avicel 101 (3) II II III III ± ±
Avicel 301 I (3.3 ^ 2.5) I (8.1 ^ 1.8) I (11.2 ^ 7.6) II ± ±
Avicel 301 (1) I (0.6 ^ 0.2) I (0.5 ^ 0.3) I (1.2 ^ 0.6) I (1.6 ^ 0.6) ± ±
Avicel 301 (2) I (0.1 ^ 0.0) I (0.3 ^ 0.0) I (0.4 ^ 0.0) I (0.5 ^ 0.0) ± ±
Avicel 301 (3) I (0.3 ^ 0.0) I (0.5 ^ 0.0) I (0.6 ^ 0.0) I (0.9 ^ 0.0) ± ±
a Criteria: (I) Completely disappears within 30 min; (II) disintegrates to more than ®ve pieces at 30 min; (III) disintegrates to equal or less than four pieces at
30 min; (IV) disintegrates to two pieces within 30 min; (V) one or two small pieces separate from tablet within 30 min; (VI) intact tablet within 30 min.
The dramatic decline in crushing strength of tablets produced from codried samples after lubrication was also attributed to particle morphology. Generally speaking, the irregular particle shape of MCC plays an important role in the mechanical interlocking between particles during tablet-ing. Furthermore, the irregular particle shape also means a large particle surface which is important for interparticular bonding. The more regular particles of codried excipient, however, cannot provide such ef®cient bonding mechan-isms. Instead, the bonding between the surfaces of particles of codried product might be attributed to the adhesion provided by b-CD as discussed in a previous report [7]. We expected the formation of a hydrophobic ®lm on the surface of particles by magnesium stearate during lubrica-tion to be easier for rounded particles of the codried sample than the irregularly shaped ones of Avicels. Therefore, the hindrance of bonding by the formation of a hydrophobic ®lm after lubrication resulted in reduced crushing strength and increased friability of tablets to a greater extent in codried excipient than in Avicels.
The disintegration of tablets (Table 7) also re¯ected the change of crushing strength of tablets. The lower crushing strength made tablets disintegrate more rapidly. The disin-tegration of tablets for all Avicels and codried excipient increased after lubrication with magnesium stearate as well. Since the bonding between particles of MCC was signi®cantly hindered by the hydrophobic ®lm, the decrease of tablet strength led to the promotion of the disintegration of tablets.
In conclusion, wet granulation signi®cantly increased powder ¯owability and disintegration of the codried excipi-ent. In addition, the compactibility of the codried excipient after granulation was still better than the non-granulated Avicel PH 101 and 301. Therefore, the codried excipient seemed to be a better excipient of choice in wet granulation.
On the other hand, the lubrication method by addition of magnesium stearate also improved powder ¯owability of the codried excipient. However, due to the rounder shape of particles, the codried excipient was more sensitive to magnesium stearate and produced weaker tablets than did Avicels.
References
[1] C. NystroÈm, G. Alderborn, M. Duberg, P.G. Karehill, Bonding surface area and bonding mechanism-two important factors for the understanding of powder compactability, Drug Dev. Ind. Pharm. 19 (1993) 2143±2196.
[2] J.N. Staniforth, A.R. Baichwal, J.P. Hart, P.W.S. Heng, Effect of addition of water on the rheological and mechanical properties of microcrystalline celluloses, Int. J. Pharm. 41 (1988) 231±236. [3] D.B. Beten, N. YuÈksel, T. Baykara, The changes in the mechanic
properties of a direct tableting agent microcrystalline cellulose by precompression, Drug Dev. Ind. Pharm. 20 (1994) 2323±2331. [4] F. Podczeck, Y. Miah, The in¯uence of particle size and shape on the
angle of internal friction and the ¯ow factor of unlubricated and lubricated powders, Int. J. Pharm. 144 (1996) 187±194.
[5] E. Doelker, Comparative compaction properties of various microcrys-talline cellulose types and generic products, Drug Dev. Ind. Pharm. 19 (1993) 2399±2471.
[6] J.F. Bavitz, J.B. Schwartz, Direct compression vehicles. Evaluation of some common diluents, Drug Cosmet. Ind. 114 (1974) 44. [7] T. Tsai, J.S. Wu, H.O. Ho, M.T. Sheu, Modi®cation of physical
char-acteristics of microcrystalline cellulose by codrying with b-cyclodex-trins, J. Pharm. Sci. 87 (1998) 117±122.
[8] G.E. Amidon, M.E. Houghton, The effect of moisture on the mechan-ical and powder ¯ow properties of microcrystalline cellulose, Pharm. Res. 12 (1995) 923±929.
[9] C. NystroÈm, P.G. Karehill, Studies on direct compression of tablets XVI. the use of surface area measurements for the evaluation of bonding surface area in compressed powders, Powder Technol. 47 (1986) 201±209.
[10] M. Celik, Overview of compaction data analysis techniques, Drug Dev. Ind. Pharm. 18 (1992) 767±810.