國
國
國
國 立
立
立
立 交
交
交 通
交
通
通
通 大
大
大
大 學
學
學
學
機械工程
機械工程
機械工程
機械工程學系
學系
學系
學系
博士論文
博士論文
博士論文
博士論文
麻田散鐵
麻田散鐵
麻田散鐵
麻田散鐵型
型
型
型不
不
不
不銹
銹
銹
銹鋼
鋼帶極
鋼
鋼
帶極
帶極
帶極潛弧
潛弧
潛弧
潛弧硬面銲
硬面銲
硬面銲
硬面銲覆
覆
覆
覆
耐熱疲勞
耐熱疲勞
耐熱疲勞
耐熱疲勞與耐磨耗
與耐磨耗
與耐磨耗
與耐磨耗特性之研究
特性之研究
特性之研究
特性之研究
The study on the Thermal Fatigue and Wear Resistance of
Submerged Arc Martensitic Stainless Steel Strip Cladding
研 究 生:郭央諶
指導教授:周長彬
麻田散鐵型不銹鋼
帶極潛弧硬面銲覆
耐熱疲勞與耐磨耗特性之研究
The study on the Thermal Fatigue and Wear Resistance of
Submerged Arc Martensitic Stainless Steel Strip Cladding
研 究 生:郭央諶 Student:Iang-Chern Kuo 指導教授:周長彬 Adivisor:Chang-Pin Chou 國 立 交 通 大 學 機械工程學系 博士論文 A Thesis
Submitted to Department of Mechanical Engnieering National Chiao Tung University
in partial Fulfillment of the Requirements for the Degree of
Doctor of Pholosophy in
Mechanical Engnieering October 2008
Hsinchu, Taiwan, Republic of China
麻田散鐵型不銹鋼
麻田散鐵型不銹鋼
麻田散鐵型不銹鋼
麻田散鐵型不銹鋼帶極
帶極
帶極
帶極潛弧硬面銲覆耐熱疲勞與
潛弧硬面銲覆耐熱疲勞與
潛弧硬面銲覆耐熱疲勞與
潛弧硬面銲覆耐熱疲勞與
耐磨耗特性之研究
耐磨耗特性之研究
耐磨耗特性之研究
耐磨耗特性之研究
研究生:郭央諶 指導教授:周長彬 國立交通大學機械工程學系摘
摘
摘
摘 要
要
要
要
本研究旨在探討合金元素與銲後熱處理對麻田散鐵型不銹鋼銲帶 潛弧硬面銲覆(Submerged Arc Cladding)耐熱疲勞特性與耐磨耗特性之 影響。 實驗中採用 PFB-131S 與 PFB-132 兩種不同成分的 410 不銹鋼銲帶 為銲覆材料,以 SS400 結構碳鋼為基材,採用潛弧銲法實施平面堆積 銲 (Bead on Plate),再對兩種銲件施以 625℃、650℃、675℃之銲後回 火處理後,以洛氏硬度試驗機量測其熔填金屬硬度,再分別以自製改 良的熱循環實驗爐進行耐熱疲勞實驗,量測其疲勞裂縫的裂縫數、總 裂縫長度、最大裂縫深度及裂縫長度分布等;復以雙金屬滾輪磨耗試 驗機進行 20,000 轉的滾滑動磨耗試驗,量取其外徑損失量以及重量損 失量,以評估不同成分的兩種焊件的耐熱疲勞性及耐磨耗性,以及回 火溫度對兩種焊件耐熱疲勞性及耐磨耗性之影響。 而後以光學顯微鏡、掃描式電子顯微鏡,以及穿透式電子顯微鏡 等,觀察其直銲下、回火後以及熱疲勞實驗後的顯微組織。再以化學 分光儀、X-ray 能量色散光譜儀以及擇域繞射,分析母材、銲材與銲件 熔填金屬化學成分、熔填金屬中鎳與鉻的分布,以及析出物的結構組 成,以瞭解材料成份及銲後回火溫度與熔填金屬的顯微組織、硬度、 耐熱疲勞性與耐磨耗性之關係,並推斷其熱疲勞破裂機構。實驗結果分析得知,隨著回火溫度增加,熔填金屬硬度降低,銲 件的耐熱疲勞性與耐磨耗性增加。PFB-131S 的硬度、耐磨耗性及耐熱 疲勞性皆高於 PFB-132。兩種焊件在直銲下的顯微組織皆為麻田散鐵組 織,回火後逐漸轉換為連續的肥粒鐵基地,以及不連續的析出物。 410 麻田散鐵不銹鋼之碳化物為面心立方結構的(Fe,Cr)23C6型,添 加 Mo 元素,其碳化物變為複雜面心結構的(Fe,Cr,Mo) 23C6型,其析出 溫度較低,成顆粒狀,量多且細,並成均勻分布,對硬度、耐磨耗性 與耐熱疲勞性都較為有利。添加 Ni 元素會降低材料 AC1溫度,使回火 軟化效果明顯,並使碳化物易於晶界析出,且成長條狀,造成晶界弱 化,對硬度、耐磨耗性以及耐熱疲性,都有不利的影響。 麻田散鐵型不銹鋼的熱疲勞破裂機構,乃是在高溫環境中碳化物 的析出,並聚集在晶界與次晶界,於熱疲勞循環應力與殘留應力共同 作用下,使基材與析出物介面產生微隙,並隨熱循環應力作用而成長、 串聯成微裂縫,最後在熱循環應力與腐蝕雙重作用下,裂縫成長而破 裂。
The study on the Thermal Fatigue and Wear Resistance of
Submerged Arc Martensitic Stainless Steel Strip Cladding
Student:Iang-Chern Kuo Adivisor:Chang-Pin Chou Department of Mechanical Engineering
National Chiao Tung University
Abstract
The aim of this study was to investigate the effect of chemical composition and post-weld heat treatment on the thermal fatigue and wear behavior of the submerged arc martensitic stainless steel strip cladding.
Stainless steel strips used for deposited metal were PFB-131S and PFB-132. Cladding on a carbon steel substrate (SS41) was performed using a submerged arc welding process to make bead-on-plate welds. Then the specimens were tempering for post-weld heat treatment at 625, 650 and 675 degree Celsius. The deposited metals were measured using the Rockwell C scale. A newly designed thermal fatigue testing apparatus was used to evaluate total crack length, maximum crack length and crack distribution.
An Amsler type wear testing machine was used to investigate the wear behaviour. The weight and dimension loss were measured after 20,000 revolutions. In addition, the thermal fatigue and wear resistance were evaluated in different strips and tempering temperature.
In order to understand the effects of chemical composition and tempering temperature on the microstructure, hardness, thermal fatigue, wear resistance and failure mechanism. The microstructure of the deposited metal such as as-welded, tempering treatment and thermal fatigue test were analyzed by means of optical microscopy, scanning electron microscopy and transmission electron microscopy. The spectrometer, X-ray energy
dispersion spectroscopy and selected area diffraction pattern were used to examine the chemical composition of substrate, strips and deposited metals. In addition, the quantity of chrome and nickel in the deposited metal, crystal structure and morphology of the precipitates were also evaluated.
The results showed that increasing the tempering temperature not only decreased the hardness but also improved thermal fatigue and wear resistance. Besides, the PFB-131S specimens were significantly higher than that of the PFB-132 specimens. Deposited metal on both specimens were martensitic structure. When tempering treatment was finished, the microstructure with columnar grains can be decomposed to form alpha-ferrite and the precipitates became fine particles.
The precipitates of martensitic stainless steel had a chromium-rich FCC (Fe,Cr)23C6 structure. The FCC (Fe,Cr,Mo) 23C6 complex carbides
were associated with high molybdenum content in the deposited metal. Furthermore, the precipitation temperatures of molybdenum carbides were lower than that of chromium carbides. The fine carbide particles relatively evenly distributed in the matrix, which exhibited a favorable hardness, thermal fatigue and wear resistance.Nickel can reduce the AC1 temperature,
which tends to have a significant tendency toward temper softening. Carbides can easily develop along the grain boundaries as AC1 temperature
decreased. As a result, grain boundaries became weaker and had a negative effect on hardness, thermal fatigue and wear resistance.
The mechanism of the thermal fatigue failure was the precipitates along grain and sub-grain boundaries were formed at high temperature. Due to the thermal cycles stress and the residual stress, micro fissures or cavities appear near the precipitate-matrix interface, the microvoid grows with increasing thermal cycles. Because of the microvoid linking occurred, caused grain boundaries cracks under combined the action of thermal stress and corrosion.
誌 謝
本論文的完成,首先需感謝恩師周長彬教授多年來的指導與提 攜,從碩士到博士,周教授一路指導,無論是做學問,還是為人處事。 都給了我極大的協助,師恩浩瀚,永誌不忘。 進修期間,虎尾科技大學在在實驗設備上的鼎力支持,以及排課 的協助,使我能順利完成學業。系上許多同仁的鼓勵、支持及不斷的 鞭策,如曾春風教授、蔡丕椿教授等,不時的鼓勵與關心我的論文進 度,黃和悅教授在論文投稿資訊給予很多協助,讓我在受壓力之餘亦 深刻感受到支持與溫暖,十分的感謝。另外,大葉大學李義剛教授、 台灣師範大學的鄭慶民教授、中國鋼鐵公司洪偉仁工程師、謝榮淵工 程師,在研究進行與論文撰寫所給予寶貴的意見,諸位委員對本論文 的指導與斧正,亦致上最高之謝意。 多年來,義剛、慶民、后堯等三位同窗好友的相互祇勵,大家一 同修課、一同討論的快樂時光令人懷念。特別要感謝交通大學的師長 們在各科目給我們的指導,尊尊教誨,師道彌高,尤其對我們幾位老 學生的照顧,令人感激,亦一併致謝。 另外特別要感謝的是我的母親,雖然年歲已高,多年來卻仍以無 限的慈愛照顧我這已是老大不小的兒子,慈母的愛無以為報,只能藉 擁抱來表達感激之情。當然,最需要感謝的是我的愛妻佩勳,多年來 無怨無悔的幫我扶持這個家,照顧母親及教養頑皮的子女-俐卉、彥 志、俐曄、彥德,在工作繁忙之餘,還要照料全家人的食衣住行,全 心全力的付出,讓我無後顧之憂,能夠在學校的教學工作及自己的學 業上全力以赴,老婆,感謝妳,辛苦妳了。目
目
目
目 錄
錄
錄
錄
頁次 中文摘要---I 英文摘要---III 目錄---V 表目錄---VII 圖目錄---VIII 第一章 第一章 第一章 第一章 前言前言前言---1 前言 1.1 研究背景與動機---1 1.2 研究目的---3 1.3 研究範圍與限制---4 1.4 研究方法---4 第二章 第二章 第二章 第二章 文獻探討文獻探討文獻探討---6 文獻探討 2.1 連續鑄造輥輪之硬面銲覆---6 2.2 麻田散鐵型不銹鋼---9 2.2.1 麻田散鐵型不銹鋼的顯微組織---9 2.2.2 麻田散鐵型不銹鋼的銲接冶金---12 2.2.3 不銹鋼的粒間敏化---13 2.3 輥輪之熱疲勞及磨耗模擬實驗---15 2.4 磨耗破壞理論探討---16 第三章 第三章 第三章 第三章 實驗方法與步驟實驗方法與步驟實驗方法與步驟---20 實驗方法與步驟 3.1 實驗材料與銲接---21 3.2 液滲檢驗及銲後熱處理---23 3.3 試片製作---23 3.4 硬度試驗---25 3.5 熱疲勞試驗---26頁次 3.6 磨耗試驗---28 3.7 光學金相與熱疲勞裂縫之觀察量測---30 3.8 冶金特性分析及電子顯微鏡觀察---30 3.8.1 成分分析---30 3.8.2 SEM 觀察---31 3.8.3 TEM 觀察(含 SAD) ---31 第四章 第四章 第四章 第四章 結果與討論結果與討論結果與討論---32 結果與討論 4.1 銲接實驗結果---32 4.2 成分分析---32 4.3 硬度分析---35 4.4 磨耗實驗分析---37 4.5 熱疲勞機構與耐熱疲勞性分析---40 4.6 金相分析---57 第五章 第五章 第五章 第五章 結論結論結論與建議結論與建議與建議---94 與建議 5.1 研究結論---94 5.2 研究建議---95 參考文獻---96
表目錄
表目錄
表目錄
表目錄
頁次 表 2.1 各型麻田散鐵型不銹鋼之化學組成---10 表 2.2 回火處理對淬火態 12%Cr 麻田散鐵型不銹鋼組織改變---11 表 3.1 實驗材料化學成份表(%)---21 表 3.2 銲接參數表---21 表 4.1 銲道第三層熔填金屬化學成份表(wt%)---34 表 4.2 雙金屬滾輪磨耗損失表---38 表 4.3 熱疲勞裂縫統計表---54圖目錄
圖目錄
圖目錄
圖目錄
頁次 圖 2.1 連續鑄造機示意圖---6 圖 2.2 潛弧銲接法原理圖---8 圖 2.3 含 13%Cr 之 Fe-Cr-C 平衡圖---10 圖 2.4 410 麻田散鐵不銹鋼之恆溫變態圖---11 圖 2.5 兩平行圓輪接觸下之應力分佈---19 圖 3.1 實驗流程圖---20 圖 3.2 潛弧銲接板上堆積銲示意圖---22 圖 3.3 潛弧銲接機銲接實景---22 圖 3.4 銲後熱處理程序圖---23 圖 3.5 熱疲勞試片取材及公差尺寸圖---24 圖 3.6 磨耗試片取材及公差尺寸圖---25 圖 3.7 熱疲勞實驗爐---26 圖 3.8 改良型熱疲勞實驗爐結構圖---27 圖 3.9 試片裂縫視察方向示意圖---28 圖 3.10 島津西原式雙滾輪磨耗試驗機---29 圖 3.11 雙滾輪磨耗試驗試片安裝示意圖---29 圖 4.1 銲件實體圖---33 圖 4.2 熔填金屬鎳、鉻含量變化---34 圖 4.3 銲後回火溫度與熔填金屬硬度關係---36 圖 4.4 銲件回火溫度、磨耗回轉數與磨耗損失量關係---39 圖 4.5 PFB-132 經 650℃回火與熱疲勞後試片表面近邊緣處裂縫----41 圖 4.6 PFB-131S 經 625℃回火與熱疲勞後試片表面近邊緣處裂縫---42 圖 4.7 PFB-132 經 625℃回火熱疲勞試片表面圓心處裂縫---43頁次 圖 4.8 PFB-131S 經 675℃回火熱疲勞試片表面圓心處裂縫---44 圖 4.9 PFB-131S 經 675℃回火熱疲勞試片表面之孔蝕---45 圖 4.10 PFB-131S 經 675℃回火與熱疲勞後龜殼狀陰影裂縫---45 圖 4.11 熱疲勞試片表面龜殼狀陰影邊緣微裂縫---46 圖 4.12 PFB-132 熱疲勞裂縫光學金相---48 圖 4.13 PFB-131S 熱疲勞裂縫光學金相---49 圖 4.14 PFB-132 銲件熱疲勞裂縫 SEM 金相---50 圖 4.15 PFB-131S 銲件熱疲勞裂縫 SEM 金相---51 圖 4.16 625℃回火熱疲勞裂縫長度分佈---52 圖 4.17 650℃回火熱疲勞裂縫長度分佈---53 圖 4.18 675℃回火熱疲勞裂縫長度分佈---53 圖 4.19 銲後回火溫度與總裂縫數關係---54 圖 4.20 銲後回火溫度與裂縫總長度關係---55 圖 4.21 銲後回火溫度與最大裂縫深度關係---55 圖 4.22 PFB-132 直銲下熔填金屬金相---58 圖 4.23 PFB-131S 直銲下熔填金屬光學金相---59 圖 4.24 PFB-132 經 625℃回火後熔填金屬光學金相---60 圖 4.25 PFB-132 經 650℃回火後熔填金屬光學金相---61 圖 4.26 PFB-132 經 675℃回火後熔填金屬光學金相---62 圖 4.27 PFB-131S 經 625℃回火後熔填金屬光學金相---63 圖 4.28 PFB-131S 經 650℃回火後熔填金屬光學金相---64 圖 4.29 PFB-131S 經 675℃回火後熔填金屬光學金相---65 圖 4.30 PFB-132 熱疲勞後熔填金屬光學金相---66 圖 4.31 PFB-131S 熱疲勞後熔填金屬光學金相---67 圖 4.32 PFB-132 銲件直銲下及回火後熔填金屬 SEM 金相---69
頁次 圖 4.33 PFB-131S 銲件直銲下及回火後熔填金屬 SEM 金相---70 圖 4.34 PFB-132 銲件熱疲勞後熔填金屬 SEM 金相---71 圖 4.35 PFB-131S 銲件熱疲勞後熔填金屬 SEM 金相---72 圖 4.36 PFB-132 銲件經 625℃回火後 TEM 金相---75 圖 4.37 PFB-132 銲件經 650℃回火後 TEM 金相---76 圖 4.38 PFB-132 銲件經 675℃回火後 TEM 金相---77 圖 4.39 PFB-131S 銲件經 625℃回火後 TEM 金相---78 圖 4.40 PFB-131S 銲件經 650℃回火後 TEM 金相---79 圖 4.41 PFB-131S 銲件經 675℃回火後 TEM 金相---80 圖 4.42 PFB-132 銲件經 625℃回火熱疲勞後 TEM 金相---81 圖 4.43 PFB-132 銲件經 650℃回火熱疲勞後 TEM 金相---82 圖 4.44 PFB-132 銲件經 675℃回火熱疲勞後 TEM 金相---83 圖 4.45 PFB-131S 銲件經 625℃回火熱疲勞後 TEM 金相---84 圖 4.46 PFB-131S 銲件經 650℃回火熱疲勞後 TEM 金相---85 圖 4.47 PFB-131S 銲件經 675℃回火熱疲勞後 TEM 金相---86 圖 4.48 PFB-132 銲件析出物 EDS 分析---87 圖 4.49 PFB-131S 銲件基地 EDS 分析---87 圖 4.50 PFB-131S 銲件 625℃回火熱疲勞析出物 EDS 分析---88 圖 4.51 PFB-131S 銲件 675℃回火熱疲勞後析出物 EDS 分析---88 圖 4.52 PFB-132 銲件銲道夾雜物 SEM 金相---89 圖 4.53 PFB-131S 銲件銲道夾雜物 SEM 金相---90 圖 4.54 銲道夾雜物 TEM 金相---91 圖 4.55 PFB-132 銲道夾雜物 EDS 分析---92 圖 4.56 PFB-131S 銲道夾雜物 EDS 分析---93
第一章
第一章
第一章
第一章 前
前
前
前 言
言
言
言
1.1 研究背景
研究背景
研究背景
研究背景與
與
與動機
與
動機
動機
動機
機件的長期使用與安全是工業界的共同期望,改進性能並且延長 使用年限則是工廠和機器的基本要求。在此要求下,一些設備的關鍵 部分使用壽命常被規劃高達 20 年,甚至更久。除了壽命已外,如何提 升生產效率以及降低成本,亦為企業生存與取得競爭優勢所需面對的 課題。 基於上述理由,機件的部份組成或零件的修補與維護,在工業上 已被普遍運用[1-2],典型的銲覆技術為在普通碳鋼或低合金鋼上覆銲 一層具有特殊性質的材料[3-6],特別是用於表面需要耐磨耗、耐腐蝕, 或是耐熱疲勞的機件上,以降低成本,並及時修復而避免因生產停止 所造成的經濟損失。 連續鑄造(Continuous Casting)或稱串聯鑄造,係指在金屬的產製過 程中,於煉鋼爐中熔鍊完成的金屬液體,不經由倒模澆鑄成錠的過程, 而直接倒入附有水冷卻裝置的輥輪之間,直接由鐵水冷凝鑄成板狀。 而後鋼板在半凝固狀態時,即被底下接續的輥輪再繼續帶出,軋製變 形,改變尺寸,直至成為鋼胚的製程中,材料皆處於高溫。此法除可 以省卻鋼錠的運送以外,亦不需耗費時間與能源重新加熱,不僅成本 低於鋼錠鑄造法(Ingot Casting),生產效率亦大幅提升,故廣為大型煉 鋼廠所採用,如中國鋼鐵公司即是。 上述連續鑄造法中所使用的輥輪稱為連鑄輥輪(Continuous Caster Roller)。連鑄輥輪的製造與修補採用硬面銲覆技術,其心部材料採用結 構碳鋼或低合金耐熱鋼,使其具有高韌性、高強度,以承受輥軋過程的彎曲應力。外部則依其使用要求,銲覆一層硬面材料,以抵抗輥軋 過程的磨耗(Wear)或熱應力(Thermal Stress)。當銲覆層因磨耗或熱疲勞 破裂而破壞時,可重新去除硬化層,再施以銲覆以重複使用,節省一 大筆經費。
麻田散鐵不銹鋼(Martensitic Stainless Steel)屬於鉻系不銹鋼,由於 具有優秀的機械性質與化學性質,常被用於製造壓力容器、連鑄輥輪、 滾筒、食品工業設備或石化工業設備[7-10]。廣泛的被應用在煉鋼場之 連續鑄造工場、熱延軋工場、酸洗工場之輥輪上[11-14],另外在農業 機械、化學工業、造紙業、食品業、皮革業等應用也很廣,其中尤以 410 系列表現最為出色。 此種銲覆使機件能同時符合使用時工作狀況,並具有耐磨耗、耐 腐蝕、耐氧化以及硬度高等優點。但是此種機件在惡劣環境及條件下 之使用,亦產生下述幾項缺點: 1、容易產生裂縫。 2、高溫中運轉,受到加熱─冷卻循環,材質甚易變劣而不堪使用。 3、熱延軋過程中,銲覆層受到劇烈之磨耗。 上述 1、2 原因可能是因為銲接後之殘留應力和使用中的熱震及氧 化導致[15,16],第三項原因則可能是因受到熱環境的影響以及長期的 沖蝕作用所致。根據以往文獻顯示[17,18],適當的熱處理可增加銲覆 層的強度、耐腐蝕性以及較佳的疲勞性,而得到最大的效益。所以, 爲了提昇銲件性能,麻田散鐵不銹鋼銲件常被要求在銲接後施以熱處 理,以利於銲件的使用[19]。此種銲後熱處理(Post Weld Heat Treatment,
PWH)對銲件的熔填金屬具有非常重要的影響[20]。 然而,以往研究對 麻田散鐵不銹鋼的熱疲勞特性以及耐磨耗性雖有探討,但仍相當缺 乏。比如添加元素的影響,適當的回火溫度,或是熔填金屬的硬度、 顯微組織與耐磨耗性及耐熱疲勞性之關聯,尤其是重要的熱疲勞破裂 機構研究,更是付之闕如。
1.2 研究目的
研究目的
研究目的
研究目的
基於以上之認識,本研究以 SUS 410 銲帶式為銲覆材料,以潛弧 銲接為銲覆方法進行研競,研究目的如下: 1. 探討銲帶式潛弧銲覆的銲接效果。 2. 探討銲條成分與銲後回火處理對麻田散鐵型不銹鋼銲件熔填金 屬硬度及顯微組織之影響。 3. 探討銲條成分與銲後回火處理對麻田散鐵型不銹鋼銲件耐熱疲 勞性之影響。 4. 探討銲條成分與銲後回火處理對系麻田散鐵型不銹鋼銲件耐磨 耗性之影響。 5. 探討麻田散鐵型不銹鋼銲件熔填金屬硬度以及顯微組織對熱疲 勞特性與熱疲勞裂縫型態之關係。 6. 探討麻田散鐵型不銹鋼銲件熔填金屬硬度以及顯微組織對耐磨 耗性之關係。 7. 探討麻田散鐵型不銹鋼銲件的熱疲勞破裂機構。1.3 研究範圍與限制
研究範圍與限制
研究範圍與限制
研究範圍與限制
1. 雖然實際應用輥輪為圓柱形,但由於輥輪直徑較大,且圓棒銲 接較困難,故本研究採用平板堆積銲(Bead on Plate)方式。 2. 由於麻田散鐵型不銹鋼之廣泛使用,本研究選擇最具代表性 410 鉻系之銲條為實驗材料,進行硬面銲覆。 3. 由於熔填率高,稀釋率低,可提高銲接效率,且單純的熔填可 減少複雜的銲接熱影響區(Heat Affect Zone, HAZ)的不利影響。 因此本研究選用銲帶式銲條,而以潛弧銲接法進行硬面銲覆。 4. 由於輥輪心部材料之耐熱鋼取得不易,且此次實驗採用之多層 平面堆積銲,母材可能造成之稀釋作用將甚微小,因此銲件母 材採用結構鋼材(CNS SS400/JIS SS41)。1.4 研究方法
研究方法
研究方法
研究方法
本研究以 PFB-132 以及 PFB-131S 兩種麻田散鐵型不銹鋼潛弧銲帶 為銲覆材料,採用潛弧銲接法實施板上堆積銲(Bead on Plate),在 SS400 結構鋼材上銲覆三層與六層之銲件,並控制銲件預熱及層間溫度。銲 接後以液滲探傷檢測,以確保銲件沒有缺陷後,再施以不同溫度的銲 後回火處理,再藉由硬度實驗、磨耗實驗,以及自製之熱疲勞模擬設 備進行熱疲勞實驗,以探討回火溫度對此兩種銲件的硬度、磨耗性及 耐熱疲勞性之關係。研究中並以光學金相顯微鏡(Optical Microscope, OM)、掃描式電子 顯 微 鏡 (Scanning Electron Microscope, SEM) 與 穿 透 式 顯 微 鏡 (Transmission Electron Microscopy, TEM)分別觀察直銲下、回火處理後
以及熱疲勞實驗後之顯微組織,對於熱疲勞實驗後試片,進一步觀察 量測熱疲勞裂縫之數量、長度與型態。最後再以分光儀量測材料與熔 填金屬的化學成分,又以能量色散 X-ray 光譜儀 (Energy Dispersion X-ray Spectroscopy, EDS)進行銲道熔填金屬所含 Ni、Cr 成分變化以及 銲道夾雜物之成份,以探討材料成分以及顯微組織與熔填金屬硬度、 耐磨耗性、耐熱疲勞性之關係,並探討其熱疲勞破裂機構。
實驗中亦以擇域繞射(Selected Area Diffraction, SAD)進行析出物結 構,以了解此類材料,在直銲下、回火及熱疲勞後析出物的種類及型 態之轉變。
第二章
第二章
第二章
第二章
文獻探討
文獻探討
文獻探討
文獻探討
2.1 連續鑄造輥輪之硬面
連續鑄造輥輪之硬面
連續鑄造輥輪之硬面
連續鑄造輥輪之硬面銲
銲
銲覆
銲
覆
覆
覆
利用硬面銲覆方式進行鋼胚連鑄輥輪(Slab Caster Roller)之修補, 提高使用效率,降低生產成本,已普遍使用在世界各大鋼廠。連續鑄 造法(Continuous Casting Process)因為其高生產效率,已經大規模應用 於製造鋼板、鋼胚(Slab)等。而在連鑄機上設置很多的輥輪,以支持、 引導並控制鋼板,這些輥輪在機能上分為支持導引輥、夾輥及矯正輥, 如圖 2.1 所示。支持導引輥將出自鑄模之鑄胚(此時內部為液態,外 部為固態)支持使其不變形,並在路線上滑行移動;夾輥則對鑄胚施 加拉伸應力,移動鑄胚;矯正輥使彎曲的鑄胚矯直,常兼具夾輥之功 用。 圖 2.1 連續鑄造機示意圖
連續鑄造輥輪破壞之主要原因可歸納成以下五點:
1、外皮破裂(Strand Break):表面凝固之鋼胚,其裡面仍是液態, 當鋼胚表皮凝固層破裂,鋼液黏住輥輪,而使輥輪損壞。 2、熱疲勞破裂(Thermal Fatigue Cracking):輥輪於作業中承受
交互之加熱冷卻作用,因而產生交變之熱應力,此熱應力將 使輥輪龜裂而不堪使用。 3、變形(Deformatiom):因承受負荷或因第一項之缺陷而使輥輪 變形。 4、磨耗(Worn Bearing):在高溫環境及負荷作業中,中、下部 輥輪產生刮磨、滑移、沖蝕、擦損腐蝕及表面疲勞等磨耗。 5、腐蝕(Corrosion):通常利用水來冷卻輥輪,使輥輪產生腐蝕。 連鑄機中各部位輥輪由於其所處的位置不同,功能要求不同,所 要發揮的機能不同,其破壞的機構也不同。故連鑄輥輪所選用的銲材 及熱處理條件也應有所不同。一般而言,連鑄機之上部輥輪由於承受 反覆的加熱與冷卻循環,因此易使輥輪產生熱疲勞破裂,而在連鑄機 之中、下部輥輪主要是以磨耗及腐蝕問題最為嚴重;故對上部輥輪銲 材之選用必須考慮抗熱疲勞破裂之特性,對中、下部輥輪則必須考慮 磨耗、腐蝕的問題[11,21,22]。輥輪常用的硬面銲覆方法很多,最常採 用的包括惰氣鎢極電弧銲(Gas Tungsten Arc Welding, GTAW)、潛弧銲 (Submer-ged Arc Welding, SW)、電漿噴銲 ( Plasma Spring )等方法 [23,24]。其中惰氣鎢極電弧銲具有熱源集中和銲接品質良好之優點,
但熔填效率低使得施工成本高為其主要限制。電漿噴銲應用於輥輪硬 面覆銲常採用電漿轉移電弧(Plasma Transferred Arc , PTA)被覆法,且被 覆材料大部份為粉末型態,被覆效率高[25],具有被覆層品質高、熱源 集中、銲接熱效應小、銲接速度高等優點。但被覆層厚度受限制,以 及設備複雜昂貴則限制了其使用[26,27]。對比之下,潛弧銲接法具有 堆積率(Deposition Rate)高、自動化容易、可大厚度且大面積的銲覆等 優點。尤其是銲帶式潛弧銲對母材的稀釋率非常低,只有 10~15%左 右,亦只有銲線式之一半,故僅須較少之施銲層數即可獲得所要求之 銲道成份,且因銲道平滑,銲後加工量少,可節省加工成本及時間, 故至今仍廣泛地被業界應用於輥輪的銲覆再生 [14-16,21,22,28-32]。圖 2.2 所示為潛弧銲接法原理圖。 圖 2.2 潛弧銲接法原理圖
2.2 麻田散鐵型不銹鋼
麻田散鐵型不銹鋼
麻田散鐵型不銹鋼
麻田散鐵型不銹鋼
2.2.1 麻田散鐵型不銹鋼的顯微組織
麻田散鐵型不銹鋼的顯微組織
麻田散鐵型不銹鋼的顯微組織
麻田散鐵型不銹鋼的顯微組織
不銹鋼由於具有優秀的機械性質與化學性質,被廣泛的運用。不 銹鋼依其常溫下的顯微組織被分為幾個主要種類,包括肥粒鐵型、沃 斯田鐵型、麻田散鐵型以及雙相不銹鋼等。其中麻田散鐵型不銹鋼因 為具有強大的機械性質以及優秀的化學性質,被大量選用為高溫模 具、刀具或前述的連鑄輥輪,以符合具耐熱疲勞破裂、耐磨耗、耐腐 蝕等特性要求,尤其以 13%Cr 系列為最廣泛。 表 2.1 為各型麻田散鐵型不銹鋼之化學組成[33],13%Cr 系不銹鋼 的代表性材料 410 系列亦在其中。圖 2.3 所示為 13%Cr 系麻田散鐵型 不銹鋼之平衡圖[35]。圖 2.4 為 410 鉻系麻田散鐵型不銹鋼之恆溫冷卻 變態圖(Isothermal Transformation Diagram, TTT 圖)[33] ,表 2.2 所示為 針對淬火態(As-Quenched) 12% Cr 麻田散鐵型不銹鋼實施回火處理,其 內部組織改變之情形[34]。如圖表所示,麻田散鐵型不銹鋼在高溫時為 γ沃斯田鐵相,當溫度降低時,在平衡狀態下將轉換成α相,並析出 碳化物。然而由於麻田散鐵型不銹鋼具有極佳的硬化能,S 曲線右移, 而使此材料縱然在高溫就採取緩慢冷卻方式,其組織依舊成為麻田散 鐵。麻田散鐵組織因為大量的碳固溶,使其晶體結構在冷卻過程中無 法順利從面心立方(Face-Centered Cubic, FCC)結構變態為體心立方結 構(Body-Centered Cubic, BCC),而成為滑動系統少,堆積密度低的體 心正方結構(Body-Centered Tetragonal, BCT)。麻田散鐵組織質地硬脆, 幾乎不具延展性,且往往伴生巨大的殘留應力,而不適合使用。因此 必須施以回火處理,以消除內應力,並使顯微組織成為由連續肥粒鐵 基地,間夾微細雪明碳鐵或其他析出物的回火麻田散鐵。表 2.1 各型麻田散鐵型不銹鋼之化學組成[33]
圖 2.3 含 13% Cr 之 Fe-Cr-C 平衡圖[35]
圖 2.4 410 麻田散鐵不銹鋼之恆溫變態圖[33]
2.2.2 麻田散鐵型不銹鋼的
麻田散鐵型不銹鋼的
麻田散鐵型不銹鋼的
麻田散鐵型不銹鋼的銲
銲
銲接冶金
銲
接冶金
接冶金
接冶金
麻田散鐵型不銹鋼具有高硬化能,在銲接快速冷卻過程中,容易 形成硬脆組織與殘留應力,此硬脆組織與殘留應力再與氫氣相結合, 易導致銲件的銲後冷裂(Cold Cracking)。若由於偏析物(FeS)的液化及殘 留應力效應相結合,則容易造成熱裂(Hot Cracking)[35-38];為避免麻 田散鐵型不銹鋼銲道金屬之龜裂,降低其破裂敏感性,除了適當的選 用銲接材料外,於銲前施行預熱並保持與預熱溫度相同的層間溫度 (Interpass Temperature)是不可或缺的;一般而言,預熱具有以下三種主 要作用[39]: 1、降低母材與銲接金屬間溫度之差異,使殘留應力減少。 2、降低冷卻速率,使氫氣及其它固溶之氣體,可充分的擴散出 去。 3、降低銲接區及熱影響區之硬度,增加韌性。 根據文獻[11,31,39,40,41],將 410 鉻系麻田散鐵型不銹鋼銲件預熱 至 250℃已可完全避免銲接龜裂之發生。而為降低銲道及熱影響區之 硬度、改善韌性,並降低殘留應力,防止變形,一般對麻田散鐵型不 銹鋼銲件採取溫度在 600℃~850℃範圍內,數小時回火處理(Tempering) 之銲後熱處理(Post weld Heat Treatment)[38,39]。影響硬度之主要因素 為碳含量及回火溫度高低[35],至於回火時間只要足夠,則對硬度影響 不大。一般煉鋼廠對連續鑄造輥輪採取的回火溫度為 550℃~650℃。回 火方法對其熔填金屬機械性質亦有很大影響,根據文獻顯示[39],當銲 件未冷至室溫(此時溫度 Ms 以上),即施行高溫回火處理數小時,然後
徐冷至室溫,銲件中發現存有大量未回火麻田散鐵,而且由於此時 γ 相分解成晶界碳化物及粗大肥粒鐵結構,熔填金屬機械性質較差,尤 其衝擊值降低甚多。因此在施行銲後熱處理前,必須將銲件冷卻至室 溫,以得到完全麻田散鐵基地,再行回火處理,以得到所需的機械性 質。
2.2.3 不銹鋼的粒間敏化
不銹鋼的粒間敏化
不銹鋼的粒間敏化
不銹鋼的粒間敏化
不銹鋼有析出物析出的粒間敏化或硬脆相產生所造成的脆化問題 等。在不同的不銹鋼種類間有不同的析出型式與敏化關係,其之間的 比較如下[42]: 1.沃斯田鐵型不銹鋼 沃斯田鐵基地中,依其成份及加工條件與不同處理存在三種相: (1)碳化物: 因沃斯田鐵(γ 相)中的溶解度有限,當含碳量小於 0.03%時, 沃斯田鐵較為穩定,若含碳量超過 0.03%,冷卻至溶解度限界 以下,會析出 M23C6碳化物,若施以快速冷卻,則碳化物來不 及反應析出,得過飽和碳之 γ 固溶體,重新加熱至 γ+M23C6的 高溫相區內停留,會析出富鉻的 M23C6相。由於富鉻碳化物好 發在沃斯田鐵晶界,碳化物周圍形成貧鉻、貧碳現象,降低不 銹鋼之抗蝕性與強度,造成晶界容易腐蝕破壞,稱為粒間敏化 (Sensitization)。而碳化鉻的析出溫度為 550~800℃之間,若因 為銲接過程的熱循環,使銲接熱影響區通過此溫度區間而出現 粒間敏化現象,則稱為銲接衰退。 (2)σ 相: 沃斯田鐵型不銹鋼中存在碳化物 M23C6的晶核,通常會促進 σ相的形成,固溶化處理溫度對σ相形成速度具影響性。σ 相產 生時,會增加不銹鋼的硬度及強度,降低可塑性。其消除方法 可加熱至 σ 相存在的上限溫度以上或通過固溶化處理。 (3)δ 肥粒鐵: 鈦、鈮是生成肥粒鐵的元素,鑄件的成分中肥粒鐵形成元素局 部偏析、聚集更有所關係。其存在會降低鋼抗孔蝕的能力,但 當足夠的肥粒鐵以弧島狀晶粒存在時,可改善抗敏化及抗應力 腐蝕性。 2. 肥粒鐵型不銹鋼 因不同溫度造成組織不同,且應注意以下一些熱處理問題: (1)457℃脆性問題: 肥粒鐵型不銹鋼其鉻含量大於 12%以上其熱處理溫度在 400~ 540℃時,將產生韌性降低即脆化,且在 475℃時最嚴重,其原 因是富鉻的 α 初生相(α’)析出造成脆化現象,耐蝕性也隨之降 低。此現象之避免方法為將不銹鋼加熱到 600℃以上(溫度愈 高,脆性消除愈容易),然後快速冷卻即可。 (2)σ 相脆性問題: σ 相是一種富鉻的脆性金屬間相,容易沿晶界呈網狀析出,將 使不銹鋼變脆,也會降低耐蝕性。所以為了降低 σ 相出現,可 以降低鉻、鉬含量,也可以將鋼加熱到 900℃以上(極限溫度以 上),然後快速冷卻即可。 (3)高溫脆性問題: 不銹鋼含有相當大量的插入型元素,加熱到 950℃或以上,會 析出碳氮化合物,造成韌性和可塑性降低,即為高溫脆性。鑄 件、銲接件最常見此問題。將鋼加熱到 750℃~850℃後急冷便
可消除此現象。 (4)敏化問題: 如同沃斯田鐵型不銹鋼一樣。其補救措施方法是降低碳和氮的 含量,將鋼加熱至 750℃~870℃短時間保溫即可。 3. 麻田散鐵型不銹鋼 麻田散鐵型不銹鋼與碳鋼及低合金鋼同,於高溫區有 δ 肥粒鐵相區 及 α→γ 之相變態區,淬火時可得麻田散鐵組織,故經由回火處理 可以獲得不同之回火組織及相應的力學性能。麻田散鐵型不銹鋼的 敏化問題並無相關足夠的研究以資證明,然而在長期高溫使用下, 麻田散鐵形不銹鋼將因析出物的產生,而使其性質改變[34,42], 而此是否代表麻田散鐵型不鏽鋼亦有敏化問題,甚或影響其疲勞性 質等,尚待研究。
2.3 輥輪之熱疲勞及磨耗模擬實驗
輥輪之熱疲勞及磨耗模擬實驗
輥輪之熱疲勞及磨耗模擬實驗
輥輪之熱疲勞及磨耗模擬實驗
連續鑄造輥輪在使用中因輥軋經過高溫鋼胚,表面受到急速加 熱,軋過鋼胚後又需用高壓空氣加水將其冷卻,並將鋼胚產生之氧化 皮噴沖去除,使得輥輪承受升溫降溫之熱循環。此種加熱與冷卻速度 十分快速,產生極大熱應力,稱為熱震。一般而言,上部輥輪之熱循 環溫度範圍為 400℃~650℃,使得輥輪產生熱疲勞破裂(Thermal Fatigue Cracking)[12,30]。中、下部輥輪則因高壓、磨擦,產生刮磨、 滑移、沖蝕、擦損腐蝕及表面疲勞等磨耗[11,21,22]。 除了施工程序外,會影響銲件耐熱疲勞破裂性及耐磨耗特性之主要因素是銲材之成份及銲後熱處理溫度[12,15,30],而不同銲材之最佳 銲後熱處理溫度為何?亦是值得進一步探討。此外評估連續鑄造輥輪 銲覆優劣之方法視輥輪部位而定,除須評估其耐腐蝕性外,上部輥輪 必須評估其抗熱疲勞性,中、下部輥輪則必須評估其耐磨耗特性。 以往針對評估抗熱疲勞性之實驗設計,有利用火燄加熱法者 [43,44],但有測溫無法精確之缺點;或有利用管形爐者[43],但此法則 加熱較緩,循環較慢、較費時;本實驗則採用蔡氏所研發本校自製之 熱疲勞性循環爐[45]加以評估,該循環爐已經實驗證明能有效模擬連續 鑄造輥輪之熱疲勞破裂之情形。
2.4 磨耗破壞理論探討
磨耗破壞理論探討
磨耗破壞理論探討
磨耗破壞理論探討
機械失去工作能力常常是因為結構元件表面磨損。結構元件因磨 損而停機修理所導致的經濟損失卻十分巨大。爲此長久以來,人類對 有關磨耗的研究一直是持續進行。[46] 磨耗是因物體表面接觸且做相對運動,而造成材料表面逐漸產生 碎片而剝離流失之現像,根據文獻顯示[30],硬面銲覆磨耗型態有四大 類: (1) 磨料磨耗(Abrasive Wear):指機件表面受到比本身堅硬之顆粒或另 一表面突起的物質,在滾滑動或摩擦過程中受力作用,而壓入較軟 的原機件表面上,再經外力刮鏟作用而使材料脫落,此種磨耗常發 生於重機械或建築機件與沙粒或硬質顆粒接觸部位上。 (2) 滑移磨耗(Sliding Wear):兩接觸物體之間的相對滑移運動所造成的 固體表面材料流失。(3) 沖蝕磨耗(Erosion Wear):由於固體表面與流體或衝擊氣流間的機械 作用所造成的固體表面材料流失。 (4) 微動磨耗(Fretting Wear):滑移磨耗的一種特例,其定義為在兩個接 觸物體之間,由於小振幅的週期性來回滑移震盪所造成的磨耗。 同時,Eyre 氏[47]於 1978 年提出金屬磨耗特性中指出,在工業應 用上磨耗問題以接觸磨耗型(Encountered Wear)型式最多,約佔 50%, 黏著磨耗佔第二位約為 15%,其他 35%是綜合型磨耗問題,如沖蝕磨 耗、摩損磨耗(Fretting Wear)、腐蝕磨耗(Corrosion Wear)等等。
黏著磨耗 (Adhesive Wear)是當機件相互作用面受壓力變形時,由 於作用熱量可能大幅提生了接觸點或面之溫度,而產生黏銲現像,再 由於相對運動,經黏銲金屬中較弱區被撕開而導致磨耗,此種磨耗常 發生於合金性質相近之物體表面,且其中一機件表面可發現黏著另一 機件材料碎片。
表面疲勞磨耗(Surface Fatigue Wear)是機件重覆接觸於具有應力作 用下所造成的磨耗,經長時間運轉操作,微小裂縫就會於物體表面或 內層產生,並會繼續擴大,當裂縫延伸到表面,機件就會成碎塊的破 壞,此種磨耗外表可觀察到具有大小不同之孔蝕現像,此種磨耗發生 於軸承、齒輪或軸上。 腐蝕磨耗是機件受到化學或電化學反應之時,再經過相對運動而 使表面繼續剝離之磨耗。 除了針對磨耗型態作一簡單介紹之外,有關硬面銲覆層為增進耐 磨耗性,覆銲之條件亦不可忽視,如 J. C. Majetich 氏[13]指出,利用 潛弧銲法施工硬面銲覆機件,其影響到耐磨耗性的因素有填充金屬大
小、保護熔劑、銲接電壓、電流與電源極性等等。 在滾滑動接觸磨耗(Rolling/Sliding-Contact Wear)方面,當固體滾、 滑動接觸時,接觸表面所受到的力量可分成兩個分量,一是垂直於接 觸面之壓應力,它是兩接觸試片在一起必需產生的力量。另一分力為 剪應力,它的方向平行於接觸面,此剪應力是固體受到壓且具有相對 滑動所產生的摩擦力,這剪應力與壓應力成正比其比例常數就是摩擦 係數,一般乾燥無潤滑下,金屬材料摩擦係數約為 1/4~1/3 之間[48]。 而在接觸應力方面,早在 1881 年,H. Hertz 氏首先就利用彈性力量分 析固體接觸時,其彈性應力場之行為。在靜止狀態下,兩個圓柱體接 觸下之應力場如圖 2.5(a)所示。若兩圓柱體尺寸與彈性係數均相同,最 大壓應力則由下式表示[49,50]: R L E P P × × =0.418 2 0 ………(1) 其中 P0是最大壓應力(kg/mm 2 ),P 是垂直負荷(kg),E 是圓輪材料彈性 係數(kg/mm2 ),R 是圓輪試片之半徑(mm),L 是圓輪寬度(mm)。而最 大壓應力出現於接觸表面之中心線上,如圖 2.5(b)所示,又從圖 2.5(a) 中同時觀察最大剪應力 τmax 是出現於固體表面內層,其最大剪應力等 於 0.304P0。
(a) 應力場沿 Z 軸支應力分布
(b) 接觸面上壓應力的分布情形
第三章
第三章
第三章
第三章 實驗
實驗
實驗
實驗方法與步驟
方法與步驟
方法與步驟
方法與步驟
本研究共分五部份:(1)銲接實驗;(2)硬度實驗;(3)熱疲勞性實驗; (4)耐磨耗實驗;(5)金相實驗 。圖 3.1 為本研究之流程圖,以下就各項 實驗程序分別說明實驗之方法與步驟。 圖 3.1 實驗流程圖3.1
實驗
實驗
實驗材料與銲接
實驗
材料與銲接
材料與銲接
材料與銲接
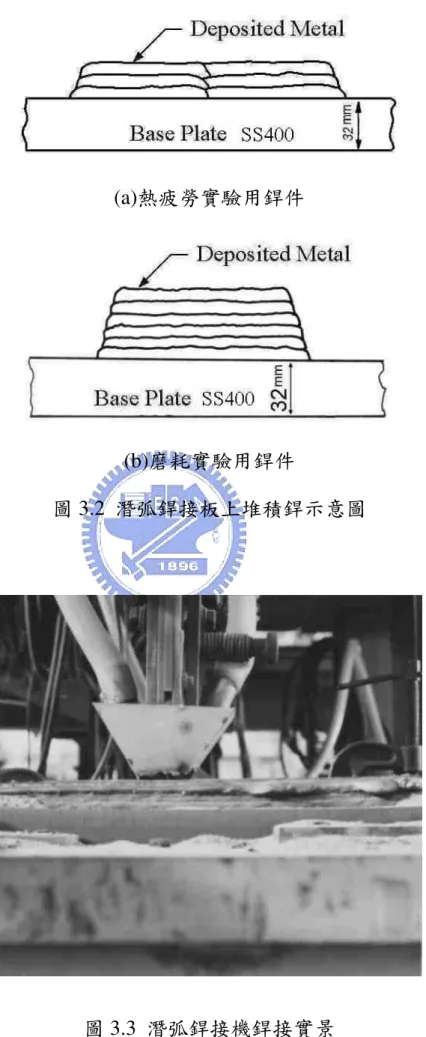
本研究所採用之材料之成份如表 3.1 所示,母材為 CNS SS400 中 碳鋼厚板,其尺寸規格為 270mm×80mm×30mm。填充金屬為日本神戶 製鋼所的 410 系列麻田散鐵型不銹鋼潛弧銲覆材料產品,PFB 132 與 PFB-131S 兩種銲帶(Strip)。其截面尺寸為 0.4mm 厚×50mm 寬,利用潛 弧銲接法實施板上堆積銲(Bead on Plate),如圖 3.2 所示。熱疲勞實驗 用銲件施以二道三層銲接,磨耗實驗用銲件施以一道六層銲接,以保 持磨耗試片成份之均一。施銲前銲條及銲藥均在 250℃之烘烤爐中烘烤 3 小時以上,以去除濕氣。銲接預熱及層間溫度均為 250℃,以避免銲 後太快的冷卻速率使銲件產生冷裂。預熱設備採用乙炔及氧氣混合之 中性燄,銲接採用直流正電極(Direct Current Electrode Positive ,DCEP),以增加熔填率,降低稀釋率(Rate of Dilution)。其它銲接參數 如表 3.2 所示,潛弧銲接機施銲實際情形如圖 3.3 所示。 表 3.1 實驗材料化學成份表(wt%) Materal C Si Mn P S Ni Cr Mo Fe PFB-132 0.065 0.59 1.39 0.022 0.006 2.02 13.47 0.028 Bal. PFB-131S 0.140 0.68 0.99 0.021 0.011 0.98 12.42 0.37 Bal. Base metal 0.190 0.13 0.84 0.01 0.007 0.032 0.019 - Bal. SUJ 2 0.940 0.26 0.44 0.01 0.013 - 1.46 - Bal.
表 3.2 銲接參數表
Polarity Current Voltage Travel speed Input energy Preheat and interpass temperature DCEP 650A 24V 19cm/min 49(KJ/cm) 250°C
(a)熱疲勞實驗用銲件
(b)磨耗實驗用銲件
圖 3.2 潛弧銲接板上堆積銲示意圖
3.2 液滲檢驗及銲後熱處理
液滲檢驗及銲後熱處理
液滲檢驗及銲後熱處理
液滲檢驗及銲後熱處理
爲確保用來實驗的銲件並無瑕疵存在,銲接完後之銲件經以液滲 檢驗無表面缺陷後,再實施不同溫度之回火處理。熱處理設備為空氣 電氣爐,回火溫度為 625℃、650℃、675℃三種,熱處理程序首先將銲 件於爐內加熱至回火溫度,持溫 2 小時,然後在爐中冷卻至 200℃以 下,再取出空冷。如圖 3.4 所示。 Room Temperature Cooling in Furnace Below 200oC Air Cooling 625oC, 650oC, 675oC Keep 2 Hours Time T em p er at u re 圖 3.4 銲後熱處理程序圖3.3 試片製作
試片製作
試片製作
試片製作
直銲下及銲接後熱處理之試片經車床與銑床加工製成需要之試 片,包括熱疲勞實驗試片與磨耗實驗試片等。熱疲勞試片與試片取材 位置及尺寸如圖 3.5 所示[51],試片的試驗面先經#800 砂紙磨光,再 利用液滲檢測試片表面有無瑕疵,確定無瑕疵後再進行後續之實驗。磨耗實驗試片與試片取材位置及尺寸如圖 3.6 所示。磨耗實驗用之 相對試片採用 SUJ 2 高碳鉻鋼,其成份亦表示於表 3.1 中,此試片經 過退火以及油淬處理,並經檢查並無淬裂後,再施以精加工,製成如 圖 3.6(a)所示之尺寸公差,並控制其 Ra 值於 0.7~1.0,硬度值於 HRc60 ~64 之間。 (a) 試片取材與尺寸公差 (c) 試片實體 圖 3.5 熱疲勞試片取材位置及公差尺寸圖
(a) 試片取材與尺寸公差 (b)試片實體 圖 3.6 磨耗試片取材及公差尺寸圖
3.4 硬度試驗
硬度試驗
硬度試驗
硬度試驗
將直銲下及經回火處理後之試片,以洛氏硬度試驗機量測其頂層 硬度,量測時初負荷為 10kg,主負荷為 150kg。3.5 熱疲勞試驗
熱疲勞試驗
熱疲勞試驗
熱疲勞試驗
熱疲勞實驗爐如圖 3.7 所示,此爐是蔡氏所研發[45],再經改良而 成。圖 3.8 為此新型改良之結構示意圖(專利已獲准)。實驗時爐溫設定 1010~1040℃,試片在爐中加溫,並以熱電偶測量距離表面 2.5mm 深 處之溫度,當溫度達 650℃時,即自動送出爐外,由空氣壓縮噴水冷卻。 當溫度降至 450℃時,停止噴水,再送進爐內加熱,如此反覆循環實施 2000 次,每次循環時間大約為 2~3 分鐘,利用此設計以觀察連鑄輥輪 受交互加熱冷卻之情形。實驗爐設有試片溫度與入爐時間監控裝置, 以避免因熱電偶或機械失效所引起的失敗。熱疲勞實驗完成後,除從 試片表面觀察裂縫成長情形以外,並將試片如圖 3.9 所示般切取[51], 以觀察銲道橫截面裂縫產生與向內部內部延伸之情形。 圖 3.7 熱疲勞實驗爐(a) Cooling
(b) Heating
Coil
Thermocouple
Specimen
Baffle Plate
Sprayer
圖 3.8 改良型熱疲勞實驗爐結構圖 (a)試片受噴水冷卻情形 (b)試片受 感應線圈加熱情形A
A
A
A
A-A
Cross Section
Welding Direction
Deposited Metal
圖 3.9 試片裂縫視察方向示意圖3.6
磨耗試驗
磨耗試驗
磨耗試驗
磨耗試驗
加工完之磨耗試片進行磨耗試驗,試片磨耗前先量測其硬度、表 面粗度、重量與外徑,再安裝於圖 3.10 所示島津西原式金屬磨耗試驗 機進行實驗。圖 3.11 所示為試片安裝示意圖。實驗採 9%之滑動比,相 當於 115mm/Sec 之相對滑動速度,接觸力為 75Kg。SS400 與 SUJ 2 的 彈性係數大約相同,即 E=2.1×104 Kg/mm2[36],則對外徑 30mm,寬 8mm 之兩滾輪而言,最大壓應力 P0=47.9Kg/mm 2,最大剪應力 τ max=14.56Kg/ mm2。磨耗總迴轉數 20 萬轉,並於 5 仟、2 萬、6 萬,10 萬、15 萬、 20 萬轉時,分別取下試片量其重量損失及外徑減少量。圖 3.10 島津西原式雙滾輪磨耗試驗機
3.7
光學金相與熱疲勞裂縫之觀察量測
光學金相與熱疲勞裂縫之觀察量測
光學金相與熱疲勞裂縫之觀察量測
光學金相與熱疲勞裂縫之觀察量測
將經不同條件回火處理之銲件,經切割、鑲埋、拋光、腐蝕後, 以光學顯微鏡觀察其金相組織。以了解直銲下與回火及經熱疲勞實驗 後之熔填金屬金相差異。 熱疲勞試驗完成之試片切下橫截面,利用砂紙磨平並拋光,先不 進行腐蝕,利用光學顯微鏡觀察其裂縫型態。之後再經腐蝕,再利用 維氏硬度試驗機量測裂縫數及裂縫長度,以及光學顯微鏡觀察其金相 顯微組織及裂縫之情形。由於每試片所切割處之寬度並不完全相同, 總裂縫數與總裂縫長度兩者皆由量測數據與截面寬度,再換算為每 80mm 寬度內之數目。腐蝕所用腐蝕劑為 Vilella(5ccHCl+1g 苦味酸 +100CC 酒精),腐蝕時間三分鐘。3.8
冶金特性分析及電子顯微鏡觀察
冶金特性分析及電子顯微鏡觀察
冶金特性分析及電子顯微鏡觀察
冶金特性分析及電子顯微鏡觀察
3.8.1 成分分析
成分分析
成分分析
成分分析
將不同之銲材取銲道第三道熔填金屬,另取磨耗相對材料的 SUJ 2,利用分光儀進行成分之分析,並利用 SEM 小區域之 EDS,由母材 往銲道上層量測熔填金屬碳及鉻含量變化之情形,以了解銲覆材料受 母材稀釋之情形。 材料的顯微組織與性質都受到材料成分的影響,而由於本實驗所 探討的耐磨耗性與疲勞特性,其行為皆發生於材料表面,因此對銲道 頂層的熔填金屬,特別再以分光儀量測其化學成分。3.8.2 SEM 觀察
觀察
觀察
觀察
將直銲下、回火處理後以及熱疲勞實驗之金相試片,利用超音波 洗淨,於 SEM 觀察其金相顯微組織、裂縫型態、夾渣及碳化物析出之 情形。3.8.3 TEM 觀察
觀察
觀察(含
觀察
含
含 SAD)
含
將經不同回火處理之銲接試片,利用超薄切片機,於銲道的第三 層中間,平行銲道表面切取 0.24mm 之薄片;將熱疲勞後之試片,利用 同樣設備,於試驗表面下 0.35mm 處(為避免熱疲勞裂縫存在),平行試 驗面切取 0.24mm 之薄片,再經粗磨、細磨、拋光後,製成 0.05~0.10mm 之薄膜,將此薄膜沖下直徑 3mm 之試片,再利用雙噴射(Jet)電解拋光 機在室溫拋光至穿孔為止(電解液為 3 份硝酸+11 份甲醇);將此試片利 用 TEM 觀察其顯微組織、夾渣形態與成份,並利用擇域繞射(SAD)法 分析析出物之形態。第四章
第四章
第四章
第四章 結果與討論
結果與討論
結果與討論
結果與討論
4.1 銲接實驗結果
銲接實驗結果
銲接實驗結果
銲接實驗結果
圖 4.1 所示為銲件外觀實體圖,經過液滲探傷法檢驗,所有之銲 件均無冷裂發生,代表所採用銲接參數(表 3.2)正確[14,15]。由圖可看 出每道的寬度相當大,約 50mm 左右,高度約 11~12mm,故僅銲三層 即可達原來銲線式四層之效果,且由於銲道表面較平滑,故可減少銲 後之加工量,降低成本,最重要者,由於銲層數少,減少在重疊處產 生熱裂 (Fire-Cracking)之敏感性,對連續鑄造輥輪表面品質之改善及使 用壽命之延長有所助益。 由於潛弧銲接法的特性,兼且採取直流正電極銲接,大部分的熱 能集中於銲帶溶解,因此降低稀釋率,減少母材影響。稀釋率於成分 分析時再予以討論。4.2 成分分析
成分分析
成分分析
成分分析
實驗母材及銲材之成分如表 3.1 所示,PFB-132 銲材為 410 不銹鋼 加 2%Ni,且含有 0.065wt%C,PFB-131S 銲材則為 410 不銹鋼加 1%Ni、 0.37%Mo,且含有 0.14wt%C。 銲接過程中因為受到銲接稀釋的影響,熔填金屬的成分將迥異於 母材與銲材,而介於兩者之間。稀釋率越高,成分越接近銲材。圖 4.2 為從母材往熔填金屬方向量測 Ni、Cr 成分變化,由圖中可發現,自第 二道起,鉻、鎳含量已相當穩定,至其頂層成分幾乎已不受母材稀釋 之影響,因此可知直流正電極的潛弧銲帶式銲接具有相當高的稀釋率,故雖僅銲三道,但已能達到成分之要求。 銲道頂層(第三層)的熔填金屬,再以分光儀量測其化學成分,如表 4.1 所示,此層的熔填金屬中,除 Cr 元素都保持於具有良好耐腐蝕性 的濃度(12wt%)以外,PFB-132 銲件主要含有 1.69wt%Ni 及 0.069wt%C,PFB-131S 則含有 0.87wt%Ni、0.33%Mo 以及 0.13wt%C。 (a) 二道三層板上堆積銲件 (a)一道六層板上堆積銲件 圖 4.1 銲件實體圖
(a) PFB-132 (b) PFB-131S 圖 4.2 熔填金屬鎳、鉻含量變化 表 4.1 銲道第三層熔填金屬化學成份表(wt%) Material C Si Mn P S Ni Cr Mo Fe PFB-132 0.069 0.596 1.39 0.022 0.011 1.69 13.47 0.028 Bal. PFB-131S 0.130 0.58 0.98 0.023 0.009 0.87 12.14 0.330 Bal.
材料因性質與性能的需求被選用,而性質則與成分、製程及顯微 組織互相關聯,此兩種銲件不同的成分差異將對兩者性質造成影響, 尤以 Ni、Mo 與 C 元素影響最鉅,此將在往後的結果與分析中,一一 呈現。
4.3 硬度分析
硬度分析
硬度分析
硬度分析
以洛氏硬度試驗機量測母材 SS400、磨耗對磨片 SUJ 2,以及銲道 頂層的熔填金屬硬度,包括直銲下及經熱處理後之試片,以了解銲後 回火溫度對熔填金屬硬度之影響,每組試片皆做三片,取其平均值, 其結果如圖 4.3 所示。母材硬度為 HRB 73,熔填金屬硬度方面,直銲 下,PFB-132 為 HRC35,PFB-131S 為 HRC44。兩種銲件經不同銲後 回火處理後,硬度都大為降低,且硬度值隨回火溫度增高而降低,此 自為銲後硬脆之麻田散鐵組織因回火而軟化之效果。惟無論是直銲下 或經銲後回火處理,PFB-132 銲件熔填金屬的硬度都比 PFB-131S 銲件 來得低。 由於材料之硬度除受熱處理影響外,最主要取決於其化學成分、 顯微組織與製程。就顯微組織方面來說,其硬度受到各相硬度、相分 率以及相分佈之影響。對麻田散鐵不銹鋼來說,淬火狀態下的顯微組 織以麻田散鐵及殘留沃斯田鐵為主。這其中,麻田散鐵的硬度受含碳 量的影響,在含碳量在 0.6wt%以下時,麻田鐵的硬度隨含碳量增加而 增加[52]。由表 4.1 可知在銲道頂層的熔填金屬中,PFB-131S 的含碳量 為 0.13wt%,PFB-132 的含碳量僅 0.069wt%,SUJ 2 則高達 0.94wt%C。 故若比較麻田散鐵硬度,則 PFB-131S 高於 PFB-132,而 SUJ2 更遠勝 於兩者。圖 4.3 銲後回火溫度與熔填金屬硬度關係
此外,根據 Andrews[53]的麻田散鐵發生溫度(Martensite Start Temperature, Ms)的成分方程式為 Ms=539-423C-30.4Mn-17.7Ni-12.1Cr-7.5Mo………(2) 由前之成分分析,得兩種銲材的麻田散鐵發生溫度分別為: Ms(PFB-132)=539-423×0.065-30.4×1.39-17.7×2.02-12.1×13.47-7.5×0.028 =270℃ Ms(PFB-131S)= 539-423×0.14-30.4×0.99-17.7×0.98-12.1×12.42-7.5×0.37 = 279℃ 故 PFB-131S 之 Ms 高於 PFB-132。而在考慮受到銲接稀釋影響的銲道 頂層熔填金屬方面,其麻田散鐵發生溫度則分別為: Ms(PFB-132)= 539-423×0.069-30.4×1.39-17.7×1.69-12.1×13.47-7.5×0.028 =274℃ Ms(PFB-131S)= 539-423×0.13-30.4×0.98-17.7×0.87-12.1×12.14-7.5×0.33 = 289℃
因此,不論是原銲材或是稀釋後熔填金屬,PFB-131S 的麻田散鐵發生 溫度皆高於 PFB-132。材料之 Ms 愈高,其殘留沃斯田鐵量愈低,亦即 擁有較多的麻田散鐵量,硬度亦愈高。綜合以上兩點,直銲下,PFB-131S 的硬度高於 PFB-132 已是必然。 在回火後的硬度方面,由於 Ni 為沃斯田鐵安定化元素,有使材料 變態溫度 AC1降低之效果[54-57],而 PFB-132 的熔填金屬含有 1.69wt%Ni,較 PFB-131S 之 0.87wt%為高,因此使得 PFB-132 有較顯 著之回火軟化效果,此外根據 Maratary[55]研究指出,碳化物析出量與 其化學成分之關係公式如下 %Carbide=12.33(C%)+0.55(Cr%)-15.2………..(3) 據此,由成分分析可算出 %Carbide (PFB-131S)>C%Carbide(PFB-132) 同時因 PFB-131S 多了 0.33%的 Mo,Mo 元素為肥粒鐵安定化元素, 其存在會增加 AC1,減少淬火殘留沃斯田鐵的存在,且將析出 Mo 碳化 物[59],其析出溫度較 Cr 碳化物為低,此雙重影響使得 PFB-131S 既擁 有較多的麻田散鐵量,且有較好的析出強化效果,故在相同回火條件 下,其熔填金屬硬度皆較 PFB-132 為高。
4.4 磨耗實驗分析
磨耗實驗分析
磨耗實驗分析
磨耗實驗分析
以島津西原式滾輪磨耗試驗機進行雙金屬滾滑動磨耗實驗,六組 試片對磨後之重量損失量及外徑減少量以及硬度資料如表 4.2 所示, 每組試片皆做三片,取其平均值。由表中可看出 SUJ 2 標準試片之損 失量皆相當輕微,而 PFB-132、PFB-131S 則變化相當大,此點證明高碳且含有大量鉻元素的 SUJ 2 耐磨耗性相對相當良好。 表 4.2 雙金屬滾輪磨耗損失表 Group Kinds of specimens Post-weld heat treating temperature (℃ ) Hardness (HRC) Surface roughness (Ra) Weight loss (mg) Reduction of external diameter(µm) PFB-131S 625 35.5 1.3 182.3 65 1 SUJ 2 60.0 0.7 2.5 10 PFB-131S 650 32.0 1.4 161.5 70 2 SUJ 2 61.5 0.8 4.3 15 PFB-131S 675 29.5 1.3 114.0 60 3 SUJ 2 60.7 1.0 8.2 5 PFB-132 625 24.7 1.4 971.6 330 4 SUJ 2 62.2 0.8 3.7 10 PFB-132 650 23.9 0.9 458.0 300 5 SUJ 2 62.0 1.0 5.0 20 PFB-132 675 22.2 1.4 410.8 175 6 SUJ 2 61.0 0.7 3.0 15 將實驗結果圖繪,如圖 4.4 所示。可看出無論是 PFB-132 或 PFB-131S,在實驗範圍內,回火溫度愈高者,重量損失量愈低,亦即 耐磨耗性越好。PFB-131S 在不同回火溫度間的耐磨耗性差異並不大, PFB-132 則在回火溫度 625℃時,耐磨耗性大幅的減弱。此外,在相同 回火溫度下,PFB-132 銲件之耐磨耗性皆遠劣於 PFB-131S。而不管任 何銲材,當迴轉數增加,重量損失量也就增加。參照圖 4.2,發現熱處 理溫度愈高者,熔填金屬硬度愈低;但在相同熱處理條件下,PFB-132 銲材之銲道硬度皆較 PFB-131S 銲材為低。依據 Archard[60]所提出的磨 耗公式:W=K×PL/H,其中 W 為磨耗率,K 為材料磨耗係數,P 為負 荷,L 為磨耗距離,H 為硬度。本實驗結果除在磨耗距離的影響符合以 外,在硬度的影響部份卻出現紊亂的情形。在不同銲材間,硬度與耐 磨耗性成正相關,但在相同銲材間,硬度高者,耐磨耗性反而差。 回火溫度提高,熔填金屬硬度降低,卻使耐磨耗性增加,可以用
高回火溫度使殘留應力減少解釋。但不同銲材間硬度高者耐磨耗性良 好,則應考慮基地強度以及硬化第二相的影響。基本上,硬度並不為 材料耐磨耗性之唯一指標[61],硬度相同也並不代表顯微組織相同,而 為基地組織與析出物之綜合效果。而磨耗型態如前所述有多種,各種 不同型態之耗對基地組織皆有不同反應,但以析出物而言,則以質硬、 量多、體細、形圓、均勻分佈者為勝,此點於後再予以討論。 0 5 10 15 20 25 Revolutions of Testing (104) 0 200 400 600 800 1000 W e ig h t L o s s ( m g ) PFB-131SPFB-132 625oC 650oC 675oC l l l 圖 4.4 銲件回火溫度、磨耗回轉數與磨耗損失量關係
4.5 熱疲勞
熱疲勞
熱疲勞
熱疲勞機構與耐熱疲勞性分析
機構與耐熱疲勞性分析
機構與耐熱疲勞性分析
機構與耐熱疲勞性分析
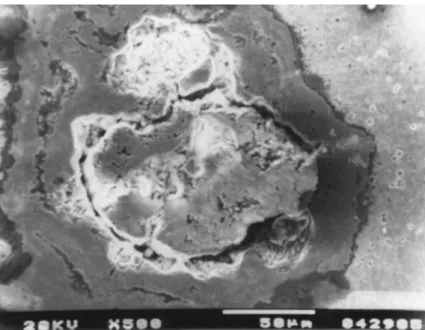
熱疲勞試驗後之試片經除去表面鈣質後,觀察其表面之裂縫狀 態,圖 4.5~圖 4.8 分別是兩種銲件熱疲勞試片在表面近邊緣部位以及 近圓心部位之裂縫。由圖中可發現兩處裂縫型態互異。邊緣處的裂縫 型態成蠕虫狀,由邊緣往圓心方向延伸,部分有分叉現像;圓心部位 之裂縫則成龜殼狀,部分亦有分叉現像。造成兩者裂縫形狀之差異應 是邊緣部位與圓心部位應力狀況不同所致,惟在以下之觀察中並未發 現兩者與裂縫深度有明顯之關係。 熱疲勞試片表面再以 SEM 觀察,結果如圖 4.9~圖 4.11 所示。不 論是何種銲材,不論是在龜殼陰影處或是其他地方,都可發現孔蝕的 存在(圖 4.9 與圖 4.10(a)),且在 PFB-132 中孔蝕的數目明顯高於 PFB-131S。這種孔蝕特別容易在麻田散鐵型不銹鋼出現,且與麻田散 鐵組織中的殘留沃斯田鐵相有關。殘留沃斯田鐵屬於不安定相,在回 火的過程中,先於麻田散鐵分解成肥粒鐵及雪明碳鐵,在雙相環境中, 抗腐蝕能力較低的肥粒鐵組織乃成為犧牲品,而形成孔蝕。既然殘留 沃斯田鐵為孔蝕生成的主因,而在前分析,PFB-132 的殘留沃斯田鐵量 應高於 PFB-131S,故其孔蝕較多亦是必然結果。 圖 4.10 為龜殼陰影較暗處之觀察,發現明顯的長條型裂縫存在其 中,且其邊緣的材料呈階梯狀的高低起伏。圖 4.11 則為龜殼陰影邊緣 處之觀察,發現微裂縫的存在,且裂縫中存在著大量的析出物。微裂 縫的形成乃因為材料中所含的 Cr、Mo 等碳化物形成元素,在高溫下 促進碳化物的析出。此類析出物好發於晶界或次晶界。析出物的出現 若具有析出硬化效果,則可增加材料的疲勞強度[62],但若是因析出減 少固溶而軟化,將因析出物與基地性質的差異,在反覆應力循環中,基地受剪切滑動而逐漸在基地與析出物間產生裂隙,並慢慢發展,且 串連而成微裂縫。特別是當析出物存在於表面附近時,將使材料容易 形成表面不連續,減短疲勞之裂縫起始期,從而降低疲勞壽命。因此, 材料中若有析出物的存在,往往會降低其疲勞強度[63]。而當微裂縫發
生後,裂縫邊緣的高應力將陸續誘發材料在 45°方向產生滑動,逐漸形
成永久滑動帶(Persistent Slip Band, PSB),並產生擠出跟擠入區,成為 如圖 4.10 所示之階梯狀。[62]
(a) 未腐蝕
(b) 已腐蝕
(a) 未腐蝕
(b) 已腐蝕
(a) 未腐蝕
(b) 已腐蝕
(a) 未腐蝕
(b) 已腐蝕
圖 4.9 PFB-131S 經 675℃回火熱疲勞試片表面之孔蝕
(a) PFB-132B,675°C 回火
(b) PFB-131S,625°C 回火
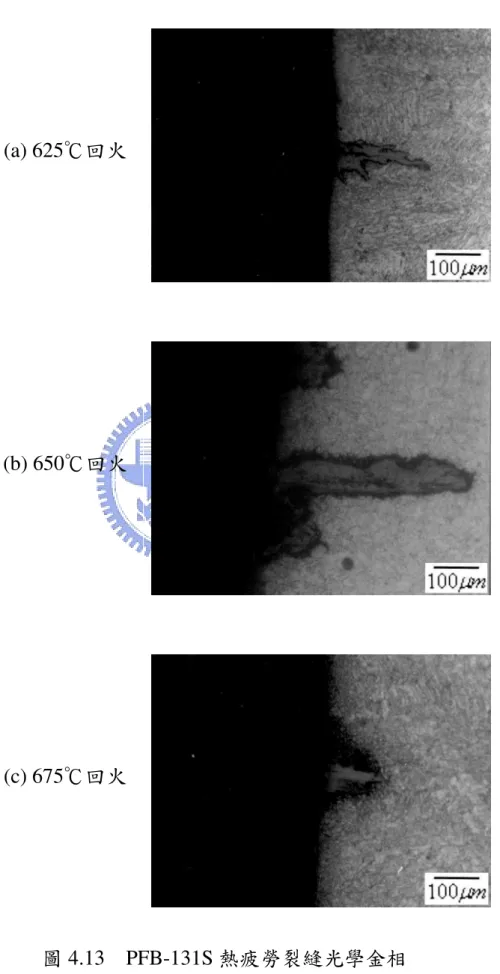
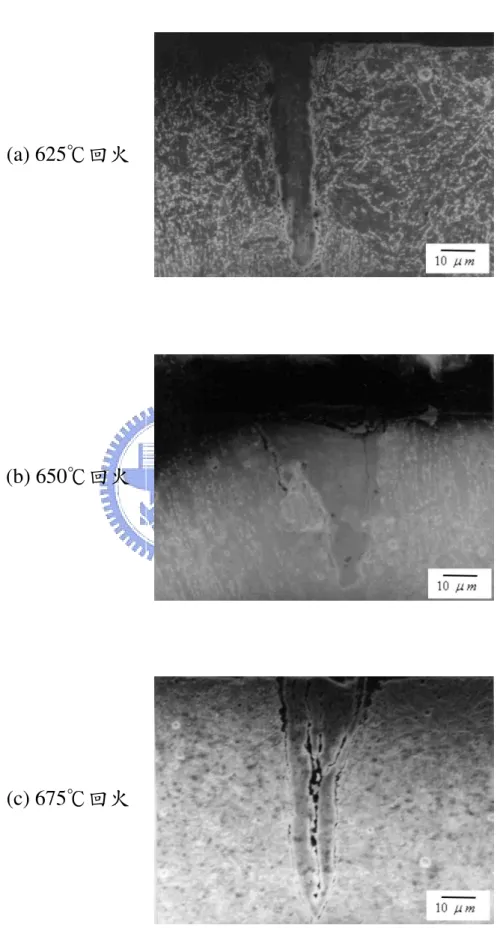
將試片如圖 3.10 所示切割後,經拋光、腐蝕,以光學顯微鏡觀察 其裂縫,如圖 4.12 與圖 4.13 所示。由圖中可看出裂縫大致垂直試驗面 表面,部份有分叉之情形,在圖 4.12(C)可發現雖然有些裂縫發展相當 大,但仍有些裂縫還是很短小。比較兩種銲件的疲勞裂縫型態,可發 現 PFB-132 的裂縫偏向細長狀,且末端成尖銳狀,而 PFB-131S 偏向短 而鈍。 將裂縫再以 SEM 觀察之疲勞裂縫,如圖 4.14 與圖 4.15 所示。在 OM 所觀察到的細長與短鈍的裂縫形狀差異,在此時更為明顯。此外圖 中亦可發現,無論是 PFB-132 銲材或 PFB-131S 銲材,在裂縫內部皆充 滿氧化物,且大量的析出物伴隨存在。從前面的描述已知裂縫的發生 與析出物的析出有直接關係,此外,對析出硬化效果而言,析出物以 質硬、量多、體細、形圓與均勻分布者為勝,而其中的析出物形狀則 更對應力集中效應有直接性的影響。當應力集中效應大,裂縫成長速 率增加。再由於銲件處在高溫多溼環境下,裂縫尖端受到腐蝕效應, 設若腐蝕速率相同,則裂縫成長速率大者,其裂縫深度必大,且較尖 銳,反之,裂縫則是短而鈍。此點在後面的對兩種銲件的裂縫統計與 金相分析中,將得到印證。 從前述觀察與結果推斷,麻田散鐵型不銹鋼的熱疲勞破裂機構, 乃是在高溫環境中碳化物的析出,並聚集在晶界與次晶界,而後在殘 留應力與熱疲勞循環應力共同作用下,使基材與析出物介面產生微 隙,並隨熱循環作用而成長、串聯成微裂縫,最後在熱循環應力與腐 蝕雙重作用下,裂縫成長而破裂。在此種破裂機構下,若是析出物體 細、形圓與均勻分布,將具有良好的耐熱疲勞性,且裂縫將較淺短。 反之,若析出物粗大、成尖銳或長條狀,且偏向晶界析出,則將降低 其耐熱疲勞性。這將在後面熱疲勞統計結果以及 TEM 觀察中再次驗證。
(a) 625℃回火
(b) 650℃回火
(c) 675℃回火
(a) 625℃回火
(b) 650℃回火
(c) 675℃回火
(a) 625℃回火
(b) 650℃回火
(c) 675℃回火
(a) 625℃回火
(b) 650℃回火
(c) 675℃回火
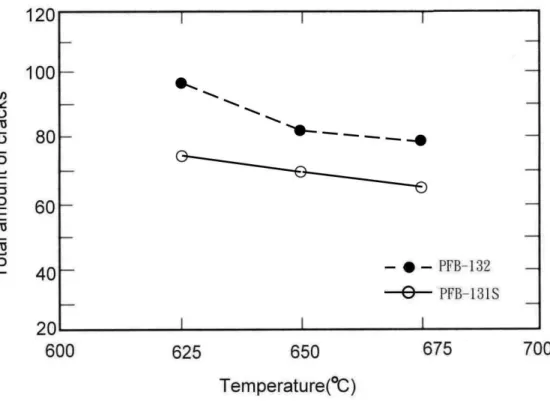
腐蝕後的熱疲勞試片再於微硬度量測實驗機上量測其裂縫數及裂 縫深度,每組試片皆做三片,取其平均值。不同銲材熱疲勞裂縫長度 之分佈如圖 4.16~圖 4.18 所示,比較三圖可發現,回火溫度愈高者, 長裂縫之數目較少,反之,回火溫度愈低者,長裂縫之數目較多,且 無論回火溫度為何?PFB-131S 銲材的裂縫皆較 PFB-132 銲材為短,此 點亦可由圖 4.12~圖 4.15 之金相圖中觀察到。 將熱疲勞裂縫資料統計、分析,並作成圖表,其結果表現於表 4.3 與圖 4.19~圖 4.21,分別為銲後回火溫度與總裂縫數、總裂縫長度及 最大裂縫深度之關係。就總裂縫數來說,銲後回火溫度愈高,裂縫數 有愈低之趨勢。而 PFB-132 銲材在 625℃時有相當多的裂縫,溫度到達 650℃時,裂縫數降低趨勢明顯,溫度升高到達 675℃時裂縫數依舊下 降但趨勢已漸漸緩和。相對地,PFB-131S 銲材在各種回火溫度的裂縫 數卻相當穩定。就總裂縫長度以及最大裂縫深度來說,亦與總裂縫數 的表現類似。 圖 4.16 625℃回火熱疲勞裂縫長度分佈
圖 4.17 650℃回火熱疲勞裂縫長度分佈
表 4.3 熱疲勞裂縫統計表
625℃ 650℃ 675℃
PFB-132 97 82 79 Total quantity of cracks
PFB-131S 76 70 67 PFB-132 15.82 8.63 8.91 Total length of cracks, mm
PFB-131S 3.87 4.25 3.27 PFB-132 0.59 0.48 0.47 Largest crack depth, mm
PFB-131S 0.10 0.15 0.16
圖 4.20 銲後回火溫度與裂縫總長度關係
由上述之圖示與分析可發現,PFB-132 銲材的回火溫度以 650℃以 上為佳,PFB-131S 銲材則在 625℃以上即可,而不論如何,PFB-131S 銲材之耐熱疲勞特性皆遠優勝於 PFB-132 銲材。 由前述硬度實驗分析可知,回火溫度愈高者,因回火軟化,故熔 填金屬硬度較低,而 PFB-131S 銲材的硬度又高於 PFB-132 銲材,故可 知並非硬度較高或較低其耐熱疲勞特性就較好,根據文獻顯示[64],影 響熱疲勞破裂之因素包括銲材之 AC1溫度、析出物型態、表面殘留應 力及材料之高溫強度等。 殘留應力的影響在於其與外加應力或熱應力產生疊加效果,在殘 留應力為拉應力的情況下,殘留應力越大,材料的抗疲勞性將越差。 而殘留應力的大小又與回火軟化效果成反比。在高溫強度方面,較高 的高溫強度,能抵抗且延後材料表面在熱疲勞裂縫起始期的孕核,也 降低裂縫成長速度。 回火溫度的增加會促進回火軟化效果,同時減少殘留應力,兼且 降低硬度。由於兩者對材料的疲勞性質效果剛好相反,此時回火溫度 增加是改善疲勞性質?亦或降低疲勞性質,要看這兩者的影響孰勝孰 負。以本實驗回火溫度範圍而言,降低殘留應力的正面效應明顯地強 過降低強度的負面效應,故回火溫度越高,耐疲勞性越好。 材料的 AC1溫度影響析出物析出位置[54],AC1溫度高,析出物易 析出於晶界,而這將造成晶界弱化,對抗熱裂性有不良影響。反之, 析出物易析出於基地,將有助於熱疲勞特性。而在析出物型態部份, 則與耐磨耗性相同,若是析出物形狀為長條或尖銳狀,則會造成應力 集中現像,加速裂縫的傳播。若是析出物體細、形圓,且均勻分布, 則有利於提升熱疲勞性。
![圖 2.4 410 麻田散鐵不銹鋼之恆溫變態圖[33]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8762865.208598/25.892.248.713.124.502/圖2441麻田散鐵不銹鋼之恆溫變態圖33.webp)