行政院國家科學委員會專題研究計畫 成果報告
連續沖模之自動化沖程規劃與板料佈置(第 2 年) 研究成果報告(完整版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 95-2221-E-011-163-MY2
執 行 期 間 : 96 年 08 月 01 日至 97 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 林清安
計畫參與人員: 碩士班研究生-兼任助理人員:林志鴻 碩士班研究生-兼任助理人員:蔡瓊緯 博士班研究生-兼任助理人員:施啟田 博士班研究生-兼任助理人員:宋祥瑀
報 告 附 件 : 出席國際會議研究心得報告及發表論文
處 理 方 式 : 本計畫涉及專利或其他智慧財產權,2 年後可公開查詢
中 華 民 國 97 年 10 月 29 日
行政院國家科學委員會補助專題研究計畫成果報告
連續沖模之自動化沖程規劃與板料佈置
計畫類別:個別型計畫
計畫編號:NSC95-2212-E-011-163MY2
執行期間:中華民國 95 年 8 月 1 日至 97 年 7 月 31 日
計畫主持人:林清安
計畫參與人員:施啟田、宋祥瑀、林志鴻、蔡瓊緯
本成果報告包括以下應繳交之附件:出席國際學術會議心得報告及發 表之論文各一份
執行單位:國立臺灣科技大學 機械系
中 華 民 國 9 7 年 1 0 月 2 5 日
行政院國家科學委員會專題研究計畫成果報告
連續沖模之自動化沖程規劃與板料佈置
Automatic sequence planning and strip layout of progressive dies
計 畫 編 號:NSC95-2221-E-011-163MY2
執 行 期 限:中華民國95 年 8 月 1 日至 97 年 7 月 31 日
主 持 人:林清安([email protected]) 國立臺灣科技大學 機械系教授 計畫參與人員:施啟田、宋祥瑀、林志鴻、蔡瓊緯 國立臺灣科技大學 機械系研究生
一、中文摘要
本計劃旨在如何因應板料佈置,將已完成 道次規劃之設計,實際安排到各站,並依據此 規劃自動化產生沖頭與相關沖模零組件,最後 藉由沖壓製程動態模擬與沖模零件干涉檢測 分析,進行動態試模模擬與模具設計修正,進 而完成合理、整體化並深具真實感之3D 模具 實體設計。
關鍵詞:3D CAD、連續沖模、沖壓模具 Abstract
This project aims to study the methodology of planning adequate punching and bending processes in order to complete the task of strip layout in progressive dies. Methodology is also proposed to use the 3D geometry of the strip to automate the design of punches and mold components. In addition, the methods of assembling the entire components and simulating the motion of the whole punching process are addressed. The final goal is to integrate strip layout, punch design and motion simulation in progressive dies so that 3D solids for mold components can be generated automatically.
Keywords:3D CAD、Progressive die、Press die
二、前言
沖壓產品大多都是使用連續沖模的方式 進行大量生產,利用連續沖模製造板金成品 時,其製程包含沖孔、折彎、成形、引伸…等,
由於板金成品越來越特殊,使得模具也日趨複 雜,每每皆超過上百個零件組成,工程師往往 需要耗費大量時間在零件設計上,而各零件皆 是獨立個體,無法進行整體性的尺寸修改與自 動化設計變更;即使設計完成後,仍無法呈現 整體性模擬作動與設計檢測 [1~3]。
為達到上述之目標,並提高模具設計效 率,本計劃以 Pro/ENGINEER 系統為設計基 礎,開發連續沖模設計工具 [4~10],以快速 與便捷的方向進行連續沖模的設計作業,有效 減少時間成本的浪費,以期能在最短時間內達 到最大的效益。與2D 設計環境相較之下,透 過本系統來縮短開發週期與提高經濟效益是 絕對可行的。
三、研究內容
整體研究內容可分為:沖程規劃與板料佈 置、沖頭模組設計、動態模擬與干涉檢測三大 部份。本研究首先針對 3D 板金成品之幾何模 型,進行快速化板金展開與填孔,經使用者選 定其排列型式與相關資訊,即可產生空白板料 並進行整體性之沖程佈置,進一步利用完成沖
程佈置之板料,配合沖頭之組裝規劃,逐步設
計出完整的沖頭模組,之後分別對各沖頭模組 進行成形加工,並利用已規劃完成之沖模骨架 進行組裝定位,藉由參數設定與數值修改,達 成整體模具之動態模擬目標,最後利用既有之 干涉檢測功能,進行連續沖模之合模狀態零組 件干涉檢測,透過一連串循序式的設計流程,
最終得到合理化的3D 模具實體。本研究內容 之細部說明如下:
3.1 沖程規劃與板料佈置 板金展開與填孔
板金展開與填孔為料條設計的第一步,板 金展開與填孔的細部方法,如以下所述:
(1)折彎展開
利用板金之3D 幾何模型(以下簡稱板金 模型)進行自動化折彎展開的動作,其基本做 法是利用幾何核心程式來萃取板金模型中的 幾何資訊,經過轉換運算,得到展開時所需的 資訊,再配合中立面展開法,完成自動化的折 彎展開。
首先對模型的幾何資訊搜尋出固定面,而 固定面鄰接的面為折彎面(見圖 1 之(a)),依此 規則將所有的固定面與折彎面搜尋出(見圖之 (b)),再經由中立面展開法計算出展開的長度 (見圖之(c)),並在每個折彎展開完成的同時,
將其展開的狀態記錄為N(未折彎之狀態),而 此資訊會記錄到族表當中以作為後續控制折 彎的狀態(見圖之(c))。
(2)微量成形展開
微量成形面即在板金展開中不需經過展 開計算,可予以忽略,但由於種類繁多,在本 研究只考慮平面上的微量變形,且此微量變形 須於平面內部。微量成形展開的作法是,將微 量成形曲面搜尋出(見圖 2 之(a)),再將微量成 形曲面移除(見圖之(b)),再依缺口的邊界線重 新建構一個平面,完成展平的動作(見圖之 (c)),而每個微量成形展開完成時,將其展開 的狀態記錄為N(未微量成形之狀態),而此資 訊會記錄到族表當中以作為後續控制微量成 形的狀態。
(3)板金成品填孔
填孔是將展開後之幾何圖形中對所有孔 洞做填補的動作,而孔洞分兩類,為平面中的 孔洞(見圖 3 之(a))與介於折彎處的孔洞(見圖 之(b)),而平面中的孔洞填補是利用平面中屬 於內迴圈線段的外形建立一新的面來填補孔 洞(見圖之(c)),而介於折彎處的孔洞填捕是將 所有曲面的外迴圈線段做收集,再將這些線段 分出那些線段會形成封閉迴路,那些線段不 會,並將封閉迴路中其邊界尺寸為最大的迴路 刪除(此迴路為零件的外形),剩下的所有迴路 再依其外形建立一新的面來完成填補孔洞(見
圖之(d))。
內外板排列規劃
板料佈置是料條中零件擺放的型式,在單 道次中可看出其擺放的型式,在本研究中把單 道次的內容分為外板與內板兩部份,外板是單 道次寬度的板料,主要是記錄剪切出零件外形 的剪邊加工,而內板是零件展開後的狀態,主 要是記錄跟零件相關的加工(如折彎、微量成 形、沖孔)。
板 料 佈 置 的 概 念 是 先 將 內 板 與 外 板 疊 合,而內板與外板相對的位移變數可利用族表 來控制,以達成板料佈置的目的。
為了使排列型式能有效的控制與改變,因 此將內板中可控制變數加入族表,如圖 4 所 示,首先將內板的 θ、offset_x、offset_y 三個 變數加入到族表的第一層,之後可使每個產生 的衍生零件做旋轉及移動的變化,以下將詳細 說明,如何運用族表的數值變化,產生出不同 的排列型式(單程排列、傾斜排列、雙程排列 等)。
(1)單程排列
在內板的族表第一層中產生一個衍生零 件(見圖 5 之(a)),接著在族表中輸入 θ 為 0 度、
offset_x 為 X、offset_y 為 Y,同樣的,外板也 在族表第一層中產生一個衍生零件(見圖之 (b)),但外板無需在族表中輸入任何數值,接 著 將 內 板 的 衍 生 零 件 與 外 板 疊 合( 見 圖 之 (c)),即可完成單程排列的型式,其組裝樹狀 圖,如圖之(d)所示。
(2)傾斜排列
將單程排列中的θ 輸入角度 A,即可旋轉 內板零件,如圖6 所示。
(3)雙程排列
依單程排列的內板族表內容,再新增一個相同 的衍生零件,並變更 θ、offset_x、offset_y 的 值,一樣與外板疊合,即可完成雙程排列的型 式,如圖7 所示。
建構空白料條
利用內外板組件中所建立的座標系其 x 軸方向的位移量,以控制每個內外板組件的 pitch 值,其方法如同板料佈置,首先利用反 向建立座標系之方法來建構 pitch 位移座標
系,則會有一個pitch 變數來控制位移量,將 此變數加入到內外板組件族表中(見圖 8 之 (a)),當衍生出多個零件時,輸入每個內外板 的不同 pitch 值,接著疊合所有衍生零件的 pitch 位移座標系,其組裝的樹狀圖如圖之(b) 所示,每一個道次內都有佈置好的板料(如板 料佈置之章節所說明),而在此組件中多了一 個pitch 位移座標系 P0。利用族表產生多個不 同pitch 值之道次的方式,即可完成料條,如 圖之(c)所示,為 3D 模型疊合之狀態。
控制內外板族表的衍生零件數目 m(見圖 8),其數目的增加或減少,可達成空白料條的 道次增加或減少。
板料沖程佈置
在板金展開的同時,系統會記錄展開的狀 態,並將這些狀態(填孔、微量成形展開及折 彎展開)自動化加入內板族表第二層,如圖 9 所示,其初始值皆為展開的狀態,藉由控制這 些狀態,即可完成沖程加工佈置之目的,以下 將詳細說明各加工的完成動作:
(1)沖孔加工、微量成形加工及折彎加工 將填孔、微量成形展開的狀態及折彎展開 的狀態從N 值(展開狀態)變更為 Y 值(加 工後之狀態),即完成沖孔加工、微量成形加 工及折彎加工,如圖10 所示。
(2)剪邊加工
剪邊加工是利用繪製完成的剪邊區域與 外板做布林差集運算,即達成剪邊加工,同樣 的,剪邊區域如果超出單道次的範圍時,也會 有跨道次問題,如圖11 所示之狀況。
剪邊跨道次判斷之方法為,先取得剪邊區 域的x 方向之極大值與極小值,此極大極小值 是相對於內外板組件的座標系,如圖 12 所 示,當a 值小於負的 時,剪邊區域跨左邊(見 圖之(a));當 b 值大於正的 時,剪邊區域跨右 邊(見圖之(b))。
當剪邊區域跨左邊時,複製剪邊區域並位 移一個 pitch 的距離到右邊做干涉移除,同 理,剪邊區域跨右邊時,複製剪邊區域並位移 一個pitch 的距離到左邊做干涉移除,如圖 13 所示。
當外板切除剪邊區域時,將剪邊切除特徵加入 到外板族表中,控制族表的值可完成剪邊加 工,如圖14 所示,在第一道次中剪邊 2 為 N
值時是未剪切之狀態,而最後一道次時,其值 變更為Y 是切除後的狀態。
3.2 沖頭之組裝規劃與沖頭模組 組裝規劃
在 取 得 板 料 之 沖 孔 或 剪 邊 的 外 形 輪 廓 後,便可進一步定義出符合沖頭成形原則之組 裝規劃,為清楚了解彼此間的位置關係,在此 引入 3D 座標(X,Y,Z)的概念來說明整體規 劃流程,如圖15 之(a)所示為沖製品外形輪廓 與標準沖頭,兩者皆有其預設位置座標,為了 達到中心定位與有效長度控制的目標,故事先 於圖之(b)中,規劃好組裝架構,其中 F0為標 準沖頭定位座標,而 F1 為外形輪廓定位座 標,另外座標參數 t 為控制座標 F1之 z 軸數 值,其值即為沖頭之有效長度。進一步將圖之 (a)中的中心座標 f0與 f1,分別與圖之(b)中的 定位座標 F0 與 F1 相互疊合,其疊合後的結 果,如圖之(c)所示。為了表現沖製品外形輪 廓與標準沖頭之角度關係,因此亦規劃了角度 參數θ,如圖之(d)所示,參數 θ 為座標 F0以y 軸為起始點,以逆時針方向繞z 軸旋轉之角度 值,藉此控制沖製品外形輪廓的旋轉,以達成 位置調整的目的,其旋轉疊合後的狀態,如圖 之(e)所示。
根據圖 15 之沖頭組裝規劃流程,可完整 定義出截面外形與沖頭定位(含旋轉角度)之 組裝規劃,其中組裝規劃包含兩個定位座標系
(F0、F1)、旋轉角度參數 θ,及有效長度參 數(Z),詳細規劃如圖 16 所示。
沖頭模組
本段將詳述沖頭模組之零組件架構,並就 其相對位置、定位參考等相關標準零件之概念 進行說明,最後導入沖頭組裝規劃,進行關聯 性作動與加工,獲得最終所需之沖頭模組。
(1)模組之基本架構
一完整的沖頭模組是由沖頭本體與相關 零組件所組成,如圖 17 所示,而其相關零件 分佈在各模板的相對位置上,分別以加工外形
輪廓為中心,依序堆疊組裝而成,而各零件高 度亦與其相對應模板厚度相等。以沖孔沖頭為 例,如圖18 所示,除了在沖頭固定板上的沖 頭本體以外,依序往下尚有脫料板背板上的孔 洞、脫料板內的入塊、下模板內的入塊、下墊 板上的孔洞及下模座上的孔洞等相關零件,具 備相關零件或孔位與沖頭搭配,才能算是完整 的沖頭設計,而其整體的設計結果,即為所謂 的沖頭模組,如圖19 所示。
(2)零組件之定位方式
在 了 解 沖 頭 模 組 與 各 模 板 之 位 置 關 係 後,便可依據其相對位置,進一步定義沖頭模 組之相關零組件定位點,如圖20 所示,若以 板料頂面為起始計算位置,各模板的相對位置 為其基底之所有模板高度總和,例如:沖頭固 定板的基底位置,為脫料板與脫料板背板之高 度總和。運用相同觀念,便可藉此定位各模板 中之相關沖頭零組件,其定位方式一樣使用 3D 座標(X,Y,Z)的概念來建構。如圖 21 所 示,座標系M1~M8分別為沖頭相關零組件之 定位點,其定位的參考基準為板料之頂面,而 各定位座標之 z 軸方向數值則由模板厚度來 決定。
(3)完整模組架構
由前述之模組定位座標規劃,可進一步定 義出完整之沖頭模組架構,如圖22 所示,其 中包含一個參考基準座標M0及八個零組件定 位座標系(M1~M8),所有定位座標皆以 M0
為定位參考,而定位座標之z 方向位置,則由 模板厚度來決定。其零組件實際定位結果,如 圖23 所示。
沖頭模組與沖頭組裝規劃之結合
當沖頭模組架構與其標準零組件裝配完 成後,必須與先前論述的沖頭組裝規劃作結 合,藉由座標系的疊合組裝,可以將沖製品之 外形輪廓引入沖頭模組,進行零組件的設計成 形。完成後的沖頭模組,將依據相對位置的觀 念,建立符合製程位置之定位座標,最終達成
零件同動、快速設計變更與模組化設計之目 標。
(1)沖頭模組之標準零組件組裝
在模組架構與組裝規劃結合之前,必須針 對模組架構進行標準零組件的裝配,圖 24 所 示為沖孔沖頭模組之標準零組件,由左至右依 序為:沖頭零組件、脫料板背板孔位、脫料板 入塊零組件、下模入塊零組件、下墊板孔位及 下模座孔位,其中脫料板入塊零組件與下模入 塊零組件尚有內部孔位,待與組裝規劃之座標 疊合後,即可依(沖製品)截面形狀產生相對 應孔位。
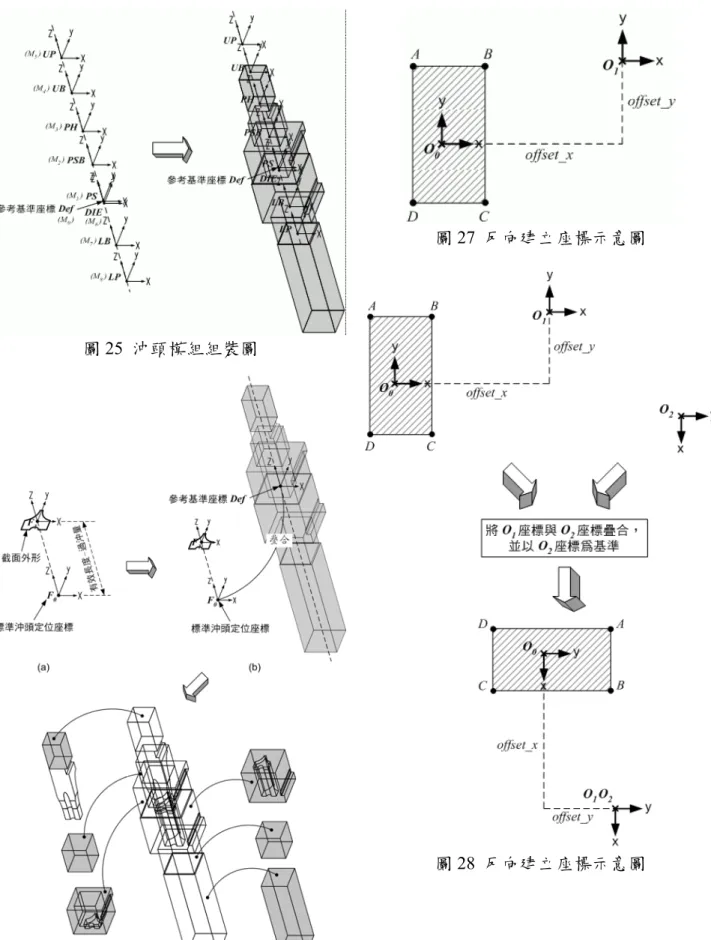
完成沖頭模組之標準零組件選定後,必須 進行零組件的定位,依據圖 22 所規劃的模組 架構,可依序將標準零件組裝至正確位置,形 成完整之標準沖頭模組,圖 25 所示為模組架 構與標準零組件之組裝,圖之左側所示為沖頭 模組之零組件定位架構,相關定位座標皆參考 Def 座標的位置,運用座標系疊合的方式,依 序將圖 24 之標準零組件組入,其組裝結果如 圖之右側所示。
(2)標準沖頭模組與組裝規劃之作動與成形 標準沖頭模組與組裝規劃之結合方式,為 組裝規劃中之標準沖頭定位座標與標準沖頭 模組內之參考基準座標相互疊合。如圖 26 之 (a)所示,先將截面之外形輪廓引入至組裝規 劃,再利用標準沖頭模組之關鍵組裝座標-參 考基準標,將標準沖頭模組組裝至沖頭組裝規 劃,如圖之(b)所示,最後運用此截面對整體 沖頭模組進行成形設計,其完成後的結果,如 圖之(c)所示。
(3)沖頭模組之反向座標系建立
沖頭模組組裝成形後,即須與板料和模板 進行組裝,其組裝方法是利用座標系相互疊 合,而座標系的建構則是利用反向建立的方 式,以下將針對反向座標系進行說明。
一般幾何圖形位置改變時,所有幾何的點 資訊會隨著位置的改變而變動,在此情況下,
幾何資訊需要進行座標轉換才能得到變更後 的位置,當圖形或位置改變過於複雜時,常會 遇到轉換與計算上的問題,為了減少這些問題 的發生,本研究採用反向建立座標系的方式,
其主要的觀念是讓幾何圖形永遠相對於一個 絕對座標系,幾何資訊不會因為位置改變而受 到影響,但卻能達到位置變更之目的。如圖 27 所示,幾何點資料 A~D 永遠相對於 O0座 標,而O1座標為O0座標之衍生,其位置隨著 offset_x 與 offset_y 的數值而改變,當 O1座標 與不同方向之 O2座標疊合時,即可改變幾何 形狀的位置,但卻不影響幾何本身,如圖 28 所示。
利用上述反向建立座標的觀念,在完成成 形之沖頭模組中建立相關座標系,接著將板 料、模板與沖頭模組之座標系疊合,以達成組 裝定位的目的,以下將針對成形後之沖頭模組 其反向建立之座標系做說明。
建 立 在 沖 頭 模 組 的 反 向 座 標 系 共 有 三 個,分別為旋轉座標、位移座標及組裝座標,
當座標系建構完成後,有四個可控制的參數,
分別為 θ、offset_x、offset_y、pitch,如圖 29 所示,其中θ 為繞 z 軸旋轉之角度。
以下就上述三個座標系進行細部說明,以 清楚了解這些座標系的功用為何:
1. 旋轉座標:用以控制沖頭模組的旋轉,如 圖 30 所示,模組建立了旋轉座標 O1,並 利用該座標與座標A0疊合的情形。當控制 θ 值時,可使模組繞 A0座標之z 軸方向旋 轉。因此座標O1可達成模組旋轉的需求。
2. 位移座標:用以控制沖頭模組的位移,如 果模組在位移時又要能夠旋轉,則位移座 標必需相對於旋轉座標,而不是相對於參 考基準座標,如圖31 所示,模組建立了旋 轉座標 O1與位移座標 O2,並利用位移座 標 O2 與 座 標 A0 疊 合 的 情 形 。 當 控 制 offset_x 與 offset_y 值時,可使模組做上下 左右的位移,因此座標O2可達成模組位移 的需求。
3. 組裝座標:用以控制沖頭模組所在道次之
位置,如果模組在不同道次中要能位移與 旋轉,則組裝座標必需相對於位移座標,
而不是參考基準座標,如圖32 所示,模組 建立了旋轉座標 O1、位移座標 O2及組裝 座標O3,並利用組裝座標O3與座標A0疊 合的情形。當控制pitch 值時,可使模組做 不同道次的變化,因此座標O3可達成道次 變更的需求。
3.3 製程動態模擬與干涉檢測 動態模擬基本概念
使 用 Pro/ENGINEER 的機構設計模組 Pro/Mechanism,設計ㄧ個可做連續沖模製程 動態模擬之沖模骨架,由Pro/Toolkit 的函式將 沖模零件自動化組裝到此沖模骨架中,當沖模 骨架開始做連續沖模製程動態模擬時,沖模骨 架上的零件也會跟著一起作動。為了讓任何一 組沖壓模具皆可以組裝到此沖模骨架上,使用 Pro/Toolkit 函式對沖模骨架的幾何尺寸進行 參數化設計,可讓沖模骨架的幾何尺寸隨著沖 壓模具的幾何尺寸而改變。
骨架設計之基本概念
機構的骨架(Skeleton)是以簡單的幾何線 條來表現組件的結構,是用來幫助處理大型組 件重要的方法。零組件可直接與骨架作組裝,
而不直接與其配件做組裝,其優點為(1)可避 免零件之間的父子關係(2)可利用骨架做機構 模擬與測試,其骨架設計流程如下所示:
步驟一:依照機構中各零件配合位置,以建立 幾何曲線之方式,來表現出各零組件的骨架。
步驟二:機構中各零組件的骨架,因運動方式 及自由度不同,必須給予骨架適當的組裝條 件,使骨架在機構中有正確的運動方式。
步驟三:提供該骨架運動所需的動力源。
根據上述的概念,可進一步定義連續沖模 製程動態模擬的骨架,而沖模零件包括:上模 板、上墊板、沖頭固定板、脫料板背板、脫料 板、下模板、下墊板、下模座、浮升銷、浮升 塊、沖頭及入塊,以及提供沖模動力源的曲柄
式沖床和運送板料的送料機。
故沖模骨架的規劃包括:沖模骨架主體的 TOP 骨架、MIDDLE 骨架、BOTTOM 骨架及 等高套筒骨架,提供沖模骨架作動機構的曲柄 式沖床骨架,提供板料送料機構的送料機制骨 架,提供板料浮升功能的浮升銷骨架及浮升塊 骨架,如圖33 所示。並將沖模零件組裝到有 相同運動方式的骨架上,例如:上墊板、沖頭 固定板及沖頭固定板上的零件是一起作動,因 此都組裝在 TOP 骨架上;脫料板背板、脫料 板及脫料板上的零件是一起作動,因此都組裝 在 MIDDLE 骨架上;下模板、下墊板、下模 座及下模板上的零件是ㄧ起作動,因此都組裝 在BOTTOM 骨架上;所有的浮升銷組裝在浮 升銷骨架上;所有的浮升塊組裝在浮升塊骨架 上;板料組裝在板料骨架上,如圖34 所示。
利用上述骨架規劃,則沖模零件可藉由沖 模骨架完成整體作動的效果,並完整呈現連續 沖模之真實沖壓過程,如圖35 之(a)所示為合 模狀態;如圖之(b)所示為開模狀態,並開始 送料;如圖之(c)所示為開模狀態,上模座為 最高位置,板料持續進行送料;如圖之(d)所 示為合模狀態,板料停止送料,沖頭開始對板 料進行沖製行程。
(1)模板骨架
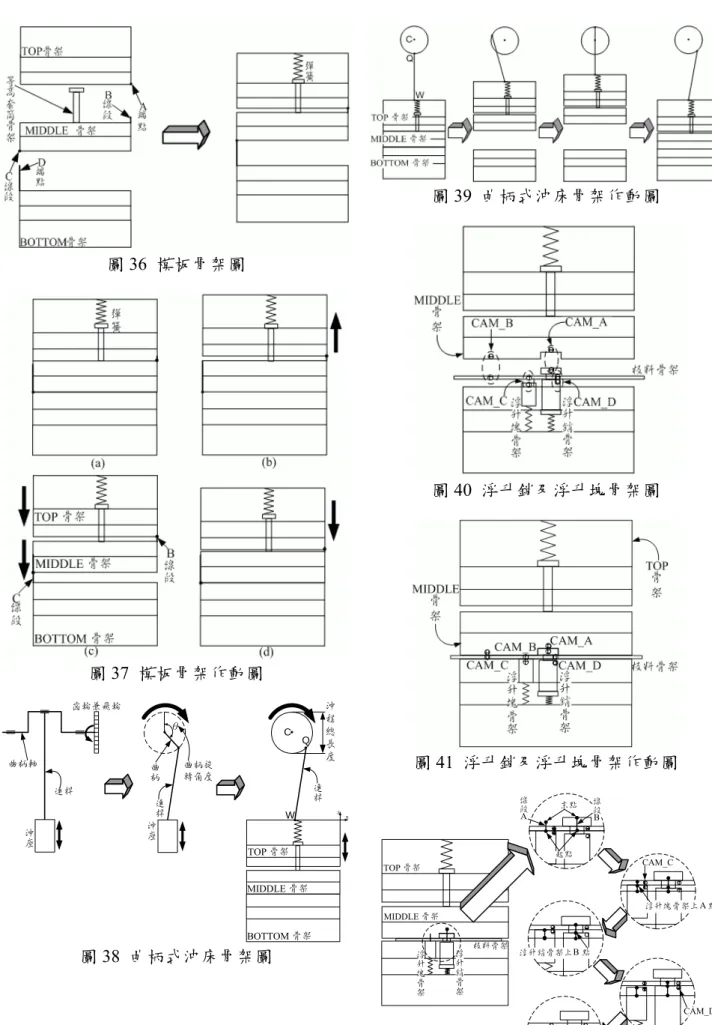
由圖36 所示,移動側 TOP 骨架及脫料機 制 MIDDLE 骨架以 Slider 連接方式組裝在沖 模 骨 架 上 並 沿 著 Z 方 向 移 動 ; 固 定 側 BOTTOM 骨架以 Cood Sys 連接方式組裝在沖 模骨架上固定不定。為了使脫料機制有脫料功 能,因此在 MIDDLE 骨架上建立等高套筒骨 架及線段B,線段 B 與 TOP 骨架上的 A 點使 用 Slot 連接條件進行組裝,並將等高套筒骨 架與 TOP 骨架使用彈簧連接,由控制線段 B 長度就可以控制脫料距離。為了控制MIDDLE 骨架與BOTTOM 骨架接觸之後,等高套筒骨 架 上 的 彈 簧 才 可 以 開 始 被 壓 縮 , 因 此 在 BOTTOM 骨架上建立線段 C 與 MIDDLE 骨架 上的D 點使用 Slot 連建條件進行組裝。
如圖37 所示為模板骨架運動過程圖,如
圖之(a)所示當合模時,等高套筒上的彈簧被 壓 縮 ,TOP 骨 架 碰 觸 MIDDLE 骨 架 而 MIDDLE 骨架碰觸 BOTTOM 骨架。如圖之(b) 所示開模時,TOP 骨架沿著 B 線段往上移動,
彈簧開始慢慢回彈到原先的自由長度,直到碰 觸 B 線段端點為止, TOP 與 MIDDLE 骨架 間形成一個脫料間距後ㄧ起往上移動。如圖之 (c)所示當沖模要開始合模時,TOP 骨架帶著 MIDDLE 骨架沿著 C 線段往下移動,直到碰 觸 C 線段端點為止,MIDDLE 沖模骨架停止 不動。如圖之(d)所示因為 TOP 骨架往下壓的 力量遠大於等高套筒上的彈簧力,因此 TOP 骨架沿著 B 線段繼續往下移動,直到碰觸 B 線段端點為止。以下的各節為了讓圖面容易閱 讀,因此會省略B 及 C 線段出現在圖中。
(2)曲柄式沖床骨架
連續沖模使用的沖壓機器以沖床為主,而 沖床最常使用的傳動機構以曲柄式機構居 多,其優點是因為目前大部分工業界以使用中 小型機械為主,而中小型沖床的傳動機構設計 主要為曲柄機構,也因此工業界使用的沖床皆 以曲柄式衝床為主。
本研究的沖模製程動態模擬的動力源由 曲柄式沖床來提供,將上述的曲柄機構用另ㄧ 種方式表達,假設曲柄軸運動軌跡的幾何圖形 為圓形,其半徑為曲柄長,直徑為沖模的總沖 程,在圓中心C 點設置 Pin 連接條件,此圓會 以 C 點為中心作旋轉運動,若將圓上任ㄧ點 與連桿上端點及TOP 骨架上的 W 點與連桿下 端點也以Pin 連接條件組裝,當圓作旋轉運動 時,經由連桿帶動上模座沿著 Z 方向做往復 式運動,如圖38 所示。如圖 39 所示為曲柄式 沖床骨架作動圖。
(3)浮升銷及浮升塊之骨架
本節將討論模擬浮升銷及浮升塊骨架設 計。將浮升銷及浮升塊之骨架使用 Slot 搭配 Slider 連接條件組裝到沖模骨架上,就可以控 制浮升銷及浮升塊在沖模上的移動方向及浮 升量。為了讓零件間有碰撞關係,則必須在零
件間設定Cam 連接條件。
如圖40 所示,浮升銷骨架、浮升塊骨架、
板料骨架及MIDDLE 骨架間有設定 Cam 連接 條件,脫料板骨架與浮升銷骨架間的 Cam 名 稱為Cam_A,MIDDLE 骨架與板料骨架間的 Cam 名稱為 Cam_B,板料骨架與浮升塊骨架 間的Cam 名稱為 Cam_C,板料骨架與浮升銷 骨架間的的Cam 名稱為 Cam_D。
如圖 41 所示,當沖模骨架為合模時,
MIDDLE 骨架經由 Cam_A 來壓制浮升銷骨 架,導致浮升銷骨架下的彈簧被壓縮,則浮升 銷會往下移動,MIDDLE 骨架也經由 Cam_B 來壓制板料骨架,板料骨架再經由Cam_C 來 壓制浮升塊骨架,導致浮升塊骨架下的彈簧被 壓縮,則浮升塊骨架會往下移動。
如圖42 所示,當沖模骨架為開模時,TOP 骨架帶動 MIDDLE 骨架往上移動,則浮升銷 骨架及浮升塊骨架因底下彈簧的彈力而往上 移動,此時浮升塊骨架上的 A 點沿著線段 A 從起點移動到末點,經由Cam_C 將板料骨架 往上頂高到一定高度時,再由浮升銷骨架上的 B 點沿著線段 B 從起點移動到末點,經由 Cam_D 繼續將板料骨架往上頂高,浮升銷骨 架及浮升塊骨架浮升高度皆由線段A、B 長度 來控制。
(4)送料機制骨架
連續沖模所完成的各個加工站,皆可利用 各單站模具以個別工程完成,但唯獨板料進給 必須額外裝置ㄧ台送料機,來提供板料進給功 能。沖模在完成工件過程中,板料必須經由送 料機ㄧ站一站往前輸送,而板料再往前過程 中,是不能與沖頭或脫料板上的零件接觸。當 上模座在下死點位置時(曲柄旋轉180 度),
代表沖模為合模狀態,如圖43 之(a)所示,當 上模座在上死點位置時(曲柄旋轉360 度),
代表沖模為閉模狀態,如圖之(b)所示。並由 陳永賓、陳炳明在「沖壓模具設計基礎」一書 中,所提沖床的沖座位置曲線圖可知,如圖 44 所示,為了確保板料不會與沖頭及脫料板 上的零件產生干涉,板料最好的運送時間為上
模座在270 ゚~ 90 ゚之間,而在 90 ゚~ 270 ゚ 時板料停止運送,如圖 45 所示為板料傳送時 間與曲柄旋轉角度關係圖。
根據圖 45 所示可知送料時間,假設沖模 動態模擬的初始位置為合模狀態,也就是沖座 位於下死點位置,則板料移動時間改成如圖 46 所示。
ㄧ般量測機台上的工作平台在做平移運 動時,通常會使用步進馬達搭配螺桿來達到此 功能,步進馬達可提供動力源透過螺桿使工作 平台做直線運動。因此本節設計一個長方形的 幾何曲線為板料骨架及2D 螺旋曲線來模擬送 料機的功能,當螺旋曲線做旋轉運動時,可帶 動料條骨架作平移運動。而送料時間必須配合 模板移動位置,因此螺旋曲線的半徑必須隨著 圖 43 所示變化。此螺旋曲線以球座標為基 準,其曲線方程式如下:
r = evalgraph("graph1",t × 360) theta = 360 × t
t:0<t<1
r:半徑,theta:角度,graph1:使用基準 圖來控制半徑變化
基準圖graph1 根據圖 43 所設計,其結果如圖 47 所示,由基準圖 graph1 來控制螺旋曲線的 變化,如圖48 所示。
送料機制骨架可帶動料條骨架做 X 方向 平移運動,而板料骨架也會因被浮升銷及浮升 塊骨架帶動而做 Z 方向的平移運動,因此板 料骨架必須要有 X 及 Z 方向運動的自由度。
建立曲線 A 以 Slider 連接條件組裝在沖模骨 架上,將曲線 A 與送料機構骨架以 Slot 連接 方式組裝,再將板料骨架的 A 點與曲線 A 以 Slot 及 Slider 連接條件組裝,當送料機構骨架 做旋轉運動時,帶動曲線 A 做 X 方向平移運 動,也由曲線 A 帶動板料骨架一起做 X 方向 平移運動,而當浮升銷及浮升塊骨架帶動板料 做Z 方向平移移動時,讓板料骨架隨著曲線 A 做 Z 方向平移運動。送料機制骨架的模擬如 圖49 所示,如圖之(a)所示為初始位置;如圖 之(b)所示為當送料機制從 0 ゚旋轉到 90 ゚時,
板料骨架尚未前進,浮升銷骨架帶動板料骨架 往 Z 方向上方移動;如圖之(c)所示為送料機 制旋轉從90 ゚旋轉到 180 時゚,板料骨架前進 距離為為站距長一半;如圖之(d)所示為送料 機制旋轉從180 ゚旋轉到 270 時゚,板料骨架前 進距離為為站距長;如圖之(e)所示,快合模 時板料骨架停止不動,浮升銷骨架帶動板料骨 架往Z 方向下方移動。
沖模骨架與零件之組裝
連續沖壓模具的零件包括:上模板、上墊 板、沖頭固定板、脫料板背板、脫料板、下模 板、下墊板、下模座、浮升銷、浮升塊、沖頭 及入塊,要將零件準確又快速組裝到沖模骨架 上,必須對每個沖模零件及沖模骨架建立組裝 座標,再以Cood Sys 連接條件進行沖模零件 與沖模骨架組裝。本研究全部的沖模零件及沖 模骨架皆以板料第一道次的頂部中心位置為 參考座標。建立各沖模零件及沖模骨架的組裝 座標之流程如下所示:
步驟一:取得沖模零件或各骨架的預設座標。
步驟二:假設板料第ㄧ道次的頂面中心位置為 參考座標。
步驟三:將沖模零件或各骨架的預設座標相對 於板料參考座標,可求得X、Y 及 Z 方向的偏 移量。
步驟四:以沖模零件或各骨架的預設座標為基 準,用上述偏移量的數值建立組裝座標。
(1)模板組裝座標
為了求得各模板的組裝座標,必須先取得 各模板的預設座標,然後相對於板料第一道次 的頂面中心座標,求得到X、Y 及 Z 方向偏移 量,再以各模板的預設座標當作基準,用上述 之數值建立各模板的組裝座標。本研究假設上 模座、上墊板、沖頭固定板、脫料板背板及脫 料板的預設座標是在模板底部的中心,下模 板、下墊板及下模座的預設座標是在模板的頂 部,如圖50 所示為各模板預設座標位置圖。
以下來說明各模板的預設座標建構過程:
1. 各模板組裝座標的 Z 方向偏移量是依據模
板預設座標的高度位置來決定,如上圖所 示可知各模板組裝座標的Z 方向偏移量,
其數值如下所示:
上模座的Z 方向偏移量=b+c+d+e 上墊板的Z 方向偏移量=c+d+e 沖頭固定板的Z 方向偏移量=d+e 脫料板背板的Z 方向偏移量=e 脫料板的Z 方向偏移量=0 下模板的Z 方向偏移量=f 下墊板的Z 方向偏移量=f+g 下模座的Z 方向偏移量=f+g+h 2. 假設各模板皆以 X 方向對稱組裝,而各模
板的預設座標皆在中心位置,因此所有模 板相對於板料第一道次之頂面中心座標的 X 方向偏移量都是相同的,如圖 51 所示可 知,各模板組裝座標的X 方向偏移量為板 料總長除以2,再減去站距長除以 2。
3. 假設各模板與板料皆以 Y 方向對稱組裝,
因此模板中心面的Y 方向與板料中心面的 Y 方向會重疊,故各模板組裝座標的 Y 方 向偏移量為零,如圖52 所示。
4. 當得到 X 及 Z 方向的偏移量,再以各模板 的預設座標為參考,利用此數值建立一個 屬於模板本身的組裝座標,如圖53 所示為 沖頭固定板的組裝座標圖,可用此方式建 立所有模板的組裝座標。
(2)沖頭模組、浮升銷及浮升塊之組裝座標 沖頭模組、浮升銷及浮升塊的組裝座標建 立方式,與上一小節敘述相同,必須先取得各 零件預設座標位置,然後相對於板料第一道次 的頂面中心座標,可得到X、Y 及 Z 方向的偏 移量,再以各零件的預設座標當作基準,用上 述之數值建立一個組裝座標。要取得 X 及 Y 方向的偏移量,必須知道沖模零件組裝在模板 上正確的位置;要取得 Z 方向的偏移量,必 須先知道零件組裝在那塊模板上,再由模板的 厚度來推算出Z 方向偏移量。
以沖頭固定板上的沖頭為例:要取得沖頭 組裝座標的 Z 方向偏移量,必須先知道此沖 頭是安裝在沖頭固定板上,由圖 54 所示可知
沖頭 Z 方向的偏移量為沖頭固定板、脫料板 背板及脫料板的厚度和。要取得沖頭組裝座標 的X 及 Y 方向偏移量,必須先知道沖頭在沖 頭固定板上正確的位置,如圖55 所示即可取 得偏移量數值。當得到X、Y 及 Z 方向的偏移 量,可建立沖頭的組裝座標為參考,如圖 56 所示。
(3)沖模骨架組裝座標
並不是每個沖模骨架都需要組裝沖模零 件,例如:曲柄式沖床骨架及送料機制骨架僅 提供機構動力源,沒有組裝零件的需要。因此 只有TOP 骨架、MIDDLE 骨架、BOTTOM 骨 架、浮升銷骨架、浮升塊骨架及板料骨架需要 建立裝座標。
為了求得上述骨架的組裝座標,必須先取 得各骨架的預設座標,然後相對於板料骨架第 一道次的頂面中心座標,求得到 X、Y 及 Z 方向偏移量,再以各骨架的預設座標當作基 準,用上述之數值建立各骨架的組裝座標。由 於沖模骨架是為2D 幾何,所以沒有 Y 方向偏 移量,因此利用 X 及 Z 方向偏移量即可建立 各沖模骨架的組裝座標,而 X 及 Z 方向偏移 量只要設定參數關係式就可以得到數值(此部 分將於下一小節詳細敘述)
沖模骨架參數設計
為了使沖模骨架可適用於任何一組沖壓 模具使用,因此沖模骨架的幾何尺寸必須隨著 沖 壓 模 具 幾 何 尺 寸 而 改 變 , 所 以 使 用 Pro/Toolkit 函式中的尺寸對象法及參數設定 法,來設計沖模骨架與沖壓模具的幾何尺寸關 係。以下來說明沖模骨架參數設計的建構流 程:
1. 設定各參數名稱分別代表沖模零件中的幾 何尺寸,如圖57 所示,並將參數寫入沖模 骨架的參數表中,並分別設定參數的初始 值,如圖58 所示。
2. 在 Pro/E 內每個幾何尺寸都會有ㄧ個特定 ID 編號,由圖 57 所示可知該沖模骨架之 參數ID 編號,並將上述的參數指定給該幾
何尺寸的ID 編號,如圖 59 所示,當改變 參數的數值也就會改變相對於 ID 編號的 幾何尺寸。
3. 沖模骨架上有些幾何尺寸不需要由參數來 設定,可直接抓取幾何尺寸的ID 編號,並 設定參數關係式即可達到幾何尺寸改變。
例如;浮升塊高度與下模板的厚度是相等 的,因此在將下模板厚度的ID 編號直接指 定給浮升塊高度的ID 編號,當下模板厚度 改變時,浮升塊高度也會跟著改變。由上 述可知。要改變沖模骨架的幾何尺寸,只 要將重要的幾何尺寸由參數來設定,其餘 幾何尺寸可由參數關係式設定,就可以達 到沖模骨架的幾何尺寸修改。先假設沖模 骨架上重要尺寸的ID 編號:
TOP 沖模骨架組裝座標的 X 方向偏移 量之ID 編號為 d30
TOP 沖模骨架組裝座標的 Z 方向偏移 量之ID 編號為 d31
MIDDLE 沖模骨架組裝座標的 X 方向 偏移量之ID 編號為 d32
MIDDLE 沖模骨架組裝座標的 Z 方向 偏移量之ID 編號為 d33
BOTTOM 沖模骨架組裝座標的 X 方 向偏移量之ID 編號為 d34
BOTTOM 沖模骨架組裝座標的 Z 方 向偏移量之ID 編號為 d35
浮升塊沖模骨架高度之ID 編號為 d36 浮升塊沖模骨架組裝座標的X 方向偏移量
之ID 編號為 d37
浮升塊沖模骨架組裝座標的Z 方向偏移量 之ID 編號為 d38
浮升銷沖模骨架組裝座標的X 方向偏移量 之ID 編號為 d39
浮升銷沖模骨架組裝座標的Z 方向偏移量 之ID 編號為 d40
等高套筒沖模骨架高度之ID 編號為 d41 脫料板與下模板的距離之ID 編號為 d42 連桿長度之ID 編號為 d43
曲柄機構高度之ID 編號為 d44
板料沖模骨架組裝座標的X 方向偏移量之 ID 代號為 d45
參考圖 57 所示的參數設定及所相對 的ID 編號,配合上敘所提出重要幾何尺 寸的ID 編號,就可利用參數關係式達到 沖模骨架的幾何尺寸改變,將沖模骨架上 所有關係式由下面來表示:
(1) 在合模狀態時:由圖 60 之(a)可知 TOP、MIDDLE 及 BOTTOM 沖模骨 架的預設座標位置,由圖之(b)所示,
可知浮升銷及浮升塊沖模骨架的預 設座標位置,只要取得 X 及 Z 方向 偏移量,就可以建立該沖模骨架的組 裝座標,其組裝座標偏移量的大小可 由參數關係式取得,如圖之(c)所示加 入參數關係式。
(2) 在開模狀態時:由圖 61 之(a)所示,
上模座在最高位置,可知脫料板與下 模板間距離、連桿尺寸及等高套筒沖 模骨架尺寸之參數關係式,如圖之(b) 所示將參數關係式加入參數關係式。
4. 透 過 Pro/Toolkit 的 函 式 ProParameter ValueGet()取得使用者所提供的各參數數 值 , 並 藉 由 另 一 個 函 式 ProParameter ValueSet(),將各參數數值存放在沖模骨架 的參數表中,我們可以將數值設定到如圖 58 所示的參數,同時,因為沖模骨架幾何 尺寸的 ID 編號已經在關係式中被設定等 同於參數,所以也會跟著改變,最後再對 整個沖模骨架重新計算,達到設計變更的 效果。
四、結論
本計畫所研究之連續沖模3D 模具實體設 計具有以下之特點:
1. 以模組化概念,針對已規劃完成之沖模板 料,完成相關製程之沖頭模組建構。
2. 運用零件同動與單一資料庫的概念,可達 到零件快速設計變更,與沖程佈置修改同 動之目的。
3. 採用座標系疊合定位,符合快速定位與便
捷組裝的需求。
4. 採用骨架(Skeleton)的概念,設計完整之沖 模骨架,達到整體化動態模擬與零件同動 的功效。
5. 提供干涉檢測之功能,完整呈現干涉狀 態,讓使用者能在3D 的設計環境中,清楚 了解整體干涉範圍與試模情況。
五、參考文獻
1. 郭漢斌,「連續沖模之2D 參數化設計」,國 立台灣科技大學機械工程系,碩士學位論 文,2000。
2. 施啟田,「連續沖模之 3D 電腦輔助干涉 檢測與製程動態模擬」,國立台灣科技大 學機械工程系,碩士學位論文,2002。
3. 陳永濱 陳炳明,「沖壓模具基礎設計」,金 禾資訊股份有限公司,2005。
4. 林清安,「Pro/ENGINEER 板金設計」,知 城數位科技股份有限公司,2004。
5. 林清安,「Pro/ENGINEER 動態機構設計與 模擬」,旗標出版股份有限公司,2006。
6. 林清安,「Pro/EMGINEER 野火 3.0 動態 機構設計與模擬」,旗標出版股份有限公 司,2006。
7. 林清安,「Pro/EMGINEER 2.0 零件組裝 與產品設計」,旗標出版股份有限公司,
2003。
8. Parametric Technology Corporation, Pro/E Pro/Toolkit Users’ Guide, MA, USA, 2004 9. 李世國,「Pro/TOOLKIT 程序設計」,機械
工業出版社,北京,2003。
10. 張繼春,「Pro/ENGINEER 二次開發實用教 程」,北京大學出版社,北京,2003。
六、圖表
固定面
折彎展開 折彎面
(a) (b) (c)
折彎面 折彎狀
態為N
圖1 自動化折彎展開
微量成形曲面
微量成形展開狀態為N
(a) 微量成形曲面移除
(b)
(c)
圖2 自動化微量成形展開
填孔前
成形 曲面
完成填孔
(b)
(a) (c)
(d)
圖3 自動化填孔
族表第一層 θ Offset_x Offset_y
衍生零件 控制項
圖4 內板之族表架構
θ Offset_x Offset_y 衍生零件 控制項
名稱
衍生零件_1 0° X Y
(外板)
Y X θ= 0°
(內板)
(c)單程排列之組合圖 (d)單程排列之樹狀圖 組件
內板之衍生零件_1
外板之衍生零件_1 固定座標系O0
旋轉座標系O1
位移座標系O2
衍生零件 名稱 衍生零件_1 (a)內板族表第一層 (b)外板族表第一層
固定座標系C0
O2
C0
O1
O0
圖5 單程排列
(外板) X
Y θ= A°
(內板)
O2
C0 O1
O0
圖6 傾斜排列
θ Offset_x Offset_y 衍生零件 控制項
名稱
衍生零件_1 0° X Y
(外板)
X Y
θ= 0°
(內板_1)
(c)雙程排列之組合圖 (d)雙程排列之樹狀圖 組件
內板之衍生零件_1
外板之衍生零件_1 固定座標系O0
旋轉座標系O1
位移座標系O2
衍生零件 名稱 衍生零件_1 (a)內板族表第一層 (b)外板族表第一層
固定座標系C0
O1
O0
衍生零件_2 180° -X -Y
O2
C0
(內板_2) -X
-Y θ= 180°
內板之衍生零件_2 固定座標系O0
旋轉座標系O1
位移座標系O2
圖7 雙程排列
圖8 空白料條之內容
圖9 內板第二層族表之加工內容
原始零件
族表 填孔
成形 填孔 成形
N N inside_1_1
名稱 族表
, 選取填孔特徵之後 更改族表內容為Y
, 選取成形特徵之後 更改族表內容為Y
(展開狀態) 折彎
N
填孔 成形 Y Y inside_1_1
名稱 折彎
Y 折彎
, 選取折彎特徵之後 更改族表內容為Y
圖10 沖孔、成形及折彎加工之流程
圖11 外板剪邊區域跨道次之狀況
圖12 剪邊區域跨道次之判斷
圖13 剪邊跨道次之干涉移除
圖14 外板族表之加工內容
圖15 沖頭組裝規劃流程圖
圖16 組裝規劃示意圖
圖17 沖頭與相對應零件示意圖 [3]
圖18 沖模模板與沖孔沖頭零組件之位置關係圖
脫料板入塊
下模板入塊 沖頭
下墊板孔洞
下模座孔洞 脫料板背板孔洞
圖19 沖頭模組示意圖
圖20 模板高度位置示意圖
圖21 模組定位座標示意圖
圖22 模組架構示意圖
圖23 沖頭模組實際組裝圖
圖24 標準零組件示意圖(含正、負零件)
圖25 沖頭模組組裝圖
圖26 標準沖頭模組與組裝規劃之結合
圖27 反向建立座標示意圖
圖28 反向建立座標示意圖
圖29 沖頭模組之反向建立座標系
圖30 反向建立座標系之旋轉座標
圖31 反向建立座標系之位移座標
圖32 反向建立座標系之組裝座標
圖33 沖模骨架圖
圖34 連續沖模模具與骨架圖
圖35 連續沖模製程態模擬圖
圖36 模板骨架圖
圖37 模板骨架作動圖
連 桿 曲 柄
沖 座
曲柄旋 轉角度 θ
MIDDLE 骨架
BOTTOM 骨架 TOP 骨架
連 桿
沖 程 總 長 度 C Q
W zx
曲柄軸
齒輪兼飛輪
連桿
沖 座
圖38 曲柄式沖床骨架圖
圖39 曲柄式沖床骨架作動圖
圖40 浮升銷及浮升塊骨架圖
圖41 浮升銷及浮升塊骨架作動圖
CAM_C
浮 板料骨架 升銷 骨架 浮 升塊 骨架
末點
起點 線 段A
線 段B
浮升銷骨架上 點B
浮升塊骨架上 點A TOP 骨架
MIDDLE 骨架
CAM_D
圖42 浮升銷及浮升塊骨架作動圖
圖43 沖模移動位置與曲柄旋轉角度關係圖
圖44 沖座移動位置與曲柄旋轉角度關係圖
(開模狀態)
圖45 送料時間與曲柄旋轉角度關係圖
(開模狀態)
圖46 送料時間與曲柄旋轉角度關係圖
(合模狀態)
圖47 基準圖設計圖
圖48 以基準圖來控制螺旋曲線變化圖
圖49 送料機制骨架作動圖
圖50 各模板預設座標位置圖
圖51 各模板組裝座標的 X 方向偏移量圖
圖52 各模板組裝座標的的 Y 方向偏移量圖
圖53 沖頭固定板組裝座標圖
圖54 沖頭在沖模上的相對位置圖
圖55 沖頭在沖頭固定板上的位置圖
圖56 沖頭在沖頭固定板上的位置圖
圖57 設定參數名稱及其意義圖
圖58 設定沖模骨架的參數圖
圖59 設定沖模骨架之關係式圖
圖60 設定沖模骨架之關係式圖
圖61 設定沖模骨架之關係式圖
出席國際學術會議
論文:3D CAD for Layout of Manufacturing Operations in Precision Progressive Dies 會議名稱:16th Annual International Conference on Composites on Composites/Nano
Engineering (ICCE-16)
時間:2008 年 7 月 20 日至 7 月 26 日 地點:Kunming, China
主辦單位:International Community for Composites Engineering
心得報告
林清安
國立臺灣科技大學 機械系 教授
International Conference on Composites on Composites/Nano Engineering (ICCE)為 International Community for Composites Engineering 所舉辦的國際性「製造及奈米技術 工程應用」研討會,每年舉辦一次,迄今已經 16 年,今年在昆明舉行,吸引來自世界 各國的學者及業界人士踴躍參與,研討會的論文皆須經審核通過方得以發表。會議的 主題涵蓋廣泛,包括:General, Magnetic, Bio Engineering, Oxide, Powder Metallurgy, Nono Technology, Chemical Engineering, Mechanics, Mathematics, Metal, Infrastructure,參加人 數超過 600 人,共有約 60 場次的報告,本人所參與的主題是 "General 6"。在此次研討 會中,本人報告國科會專題研究計畫「NSC 95-2221-E-011-163MY2:連續沖模之自動 化沖程規劃與板料佈置」的部分研究成果,報告的內容是探討如何由檢測點與實體幾 何模型進行連續沖模干涉檢測的方法,報告的議題包括:產生板料之中立面、折彎製 程的干涉檢測、料條送料的干涉檢測、零件間的干涉檢測、系統功能之執行與實例示 範等。本人並參與許多其他學者的研究心得報告,收穫甚多,尤其聽到一位英國學者 發表甚多以光纖做為微細 Sensor,進行破壞監測之研究,對本人現有的研究工作助益 甚大。綜合而言,本次的研討會使本計畫的「3D 連續沖模自動化設計」研究能與國際 學者交流與接軌,並對本計畫之執行有相當程度的助益。

![圖 13 剪邊跨道次之干涉移除 圖 14 外板族表之加工內容 圖 15 沖頭組裝規劃流程圖 圖 16 組裝規劃示意圖 圖 17 沖頭與相對應零件示意圖 [3] 圖 18 沖模模板與沖孔沖頭零組件之位置關係圖](https://thumb-ap.123doks.com/thumbv2/9libinfo/9123822.408378/15.892.86.799.56.1214/剪邊跨道次之干涉移除外板族表之加工內沖頭組裝規劃流程組裝規劃.webp)