多目標下電子產品之最佳拆解回收程序
Optimal Disassembly and Recycling Process for End-of-Life
Electronic Products under Multiple Criteria
李珣琮
Shun-Chung Lee
施勵行
Li-Hsing Shih
簡重光
Chung-Kuang Jien
國立成功大學資源工程學系
Department of Resources Engineering, National Cheng Kung University
(Received September 3, 2008; Final Version December 19, 2008)
摘要:近年來,由於歐盟 WEEE (Waste Electrical and Electronic Equipment) 回收指令以及生產者 責任的義務,企業愈來愈重視產品的回收程序及相關的回收成本與對環境影響的評估方法,期 望能夠在產品回收的過程中同時兼顧賺取經濟利潤與減少環境衝擊,並在這二者相衝突的目標 之間找出最佳的組合。本文提出啟發式求解法求解此多目標最佳化問題,目的在求出達到最大 經濟效益與最小環境衝擊之產品壽命終了 (end-of-life, EOL) 時的回收程序,此求解法的主要精 神是利用電子產品回收時的特性,快速搜尋回收程序的可行解,進而找出主要的柏拉圖解,並 運用妥協規劃法求解最佳解。本文以筆記型電腦為案例,說明 EOL 回收程序最佳化的求解過程, 如何配置出 EOL 產品之人工拆解-粉碎回收-廢棄物處置等回收方式的最佳組合,並求解筆記型 電腦中每一個模組應拆解到何時,方可對經濟效益及環境衝擊有最佳的妥協效果。此外,文末 同時探討未來當筆記型電腦採用最新的產品設計技術時,對最佳化回收程序可能產生的影響。 關鍵詞:妥協規劃法、拆解回收、產品壽命終了、啟發式求解法、多目標最佳化
Abstract: Recently, due to EU’s Directive of Waste Electrical and Electronic Equipment (WEEE)
recycling end-of-life products has caught a lot of attention of enterprises worldwide. How to take care of both economic and environment aspects in recycling products becomes an emerging issue. This
本文之通訊作者為李珣琮,e-mail: [email protected]。
study proposes a heuristic method to find optimal disassembly and recycling process for end-of-life electrical and electronic products with consideration of minimizing cost and environmental impact. The proposed method uses characteristics of recycling electronic products to evaluate most possible recycling and disassembly processes and then obtain Pareto solutions. Compromise programming method is also used to find optimal process for the bi-criteria problem. Notebook computer is taken as an illustrative example to demonstrate the proposed solution process. Optimal combination of manual disassembly, shredding for material recycling and waste disposal is obtained. Both Pareto solutions and optimal solution by compromise programming are presented. Finally, the influences of several new technologies on the optimal process are also discussed.
Keywords: Compromise Programming, Disassembly and Recycling, End-of-Life, Heuristics,
Multi-Criteria Optimization
1. 緒論
科技的進步使得電子產品生命週期縮短,為避免大量電子廢棄物隨意丟棄而造成資源浪費 與環境負擔,因此,歐盟於2003年頒布WEEE回收指令,以立法方式來規範電子電機廢棄物的回 收,同時,也造成這股綠色浪潮席捲全球,甚至連世界工廠的中國也同樣於2007年公告「電子 廢物污染環境防治管理辦法」來呼應WEEE指令。廢電子電機廢棄物包含電冰箱、電視、洗衣機 等家庭用電器設備,以及電腦設備、醫療設備、監控及控制設備等商用電子設備,因其種類繁 多以及新的設備不斷推陳出新,造成廢棄量成長快速,平均每年成長3%至5%。由於這些廢棄物 含有重金屬等物質極具資源回收價值,倘若在進入焚化爐或掩埋場時未被分類收集與回收再利 用,不僅耗費資源,更可能讓一些有毒物質進入環境中,造成重大環境危害。以歐盟為例,電 子電器設備之廢棄物約佔都市垃圾的4%,當中有一半的成分是鋼鐵,其次是塑膠佔21%,非鐵 金屬佔13%,玻璃佔5%,而歐盟90%的WEEE均採取掩埋、焚化或未經任何回收再利用方式進行 回收,因此垃圾中多數的有害物質大多來自WEEE。以焚化處理為例,每年排放36噸汞及16噸的 鎘等重金屬,而溴化物阻火劑在600度至800度的低溫燃燒下,透過銅作為催化劑,會產生毒性 極強的戴奧辛及呋喃,均會對人類的肝、腎及神經系統及大自然造成重大無可恢復的損傷,因 此,唯有妥善管制電子電器廢棄物的產生及進行有效率的回收措施,才能減少有毒物質對人體 及環境的損害。針對電子電機產品中的筆記型電腦,其組成零件中諸如LCD (liquid crystal display) 中的液 晶、冷陰極管 (cold cathode fluorescent lamp, CCFL) 中的汞、電池中的Pb、Cd、Hg等有害重金
屬,以及含鹵素耐燃劑的塑膠物件,任意回收勢必對環境造成重大損傷,假若以人工拆解的方 式進行回收,逐一將零件拆卸下來直接回收再利用,此舉將對環境有著最為友善的處理,但卻 會因花費大量的拆解時間而造成回收成本的大幅上升;反之,若以直接掩埋的方式進行回收, 雖然可節省許多回收成本,但卻易造成汞燈管破裂與液晶外洩等重大環境損害,在大自然無法 分解這些有毒化學物質下,會對環境造成持久性的汙染傷害,由此可看出回收方式的不同將對 回收成本與環境衝擊產生不同程度的影響。換言之,當筆記型電腦產品進入EOL時,企業最為 關心的問題便為如何選取最佳的回收方式,一方面能花費較少的回收成本,另一方面又可為環 境減少較多的衝擊,以目前針對筆記型電腦最廣為採行的產品壽命終了策略:先拆解之材料回 收、未拆解部份進行直接粉碎材料回收以及廢棄物的最終處置,因此便衍生出當產品進入EOL 程序時,如何配置拆解-粉碎-廢棄物處置等回收方式的最佳化問題。 歐盟為台灣電子產業重要的輸出國,同樣必須面對 WEEE 回收指令所造成的漣漪效應。我 國筆記型電腦產業已超越日本成為全球筆記型電腦最大製造中心,截至 2007 年為止,全球筆記 型電腦出貨量為 9,720 萬台,台灣出貨量為 9,020 萬台,出貨比例超過 92%,雖然我國早已於 2001 年開始全面回收「四機一腦」之電子產品,但回收成效卻不顯著,相較 2007 年的高出貨量,回 收量僅有約 3 萬件,如此高懸殊的相差比例,不難看出在未來筆記型電腦的回收問題,勢必成 為企業必須正視的問題。 僅管 WEEE 指令主要是要求生產者或製造商針對產品進行回收,但包括華碩、宏碁等跨國 品牌廠商皆受到衝擊,因此,面對 WEEE 指令早已研擬了相關的因應措施,例如華碩在歐洲地 區與德國當地回收處理廠商建立回收處理資訊管理平台,可即時監控回收進度與控管回收處理 資訊,並與各地經銷商合作共同負起歐盟各國回收責任,以符合歐盟 WEEE 指令需求。而在美 洲地區,建立免付費產品回收及物料回收方案,提供美國 50 州內筆記型電腦免費回收服務,並 可讓消費者在「綠色華碩」的網站上登錄,免費回收廢棄電腦,並自 2007 年 2 月 1 日起擴大產 品回收種類,從原本只回收華碩品牌筆記型電腦,擴大到所有華碩品牌的終端產品,含筆記型 電腦、PDA、液晶顯示螢幕、網路交換器等,同時,並與當地的顧問合作,經由定期的稽核以 確保回收處理廠堅守其回收管理政策。而在宏碁方面,同樣在歐洲、美洲、印度與日本等地區, 建立產品回收據點並加入當地的回收體系,以確保廢棄資訊物品能妥善處理。 本文藉由引申 Feldmann et al. (1999, 2001) 所提出的最適經濟化下之產品壽命終了後策略之 概念,如圖 1 所示,當產品經由拆解程序後,原本的廢棄成本可以減少,或是可能轉變成獲益, 但是拆解動作也會因使用不同的能源與技術而造成拆解成本的增加,因此建議最佳產品壽命終 了策略應在「不拆解」與「完全拆解」之間進行規劃,同時考量經濟層面與環保考量兩者間求 取最佳的平衡點。因此,本文運用啟發式求解法,在經濟效益最大化與環境衝擊最小化二者相 衝突的目標之間,求取出此雙目標問題的柏拉圖最佳解 (pareto solution),架構圖如圖 2 所示。
圖 1 最適經濟考量下之產品壽命終了策略概念圖 資料來源:Feldmann et al. (2001)
換句話說,本文是假設決策者同時選擇最大利潤 (最小成本) 及最少環境衝擊下的 EOL 回收程 序時,可以幫助企業快速找出最佳的 EOL 處理程序。 在後續的章節中,首先會進行相關文獻的回顧與探討,第三節介紹本文計算 EOL 回收程序 的成本效益計算方式與其公式參數所代表的意義,第四節介紹環境衝擊的評估公式,第五節陳 述本文所提出之啟發式求解法,文末則以一筆記型電腦為案例來說明最佳回收程序的求解過程。
2. 文獻探討
近年來,由於生產者責任愈來愈受重視,所銷售出之產品在使用終了後,產品回溯之處置 必須由生產者負起產品壽命終了的社會責任。實務上企業在回收產品時,絕大部份是在追求利 潤最大的假設前提,規劃 EOL 產品的拆解順序與制定回收策略,但由於環保意識的漣漪效應, 使得企業不得不正視其所生產的產品對環境的影響衝擊。然而企業在追求經濟效益與減少環境 衝擊的雙重考量之下,對於成本的變化以及環境的危害勢必有著兩相取捨的困境,此類的問題 多半會形成多目標決策的問題。以下即針對產品的拆解順序與多目標下之 EOL 程序等相關文獻 進行探討。首先,Dong and Arndt (2003) 認為拆解的定義為:利用有系統的方法,將產品分離成組成產 品的零件、組件、次組裝或其他群組。而拆解的重要性可以概略分為三類:(1)回收產品的材料 與零件,減少環境衝擊;(2)拆解是再製造流程中的關鍵步驟,藉由拆解需要的零件可以使成本 下降;(3)為了維修與維持組件的正常功能,拆解順序也是要研究的。此外,產品的拆解與組裝 為一體兩面的行為,Boothroyd and Dewhurst (1983; 1987) 認為可藉由產品設計來降低產品組裝 的時間,並且利用組裝系統的最佳化來達到組裝上的經濟效益 (降低成本及時間)。此外, Watebury (1985) 的研究也指出,為組裝而設計的概念可以縮短組裝的時間,並降低成本的支出。 傳統上,最佳拆解順序的求解是屬於組合最佳化 (combinatorial optimization) 的問題,有不 同的方式可進行求解。例如數學規劃法是將拆解順序問題量化成為一數學模式,再針對模式提 供適當的參數,以進行最佳化求解,相關研究有 González and Adenso-Diza (2006)、Lambert (2007)、Lambert and Gupta (2002)。而 Gao et al. (2004)、Kongar and Gupta (2006)、Neuendorf et al. (2001)、Tang and Turowski (2007)、Zussman et al. (1994) 等學者應用圖形化理論與派翠網路 (Petri Net) 來找出產品的最佳拆解順序,此外,Andrés et al. (2007)、Dong et al. (2007) 更進一步將 Petri net 與 And/Or 圖結合來求解最佳拆解順序的問題。而 Navin-Chandra (1994) 指出求解拆解順序最 佳化屬於 NP-hard (Nondeterministic-time Polynomial hard) 問題,需花費較多時間來進行求解過 程,因此 Gungor and Gupta (1997; 2001)、Kuo et al. (2000)、Lee and Xiroucharkis (2004)、Rosell (2003)、Shih and Lee (2007) 等學者建議使用啟發式演算法將此類問題的求解過程簡化,以減少
問題複雜性與節省求解時間,進而以合理方式求得近似最佳解的拆解順序。另一方面, Galantucci
et al. (2004)、Kongar and Gupta (2002)、Liu et al. (2002)、Shih et al. (2006) 等學者建議運用人工
智慧法,藉由經驗法則的學習過程,對拆解順序的最佳化問題進行分析。本文經觀察電子產品 的回收方式後發現,除了將較值錢的零件拆解回收外,其餘大多以粉碎回收方式進行回收,因 此,與以往研究最主要的差別在於將電子產品的回收問題,由最佳拆解順序的求解轉變為探討 拆解-粉碎分界點的決定,進而以更有效率的方式進行求解。
而在多目標下之 EOL 程序方面,首先,Lee et al. (2001) 運用多目標線性規劃法,針對處理 EOL 產品時所衍生之成本進行規劃,期望能求出最大利潤或是最小成本之 EOL 處理方式。近年 來,由於環保意識的興起,才逐漸在成本或收益的考量之外,額外考慮當產品進入 EOL 程序時 同時處理有害或有毒的廢棄物,以及衡量不同的回收方式對環境所造成的衝擊,期望能在經濟 效益與環境衝擊之間,尋找出二者兼顧的最佳 EOL 程序,在方法論的使用上,如 Bufardi et al. (2003)、Mergias et al. (2007)、Staikos and Rahimifard (2007) 等學者,運用層級分析法建立 EOL 處理程序時所需考量的評估構面和項目之權重,進而建構出 EOL 處理程序的評估模式,而所探 討的構面為經濟/財務、環境、社會/技術等三類構面。此外,Kongar and Gupta (2006) 則認為 EOL 程序應同時兼顧最大再販售利潤、最大回收利潤、最少存貨與最少廢棄物等四種目標,文中並 利用模糊目標規劃法求解個人電腦的 EOL 處理方式。而 Chan and Tong (2007) 運用灰關聯分析 法,探討產品材料與 EOL 處理方式之間的關係,其衡量指標為經濟成本構面與環境衝擊構面, 分析過程在於求算出各構面指標的權重值與 EOL 處理方式之間的關聯度,並進行排序以決定其 回收方式。Ravi et al. (2008) 則利用分析網路程序法將 EOL 處理方式進行權重排序,再將所得 權重值導入 0-1 目標規劃法中,在最佳資源分配的規劃與限制下,求取最佳的 EOL 方案。 總歸而論,進行產品 EOL 程序時,最主要的目標不外乎為使 EOL 程序能兼顧最大利潤與最 少環境衝擊,而本文所提出之啟發式求解法除了同樣兼顧這二大目標外,與以往研究最大不同 點在於,因電子產品的回收方式大部份為粉碎回收,因此,本文便將研究電子產品 EOL 程序的 問題,轉變為如何配置人工拆解-粉碎回收-廢棄物處置等回收方式的最佳組合,而以更有效率的 方式求解此問題,相關文獻整理如表 1 所述。 因此,本文利用啟發式演算法的概念,首先針對電子產品的特性進行分析與歸納,並利用 此特性快速搜尋出回收程序的可行解,進而找出主要的柏拉圖解,如此便可以最有效率的方式 進行最佳化的求解,並運用妥協規劃法求解出多目標下的柏拉圖最佳解,而此最佳解不但與原 始最佳解差異甚小,同時求解過程也較為簡便。
表 1 多目標下 EOL 程序問題相關文獻彙整表 方法論 作者 年份 多目標項目 實例 多目標 線性規劃 Lee et al. 2001 再使用價值、再製造價值、主要回收 價值、次要回收價值、焚化價值、掩 埋成本、特殊處理成本、其他成本 咖啡機 層級分析法 Bufardi et al. 2003 經濟構面、社會構面、環境構面 電話 Mergias et al. 2007 社會構面、環境構面、財務構面、技 術構面 汽車 Staikos and Rahimifard 2007 經濟構面、社會-技術構面、環境構面 鞋子 模糊目標 規劃法
Kongar and Gupta2006 最大再販售利潤、最大回收利潤、最
少存貨、最少廢棄物
個人電腦
灰關聯分析 Chan and Tong 2007 候選材料、EOL 處理方式 空氣濾淨器
分析網路程序法 +0-1 目標規劃法 Ravi et al. 2008 資源減量、生態效益、執行成本、綠 色產品 個人電腦
3. 拆解及回收之成本效益評估模式
由於生產者責任的環保規範,使得企業必須負起產品 EOL 的責任,一套 EOL 處理程序通 常包含人工拆解、粉碎及分選、材料回收及廢棄物與有害物的處置等處理方式,相對應產生的 成本利潤項目有材料收益、拆解成本、粉碎處理成本及處置成本。目前企業對於電子電器類之 EOL 實際做法為先將有害廢棄物物先行拆除後,再針對 EOL 產品中,拆解回收利潤較具經濟效 益之部份進行產品拆解動作,其餘組件或零件,則予以粉碎分選之回收動作,或直接予以丟棄、 暫存、掩埋或焚化。因此,本文將電子電器類之 EOL 回收程序分為:先拆解之材料回收、未拆 解部份進行直接粉碎之材料回收以及廢棄物的最終處置,並假設進行 EOL 回收程序前,必須先 將有害廢棄物先拆除後,方可進行 EOL 產品拆解回收動作。 圖 3 為廢電子電器產品之 EOL 處理程序及相關的成本效益估計,成本效益包含下列 4 種項 目: (1) 材料收益:回收材料之材料收益,包括產品中金屬類材質、塑膠類材質、玻璃類材質、以及 其他材質的收益。 (2) 拆解成本:人工拆解成本與拆解工具成本。 (3) 粉碎處理成本:粉碎零組件時所使用之設備成本、廠房成本、土地成本、業務與其他成本。廢電子電器產品 因回 收原 物料 所避 免的 環境 衝擊 拆解程序 有害 廢棄 物處 理 一般原 物料 一般 廢棄 物處 理 一般廢 棄物 有害廢 棄物 粉碎程序 使用 粉碎 設備 所產 生的 環境 衝擊 廢棄程序 焚化 處理 所產 生的 環境 衝擊 掩埋 處理 所產 生的 環境 衝擊 焚化 處理 所產 生的 環境 衝擊 一般廢 棄物 有害廢 棄物 因回收 零件所 避免製 程方法 而產生 的環境 衝擊 因回 收原 物料 所避 免的 環境 衝擊 一般原 物料 一般 廢棄 物處 理 一般廢 棄物 圖 3 廢電子電器產品 EOL 處理程序及成本結構圖 (4) 處置成本:一般廢棄物處置成本與有害廢棄物處置成本。 因此,當產品進入 EOL 程序時,總成本效益的計算公式如式(1)所示,使用者僅需將產品之 拆解時間、零件材質、重量與成本利潤參數等基本資訊代入公式中,即可利用本公式求出當產 品進入 EOL 處理程序時,所必須花費或賺取的總成本利潤值。數學式中第一部份為拆解部份材 料回收成本效益,第二部份為粉碎部份材料回收成本效益,而第三部份為處置一般廢棄物與有 害廢棄物的成本,各成本與收益的單位皆為「元」。當成本效益值為正時,表示拆解及回收的結 果是獲利的;當總成本效益值為負時,表示拆解及回收這項產品需付出成本。
1 1 1 S S Di i L i DE i i n Ai i q HE i J i q i S J i H i i J i H CX B W C T C W B W r C W C W r C W C W
+ - (1)其中,
CX
S:零件編號 S 為分界點之總成本效益 (元); DiB
:零件經拆解回收之材料單位價格 (元 /公斤); iW
:零件重量 (公斤); LC
:拆解零件所需之單位人工成本 (元 /秒); iT
:拆解零件所需之秒數 (秒); DEC
:拆解設備單位成本 (元 /公斤); AiB
:零件經粉碎回收之材料單位價格 (元 /公斤); qr
:回收率;q=M (金屬暫假設為 rq=98%);q=P (塑膠暫假設為 rq=80%); q=G (玻璃暫假設為 rq=80%);q=O (其他暫假設為 rq=80%); HEC
:粉碎設備單位成本(元 /公斤); JC
:一般廢棄物單位處置成本(元 /公斤),J 為一般廢棄物; HC
:有害廢棄物單位處置成本(元 /公斤),H 為有害廢棄物;S
:拆解及材料回收分界點之零件編號;i
:拆解順序下之零件編號;i
1 ~
n
;n
:零件總個數4. 拆解及回收之環境衝擊評估模式
除了成本效益評估外, EOL 程序對環境所造成的衝擊也是在制定 EOL 回收策略的另一項 重要指標。生命週期評估 (life cycle assessment, LCA) 為大家所共識的一種環境衝擊衡量的概念 與方法,同時也是國際品保認證 ISO 14000 的重要評鑑標準,所謂生命週期評估是經由全盤考慮 產品生命週期階段中原物料的選用開始,經過加工、製造、包裝、運輸、消費及廢棄物處理、 處置、回收與循環再利用的整個過程,也就是從搖籃到墳墓的整個過程,藉由盤查分析將過程 中投入的資源及產出的廢棄物加以分類及量化,再利用衝擊評估將盤查分析所提供之數據,依 盤查項目對環境影響參考因子所佔比例,量化加總轉換成實際或可能形成對環境造成衝擊之指 數。本文利用荷蘭 PRé Consultants B. V.所發展的 SimaPro 軟體,使用者僅需提供零件材質種類、 重量、製程方式與相對應的回收及處置方法,運用該軟體中的 Eco-Indicator 99(E) 環境衝擊評估 公式,即可計算出生命週期各階段對環境的衝擊指數,並基於永續發展的概念,以歐洲資料庫 為權重,轉化為一標準化數值,以 mPt (milli-point) 表示。 同第三節之概念,由於本文將電子電器類之 EOL 回收程序分為人工拆解回收、粉碎材料回 收及廢棄物處置,因此,廢電子電器之 EOL 處理程序所衍生出的環境衝擊,包含拆解程序、粉 碎程序、廢棄程序等三種程序所產生的環境衝擊,如圖 4 所示。圖 4 環境衝擊指標估計架構圖
4.1 拆解程序所產生的環境衝擊
對於具有較高回收價值的零件採取人工拆解的回收程序:由於零件經由人工拆解,可得到 較完整的零件物質,所以具有較高的回收價值。故本文假設進行人工拆解後的零件歸類為可直 接回收再使用,因此對環境並不會產生衝擊。換句話說,拆解程序所產生的環境衝擊可視為因 人工拆解後直接回收再使用,反而減少了原物料及製程方式所產生的環境衝擊,意即拆解程序 的環境衝擊值為「節省」了原料環境衝擊與製程環境衝擊之加總值。4.2 粉碎程序所產生的環境衝擊
對於具有較低回收價值的零件則採取粉碎回收程序的方式進行處理:由於零件經過粉碎 時,必須利用粉碎處理設備以及進行原料的分選,故本文假設當零件經由粉碎動作所產生的環 境衝擊時,其對環境所造成的負擔,稱為粉碎程序環境衝擊值,包含回收材料所避免的環境衝 擊,及使用相關粉碎設備所消耗的能源所產生的環境衝擊。4.3 廢棄程序所產生的環境衝擊
包括處理一般廢棄物與有害事業廢棄物時所產生的環境衝擊:(1) 一般廢棄物之環境衝擊:對於不具回收價值的零件,則歸類至一般廢棄物,另外,每種材質 在粉碎回收程序時,依照材質回收率的不同而產生不同比例的一般廢棄物,故本文假設當零 件為一般廢棄物時,其所造成環境的負擔,稱為一般廢棄物環境衝擊值。 (2) 有害廢棄物環境衝擊值:對於有害廢棄物的回收處理方式,實務上大多以焚化或暫存的處理 方式;本文假設對於有害廢棄物的處理方式為焚化,因此,當零件為有害廢棄物時,經由焚 化處理所產生的環境負擔,稱為有害廢棄物環境衝擊值。 因此,當產品進入 EOL 程序時,總環境衝擊的計算公式如式(2)所示,使用者僅需將產品之 零件材質、重量、製程方式與相對應的回收及處置方法,輸入至 SimaPro 軟體計算出生命週期 各階段對環境的標準化衝擊指數代入公式中,即可利用本公式求出當產品進入 EOL 處理程序 時,對環境所造成的總衝擊值。數學式中第一部份為拆解部份之環境衝擊值,第二部份為粉碎 部份之環境衝擊值,而廢棄部份之環境衝擊計算方式則與前二部份相結合,其計算參數為
E
Ji與 HiE
,各環境衝擊值的單位皆為「mPt」,若計算出之環境衝擊值為正號時,表示拆解 (粉碎) 零 件會使得環境衝擊增加,即代表當環境衝擊值越大,對環境越有害;同理,若所計算之環境衝 擊值為負號時,代表拆解 (粉碎) 零件可以使得環境衝擊減少,即代表當環境衝擊值越小,對環 境越有益。
1 1 1 S S i Mi i Ci i Ji i Hi i n i Mi i Ci q i Si i Ji q i S EX W E W E W E W E W E W E r W E W E r
+ (2) 其中,EX
S:零件編號 S 為分界點之總環境衝擊值 (mPt) iW
:零件重量 (公斤) MiE
:零件原料的單位環境衝擊值 (mPt /公斤) CiE
:零件製程的單位環境衝擊值 (mPt /公斤)) JiE
:一般廢棄物所產生之單位環境衝擊 (mPt /公斤),J為一般廢棄物 HiE
:有害廢棄物所產生之單位環境衝擊 (mPt /公斤),H為事業廢棄物 SiE
:使用粉碎設備所產生之單位環境影響衝擊 (mPt /公斤) qr
:回收率;q=M (金屬暫假設為rq=98%);q=P (塑膠暫假設為rq=80%); q=G (玻璃暫假設為rq=80%);q=O (其他暫假設為rq=80%);S
:拆解及材料回收分界點之零件編號;i
:拆解順序下之零件編號;i
1 ~
n
;n
:零件總個數5. 啟發式求解法求解多目標最佳化之 EOL 回收程序
第三節與第四節分別討論了如何對 EOL 回收程序估算成本效益與環境衝擊。理論上若一項 產品共有n
種零件,最多可能有n
!
個拆解順序與 EOL 回收程序,以電子產品而言,通常具有 40~50 個零件,其所有可能的拆解順序與回收程序便有 40!~50!種,因而形成了 NP-hard 問題 (Navin-Chandra, 1994),較不可能快速地求解出最佳解。因此,在本節中,將先討論如何利用電 子產品回收時的特性,快速搜尋回收程序的可行解,進而找出主要的柏拉圖解,並利用妥協規 劃法在柏拉圖解中找出最佳的 EOL 回收程序。 本文觀察電子產品後發現,組裝方式大多以模組化設計的方式進行裝配,並注重輕、薄、 短、小等特性,因此在零件的組合與裝配上,大致上多為背膠、黏著、螺絲、熱熔、焊接及卡 榫等方式,與傳統機械類、汽車類產品頗為不同,因此,當對電子產品進行拆解回收時,往往 有著截然不同的回收方式。一般而言電子產品在回收方法的選擇上,除了將有害廢棄物及較值 錢的零件快速取出以符合環保法規及賺取回收利潤外,剩餘的零件大多以粉碎後材料回收的方 式,以避免人工拆解的麻煩與時間的耗費,而在人工拆解的過程中也儘量避免破壞性拆解,以 使得直接拆解下來的零件更具有回收利用價值。本文即利用電子產品拆解回收的特性做為本文 的假設前提來進行最佳化求解,藉此可有效減少多目標決策下可行解的數量,本文也相信藉此 假設所求解出的“近似最佳解”能夠滿足最佳解。 前述電子產品的回收特性如下所示: (1) 利用最少的拆解動作將有害廢棄物拆解下來,建立必要拆解程序。 (2) 以模組為拆解順序的基本變化單位,模組內之零件拆解順序不變; (3) 人工拆解過程排除破壞性之拆解; (4) 假設模組內之零件可以拆解至最後一個零件; (5) EOL 產品回收程序主要分為人工拆解程序、粉碎回收程序、廢棄物處置; 藉由上述的特性分析與假設,我們認為電子產品進行拆解回收時,會先根據 BOM (bill of materials) 表將產品界定出數個主要模組,加上環保法規的要求,使得有害廢棄物必須先行拆卸 下來,配合為了拆卸有害廢棄物而必須拆解的零件,因而形成了必要拆解順序。在必要拆解順 序做為基礎下,產品會拆解成數個主要模組,而各模組的回收方式可能包含人工拆解回收、粉 碎材料回收以及廢棄物處置等三種情況,然後再針對各模組內之零件,仔細分析哪些零件值得 回收而須採用人工拆解,哪些零件不值得回收,則以粉碎材料進行回收,哪些零件又屬於廢棄 物必須進行處置。如此,便可界定出各模組內的人工拆解停止點,本文稱之為拆解-粉碎分界點, 各模組之間分界點的組合,便構成了多目標決策下的所有可行解,再利用妥協規劃法,由決策 者決定使用何種方式進行多目標決策,方可尋找出柏拉圖最佳解。因此,根據前述的觀察、電子產品的回收特性,以及拆解-粉碎分界點的重要性,本文建議 一個啟發式求解法,包含以下七個步驟進行多目標下最佳 EOL 回收程序的分析,首先利用電子 產品的回收特性將 EOL 產品分解成數個模組,並以此做為拆解順序的基本變化單位,也就是說, 模組內的拆解順序假設不變;再分別計算各模組的拆解-粉碎分界點之成本/利潤與環境衝擊;最 後則求出主要可行解下之柏拉圖解,再運用妥協規劃法求解最佳解,如圖 5 所示: 圖 5 最佳化 EOL 回收程序之啟發式求解流程
(1) 界定產品的模組 根據產品 BOM 表、實際拆解經驗以及電子產品特性,將產品拆解區分為數個模組,並以模 組為基本變化單位進行後續研究分析,此步驟之執行方式如下所示: 1) 分析產品 BOM 表與其特性。 2) 研究室實際拆解產品。 3) 區分產品模組。 (2) 拆解有害廢棄物建立必要拆解程序 辨認產品零件中哪些部份是有害物質以及哪些部份是為了卸下有害物而必須先進行的拆解 動作,將這些拆解步驟優先安排並以最短路徑進行拆解,即為必要拆解程序,再以必要拆解程 序為主軸依序將產品模組拆卸下來。此步驟之執行方式如下所示: 1) 分析產品零件材質。 2) 辨識哪些材質為有害廢棄物。 3) 以最短路徑將有害廢棄物拆卸下來,並依此路徑建立必要拆解程序。 (3) 建立模組拆解順序 在必要拆解順序做為基礎下,產品會拆解成數個主要模組,再針對每一個模組,研究其最 有可能的拆解順序,儘可能拆解到最後一個零件,並紀錄零件之拆解時間、零件重量、零件材 質,以便在估算相關回收成本效益與環境衝擊時作為輸入數據。此步驟之執行方式如下所示: 1) 以必要拆解順序為基礎,將產品區分為數個主要模組。 2) 針對各模組下零件,建立各模組之拆解順序。 3) 記錄拆解過程中關於成本效益指標與環境衝擊指標之數據。 (4) 評估各模組之拆解粉碎分界點的成本結構及回收方式 根據步驟(3)的拆解順序原則,使用者僅需提供拆解時間、零件材質、重量與成本利潤等參 數做為基本輸入數據,再運用第三節之成本效益評估模式,即可快速評估出每一個模組零件在 不同拆解停止點 (在此停止點前是人工拆解,其餘送往粉碎回收) 的成本結構,包含有拆解收 益、拆解成本、拆解利潤、粉碎收益、粉碎成本、粉碎處置成本、粉碎利潤。再利用圖 6 成本 效益變化示意圖的概念,即可判斷該模組之拆解粉碎分界點的回收方式,共分為全部拆解、全 部粉碎與部份拆解部份粉碎等 3 種情況。此步驟之執行方式如下所示: 1) 運用第三節之成本效益評估模式,計算拆解-粉碎分界點之成本效益值。 2) 分析成本效益變化。 3) 利用圖 6 示意圖之概念,判定模組回收方式。
圖 6 成本效益變化示意圖 (5) 評估各模組之拆解粉碎分界點的環境衝擊指標 得知各模組之 EOL 回收方式後,運用 Simapro7.1 生命週期評估軟體,配合使用者輸入零件 材質之種類、重量、製程方式與相對應的回收及處置方法,便可衡量各模組 EOL 程序之原料採 集、製程方式與廢棄方式對環境的標準化衝擊指數,並利用第四節之環境衝擊評估模式,即可 計算出不同分界點的環境衝擊值,分析結果示意圖如圖 7 所示,因為愈以拆解方式進行回收會 對環境產生愈少的衝擊,因此最後一點分界點之環境衝擊值為最小。此步驟之執行方式如下所 示: 1) 利用 Simapro 7.1 生命週期評估軟體,計算各模組 EOL 程序之生命週期階段的環境衝擊值。 2) 運用第四節之環境衝擊評估模式,計算拆解-粉碎分界點之環境衝擊值。 (6) 建構主要可行解區域以求出柏拉圖解 估算完各模組 EOL 回收方式的成本效益與環境衝擊後,再將各模組的拆解-粉碎分界點相互 組合,配合本文對廢電子產品進入 EOL 時的基本假設,將各分界點之經濟效益值與環境衝擊值 轉化為標準化數值後,即可構成主要可行解區域。假設 EOL 產品有六個模組,每個模組內有 4 個零件,則每個模組會有 5 個拆解-粉碎分界點之成本/利潤與環境衝擊的數據,因此會產生 5×5×5×5×5×5=
5
6個可行解的組合,即為主要可行解區域,標準化公式如式(3) (4)所示:X
與Y
表示在未經過標準化時X
與Y
的數值,X
*與Y
*表示在經過標準化後之經濟效益 與環境衝擊的數值。圖 7 環境衝擊變化示意圖
*
X
= [X
-(Max 成本/利潤)] ÷ [(Max 成本/利潤)-(Min 成本/利潤)] (3)*
Y
= [Y
-(Max 環境衝擊)] ÷ [(Max 環境衝擊)-(Min 環境衝擊)] (4)簡而言之,此步驟之執行方式如下所示: 1) 收集各分界點之成本效益值與環境衝擊值。 2) 標準化成本效益值與環境衝擊值。 3) 利用標準化後之數據,建構主要可行解區域。 圖 8 為可行解區域示意圖,圖中之圓點表示每一個拆解-粉碎分界點中的成本/利潤值與環境 衝擊值,越往右下方的點,代表著拆解-粉碎分界點之處理程序除了對經濟效益具有較高的貢獻 外,尚可由縱軸也可知對環境產生的衝擊愈小,即圖中之 C 點 (
f
1
*,f
2
*) 代表著多目標決策 下之理想解位置,f
1
*表示經濟效益最大化理想解;同理f
2
*為環境衝擊最小化理想解。A 點 為經濟效益最大化的可行解,意味著在可行解中,A 點為成本/利潤最大的結果。同理,B 點為 可行解中環境影響衝擊最小的可行解,即表示在可行解中,B 點為環境衝擊最小的結果。 在所有可行解組合中,具有效率的組合可能不只一個,不同的經濟效益,就會有其環境衝 擊最小的組合,而不同的環境衝擊,也會有其對應最大的經濟效益,如圖 8 中的 A 點及 B 點即 是,在這些不同經濟效益或環境衝擊下具有效率的組合,由於不是報酬最大就是衝擊最小,因 此,將 AB 連線,即為可行解組合集合下的效率前緣線。效率前緣線除了指出哪些可行解是具有 效率的,同時也暗示位於效率前緣線左上方的組合都是不值得採用的,稱為無效率的可行解組1 p 2 p * 1 f * 2 f * 1 f f2* 圖 8 可行解區域示意圖 合。在這些有效率的可行解組合下,決策者可依自己的偏好來選擇,換句話說,理性的決策者 除了重視經濟效益與環境衝擊之間的妥協性外,也會自行承擔犧牲利潤的高低來選擇 EOL 回收 程序。 (7) 利用妥協規劃法求得最佳 EOL 回收程序 利用妥協規劃法將標準化後的兩個目標函數值轉化為距離函數,以
Z
p表示之,並由決策者 決定使用何種方式進行多目標決策 (決定w
i及p
) 以找出最短距離,以 minZ
p表示之: * 1/ 1min
(
(
( )) )
. .
k p p p P i i i iZ
w
f
f x
s t
x
S
(5) 其中,
Z
p:距離;i
w
:決策者對目標的偏好 (權重) * if
:第i
個目標的理想值;( )
if x
:第i
個目標函數;p
:參數,代表決策者對距離差距的衡量原則,當w
i
1
且k
2
時,1
p
為曼哈頓距離 (街廓距離)、p
2
為歐幾里得距離 (直線距離)S
:可行解區域i
:目標函數個數;i
1 ~
k
上式所表達之概念為在理想解上畫一逐步增大的圓,最先碰觸到的非支配解,即為妥協規 劃法下之最佳解,如圖 8 中之 D 點。換言之,根據 Pareto 最佳化的概念下,將所有有效率的可 行解連線會形成「效率前緣線」,同時,妥協規劃法計算下之「最佳解」的結果也會在此效率前 緣線上。 簡而言之,此步驟之執行方式如下所示: 1) 收集各分界點之標準化後的成本效益值與環境衝擊值。 2) 以妥協規劃法求解最短距離。3) 將 Pareto 最佳解轉換為 EOL 回收程序,即為多目標下之最佳 EOL 回收程序。
6. 案例分析:筆記型電腦之最佳 EOL 回收程序
本節以筆記型電腦為案例說明如何運用啟發式求解法找出各模組的拆解-粉碎分界點,並運 用多目標規劃法中的妥協規劃法在經濟效益最大化與環境衝擊最小化之間,求取出柏拉圖最佳 解的 EOL 回收程序與決策前緣線。分析過程中所需之 BOM 表、拆解時間、零件材質、重量及 相關的成本/利潤與環境衝擊參數參考簡重光 (民 97)、Wen (2000)。 以下即運用第五節的最佳化 EOL 回收程序之啟發式求解流程進行分析: (1) 界定產品的模組 就筆記型電腦之 EOL 回收程序而言,回收商並不會因為廠牌與型號的不同而區分回收動 作,參酌國內外對於筆記型電腦拆解回收之研究,再根據筆記型電腦產品 BOM 表、回收商對於 筆記型電腦的實際回收處理流程,以及實際拆解經驗,本文將筆記型電腦分成四大群組及 6 項 子模組,如圖 9 所示,分述如下: 1) 外蓋群組:在外蓋群組中,又分為上蓋模組與下蓋模組;該兩個模組為筆記型電腦的外殼, 目前較低價的筆記型電腦多以 ABS 為材質,高價的筆記型電腦則以鋁合金為材質。圖 9 筆記型電腦基本組成架構圖 2) 鍵盤群組:在鍵盤群組中,因為鍵盤上面有很多小鍵帽,且材質多為 ABS 所組成,而鍵盤 底部為印刷電路板,所以將鍵帽與鍵盤的印刷電路板合稱為鍵盤模組,以利於拆解及分析。 3) 內部組件群組:在內部組件群組中,區分為硬碟模組與電路板模組,分類原則為考量拆解工 人在拆解時分組的便利性以及回收的價值性,所以在內部組件模組中,將內部的印刷電路板 都歸類於電路板模組;硬碟為每一台筆記型電腦都具有的基本配備,所以也將硬碟歸類於硬 碟模組。 4) 面板群組:在面板群組中,共分為外部的框架模組,以及內部的背光源模組;目前在筆記型 電腦中的背光源主要以 CCFL 背光源為占多數;而 LED 背光源也逐漸發展中。 (2) 拆解有害廢棄物建立必要拆解程序 根據 WEEE 指令,筆記型電腦零件中的有害物質,包含液晶、電池及燈管,必須先行拆解 去除後方可進行回收,再利用最短拆解路徑將有害物質拆解下來後建立必要拆解程序(包含螺 絲、保護蓋、框架等 15 個零件)。 (3) 建立模組拆解順序 根據筆記型電腦的拆解特性與必要拆解順序做為基礎下,研究各模組之拆解順序,徹底的 將模組內之零件拆解下來,並記錄其零件重量、零件材質及拆解時間,以做為估算相關回收成 本效益與環境衝擊時的輸入數據,如圖 10 所示。 (4) 評估各模組之拆解粉碎分界點的成本結構及回收方式 運用第三節之成本效益公式評估每一個模組中之零件在不同拆解停止點的成本效益,由於 每個模組會有不同的零件數目,當模組內有 N 個零件數時會產生 N+1 個拆解-粉碎分界點;第 1 個拆解-粉碎分界點表示模組全部粉碎處理,第 2 個拆解-粉碎分界點表示模組內拆解順序 1 的零
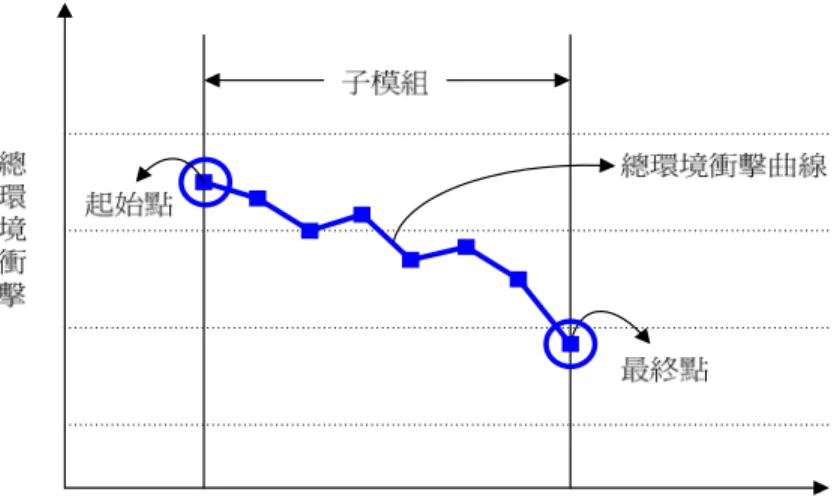
圖 10 筆記型電腦拆解順序圖 件為拆解處理其餘粉碎處理…以此類推,直至第 N+1 個拆解-粉碎分界點時表示模組全部拆解處 理。以硬碟模組為例,共有 13 個零件,所以共可產生 14 個拆解-粉碎分界點(L1~L14),如圖 11 成本效益結構圖所示,因 L1 之成本效益值最大,代表硬碟模組之 EOL 回收方式為全部粉碎 處理。 (5) 評估各模組之拆解粉碎分界點的環境衝擊指標 根據步驟 5 所判定之各模組 EOL 回收方式後,將零件材質之種類、重量、製程方式與相對 應的回收及處置方式輸入至 Simapro7.1 軟體後,即可得到生命週期各階段對環境所產生的衝擊 指標,再運用第四節之環境衝擊評估模式,即可計算出不同分界點的環境衝擊值。同樣以硬碟 模組為例,共可產生 14 個拆解-粉碎分界點(R1~R14),如圖 12 環境衝擊結構圖所示,因愈以 拆解回收方式進行回收,會對環境衝擊愈小,因此 R14 之環境衝擊值為最小。 (6) 建構主要可行解區域以求出柏拉圖解 在得知每個模組之拆解-粉碎分界點之成本/利潤與環境衝擊之後,便可開始建構所有可行解 區域。案例筆記型電腦共分為六個模組,模組內零件分別有 8 個、12 個、13 個、8 個、6 個、7
圖 11 拆解-粉碎分界點之成本效益結構圖-硬碟模組 圖 12 拆解-粉碎分界點之環境衝擊結構圖-硬碟模組 個零件,因此拆解-粉碎分界點則分別會有 9 個、13 個、14 個、9 個、7 個、8 個分界點產生, 共可組合出 825,552(即 9×13×14×9×7×8)組可行解,並以標準化公式將所有可行解進行標準化, 以成本/利潤為 X 軸、環境衝擊為 Y 軸,將所有標準化後可行解描繪於 X-Y 軸上,即構成主要 可行解區域,如圖 13 所示,並擷取圖中有意義之柏拉圖解進行解釋,再將柏拉圖解所代表之各 模組回收方式轉換為 EOL 回收程序,如表 2 所示。 1) 點 A:此點意指在目前可行解中,經濟效益最大的柏拉圖解。若決策者在制定 EOL 策略時, 希望能賺取最大利潤或花費最小成本,則可以此點所代表的各模組回收方式進行產品的 EOL 回收程序即可,以本案例而言,成本效益約為-13.44 NT /set,環境衝擊約為-24.67 mPt/set。 總成本效 益 ( 元
)
效率前緣線 多目標決策下之 柏拉圖最佳解 可行解中環境衝擊 最小之柏拉圖解 可行解中經濟效益 最大之柏拉圖解 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -0.9 -1.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 A B C 妥協規劃法 1, 2 i w p 0 圖 13 主要可行解區域圖及效率前緣線 表 2 點 A、點 B 之柏拉圖解的 EOL 回收程序比較表 案例機型 零件數 點 A 經濟效益最大化 點 B 環境衝擊最小化 必要拆解程序 15 零件全部拆解 零件全部拆解 模組 EOL 回收程序 上蓋模組 8 零件全部粉碎 零件全部拆解 鍵盤模組 12 零件全部粉碎 零件全部拆解 硬碟模組 13 零件全部粉碎 零件全部拆解 電路板模組 8 零件 1~6 拆解 零件 7~8 粉碎 零件全部拆解 下蓋模組 6 零件全部粉碎 零件全部拆解 面板模組 7 零件全部拆解 零件全部拆解 成本/利潤(NT /set) 69 -13.4387 -24.8072 環境衝擊(mPt /set) -24.6724 -431.8939
2) 點 B:此點意指在目前可行解中,環境衝擊最小的柏拉圖解。換言之,此可行解代表在各模 組回收方式的相互組合下,可對環境有著最友善的表現。若決策者以此可行解所代表的各模 組回收方式規劃 EOL 回收程序時,可對環境減少最多的環境衝擊,以本案例而言,成本效 益約為-24.81 NT /set,環境衝擊約為-431.89 mPt/set。 (7) 利用妥協規劃法求得最佳 EOL 回收程序 利用妥協規劃法計算所有標準化後之可行解到理想解的距離,再由決策者決定使用何種方 式進行多目標決策,因對目標偏好不同會造成分析結果的改變,例如當經濟效益目標之權重愈 大時,其分析結果會愈注重成本效益而犧牲環境衝擊;反之,則愈注重環境保護,但卻愈耗費 成本效益。因此,本案例分析中是假設決策者對於此二目標的偏好相同,權重變數皆設為 1 (
w
1
1
,w
2
1
),並以歐幾里得距離 (p
2
) 進行多目標決策,以尋找出最短距離,如此便 可找出柏拉圖最佳解,如圖 13 中之 C 點,再將其所代表之各模組回收方式轉換為 EOL 回收程 序,即可求得多目標下之最佳 EOL 回收程序,如表 3 所示。 點 C 為利用妥協規劃法 (w
1
1
,w
2
1
,p
2
) 所求得之柏拉圖最佳解,意指在目前可 行解中,同時達到經濟效益最大與環境衝擊最小的可行解。經濟效益與環境衝擊一般有著相互 抵銷的情況,當經濟效益愈大的回收方式,往往造成環境有著較大的損害,反之,對環境愈有 善的回收方式,則需要花費較多的成本,因此,決策者必須在這二者之間取得一個合適的妥協, 方可制定出同時具備最大經濟效益與最小環境衝擊的 EOL 回收程序,以本案例而言,成本效益 約為-14.88 NT /set,環境衝擊約為-275.61 mPt/set。 表 3 柏拉圖最佳解之 EOL 回收程序 案例機型 零件數 (妥協規劃法點 C 多目標最佳化 11
w
,w
2
1
,p
2
) 必要拆解程序 15 零件全部拆解 模組 EOL 回收程序 上蓋模組 8 零件全部拆解 鍵盤模組 12 零件 1 拆解、零件 2~12 粉碎 硬碟模組 13 零件 1 拆解、零件 2~13 粉碎 電路板模組 8 零件 1~6 拆解、零件 7~8 粉碎 下蓋模組 6 零件全部拆解 面板模組 7 零件全部拆解 成本/利潤(NT /set) 69 -14.8788 環境衝擊(mPt /set) -275.6076 註:w
1為經濟效益之權重、w
2為環境衝擊之權重、p
為距離參數7. 變更產品設計方式對 EOL 回收程序之影響
前一節示範如何找出筆記型電腦的最佳 EOL 回收程序以及決策前緣線。假若當產品設計師 對於筆記型電腦產品進行重新設計時,此時變會改變產品的組成結構,例如零件材質的改變、 採用易拆解的綠色設計…等等,亦或是新綠色技術的開發與導入,均會影響筆記型電腦 EOL 的 回收程序。 本節將以案例機型為基礎下探討變更產品設計方式時,會對 EOL 回收程序產生何種影響, 進行下列三種情況的模擬與討論:7.1 鍵盤模組之重新設計
由於鍵盤模組的原始設計方式會造成在拆解時需逐步利用人工方式一一拆解下來,此舉需 耗費大量拆解時間而造成人工成本大幅上升。為了改善此一問題,可採取一體成型的矽膠薄膜 鍵盤來取代。由於案例 NB 的鍵盤模組內多達 12 個零件,零件材質包含有鐵、壓克力、ABS、 PCB、低碳鋼、銅,總重量為 148.44 克,總拆解時間為 179.68 秒,根據市售產品上的矽膠型鍵 盤假設零件縮減為 4 個,零件材質包含有 PVC+copper、ABS、PP、PCB (樹酯),總重量為 260 克,總拆解時間縮短為 50 秒,各零件基本資料如表 4 所示。7.2 外殼零件之材質變更
觀察市售筆記型電腦的外殼,除了一般常見的 ABS 材質外,近年來由於消費者追求高質感 產品的需求,各家廠商也極力開發眾多不同外殼材質的筆記型電腦,諸如以皮革或木質材質所 標榜具特殊質感的筆記型電腦,或是目前較常見的強調金屬感的鋁合金外殼等等。因此本文假 設將原案例 NB 的 ABS 外殼材質變更為鋁合金材質進行分析,變更後的零件清單如表 5 所示。7.3 面板模組之 LED 背光源的導入
歐盟所頒布的有害物質限用指令 (Restriction of Hazardous Substances, RoHS) 規定鉛、汞、 鎘、六價鉻、多溴聯苯和多溴二苯醚等 6 種有害物質的限用,目前市售筆記型電腦的背光模組 表 4 矽膠型鍵盤模組零件資訊表 零件名稱 零件材質 零件重量(g) 拆解秒數 矽膠鍵盤 PP 105 10 控制 IC 外殼 ABS 95 12 鍵盤連結線 PVC+copper 10 8 控制 IC 板 PCB(樹酯) 50 20
表 5 鋁合金外殼零件資訊表 模組類別 零件名稱 原零件材質 新零件材質 必要拆解程序 記憶體保護蓋 ABS 鋁合金 鍵盤上蓋 ABS 鋁合金 LCD 框架 ABS 鋁合金 上蓋模組 上蓋 ABS 鋁合金 下蓋模組 下蓋 ABS 鋁合金 大多是使用含汞物質的冷陰極管,雖然目前尚未強制限用,但日後必對其產生重大影響。近年 來發光二極體 (light emitting diode, LED) 逐漸蓬勃發展,再加上 LED 具有重量輕以及省電的環 保特性,多家廠商已逐漸應用在筆記型電腦的背光源上。一般而言,筆記型電腦若採用 CCFL 之背光源則只需一根 CCFL 即可,若採用 LED 背光源則需要 40~50 顆左右的 LED 燈泡。 因此,本小節模擬筆記型電腦之面板由原本的 CCFL 背光源改為 LED 背光源,變更後的零 件清單如表 6 所示。 同樣以第六節的分析流程對上述 3 種新產品設計機型進行分析,茲將結果以表 7 陳述之。 1) 鍵盤模組的改善:由原本 12 個零件的鍵盤模組,改為 4 個零件的矽膠型鍵盤,在經濟效益 最大化的條件下進行 EOL 回收程序時,相較原案例機型 NB 的回收方式,除了鍵盤模組的 回收方式由全部粉碎轉變為零件 1~2 拆解、零件 3~4 粉碎,其餘模組均無變化。反應在成本 /利潤及環境衝擊時,當矽膠型鍵盤 NB 進入 EOL 回收流程時,可較原機型節省約 1.06NT/set 的回收成本,環境衝擊亦改善約 91.02mPt /set。在多目標最佳化的條件下進行 EOL 回收程序時, 相較原案例機型 NB,除了鍵盤模組的回收方式轉變為全部拆解,以及硬碟模組的回收方式 轉變為全部粉碎外,其餘模組均無變化。反應在成本/利潤及環境衝擊時,較原機型節省約 0.84NT/set的回收成本,環境衝擊亦改善約 132.71mPt/set。由經濟效益最大化與多目標最佳化的 分析結果可看出,不論是何種目標條件,矽膠型鍵盤 NB 均較原案例機型 NB 有著更省成本 及對環境較友善的 EOL 回收程序。 表 6 LED 面板之零件資料表 模組 零件編號 零件名稱 舊零件重量(g) 新零件重量(g) 必要拆解程序 29 LED 燈泡 1.12 45 面板模組 26 Panel 外框架 34 13.6 35 housing 16 6.4 上蓋模組 43 上蓋 131.5 52.6
表 7 案例機型與新產品設計機型之 EOL 回收程序比較表 機型 案例機型 NB 矽膠型鍵盤 NB 鋁合金外殼 NB LED 背光源 NB 零 件 數 經濟效益 最大化 多目標 最佳化 零 件 數 經濟效益 最大化 多目標 最佳化 零 件 數 經濟效益 最大化 多目標 最佳化 零 件 數 經濟效益 最大化 多目標 最佳化 必要拆解程序 15 全部拆解 全部拆解 15 全部拆解 全部拆解 15 全部拆解 全部拆解 12 全部拆解 全部拆解 上蓋 8 全部粉碎 全部拆解 8 全部粉碎 全部拆解 8 全部拆解 全部拆解 8 全部粉碎 全部拆解 鍵盤 12 全部粉碎 1 拆解 2~12 粉碎 4 1~2 拆解 3~4 粉碎 全部拆解 12 1 拆解 2~12 粉碎 1 拆解 2~12 粉碎 12 全部粉碎 1 拆解 2~12 粉碎 硬碟 13 全部粉碎 1 拆解 2~13 粉碎 13 全部粉碎 全部粉碎 13 1 拆解 2~13 粉碎 1 拆解 2~13 粉碎 13 全部粉碎 1 拆解 2~13 粉碎 電路板 8 1~6 拆解 7~8 粉碎 1~6 拆解 7~8 粉碎 8 1~6 拆解 7~8 粉碎 1~6 拆解 7~8 粉碎 8 1~6 拆解 7~8 粉碎 1~6 拆解 7~8 粉碎 8 1~6 拆解 7~8 粉碎 1~6 拆解 7~8 粉碎 下蓋 6 全部粉碎 全部拆解 6 全部粉碎 全部拆解 6 全部拆解 全部拆解 6 全部粉碎 全部拆解 模 組 EOL 程 序 面板 7 全部拆解 全部拆解 7 全部拆解 全部拆解 7 全部拆解 全部拆解 9 全部拆解 全部拆解 成本/利潤 (NT/set) -13.4387 -14.8788 -12.3779 -14.0404 -5.2126 -5.3246 -12.4071 -14.2086 環境影響衝擊 (mPt/set) -24.6724 -275.6076 -115.6927 -408.3138 -386.7454 -392.6182 -95.8052 -302.4995 圖形標記 N1 N2 K1 K2 S1 S2 L1 L2 2) 外殼材質的改變:由鋁合金材質外殼取代原 ABS 材質的外殼,在經濟效益最大化的條件下 進行 EOL 回收程序時,相較原案例機型 NB 的回收方式,上蓋、鍵盤、硬碟及下蓋等四個 模組的回收方式均有改變。反應在成本/利潤及環境衝擊時,當鋁合金外殼 NB 進入 EOL 回 收流程時,可較原機型節省約 8.23NT /set的回收成本,環境衝擊亦改善約 362.07mPt/set。在多目 標最佳化的條件下進行 EOL 回收程序,相較原案例機型 NB,回收方式並無改變,但因零件 材質有所變動,使得回收成本與環境衝擊產生變化。反應在成本/利潤及環境衝擊時,較原 機型節省約 9.55NT /set的回收成本,環境衝擊亦改善約 117.01mPt/set。由經濟效益最大化與多目 標最佳化的分析結果可看出,不論是何種目標條件,鋁合金外殼 NB 均較原案例機型 NB 有 著更省成本及對環境較友善的 EOL 回收程序。 3) 背光源的導入:當背光源由 CCFL 改為 LED 時,在經濟效益最大化的條件下進行 EOL 回收 程序,與原案例機型 NB 的回收方式相比之下並無變化,但因零件材質有所更改,使得回收 成本與環境衝擊同樣有所變化。當 LED 背光源 NB 進入 EOL 回收流程時,可較原機型節省 約 1.03NT
/set的回收成本,環境衝擊亦改善約 71.13mPt/set。在多目標最佳化的條件下進行 EOL
回收程序,相較原案例機型 NB,回收方式亦無變動。反應在成本/利潤及環境衝擊時,較原 機型節省約 0.67NT
/set的回收成本,環境衝擊亦改善約 26.89mPt/set。由經濟效益最大化與多目
著更省成本及對環境較友善的 EOL 回收程序。 為了更能比較案例機型與新產品設計機型之 EOL 回收程序的相互差異性,再將表 7 中「案 例機型 NB」之經濟效益最大化的 EOL 回收程序標記為點 N1,多目標最佳化之 EOL 回收程序 標記為點 N2,其餘「矽膠型 NB」、「鋁合金 NB」與「LED 背光源 NB」等三種模擬機型之分析 結果分別標記為 K1、K2、S1、S2、L1、L2,並繪製在同一座標平面上,以凸顯彼此的對應關 係,如圖 14 所示。 綜合而論,當鍵盤模組重新設計後,可為環境帶來較大的友善程度。由於此部份的結果為 模擬整個模組重新設計下進行分析所得,產品設計者可嘗試針對不同模組進行易拆解設計或對 環境較友善的設計方式,應可使重新設計後之筆記型電腦在成本/利潤或環境影響衝擊上有更加 明顯的提升以及改善。 圖 14 案例機型與新產品設計機型之 EOL 回收程序結果關係對應圖
ABS 外殼之筆記型電腦在 EOL 的考量下,不如鋁合金外殼之筆記型電腦,主要是因為鋁合 金外殼除了在外觀上較容易被消費者所喜愛外,在廠商 EOL 的觀點上也具有較高的回收價值, 再加上對於環境的衝擊亦較 ABS 來的低,因此才造成此一現象產生。 LED 背光源為主的筆記型電腦,是目前市面上的頗為盛行的新型產品,由於節能環保的提 倡更使得 LED 背光源更為市場所接受,根據分析結果顯示,不論在經濟效益或是環境衝擊上都 有顯著的增長。換言之,即可說明當筆記型電腦的背光源為 LED 時,不但對於節能有所助益, 產品壽命終了的回收效益與環境衝擊也佔有優勢。
8. 結論
本文藉由觀察電子產品的特性,發現大部份的模組回收方式均採取粉碎分選後進行材料回 收,來取代人工拆解的煩瑣程序。因此,本文以此現象為基礎假設,針對電子產品建議一套啟 發式求解法來快速找出多目標下之最佳 EOL 回收程序,為回收策略制定者規劃回收策略,同時 評估出所需花費之回收成本及可能對環境所產生的衝擊。 此啟發式求解法之基本精神是基於電子產品的特性進行分析,本研究認為電子產品進行拆 解回收時,會先界定出數個主要模組,並為符合環保法規而先將有害廢棄物先行拆卸下來,並 安排出必要拆解順序。在必要拆解順序做為基礎下,分析各模組的回收方式,如此便可界定出 各模組內的拆解-粉碎分界點,各模組之間分界點的組合,便為此啟發式求解法所欲求取的所有 可行解,最後再利用妥協規劃法,由決策者決定使用何種方式進行多目標決策,方可尋找出柏 拉圖最佳解的 EOL 回收程序。文中具體建議了七大步驟,求解 EOL 電子產品的回收程序的柏拉 圖解,並運用妥協規劃法求解經濟與環保雙贏的最佳解。 由案例分析可知,經由本研究之啟發式解法,若決策者以經濟效益最大化為考量制定 EOL 回收策略時,除了必要拆解程序、電路板模組之零件 1~6 及面板模組均以人工拆解回收外,其 餘模組皆為粉碎材料回收,可得成本效益約為-13.44 NT /set,環境衝擊約為-24.67 mPt/set。若以環境 衝擊最小化為考量制定回收策略時,所有模組均以人工拆解方式進行回收,可得成本效益約為 -24.81 NT/set,環境衝擊約為-431.89 mPt/set。若同時考量經濟效益與環境衝擊之柏拉圖最佳解時, 大部份模組均採人工拆解回收,其他如鍵盤模組之零件 2~12、硬碟模組之零件 2~13、電路板模 組之零件 7~8 等則以粉碎材料方式進行回收,可得成本效益約為-14.88 NT /set,環境衝擊約為 -275.61 mPt/set。 文末同時以不同設計下的筆記型電腦為例,計算其最佳的 EOL 程序,不論模擬產品為矽膠 型鍵盤 NB、鋁合金外殼 NB 或是 LED 背光源 NB 時,當 EOL 程序考量經濟效益最大時,均較 原案例機型可節省不同程度的回收成本,同時也改善了環境衝擊;而當 EOL 程序同時考量經濟效益最大與環境衝擊最小時,同樣也節省了回收成本與改善環境衝擊。換言之,若筆記型電腦 在原始設計階段時並未注重環保規範或是綠色設計等概念,當產品進入 EOL 程序時,往往需耗 費較高的回收成本,同時亦對環境產生較大的衝擊。倘若在產品設計的源頭便將環保概念納入 產品設計之中,不但能為廠商節省回收成本,同時也能減少其 EOL 產品對環境的衝擊。
參考文獻
李珣琮,「LCD 類產品回收之最佳化程序研究」,成功大學資源工程系未出版碩士論文,民國 95 年。 許志義,多目標決策,台北:五南圖書出版公司,民國 92 年。 簡重光,「筆記型電腦拆解回收之多目標最佳化程序與輔助決策系統建置」,成功大學資源工程 系未出版碩士論文,民國 97 年。Andrés, C., Lozano, S., and Adenso-Díaz, B., “Disassembly Sequence Planning in a Disassembly Cell Context,” Robotics and Computer-Integrated Manufacturing, Vol. 23, No. 6, 2007, pp. 690-695. Boothroyd, G. and Dewhurst, P., “Design for Assembly -- A Designer’s Handbook,” Technique Report,
Department of Mechanical Engineering, Lowell, MA: University of Massachusetts Press, 1983. Boothroyd, G. and Dewhurst, P., Product Design for Assembly, RI: Wakefield, Boothroyd and
Dewhurst, Inc., 1987.
Bufarid, A., Sakara, D., Gheorghe, R., Kiritsis, D., and Xirouchakis, P., “Multiple Criteria Decision Aid for Selecting the Best Product End of Life Scenario,” International Journal of Computer
Integrated Manufacturing, Vol. 16, No. 7-8, 2003, pp. 526-534.
Chan, J. W. K. and Tong, T. K. L., “Multi-Criteria Material Selections and End-of-Life Product Strategy: Grey Relational Analysis Approach,” Materials & Design, Vol. 28, No. 5, 2007, pp. 1539-1546.
Dong, J., Gibson, P., and Arndt, G., “Disassembly Sequence Generation in Recycling Based on Parts Accessibility and End-of-Life Strategy,” Proceedings of the Institution of Mechanical Engineers,
Part B: Journal of Engineering Manufacture, Vol. 221, No. 6, 2007, pp. 1079-1085.
Dong, J. and Arndt, G., “A Review of Current Research on Disassembly Sequence Generation and Computer Aided Design for Disassembly,” Proceedings of the Institution of Mechanical Engineers, Vol. 217, No. 3, 2003, pp. 299-312.
Effting, S., Wizard Manual -- Introduction into programming of Wizards in SimaPro 7, version 1.2, PRé Consultants B. V., 2006.
Feldmann, K., Trautner, S., Lohrmann, H., and Melzer, K., “Computer-Based Product Structure Analysis for Technical Goods Regarding Optimal End-of-Life Strategies,” Engineering Manufacture, Vol. 215, No. 5, 2001, pp. 684-693.
Feldmann, K., Trautner, S., and Meedt, O., “Innovative Disassembly Strategies based on Flexible Partial Destructive Tools,” Annual Review in Control, Vol. 23, 1999, pp. 159-164.
Galantucci, L. M., Percoco, G., and Spina, R., “Assembly and Disassembly Planning by Using Fuzzy Logic & Genetic Algorithms,” International Journal of Advanced Robotic System, Vol. 1, No. 2, 2004, pp. 67-74.
Gao, M., Zhou, M. C., and Tang, Y., “Intelligent Decision Making in Disassembly Process Based on Fuzzy Reasoning Petri Nets,” IEEE Transactions on Systems, Man, and Cybernetics - Part B:
Cybernetics, Vol. 34, No. 5, 2004, pp. 2029-2034.
González, B. and Adenso-Diaz, B., “A Scatter Search Approach to the Optimum Disassembly Sequence Problem,” Computers & Operations Research, Vol. 33, No. 6, 2006, pp. 1776-1793. Gungor, A. and Gupta, S. M., “An Evaluation Methodology for Disassembly Processes,” Computers
and Industrial Engineering, Vol. 33, No. 1-2, 1997, pp. 329-332.
Gungor, A. and Gupta, S. M., “Disassembly Sequence Plan Generation Using a Branch-and-Bound Algorithm,” International Journal of Production Research, Vol. 39, No. 3, 2001, pp. 481-509. Kongar, E. and Gupta, S. M., “Disassembly to Order System under Uncertainty,” International Journal
of Management Science, Vol. 34, No. 6, 2006, pp. 550-561.
Kongar, E. and Gupta, S. M., “A Genetic Algorithm for Disassembly Process Planning,” Proceedings
of SPIE, Vol. 4569, 2002, pp. 54-62.
Kuo, T. C., Zhang, H. C., and Huang, S. H., “Disassembly Analysis for Electromechanical Products: A Graph-Based Heuristic Approach,” International Journal of Production Research, Vol. 38, No. 5, 2000, pp. 993-1007.
Lambert, A. J. D., “Optimizing Disassembly Processes Subjected to Sequence-Dependent Cost,”
Computers & Operations Research, Vol. 34, No. 2, 2007, pp. 536-551.
Lambert, A. J. D. and Gupta, S. M., “Demand-Driven Disassembly Optimization for Electronic Consumer Goods,” Journal of Electronics Manufacturing, Vol. 11, No. 2, 2002, pp. 121-135. Lee, D.-H. and Xiroucharkis, P., “A Two-Stage Heuristic for Disassembly Scheduling with Assembly
Product Structure,” Journal of the Operational Research Society, Vol. 55, No. 3, 2004, pp. 287-297. Lee, S. G., Lye, S. W., and Khoo, M. K., “A Multi-Objective Methodology for Evaluating Product
Technology, Vol. 18, No. 2, 2001, pp. 148-156.
Liu, Z. F., Liu, X. P., Wang, S. W., and Liu, G. F., “Recycling Strategy and a Recyclability Assessment Model based on an Artificial Neural Network,” Journal of Materials Processing Technology, Vol. 129, No. 1-3, 2002, pp. 500-506.
Mergains, I., Moustakas, K., Papadopoulos, A., and Loizidou, M., “Multi-Criteria Decision Aid Approach for the Selection of the Best Compromise Management Scheme for ELVs: The Case of Cypros,” Journal of Hazardous Materials, Vol. 147, No. 3, 2007, pp. 706-717.
Navin-Chandra, D., “The Recovery Problem in Product Design,” Journal of Engineering Design, Vol. 5, No. 1, 1994, pp. 65-86.
Neuendorf, K. P., Lee, D. H., Kiritsis, D., and Xirouchakis, P., “Disassembly Scheduling with Parts Commonality Using Petri Nets with Timestamps,” Fundamenta Informaticae, Vol. 47, No. 3-4, 2001, pp. 295-306.
Ravi, V., Shankar, R., and Tiwan, M. K., “Selection of a Reverse Logistics Project for End-of-Life Computers: ANP and Goal Programming Approach,” International Journal of Production Research, Vol. 46, No. 17, 2008, pp. 4849-4870.
Rosell, J., Muñoz, N., and Gambin, A., “Robot Tasks Sequence Planning Using Petri Nets,”
Proceedings of Fifth IEEE International Symposium on Assembly and Task Planning, 2003, pp.
24-29.
Shih, L. H. and Lee, S. C., “Optimizing Disassembly and Recycling Process for EOL LCD-Type Products: A Heuristic Method,” IEEE Transaction on Electronics Packaging Manufacturing, Vol. 30, No. 3, 2007, pp. 213-220.
Shih, L. H., Chang, Y. S., and Lin, Y. T., “Intelligent Evaluation Approach for Electronic Product Recycling via Case-based Reasoning,” Advanced Engineering Informatics, Vol. 20, No. 2, 2006, pp. 137-145.
Staikos, T. and Rahimifard, S., “An End-of-Life Decision Support Tool for Product Recovery Considerations in the Footwear Industry,” International Journal of Computer Integrated
Manufacturing, Vol. 20, No. 6, 2007, pp. 602-615.
Tang, Y. and Turowski, M., “Adaptive Fuzzy System for Disassembly Process Planning with Uncertainty,” Journal of the Chinese Institute of Industrial Engineers, Vol. 24, No. 1, 2007, pp. 20-29.
Waterbury, R., “Designing Parts for Automated Assembly,” Assembly Engineering, Vol. 24, No. 2, 1985, pp. 211-217.
Wen, L. C., A Study of Waste Recycling-and-Treatment Fee Collection for Scrap Personal Computers, Taiwan: Environmental Protection Administration, 2000.
Yu, P. L. and Leitmann, G., “Compromise Solutions, Domination Structures and Salukvadze's Solution,” Journal of Optimization Theory and Applications, Vol. 13, No. 3, 1974, pp. 362-378. Zussman, E., Kriwet, A., and Seliger, G., “Disassembly-Oriented Assessment Methodology to Support