國立交通大學
機械工程學系
博士論文
S15C/SUS304 異種金屬銲接之溫度與殘留
應力研究
The Study on Welding Temperature and Residual Stress of
S15C/SUS304 Dissimilar Metal Butt Joint
研究生 :蔡曜隆
指導教授 :周長彬
S15C/SUS304 異種金屬銲接之溫度與殘留應力研究
The Study on Welding Temperature and Residual Stress of
S15C/SUS304 Dissimilar Metal Butt Joint
研 究 生:蔡曜隆 Student:Yao-Long Tsai 指導教授:周長彬 博士 Advisor:Dr. Chang-Pin Chou
國 立 交 通 大 學
機械工程學系
博士論文
A Thesis
Submitted to Department of Mechanical Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Doctor of
Philosophy
In
Mechanical Engineering
June 2010
Hsinchu, Taiwan, Republic of China
S15C/SUS304 異種金屬銲接之溫度與殘留應力研究
The Study on Welding Temperature and Residual Stress of
S15C/SUS304 Dissimilar Metal Butt Joint
研究生:蔡曜隆 指導教授:周長彬 博士 國立交通大學機械工程學系 摘 要 本研究目的主要在探討同種與異種金屬銲接之溫度場與殘留應力 之差異,以了解材料係數對於銲接殘留應力之影響程度。 為模擬分析銲接過程中溫度與應力之變化情形,本研究採用熱彈 塑性理論,並考慮非線性材料特性等來進行銲接平板之有限元素數值 分析。在模擬分析過程中,主要可區分為熱學與力學模式兩種分析理 論。實驗材料選用SUS 304 不銹鋼與 S15C 碳鋼兩種,進行同種與異種 金屬銲接模擬分析。銲接方法則採用自生氣護鎢極電弧銲,並以鑽孔 應變計法來量測銲件殘留應力值。 本研究結果顯示使用 54 %的 GTAW 電弧效率可準確模擬銲件溫 度場的分佈狀況。在相同的銲接參數下,最大拉伸殘留應力會隨熱膨 脹係數增加、熱傳導係數減少與降伏應力增加而呈線性增加。拉伸殘 留應力區則隨楊氏係數的增加、熱膨脹係數的增加、熱傳導係數的減 少、與降伏應力的增加而呈線性增加。本研究最後根據材料係數與銲 接殘留應力之關係,推導出頗具實用性的銲接殘留應力預測公式,此 公式可快速且準確的預測出平板對接銲之殘留應力分佈情形。 關鍵字:異種金屬、銲接、殘留應力、SUS 304 不銹鋼、S15C 碳鋼
The Study on Welding Temperature and Residual Stress of
S15C/SUS304 Dissimilar Metal Butt Joint
Student:Yao-Long Tsai Advisor:Dr. Chang-Pin Chou Department of Mechanical Engineering
National Chiao Tung Unversity
ABSTRACT
This study explored the difference in the distribution of the temperature and residual stresses of both the similar and dissimilar weld metal joints.
Autogenous GTA welding process was conducted on stainless steel 304 and structural steels S15C. The hole-drilling method was used to experimentally measure the residual stress. The thermo-elastic-plastic theory was employed in the finite element model with temperature dependent material properties.
The results showed that using 54% thermal efficiency of GTA welding can accurately simulate the welding temperature distributions. Under the same welding parameters, results showed that the maximum longitudinal tensile residual stresses increase linearly with the increase of the thermal expansion coefficient and the increase of the yield stress. The length of the tensile residual stress zone linearly decreases with the increase of the thermal conductivity. Finally, based on the relationship between material properties and welding residual stresses, a very useful and effective prediction equation is developed and verified in this study.
Keyword:dissimilar metal, weld, residual stress, SUS304 stainless steel, S15C carbon steel
誌 謝
感謝指導老師 周長彬教授在博士班期間的悉心指導,使得本論文 得以順利完成。為學期間,恩師的治學態度使學生深感敬佩,尤其在 做人處事上的敦敦教誨,實惠我良多。特誌卷首,以代表我最誠摯的 敬意與謝忱。 同時,感謝口試委員王星豪教授、林義成教授、李義綱教授與鄭 璧瑩教授對於本論文疏漏處的不吝指教與提供寶貴意見,特此致上最 誠摯的謝意。 在研究期間,學長鄭慶民、林后堯、同窗好友梁家豪、黃和悅、 鍾君瑋、葉國泰、謝秉恆、王文昇、徐任賢、林上瑜、學弟林玄良、 張進春、郭承獻、張佑銘、陳欩仰、黃俊榮與銲接研究室全體碩博士 班學弟在研究期間的鼓勵,系上技士劉克正先生給予行政上方便與工 安訓練的指導,工研院毛維雲經理、王立華主任、蔡太平、游晶瑩、 李昭仁、陳友忠、李昭仁、王燦耀、李宜親、簡荃聖與吳國安等研究 員、助理陳惠芬、邱書榮以及工研院材化所功能設計與複材研究組各 位同仁對於研究的協助支援與建議,特在此一一致謝。 最後,僅將本論文獻給我最敬愛的先父蔡昆林、母親蔡蘇素鑾女 士,感謝父母多年來的養育與栽培之恩,妹妹蔡佩芳與好友陳美方的 全力地支持及精神上的鼓勵,讓我心無旁鶩地完成學業。在此時,願 與你們共享這份榮譽與喜悅。 蔡 曜 隆 謹誌 民國九十九年 六月 於銲接研究室目 錄
頁次 中 文 摘 要 ……… Ⅰ 英 文 摘 要 ……… Ⅱ 誌 謝 ……… Ⅲ 目 錄 ……… Ⅳ 表 目 錄 ……… Ⅶ 圖 目 錄 ……… Ⅷ 符 號 說 明 ……… XⅣ 第一章 緒 論 … … … 1 1.1 研 究 背 景 與 動 機 … … … 1 1.2 研 究 目 的 … … … 4 1.3 研 究 方 法 … … … 4 第二章 基本理論……… 5 2.1 熱 學 模 式 … … … 5 2.2 力 學 模 式 … … … 10 2.2.1 力 平 衡 方 程 式 … … … 10 2.2.2 熱 彈 塑 性 組 合 方 程 式 … … … 13 2.3 銲 接 熱 源 的 作 用 模 式 … … … 14 2.3.1 半 橢 球 熱 源 … … … 15 2.3.2 雙 橢 球 移 動 熱 源 … … … 16 第三章 實驗與分析方法……… 18 3.1 實 驗 試 片 準 備 … … … 183.2 銲 接 實 驗 … … … 18 3.3 熱 循 環 記 錄 … … … 19 3.4 殘 留 應 力 量 測 … … … 19 3.5 分 析 方 法 與 步 驟 … … … 20 3.5.1 幾 何 尺 寸 與 材 料 … … … 20 3.5.2 熱 輸 入 量 條 件 … … … 21 3.5.3 分 析 模 型 … … … 21 3.5.4 分 析 模 式 … … … 22 3.5.5 初 始 條 件 與 邊 界 條 件 … … … 22 3.5.6 分 析 假 設 … … … 23 第四章 結果與討論……… 24 4.1 電 弧 效 率 評 估… … … 24 4.2 熱 學 模 式 分 析… … … 25 4.2.1 S U S 3 0 4 不 銹 鋼 同 種 對 接 銲 之 熱 學 模 式 分 析 … … … … 25 4.2.2 S 1 5 C 碳 鋼 同 種 對 接 銲 之 熱 學 模 式 分 析 … … … 27 4.2.3 異種金屬對接銲之熱學模式分析……… 28 4.3 力 學 模 式 分 析 … … … 30 4.3.1 同種SUS304 不銹鋼對接銲之殘留應力分析……… 30 4.3.2 同種 S15C 碳鋼對接銲之殘留應力分析……… 33 4.3.3 異種金屬對接銲之殘留應力分析……… 38 4.4 材 料 系 數 對 於 銲 接 殘 留 應 力 之 影 響 … … … 42 4.4.1 虛 擬 材 料 的 建 構 … … … 43 4.4.2 楊氏係數、熱膨脹係數與熱傳導對於銲接殘留應力之影響…… 44 4.4.3 降 伏 應 力 對 於 銲 接 殘 留 應 力 之 影 響 … … … 45
第五章 結論……… 47
參 考 文 獻 ……… 49
表 目 錄
頁次 表3.1 SUS304 不銹鋼與 S15C 碳鋼之化學成份(wt-%)…… 57 表3.2 SUS304 不銹鋼與 S15C 碳鋼在常溫下之物理性質與機械性質… 57 表5.1 虛 擬 材 料 表 … … … 57 表5.2 虛 擬 材 料 之 殘 留 應 力 分 析 結 果 … … … 58圖 目 錄
頁次 圖1.1 銲接溫度與熱應力變化之示意圖……… 59 圖1.2 銲接殘留應力形成之示意圖……… 59 圖2.1 以外插方式求瞬間溫度之示意圖……… 60 圖2.2 半橢球熱源分佈示意圖……… 60 圖2.3 雙橢球移動熱源分佈示意圖……… 61 圖3.1 熱循環記錄設備之示意圖……… 61 圖3.2 殘留應力量測設備之示意圖……… 62 圖3.3 MM EA-062RE-120 玫瑰形式應變計……… 62 圖3.4 對接銲板幾何尺寸之示意圖……… 63 圖3.5 SUS 304 不銹鋼之熱物理性質與溫度變化之關係圖……… 63 圖3.6 SUS 304 不銹鋼之機械性質與溫度變化之關係圖……… 64 圖3.7 S15C 碳鋼之熱物理性質與溫度變化之關係圖……… 64 圖3.8 S15C 碳鋼之熱物理性質與溫度變化之關係圖……… 65 圖3.9 同種材質之 3 維銲接平板之有限元素網格劃分圖……… 65 圖3.10 異種材質之 3 維銲接平板之有限元素網格劃分圖……… 66 圖4.1 同種 304 不銹鋼銲件峰值溫度分佈圖……… 66 圖4.2 同種 304 不銹鋼銲接熱循環曲線圖……… 67 圖4.3 同種 S15C 碳鋼銲接熱循環曲線圖……… 67 圖4.4 異種 304 不銹鋼銲接熱循環曲線圖……… 68 圖4.5 異種 S15C 碳鋼銲接熱循環曲線圖……… 68 圖4.6 SUS304 不銹鋼銲接時間 5 秒時之溫度場狀態圖……… 69 圖4.7 SUS304 不銹鋼銲接時間 15 秒時之溫度場狀態圖……… 69 圖4.8 SUS304 不銹鋼銲接時間 30 秒時之溫度場狀態圖……… 70圖4.9 SUS304 不銹鋼銲接時間 50 秒時之溫度場狀態圖……… 70 圖4.10 SUS304 不銹鋼銲接時間 100 秒時之溫度場狀態圖……… 71 圖4.11 SUS304 不銹鋼銲接時間 200 秒時之溫度場狀態圖……… 71 圖4.12 SUS304 不銹鋼銲接時間 400 秒時之溫度場狀態圖……… 72 圖4.13 SUS304 不銹鋼銲接時間 800 秒時之溫度場狀態圖……… 72 圖4.14 SUS304 不銹鋼銲接時間 1600 秒時之溫度場狀態圖……… 73 圖4.15 S15C 碳鋼銲接時間 5 秒時之溫度場狀態圖……… 73 圖4.16 S15C 碳鋼銲接時間 15 秒時之溫度場狀態圖……… 74 圖4.17 S15C 碳鋼銲接時間 30 秒時之溫度場狀態圖……… 74 圖4.18 S15C 碳鋼銲接時間 50 秒時之溫度場狀態圖……… 75 圖4.19 S15C 碳鋼銲接時間 100 秒時之溫度場狀態圖……… 75 圖4.20 S15C 碳鋼銲接時間 200 秒時之溫度場狀態圖……… 76 圖4.21 S15C 碳鋼銲接時間 400 秒時之溫度場狀態圖……… 76 圖4.22 S15C 碳鋼銲接時間 800 秒時之溫度場狀態圖……… 77 圖4.23 S15C 碳鋼銲接時間 1600 秒時之溫度場狀態圖……… 77 圖4.24 異種銲接時間 5 秒時之溫度場狀態圖……… 78 圖4.25 異種銲接時間 15 秒時之溫度場狀態圖……… 78 圖4.26 異種銲接時間 30 秒時之溫度場狀態圖……… 79 圖4.27 異種銲接時間 50 秒時之溫度場狀態圖……… 79 圖4.28 異種銲接時間 100 秒時之溫度場狀態圖……… 80 圖4.29 異種銲接時間 200 秒時之溫度場狀態圖……… 80 圖4.30 異種銲接時間 400 秒時之溫度場狀態圖……… 81 圖4.31 異種銲接時間 800 秒時之溫度場狀態圖……… 81 圖4.32 異種銲接時間 1600 秒時之溫度場狀態圖……… 82
圖4.34 不銹鋼之銲接時間 10 秒時之σXX暫態熱應力場狀態圖………… 83 圖4.35 不銹鋼之銲接時間 15 秒時之σXX暫態熱應力場狀態圖………… 83 圖4.36 不銹鋼之銲接時間 20 秒時之σXX暫態熱應力場狀態圖………… 84 圖4.37 不銹鋼之銲接時間 25 秒時之σXX暫態熱應力場狀態圖………… 84 圖4.38 不銹鋼之銲接時間 50 秒時之σXX銲接殘留應力場狀態圖……… 85 圖4.39 不銹鋼之銲接時間100 秒時之σXX銲接殘留應力場狀態圖……… 85 圖4.40 不銹鋼之銲接時間200 秒時之σXX銲接殘留應力場狀態圖……… 86 圖4.41 不銹鋼之銲接時間400 秒時之σXX銲接殘留應力場狀態圖……… 86 圖4.42 不銹鋼之銲接時間800 秒時之σXX銲接殘留應力場狀態圖……… 87 圖4.43 不銹鋼之銲接時間 1600 秒時之σXX銲接殘留應力場狀態圖…… 87 圖4.44 不銹鋼之銲接時間 3150 秒時之σXX銲接殘留應力場狀態圖…… 88 圖4.45 不銹鋼之銲接時間5 秒時之σYY暫態熱應力場狀態圖……… 88 圖4.46 不銹鋼之銲接時間 10 秒時之σYY暫態熱應力場狀態圖………… 89 圖4.47 不銹鋼之銲接時間 15 秒時之σYY暫態熱應力場狀態圖………… 89 圖4.48 不銹鋼之銲接時間 20 秒時之σYY暫態熱應力場狀態圖………… 90 圖4.49 不銹鋼之銲接時間 25 秒時之σYY暫態熱應力場狀態圖………… 90 圖4.50 不銹鋼之銲接時間 50 秒時之σYY銲接殘留應力場狀態圖……… 91 圖4.51 不銹鋼之銲接時間100 秒時之σYY銲接殘留應力場狀態圖……… 91 圖4.52 不銹鋼之銲接時間200 秒時之σYY銲接殘留應力場狀態圖……… 92 圖4.53 不銹鋼之銲接時間400 秒時之σYY銲接殘留應力場狀態圖……… 92 圖4.54 不銹鋼之銲接時間800 秒時之σYY銲接殘留應力場狀態圖……… 93 圖4.55 不銹鋼之銲接時間 1600 秒時之σYY銲接殘留應力場狀態圖…… 93 圖4.56 不銹鋼之銲接時間 3150 秒時之σYY 銲接殘留應力場狀態圖 94 圖4.57 (a) 不銹鋼之σXX銲接殘留應力分佈圖……… 95 圖4.57 (b) 不銹鋼之σXX 銲接殘留應力分析結果與實驗數據之比較圖…… 95
圖4.58 (a) 不銹鋼之σYY銲接殘留應力分佈圖……… 96 圖4.58 (b) 不銹鋼之σYY銲接殘留應力分析結果與實驗數據之比較圖……… 96 圖4.59 碳鋼之銲接時間5 秒時之σXX暫態熱應力場狀態圖……… 97 圖4.60 碳鋼之銲接時間 10 秒時之σXX暫態熱應力場狀態圖……… 97 圖4.61 碳鋼之銲接時間 15 秒時之σXX暫態熱應力場狀態圖……… 98 圖4.62 碳鋼之銲接時間 20 秒時之σXX暫態熱應力場狀態圖……… 98 圖4.63 碳鋼之銲接時間 25 秒時之σXX暫態熱應力場狀態圖……… 99 圖4.64 碳鋼之銲接時間 50 秒時之σXX銲接殘留應力場狀態圖………… 99 圖4.65 碳鋼之銲接時間100 秒時之σXX銲接殘留應力場狀態圖………… 100 圖4.66 碳鋼之銲接時間200 秒時之σXX銲接殘留應力場狀態圖………… 100 圖4.67 碳鋼之銲接時間400 秒時之σXX銲接殘留應力場狀態圖………… 101 圖4.68 碳鋼之銲接時間800 秒時之σXX銲接殘留應力場狀態圖………… 101 圖4.69 碳鋼之銲接時間 1600 秒時之σXX銲接殘留應力場狀態圖……… 102 圖4.70 碳鋼之銲接時間 3150 秒時之σXX銲接殘留應力場狀態圖……… 102 圖4.71 碳鋼之銲接時間5 秒時之σYY暫態熱應力場狀態圖……… 103 圖4.72 碳鋼之銲接時間 10 秒時之σYY暫態熱應力場狀態圖……… 103 圖4.73 碳鋼之銲接時間 15 秒時之σYY暫態熱應力場狀態圖……… 104 圖4.74 碳鋼之銲接時間 20 秒時之σYY暫態熱應力場狀態圖……… 104 圖4.75 碳鋼之銲接時間 25 秒時之σYY暫態熱應力場狀態圖……… 105 圖4.76 碳鋼之銲接時間 50 秒時之σYY銲接殘留應力場狀態圖………… 105 圖4.77 碳鋼之銲接時間100 秒時之σYY銲接殘留應力場狀態圖………… 106 圖4.78 碳鋼之銲接時間200 秒時之σYY銲接殘留應力場狀態圖………… 106 圖4.79 碳鋼之銲接時間400 秒時之σYY銲接殘留應力場狀態圖………… 107 圖4.80 碳鋼之銲接時間800 秒時之σYY銲接殘留應力場狀態圖………… 107
圖4.82 碳鋼之銲接時間 3150 秒時之σYY 銲接殘留應力場狀態圖…… 108 圖4.83 (a) 碳鋼之σXX銲接殘留應力分佈圖……… 109 圖4.83 (b) 碳鋼之σXX銲接殘留應力分析結果與實驗數據之比較圖………… 109 圖4.84 (a) 碳鋼之σYY銲接殘留應力分佈圖……… 110 圖4.84 (b) 碳鋼之σYY銲接殘留應力分析結果與實驗數據之比較圖………… 110 圖4.85 同種不銹鋼與同種碳鋼之銲接殘留應力比較圖……… 111 圖4.86 異種金屬銲接時間5 秒時之σXX暫態熱應力場狀態圖……… 111 圖4.87 異種金屬銲接時間 10 秒時之σXX暫態熱應力場狀態圖………… 112 圖4.88 異種金屬銲接時間 15 秒時之σXX暫態熱應力場狀態圖………… 112 圖4.89 異種金屬銲接時間 20 秒時之σXX暫態熱應力場狀態圖………… 113 圖4.90 異種金屬銲接時間 25 秒時之σXX暫態熱應力場狀態圖………… 113 圖4.91 異種金屬銲接 50 秒時之σXX銲接殘留應力場狀態圖……… 114 圖4.92 異種金屬銲接100 秒時之σXX銲接殘留應力場狀態圖……… 114 圖4.93 異種金屬銲接200 秒時之σXX銲接殘留應力場狀態圖……… 115 圖4.94 異種金屬銲接400 秒時之σXX銲接殘留應力場狀態圖……… 115 圖4.95 異種金屬銲接800 秒時之σXX銲接殘留應力場狀態圖……… 116 圖4.96 異種金屬銲接 1600 秒時之σXX銲接殘留應力場狀態圖………… 116 圖4.97 異種金屬銲接 3150 秒時之σXX銲接殘留應力場狀態圖………… 117 圖4.98 異種金屬銲接時間5 秒時之σYY暫態熱應力場狀態圖……… 117 圖4.99 異種金屬銲接時間 10 秒時之σYY暫態熱應力場狀態圖………… 118 圖4.100 異種金屬銲接時間 15 秒時之σYY暫態熱應力場狀態圖………… 118 圖4.101 異種金屬銲接時間 20 秒時之σYY暫態熱應力場狀態圖………… 119 圖4.102 異種金屬銲接時間 25 秒時之σYY暫態熱應力場狀態圖………… 119 圖4.103 異種金屬銲接 50 秒時之σYY銲接殘留應力場狀態圖……… 120 圖4.104 異種金屬銲接100 秒時之σYY銲接殘留應力場狀態圖……… 120
圖4.105 異種金屬銲接200 秒時之σYY銲接殘留應力場狀態圖……… 121 圖4.106 異種金屬銲接400 秒時之σYY銲接殘留應力場狀態圖……… 121 圖4.107 異種金屬銲接800 秒時之σYY銲接殘留應力場狀態圖……… 122 圖4.108 異種金屬銲接 1600 秒時之σYY銲接殘留應力場狀態圖………… 122 圖4.109 異種金屬銲接 3150 秒時之σYY銲接殘留應力場狀態圖………… 123 圖4.110 (a) 異種金屬銲接之σXX銲接殘留應力分佈圖……… 124 圖4.110 (b) 異種金屬銲接之σXX銲接殘留應力分析結果與實驗數據比較圖… 124 圖4.111 (a) 異種銲接之σYY銲接殘留應力分佈圖……… 125 圖4.111 (b) 異種金屬銲接之σYY銲接殘留應力分析結果與實驗數據比較圖… 125 圖4.112 僅變動材料系數楊氏係數E 的殘留應應力曲線圖……… 126 圖4.113 僅變動材料系數熱膨脹係數α之殘留應應力曲線圖……… 126 圖4.114 僅變動材料系數熱傳導係數K 之殘留應應力曲線圖……… 127 圖4.115 僅變動材料系數降伏強度 σY 之殘留應應力曲線圖……… 127 圖4.116 S15C 碳鋼板之銲接殘留應力預測結果……… 128 圖4.117 SUS304 不銹鋼板之殘留應力預測結果……… 128
符 號 說 明
R :heat flow rate per unit area
Q :heat generation rate per unit volume :density
p
C :specific heat
T :temperature
t :time
K :thermal conductivity coefficient
q :heat flux field
:unit outward normal vectorf
h :film coefficient B
T :bulk temperature of the adjacent fluid S
T :temperature at the surface of the model
Te :nodal temperature field
E :element shape functions
K :thermal conductivity matrix
L :differential operator matrixij :stress tensor i f :body force
:stress field
:strain field
u :displacement field
P :surface force field
f :body force field
Ue :nodal displacement field
B :strain-displacement shape functions
N :displacement shape functions
e
:nodal stress increment field
Ue
:nodal displacement increment field
eS :elastic stiffness matrix
pS :plastic stiffness matrix
thS :thermal stiffness matrix
M :temperature shape functionsux :nodal displacement in x direction
uy :nodal displacement in y direction
第一章
緒論
1.1 研究背景與動機
銲接是使材料接合在一起的一種加工程序。它主要是將兩種或兩 種以上的材料(金屬或非金屬),在其接頭處局部加熱到適當的溫度, 使材料互相熔化,或是僅熔化填充金屬(filler metal)使工件藉由填 充金屬凝固而結合,或在高溫狀態下加壓使材料在高壓摩擦下接合在 一起的一種加工程序。隨著現代工業的發展與科技的進步,對銲接結 構的性能的要求也相對的提高,除滿足力學性能外,亦須滿足高耐 磨、耐腐蝕性、低溫韌性等多方面性能的要求。在這種條件下,任何 一種金屬,都不可能完全滿足整體銲接結構的使用要求;因此現在工 程結構中不僅需要對同種材料進行銲接,也需要對異種材料進行銲 接,所以異種金屬銲接也就成為工業生產中不可或缺的先進製造技 術。 不銹鋼因具有高溫強度、高延展性與優異的抗腐蝕特性,被廣泛 地應用於各類型的產業中,如高溫作業的石化業、食品工業與核電產 業等。業界最常使用的沃斯田鐵系不銹鋼如SUS 304、SUS316 等, 由於鎳、鉻成分較高,因此製造成本遠高於碳鋼或合金鋼,由於含碳量極低之關係,造成材料強度不足。因此在降低成本的考量上,耐腐 蝕性高的不銹鋼通常應用在高溫與高腐蝕的環境下,而在此環境外, 則與較低成本的碳鋼進行異種金屬銲接,以碳鋼作為提供強度的結構 件,使銲接結構件同時滿足所需之條件。 然而,大多數銲接結構均採用局部加熱的銲接方法製造,因此, 在銲接的過程中,銲接熱源對於母材上進行局部且不均勻的急速加熱 與冷卻,使得銲道附近的熔融金屬與母材產生熱應變。由熱應變再形 成熱應力,此不均勻的熱應力便是產生銲接殘留應力的主要原因之一 (如圖1.1 所示)。其中銲接拉伸殘留應力的存在,將會嚴重影響銲 接結構之機械性質與耐腐蝕性,諸如脆性破壞、疲勞強度、應力腐蝕 破裂及氫裂等。[5-8] 銲接殘留應力之形成,可藉由圖 1.2 來加以說 明。當溫度從室溫(位置A)升到較高溫度(位置 B)時,靠近銲道 附近的材料因受到加熱而膨脹,但受到遠離銲道周圍材料之束縛,因 此會在銲道附近產生壓縮應力(compressive stress),直至達到材料的 壓縮降伏應力(位置 B)。當溫度繼續上升時,材料便沿壓縮降伏曲 線 BC 一直至最高溫度(位置 C)。在經過最高溫度以後,溫度便開 始下降,此時,靠近銲道附近的材料因受到冷卻而收縮,但受到遠離 銲道附近材料之束縛,因此會在銲道附近產生拉伸應力(tensile
時,材料便沿拉伸降伏曲線 DF 一直至室溫(位置 A)。值得注意的 是,當銲件冷卻至室溫之前,會先達到一個「平衡溫度(equilibrium temperature)」(位置E),亦即當銲件熱循環溫度達到此平衡溫度時, 其溫度梯度(temperature gradient)會為零。因此,作用在銲件上的 熱應力亦會隨之被阻止,而保持一定值(線段 EF)[9-11],此 EF 即 為銲接殘留應力值。 由於銲接是屬於一種經驗累積的實務加工技術,因此在 80 年代 以前,對銲接殘留應力之大小與分佈情形大多以經驗公式或實驗方式 來加以估算或求得。[14-18] 然而其所面對的將是龐大的人力、物力 及財力等之消耗與浪費,且其所得到的數據亦未必準確。自 80 年代 以後,隨著電腦科技的蓬勃發展與分析軟體的廣泛應用,已有許多學 者利用有限元素法來評估銲接殘留應力之大小與分佈情形。[19-45] 因此,本研究使用有限元素法來進行同種與異種金屬對接銲板之模擬 分析,藉以探討同種與異種金屬銲接溫度場、銲接殘留應力之差異。 再利用驗證的有限元素模型,探討材料系數對於銲接殘留應力之影響 與差異。
1.2 研究目的
一、探討同種與異種金屬銲接溫度場分布狀況。 二、探討同種與異種金屬銲接殘留應力大小與分佈狀況。 三、探討材料係數對於銲接殘留應力之影響。1.3 研究方法
為模擬分析銲接過程中溫度與應力之變化情形,本研究採用熱彈 塑性理論,考慮非線性材料特性等來進行同種與異種金屬銲接平板之 有限元素數值分析。在整個模擬分析的過程中,主要可區分為熱學模 式與力學模式兩分析理論。在熱學模式分析方面,主要在得知銲接溫 度場之分佈狀況。在力學模式分析方面,主要在求得銲接殘留應力之 大小與分佈情形。第二章
基本理論
本研究使用有限元素數值分析軟體 ANSYS 來進行銲接溫度與應
力之模擬分析。為分析銲接過程中溫度與應力之變化情形,本研究採
用熱彈塑性理論(thermo-elastic-plastic theory),並配合實體八節點
熱傳元素(solid eight-node thermo elements),實體八節點結構元素
(solid eight-node structural elements ) 及 考 慮 非 線 性 材 料 特 性
(temperature dependent material properties)等來進行銲接平板之有限
元素數值分析,藉以探討銲接溫度、熱應力及殘留應力之大小與分佈
情形。在整個模擬分析過程中,主要可區分為熱學模式與力學模式兩
分析理論。在熱學模式分析方面,主要在得知銲接溫度場之分佈狀
況。在力學模式分析方面,主要在求得暫態熱應力(transient thermal
stresses)與銲接殘留應力(welding residual stresses)之大小與分佈情
形。
2.1 熱學模式(Thermal model)
根據熱力學第一定律,表面為 S 所包圍之控制體積(control
t t z y x T C t z y x Q z R y R x R p z y x ( , , , ) ( , , , ) (2-1) 此處 x
R : heat flow rate per unit area in x direction
y
R : heat flow rate per unit area in y direction
z
R : heat flow rate per unit area in z direction
Q : heat generation rate per unit volume : density p C : specific heat T : temperature t : time 假設在物體內的熱傳具有方向性,同時應用 Fourier law 可得到: x T K Rx x (2-2a) y T K Ry y (2-2b) z T K Rz z (2-2c)
此處
x
K : thermal conductivity coefficient in x direction
y
K : thermal conductivity coefficient in y direction
z
K : thermal conductivity coefficient in z direction
在本研究中由於考慮非線性材料特性,因此須將Kx、K 、y Kz、 及C 等均視為溫度之函數。在此,將式(2-2)代入式(2-1)中而p 可得到: t T C Q z T K z y T K y x T K x x y z p (2-3)
式(2-3)即為熱傳統御方程式(governing heat conduction equation)。
若再將初始條件與邊界條件代入式(2-3)即可求得其熱傳通解。 其中,初始條件與邊界條件之設定如下所述: A.初始條件 ) , , ( ) 0 , , , (x y z T0 x y z T (2-4)
B.邊界條件
T f ( B s) T T h q (2-5) 此處
q : heat flux field
: unit outward normal vectorf
h : film coefficient
B
T : bulk temperature of the adjacent fluid
S
T : temperature at the surface of the model
接著,將熱傳統御方程式(2-3 式)及其所考慮之邊界條件(2-5 式)改寫成有限元素矩陣型式而可推導得:
C Te
K
Te Fe (2-6) 其中
C C
E E T dV V p
V S T f T dS E E h dV E K E K ' '
V S f B e Q E dV h T E dS F此處
Te : nodal temperature field
E : element shape functions
K : thermal conductivity matrix
L : differential operator matrix藉由式(2-6)便可求得節點溫度場
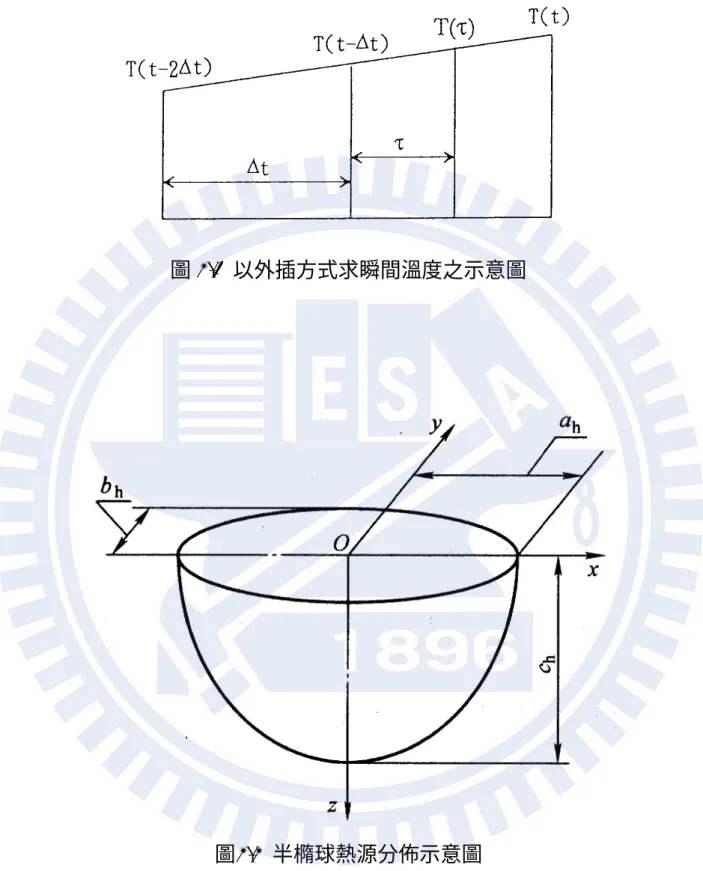
Te ,再將熱學模式分析中所求得 之節點溫度場代入力學模式分析中。 此外,由於銲接是屬於急速加熱與冷卻的非線性熱循環過程,因 此材料特性係數諸如降伏應力、彈性係數、熱膨脹係數、熱傳係數、 密度及比熱等,在銲接過程中皆會隨著溫度的改變而加以變化。如圖 2.1 所示,每一個時間的材料特性係數乃是以前一個時間間隔之材料 特性係數的平均值來做運算,而其運算方式則是取前兩個時間間隔以 外插方式來求得前一個時間的瞬間溫度T
:
T
t t
T t t
t t t T T 2 (2-7) 假設g為隨瞬間溫度T
而改變的材料特性係數,亦即其為瞬間 溫度之函數。因此在時間為t時之材料特性係數,便可經由式(2-8)求得:
T d
g t g t t t 1
(2-8)2.2 力學模式(Mechanical model)
2.2.1 力平衡方程式 0 ,j i ij f (2-9) 其中 ji ij 此處 ij : stress tensor i f : body force 將力平衡方程式(2-9式)利用虛功原理與散度定理亦可改寫成 有限元素矩陣型式:
V S V T T T dV f u dS P u dV (2-10) 設
u
N
Ue (2-11b)
B L N (2-11c) 此處
: stress field
: strain field
u : displacement field
P : surface force field
f : body force field
Ue : nodal displacement field
B : strain-displacement shape functions
N : displacement shape functions將式(2-11)代入式(2-10),可推導得:
B
dV
R V T
(2-12) 其中
S V T T dV f N dS P N R (2-13) 由於上述所推導之公式均假設為線彈性分析下之有限元素模 式。然而實際上在進行彈塑性分析的過程中,節點之位移函數為一非線性函數,因此須使用疊代法來求其位移解。此外,在彈塑性分析的 過程中,必須要先瞭解節點之變形歷程,然後才能藉由作用力變化之 增量分析,進而求得位移與應力之變化量。 在使用增量分析上,首先將作用於結構之總負荷
R 以逐步增量 的方式加入,亦即對於在第
m1
步時,其負荷可表示為:
R m R R m1 (2-14a) 至於其相對應之應力,則可表示為:
e e
m e m1 (2-14b) 藉由式(2-12),可將式(2-14)表示成:
V V e m T m e T dV B R R dV B (2-15) 接著將式(2-12)代入式(2-15),可推導得:
V e T R dV B (2-16)2.2.2 熱彈塑性組成方程式
在 本 研 究分 析中 , 由 於假 設材料 須 遵 循等 向應變 硬 化 法則
(isotropic strain-hardening rule)、von mises降服準則(yield criterion)
及Prandtl-Reuss塑流法則(plastic flow rule)等,因此可得到材料應力
與應變之關係式:
e th e ep e S B U S M T (2-17) 其中
ep e p S S S 此處
e
: nodal stress increment field
Ue
: nodal displacement increment field
Te : nodal temperature increment field
eS : elastic stiffness matrix
pS : plastic stiffness matrix
thS : thermal stiffness matrix
將式(2-17)代入式(2-16),而可得到:
K Ue
m
K Te R m 2 1 1 1 (2-18) 其中
K
B
S
B dV V ep T m
1 1
K
B
S
M dV V th T m
2 1 藉由式(2-17)與(2-18)可求得節點位移增量場
Ue
與應力增量 場
e 。然後將式(2-14b)利用疊代法即可求得節點應力場
。e2.3 銲接熱源的作用模式
[46] 按照熱源作用方式的不同,可將銲接熱源以集中熱源、平面分布 熱源、體積分布熱源來處理。若所評估之銲件部位距離銲道中心線較 遠時,可將銲接熱源以集中熱源方式(點熱源、線熱源)來處理。對於 一般電弧銲而言,銲接電弧的熱流主要是作用在一定的面積上,故可 採用平面分布熱源(高斯熱源)來處理。對於熔化極氣體保護電弧銲、 高能束銲接以及三維銲接模擬問題,由於銲接熱源的熱流密度不僅作 用在銲件表面上,同時也沿銲件厚度方向作用,故可以用橢球體模式 來描述。2.3.1 半橢球熱源 如圖 2.2 所示,假設橢球體的半軸分別為 ah、bh和 ch設熱源中心 作用點的坐標為 (0, 0, 0),以此點為原點建立坐標系(x, y, z)。在熱源 中心 (0, 0, 0),熱流密度最大值為 qm。熱流密度的體積分布可表示為
2 2 2
exp ) , , (x y z q Ax By Cz q m (2-19) 式(2-19)中,A、B、C 是熱源的體積分布參數。由於熱流是分布 在銲件上表面之半個橢球體內,有
ABC q C B A q dz Cz dy By dx Ax q dxdydz z y x q IU Q m m m a 2 2 1 2 1 2 1 4 exp exp exp 4 4 0 0 0 2 2 2 0 0 0
, , => qm2Q ABC (2-20) 在橢球體半軸處,x=ah, y=bh, z=ch。假設有 95%的熱能集中在半橢球 體內,所以
ah
qm
Aah
qm q , 0, 0 exp 2 0.05 2 3 h a A (2-21)同理可得: 2 3 h b B (2-22) 2 3 h c C (2-23) 將式 (2-20) ~式 (2-23) 代入式 (2-19),可獲得半橢球體內的熱流分 布公式:
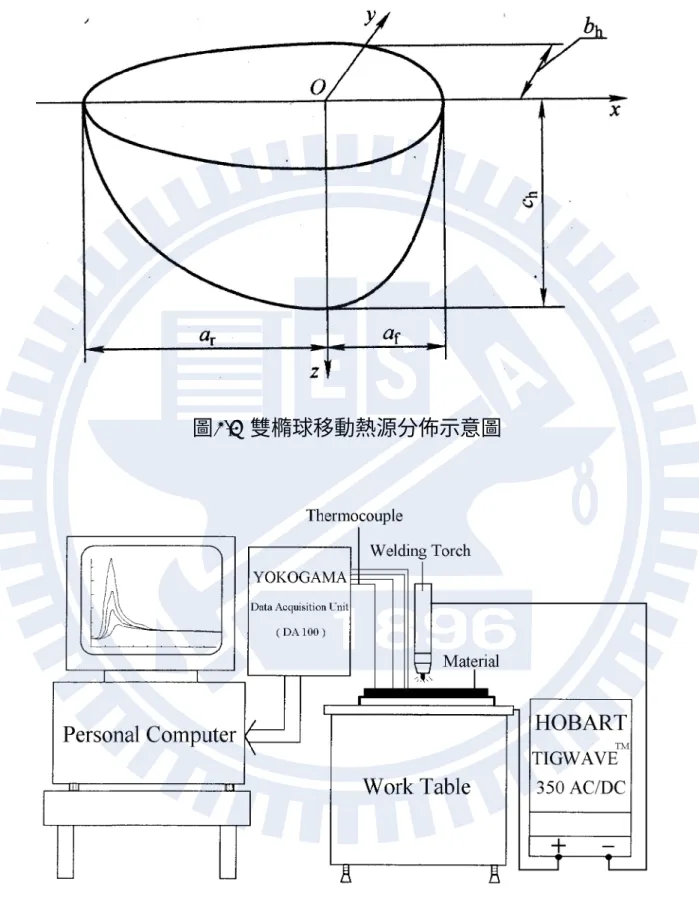
6 3 exp 3 22 3 22 322 , , h h h h h h c z b y a x c b q Q z y x q (2-24) 2.3.2 雙橢球移動熱源 在實際的銲接過程中,由於銲接速度的影響,電弧前方的加熱區 域會小於電弧後方的加熱區域,使得電弧熱流作用呈現不對稱的分 布。因此電弧的熱流分佈,不再是以電弧中心線為對稱的半橢球體, 而是雙半橢球體,即電弧前、後的半橢球體形狀將不相同,如圖 2.3 所示。 作用於銲件上的體積熱源分為前、後兩部分。假設雙橢球體的半 軸為
ah,ar,bh,ch
,且前、後半橢球體內熱輸入之配額分別是 f、f fr,再 利用式(2-24),可以寫出前、後半橢球體內的熱流分布: . . 6 3 exp 3 3 3 2 0 h 2 2 h 2 2 f 2 h h f f f x c z b y a x c b q Q f z y x q , (2-25)
. .
6 3
exp 3 3 32 0 h 2 2 h 2 2 r 2 h h r r r x c z b y a x c b q Q f z y x q , (2-26) 對於前半橢球部分(相當於半橢球體的二分之一),熱輸入為
f Q c b a c b a Q f dz c z dy b y dx a x c b q Q f dxdydz z y x q f h h f h h f f 0 0 2 h 2 2 h 2 0 2 f 2 h h f f 0 0 0 f 2 1 2 3 2 3 2 2 3 6 3 6 2 3 exp 3 exp 3 exp 3 6 , , 2
同理,對於後半橢球部分(相當於半橢球體的二分之一),熱輸入為
f r
0 0 0 r 2 1 , , 2
q x y z dxdydz Q f f 由於
f
r
f r
2 1 2 1 2 1 f f Q Q f Q f Q IUa => ff fr 2 (2-27)第三章
實驗與分析方法
3.1 實驗試片準備
本研究所採用的實驗材料為SUS 304沃斯田鐵型不銹鋼與S15C 碳鋼,至於其化學成份、常溫物理性質及機械性質等,分別如表3.1 與表3.2所示。為了要使實驗試片之初始應力(initial stress)皆相似, 在銲接前先將所有的試片均加熱950℃、恆溫3小時的應力釋放處理, 且將試片表面的氧化物與油污利用400號砂紙予以清除,並用丙酮清 潔乾淨。3.2 銲接實驗
本實驗設備係用採惰氣鎢極電弧銲接機(HOBART TIGWAVETM 350 AC/DC型氬銲機與可數位控制走速的銲接檯車)。銲接方法採用自生氣護鎢極電弧銲(autogenous gas tungsten arc welding)來進行對
接銲(butt-welded)實驗,其中鎢電極材料為EWTh-2(直徑為2.4
mm),鎢電極伸出噴嘴的距離為3 mm,鎢電極至實驗試片的距離為
3.3 熱循環記錄
為觀察銲接溫度場的分佈狀況與分析銲接熱應力的作用行為,在
銲接的過程中以熱電偶(thermocouple)記錄銲件不同位置處的熱循
環(thermal cycle)曲線。熱循環記錄設備(如圖 3.1 所示)採 Yokogama
出產的Data Acquisition Unit(DA-100)之動態溫度記錄器,其中熱
電偶採Type K。
3.4 殘留應力量測
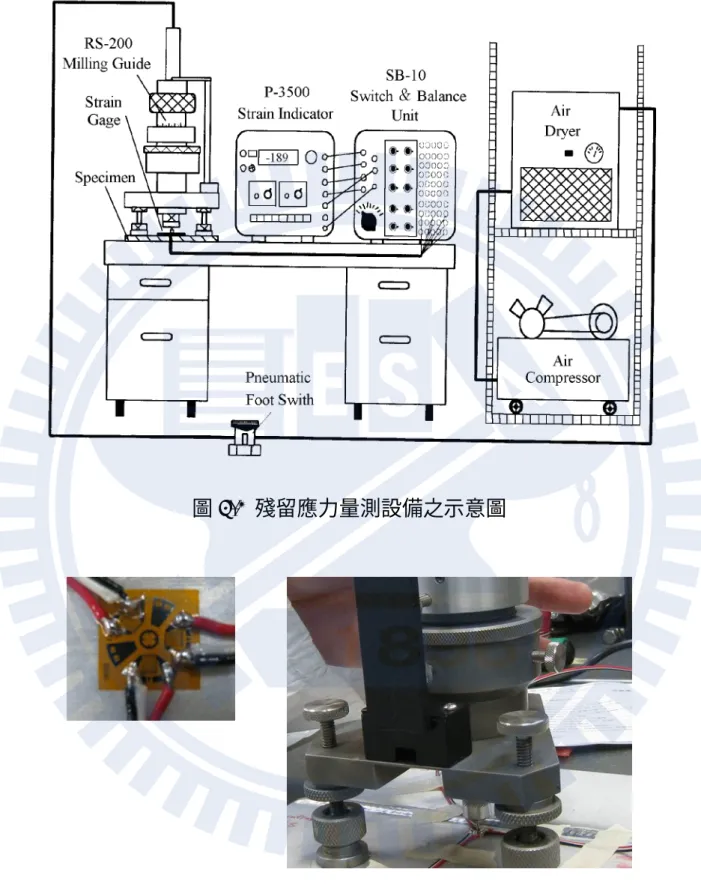
殘留應力量測係採 ASTM 標準 E837 規範的鑽孔應變計法
(hole-drilling strain-gage method)[47]。如圖 3.2 所示,量測設備採
用 Measurements Group, Inc.出品的 RS-200 Milling Guide、P-3500
Strain Indicator、SB-10 Switch & Balance Unit 及 High Speed Air
Turbine Drilling Setup 等。至於應變計則採用特定長方形之玫瑰形式
應變計(MM EA-062RE-120)黏貼於銲道旁,如圖 3.3 所示。其中量測
步驟為先將試片欲量測面用100 號砂紙磨至 600 號砂紙,並用丙酮清
潔乾淨後,將應變計緊貼在欲量測位置上,使用錫銲連接應變計與絕
緣導線,將導線連接到Switch & Balance Unit,再利用 Milling Guide
鑽一小孔(鑽頭直徑為 1.6 mm)於應變計中心(鑽孔深度為 1.92
mm),最後利用 Strain Indicator 讀取應變值,即可利用公式來計算銲
3.5 分析方法與步驟
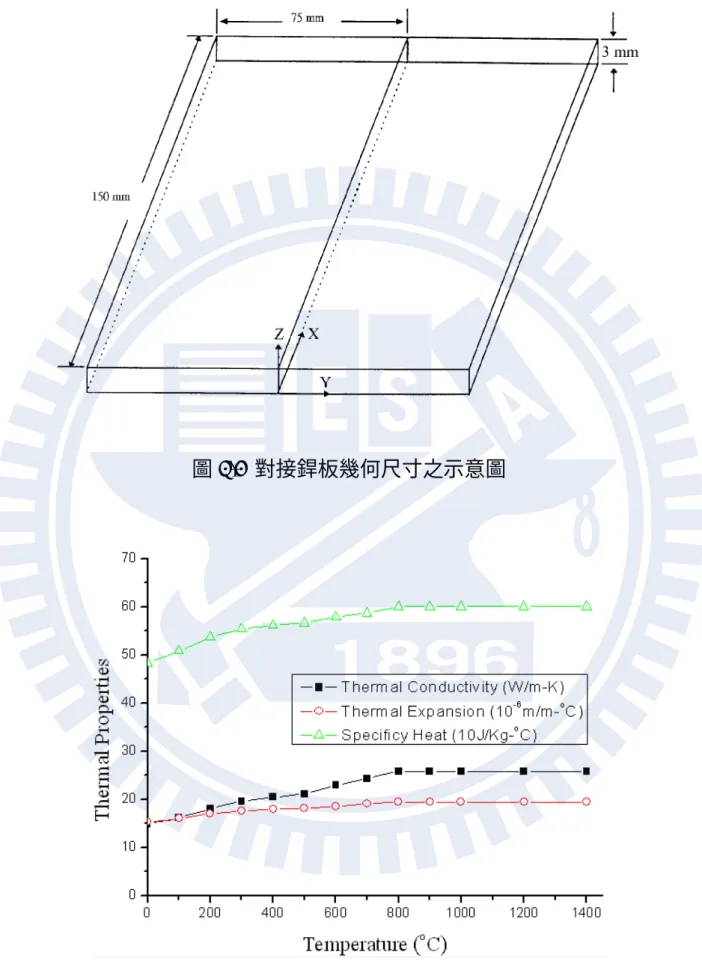
3.5.1 幾何尺寸與材料特性 本研究主要分為同種材質與異種材質銲接兩大部分,分別進行對 接銲之有限元素數值模擬分析並比較其結果。在同種材質對接銲模擬 方面,是將兩個幾何尺寸與材料特性完全相同的平板來進行對接銲之 有限元素數值模擬分析,且主要分析材料有兩種;在異種材質對接銲 模擬方面,則是將兩個幾何尺寸相同,但材料特性不同的平板來進行 對接銲之有限元素數值模擬分析。在本研究中,平板幾何尺寸均為 150×75×3 mm,如圖 3.4 所示。至於平板材料則採 SUS 304 沃斯田鐵 型不銹鋼以及S15C 碳鋼兩種,其熱物理性質與機械性質隨溫度變化 之關係,分別如圖 3.5、圖 3.6、圖 3.7 與圖 3.8 所示。由於沃斯田鐵 不銹鋼最重要的特性就是在各種溫度下均保持沃斯田相組織,即不會 因溫度的改變而產生相變化,因此可忽略相變化因素對不銹鋼銲接殘 留應力之影響,而S15C 碳鋼由於其含碳量略為偏低之緣故,相變化 影響層面並不明顯,因此亦可忽略相變化因素對碳鋼銲接殘留應力之 影響。此外,根據 Tekriwal 與 Mazumder 的研究結果顯示[52],在進 行銲接應力數值模擬分析時,可將 Poision’s ratio 視為一常數(在本 研究中設定為0.3)。3.5.2 熱輸入量條件 1.銲接電流:110 A 2.電弧電壓:13 V 3.銲接速度:5 mm/sec 至於電弧效率(arc efficiency)的設定,本研究主要是依據熱學 模式分析結果與熱循環實驗數據的比較而加以求得,以期能得到較佳 的熱傳分析結果。 3.5.3 分析模型 在有限元素網格劃分方面,由於考慮到熱源施加時在銲道附近會 產生很高的溫度梯度,因此在銲道熔融區附近的網格元素需要加以細 分。在同種材質銲接模擬分析方面,由於本研究是將兩個幾何尺寸與 材料特性完全相同的對接平板來進行銲接模擬分析,因此可以假設熱 源呈對稱分佈且熱量均勻作用於兩對接平板,而取整個模型的一半來 進行銲接溫度與應力之模擬分析。此外,經網格化之後的有限元素分 析模型共有 3000 個元素與 3213 個節點,如圖 3.9 所示。 在異種材質銲接模擬分析方面,由於是材料特性不同但幾何尺寸 相同的兩塊對接平板,因此就分析上必須採取完整的模型來進行銲接 溫度與應力之模擬分析,此外,經網格化之後的有限元素分析模型共 有6000 個元素與 6273 個節點,如圖 3.10 所示。
3.5.4 分析模式
本研究在整個模擬分析的過程中,主要可區分為「熱學模式」與
「力學模式」兩分析理論。其中在熱學模式分析方面,根據本研究所
設定的熱輸入量條件,以雙橢球移動熱源(double-elliptic moving heat
source model)的方式依序對銲道網格元素施加熱量,並給予銲道網 格元素適當的熱源作用時間,藉以進行銲接平板之熱傳分析,進而得 知銲接溫度場之分佈狀況。在力學模式分析方面,首先將熱學模式中 所求得之銲接溫度場代入力學模式中,並設定初始條件與邊界條件, 最後則進行材料熱彈塑性行為分析,以求得暫態熱應力與銲接殘留應 力之大小與分佈情形。 3.5.5 初始條件與邊界條件 1.初始條件 25 ) 0 , , , (x y z T ℃ 0 ) 0 , , , (x y z 0 ) 0 , , , (x y z
2.邊界條件 Ⅰ.熱學模式分析 0 n T k 在 y=0 mm
s
f T T h n T k 在其他所有表面 其中 K m W hf 5 / 2 25 s T ℃ Ⅱ.力學模式分析 0 ) , , , (x y z t uy 在 y=0 mm 0 ) , , , (x y z t ux 在 y=±75 mm 0 ) , , , (x y z t uy 在 y=±75 mm 3.5.6 分析假設 1.以雙橢球移動熱源的方式來模擬銲接熱量的施加。 2.熱源呈對稱分佈且熱量均勻作用於兩對接平板。 3.銲板與外界環境的熱傳方式僅考慮自然熱對流。 4.材料遵循等向應變硬化法則、Von-Mises 降服準則及 Prandtl-Reuss 塑流法則。第四章
結果與討論
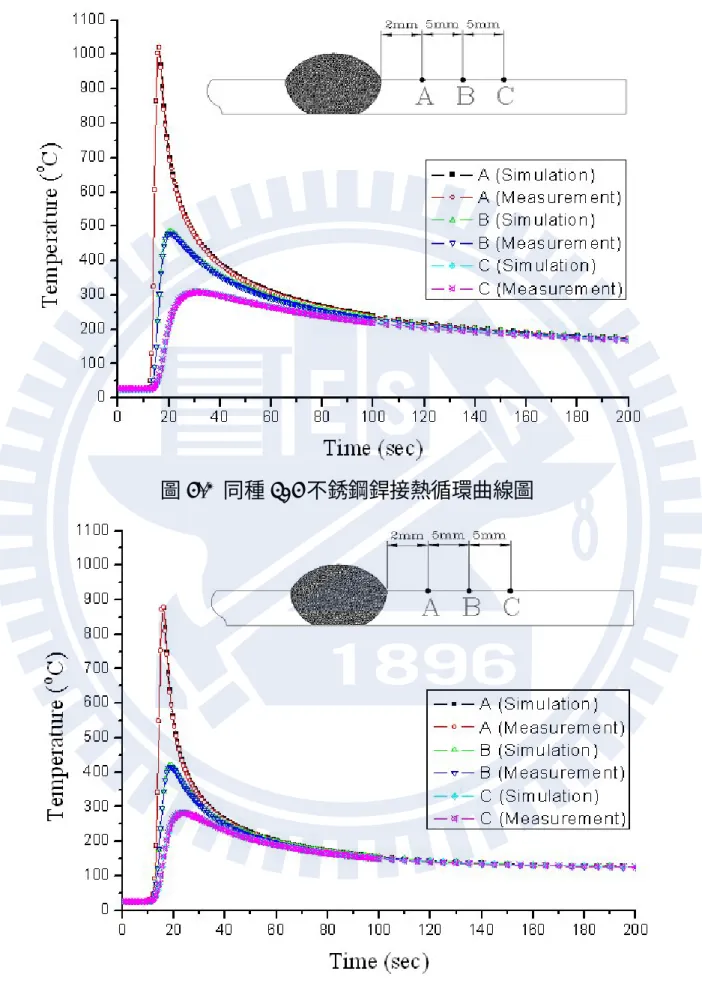
4.1 電弧效率評估
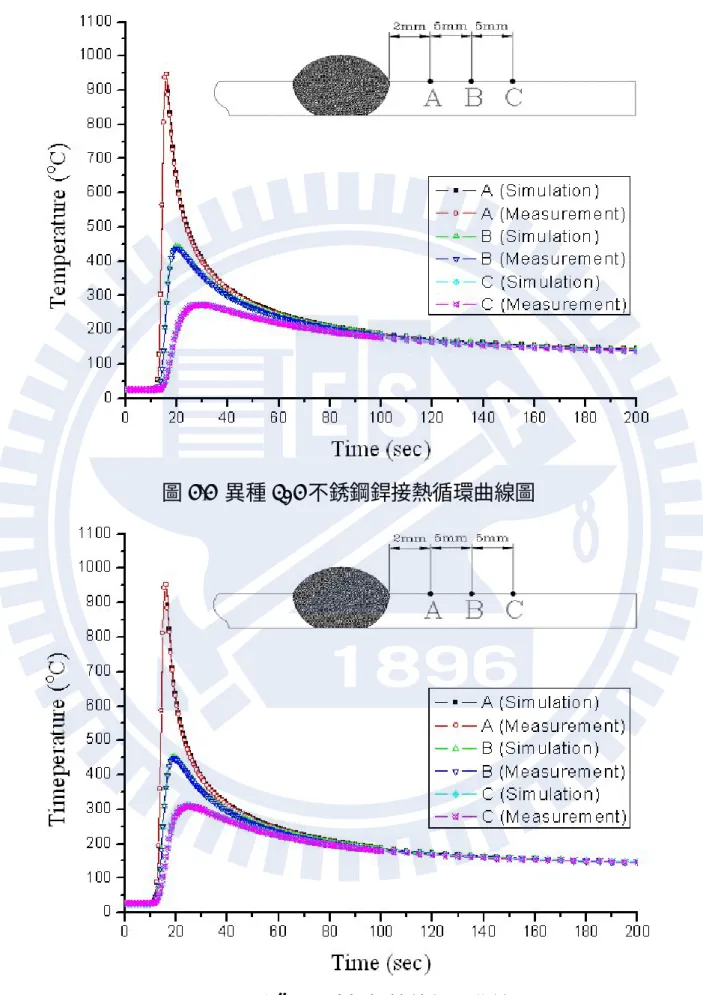
在銲接的過程中,電弧的作用常因機器的類型、工作環境的變化 等因素而造成效率的流失,因此在進行銲接模擬的最初工作就是對於 電弧效率作一連串的評估,以找出適當的電弧效率設定值。本研究為 客觀地找出所用銲接機台之電弧效率設定值,採用SUS 304 不銹鋼同 種材質對接銲之熱學模式分析結果,配合其相對的熱循環實驗量測數 據的綜合比較而加以求得,再使用所求得的電弧效率設定值,輸入至 S15C 碳鋼同種材質對接銲以及 SUS304 不銹鋼-S15C 碳鋼異種對接 銲之熱學模式分析,利用其分析出來的預測結果,配合其相對的熱循 環實驗量測數據的綜合比較而加以驗證所求得的電弧效率設定值。圖 4.1 為同種 SUS304 不銹鋼銲件峰值溫度分佈圖,圖 4.2 則為同種 SUS304 不銹鋼銲接熱循環曲線圖。綜合圖 4.1 與圖 4.2 之分析結果與 實驗數據的比較可得知,使用54 %的 GTAW 電弧效率可以準確模擬 SUS304 不銹鋼銲件溫度場的分佈狀況。 圖4.3 與圖 4.4、圖 4.5 為使用 54 % GTAW 電弧效率所獲得的 S15C圖。由圖4.3 與圖 4.4、圖 4.5 所獲得之分析結果與實驗數據的比較可 顯示,使用 54 %的 GTAW 電弧效率亦可以準確模擬 S15C 碳鋼銲件 與SUS304 不銹鋼-S15C 碳鋼異種銲件件溫度場的分佈狀況。也就是 說本研究所使用的銲接機台之熱效率值為54 %。
4.2 熱學模式分析
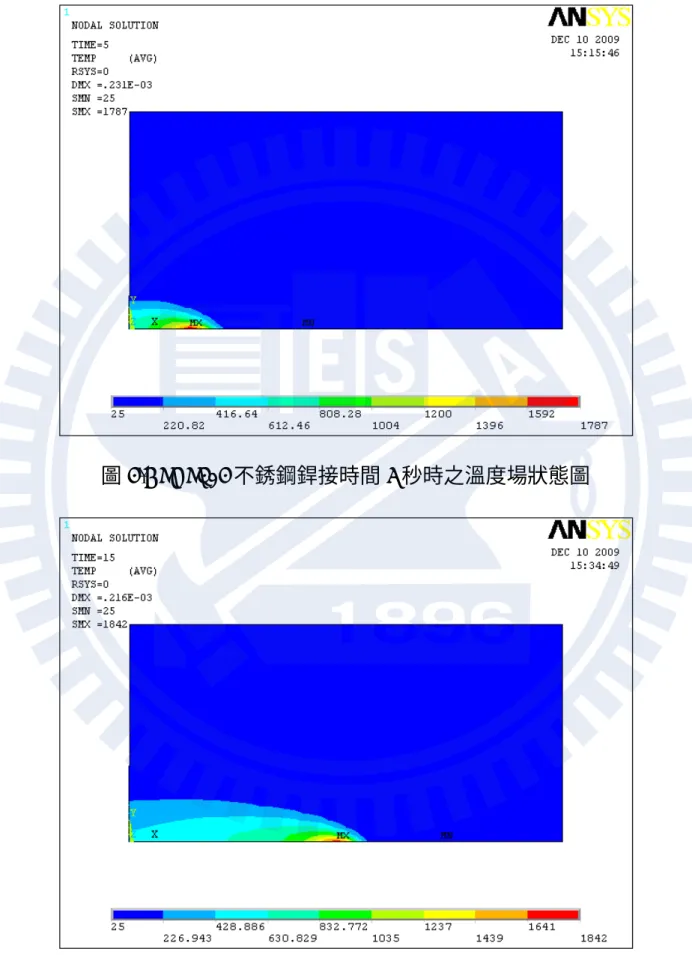
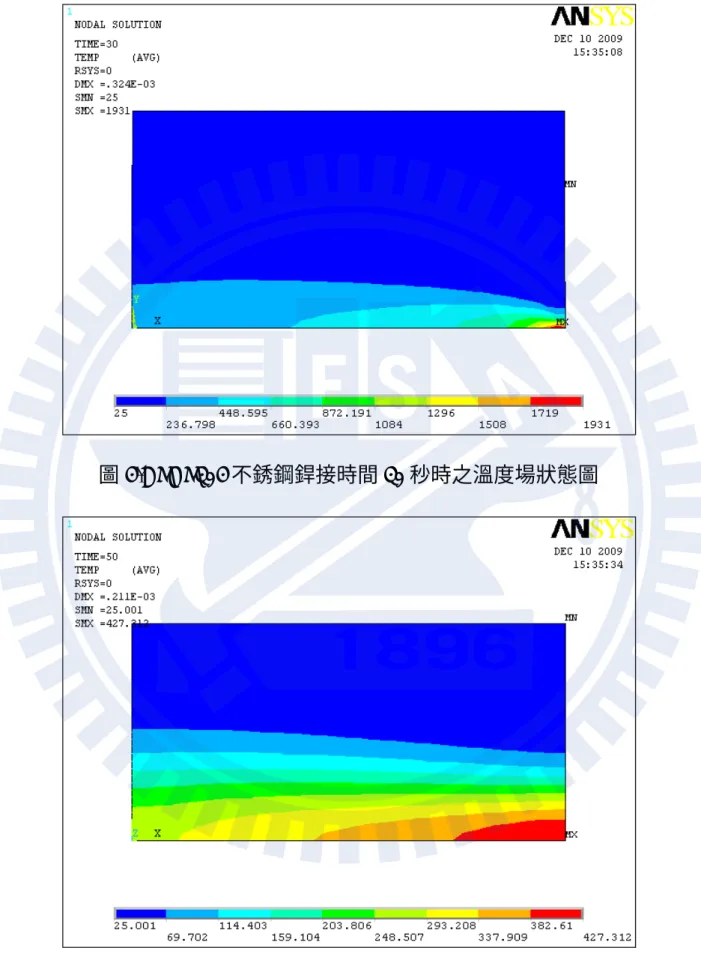
4.2.1 SUS304 不銹鋼同種對接銲之熱學模式分析 圖4.6 為銲接時間為 5 秒時之溫度場狀態圖,由於本研究之銲接 速度為5 mm/sec,故可明顯發現此時之銲接熱源或溫度分佈主要集中 於X=25 mm 處,且亦可發現在銲接熱源作用之處有較高的溫度梯度 存在(相對於其他區域而言),而遠離銲道部份則由於熱對流等效應 現象而幾乎沒有溫度梯度的存在。 圖 4.7 為銲接時間為 15 秒時之溫度場狀態圖。同樣地,亦可明 顯發現此時之銲接熱源或溫度分佈主要集中於X=75 mm 處。在此階 段銲接熱源已到達銲板中央位置,且可發現在銲接熱源作用之處仍有 較高的溫度梯度存在,而在銲接熱源已作用過的區域,其溫度梯度則 開始有降低的趨勢。整體而言,銲接熱源所作用之銲道部份,其在正 Y 方向(垂直銲道方向)之溫度梯度普遍較其他區域高出許多。至於 在 X 方向(平行銲道方向)之溫度梯度,主要分為兩個方向。在銲接熱源正 X 方向,由於是銲接熱源未作用過的區域,因此在銲道附 近具有較高的溫度梯度;而在銲接熱源負 X 方向,由於是銲接熱源 已作用過的區域,因此在銲道附近具有較低的溫度梯度。本研究在探 討銲接溫度梯度方面,由於 X 方向之各點均會在不同的時間受到銲 接熱源的作用,因此銲接熱源未作用過的區域,雖然也有相當高的溫 度梯度,但在銲接熱源作用過之後,此區域(在前一瞬間銲接熱源未 作用的銲道位置)溫度會急遽升高,造成溫度梯度在瞬間會比銲接熱 源作用前變的較為平滑(與前一銲道位置相比較)。在銲接過程中, 由於平行銲道方向之溫度梯度是呈一非線性變化,因此在分析方面較 為複雜,故本研究在探討銲接溫度梯度方面,主要是針對垂直銲道方 向之溫度梯度來加以說明。 值得一提的是,由圖 4.7 可發現其等溫線急遽變化之範圍局部發 生於銲接熱源附近,且呈拉長之橢圓狀分佈(若再觀察圖4.8 將可發 現此趨勢更加顯著),此為移動熱源所形成之主要特徵。 圖 4.8 為銲接時間為 30 秒時之溫度場狀態圖。在此階段可視為 銲接熱源即將離開板材之際,至於銲道部份之溫度梯度分佈亦與上述 趨勢相似。 圖 4.9、圖 4.10、圖 4.11、圖 4.12 與圖 4.13 分為銲接時間 50 秒、
溫度場狀態圖可看出銲板溫度漸趨穩態,且溫度梯度亦明顯降低許 多。 圖 4.14 為板材在銲接時間 1600 秒時之溫度場狀態圖。由於銲板 各部分溫度已達到平衡的狀態,因此整個銲板幾乎沒有溫度梯度的存 在。 4.2.2 S15C 碳鋼同種對接銲之熱學模式分析 圖4.15 為 S15C 碳鋼銲接時間 5 秒時之溫度場狀態圖,由圖可發 現所觀察的結果亦相似於SUS304 不銹鋼的熱學模式分析現象,銲接 熱源或溫度分佈主要集中於X=25 mm 處,且銲接熱源作用之處有較 高的溫度梯度存在(相對於其他區域而言),而遠離銲道部份則由於 熱對流等效應現象而幾乎沒有溫度梯度的存在。 圖 4.16 為銲接時間為 15 秒時之溫度場狀態圖。同樣地,亦可明 顯發現此時之銲接熱源或溫度分佈主要集中於X=75 mm 處。在此階 段銲接熱源已到達銲板中央位置,且可發現在銲接熱源作用之處仍有 較高的溫度梯度存在,而在銲接熱源已作用過的區域,其溫度梯度則 開始有降低的趨勢。 圖 4.17 為銲接時間為 30 秒時之溫度場狀態圖。在此階段可視為 銲接熱源即將離開板材之際,至於銲道部份之溫度梯度分佈亦與上述
趨勢相似。 圖 4.18、圖 4.19、圖 4.20、圖 4.21 與圖 4.22 分為銲接時間 50 秒、 100 秒、200 秒、400 秒與 800 秒時之溫度場狀態圖。由此一連串的 溫度場狀態圖可看出銲板溫度漸趨穩態,且溫度梯度亦明顯降低許 多,此外由這些溫度的變化亦可發現,其相較於SUS304 不銹鋼的溫 度變化而言,具有較快達到穩態的現象,這是因為S15C 碳鋼之熱傳 導係數較高,因此對於溫度具有較高的傳遞作用所導致。 圖 4.23 為板材在銲接時間 1600 秒時之溫度場狀態圖。由於銲板 各部分溫度已達到平衡的狀態,因此整個銲板幾乎沒有溫度梯度的存 在。 4.2.3 異種金屬對接銲之熱學模式分析 圖 4.24 為 SUS304 不銹鋼與 S15C 碳鋼異種對接銲之銲接時間 5 秒時之溫度場狀態圖。此時之銲接熱源或溫度分佈主要集中於X=25 mm 處,雖然銲接板件是不同的兩種材料,但相似於同種材質的熱學 模式分析,亦可發現在銲接熱源作用之處有較高的溫度梯度存在,而 遠離銲道部份則由於熱對流等效應現象而幾乎沒有溫度梯度的存 在,且兩側板件的溫度略有些許的變化。 圖4.25 為銲接時間為 15 秒時之溫度場狀態圖。同樣地,亦可明
顯發現此時之銲接熱源或溫度分佈主要集中於X=75 mm 處。在此階 段銲接熱源已到達銲板中央位置,且可發現在銲接熱源作用之處仍有 較高的溫度梯度存在,而在銲接熱源已作用過的區域,其溫度梯度則 開始有降低的趨勢,此外由圖中可看出S15C 銲板的溫度梯度(圖 4.25 下方板件)相對於SUS304 銲板(圖 4.25 上方板件)較低,且溫度傳 遞較明顯。 圖 4.26 為銲接時間為 30 秒時之溫度場狀態圖。在此階段可視為 銲接熱源即將離開板材之際,至於銲道部份之溫度梯度分佈亦與上述 趨勢相似。 圖 4.27、圖 4.28、圖 4.29、圖 4.30 與圖 4.31 分為銲接時間 50 秒、 100 秒、200 秒、400 秒與 800 秒時之溫度場狀態圖。由此一連串的 溫度場狀態圖可看出銲板溫度漸趨穩態,其溫度梯度亦明顯降低許 多,且由於 S15C 碳鋼銲板較快達到穩態,對於 SUS304 不銹鋼銲板 而言則具有散熱的作用。 圖 4.32 為板材在銲接時間 1600 秒時之溫度場狀態圖。由於銲板 各部分溫度已達到平衡的狀態,因此整個銲板幾乎沒有溫度梯度的存 在。
4.3 力學模式分析
4.3.1 同種 SUS304 不銹鋼對接銲之殘留應力分析 同種 SUS304 不銹鋼對接銲之 σXX暫態熱應力分析 圖 4.33 為銲接時間為 5 秒時之 σXX暫態熱應力場狀態圖。在此階 段可發現接近銲接熱源的區域因高溫而膨脹,但受到遠離銲接熱源周 圍區域之束縛,因此會在銲接熱源附近產生壓縮熱應力。而在遠離銲 接熱源的區域則因力學平衡之緣故,因此會產生拉伸熱應力。 圖 4.34 為銲接時間為 10 秒時之 σXX暫態熱應力場狀態圖。在此 階段可發現其相似於圖 4.33 所觀察到的現象,即接近銲接熱源的區 域因高溫而膨脹,並受到遠離銲接熱源周圍區域之束縛,在銲接熱源 附近產生壓縮熱應力,遠離銲接熱源的區域則會產生拉伸熱應力。 同樣的圖 4.35 與圖 4.36 亦可更明顯地發現整個銲道周圍受到局 部熱源作用,使得銲道周圍區域受到遠離銲接熱源的區域的束縛而產 生壓縮熱應力,而遠離銲接熱源的區域亦受到銲道周圍區域之壓縮應 力的產生與束縛,產生相對的拉伸熱應力。 圖 4.37 為為銲接時間為 25 秒時之 σXX暫態熱應力場狀態圖。在 此階段由於銲接熱源即將離開板材,因此在靠近銲道終端位置處仍具 有較高的壓縮熱應力。至於在其他區域則由於銲接熱源的遠離,會造304 沃斯田鐵型不銹鋼在 600~1200℃的溫度範圍間由於其降伏應力 會急遽降低(參考圖3.3 所示),因此會產生較大的塑性變形,進而 會在遠離銲接熱源的區域形成較高的拉伸熱應力。 圖 4.38 為銲接 50 秒時之 σXX銲接殘留應力場狀態圖,在此階段 由於銲接熱源已經離開板材,隨著銲件的冷卻,殘留應力也就相對地 產生,因此可明顯發現在靠近銲道區域的拉伸殘留應力相較於圖4.37 增加許多。 圖 4.39、圖 4.40、圖 4.41、圖 4.42、圖 4.43 分別為銲接 100 秒、 200 秒、400 秒、800 秒、1600 秒時之 σXX銲接殘留應力場狀態圖。 此時可發現在靠近銲道區域的拉伸殘留應力增加的速率已趨於緩慢。 圖 4.44 為銲接 3150 秒時之 σXX銲接殘留應力場狀態圖。此 時更可發現整個銲板的殘留應力相較於圖 4.43 變化不大,即已趨於 定值。 同種 SUS304 不銹鋼對接銲之 σYY暫態熱應力分析 圖4.45 為銲接時間為 5 秒時之 σYY暫態熱應力場狀態圖,在此階 段亦可發現在接近銲接熱源的區域會產生壓縮熱應力,而在遠離銲接 熱源的區域則會產生拉伸熱應力。 圖4.46、圖 4.47、圖 4.48、圖 4.49 分別為 10 秒、15 秒、20 秒、
25 秒時之暫態應力,可發現大致上均有此現象的發生。 圖 4.50 為銲接 50 秒時之 σYY銲接殘留應力場狀態圖,在此階段 由於銲接熱源已經離開板材,因此可明顯發現在銲板中央位置的拉伸 殘留應力相較於圖 4.49 增加許多,而銲板兩側的壓縮殘留應力亦逐 漸地增加。 圖 4.51、圖 4.52、圖 4.53、圖 4.54、圖 4.55 分別為銲接 100 秒、 200 秒、400 秒、800 秒、1600 秒時之 σYY銲接殘留應力場狀態圖。 此時可發現銲道中央與兩端位置的拉伸與壓縮殘留應力增加的速率 已趨於緩慢。 圖 4.56 為銲後 3150 秒時之 σYY銲接殘留應力場狀態圖,此時可 發現在銲板中央位置處產生定值得拉伸殘留應力,而在銲板兩端位置 處則產生定值的壓縮殘留應力。 同種 SUS304 不銹鋼對接銲殘留應力之分析與實驗 圖 4.57 與圖 4.58 分別為 SUS304 不銹鋼銲板冷卻至室溫時之 σXX 與 σYY 銲接殘留應力分佈圖。由 σXX 銲接殘留應力之分析結果可得 知,在靠近銲道附近的區域會產生為較高的拉伸殘留應力值,其大小 可達到母材的降伏應力,而在遠離銲道的區域則會產生較低的壓縮殘
及銲接速度為5 mm/sec 之銲接條件)發現約有 23.2 mm 寬的拉伸殘
留應力區(tensile residual stress zone)產生於靠近銲道附近的區域,
而此拉伸殘留應力區將可能會嚴重影響銲件之機械性質與耐腐蝕 性。由σYY銲接殘留應力之分析結果可得知,在銲板中央位置處會產 生較低的拉伸殘留應力,而在銲板兩側位置處則會產生較高的壓縮殘 留應力。本研究在此發現最大σXX拉伸殘留應力值(247 Mpa)約為最大 σYY拉伸殘留應力值(89.5 MPa)的 2.76 倍,此說明縱向拉伸殘留應力 (σXX)比橫向拉伸殘留應力(σYY)影響平板銲接結構強度甚鉅,在結構 安全評估分析上應多考慮此縱向殘留應力的分布與大小[48-52]。 綜合圖 4.57 (b)與圖 4.58 (b)之殘留應力分析結果與實驗數據的比 較可得知,本研究建構之有限元素模型可準確模擬同種SUS304 不銹 鋼對接銲之銲件殘留應力的大小與分佈情形。 4.3.2 同種 S15C 碳鋼對接銲之殘留應力分析 同種 S15C 碳鋼對接銲之 σXX暫態熱應力分析 圖4.59 為銲接時間為 5 秒時之 σXX暫態熱應力場狀態圖,在此階 段可發現其相似於SUS304 不銹鋼的狀況,即接近銲接熱源的區域因 高溫而膨脹,但受到遠離銲接熱源周圍區域之束縛,因此會在銲接熱 源附近產生壓縮熱應力。而在遠離銲接熱源的區域則因力學平衡之緣
故,因此會產生拉伸熱應力。 圖 4.60 為銲接時間為 10 秒時之 σXX暫態熱應力場狀態圖,在此 階段可發現其相似於圖 4.59 所觀察到的現象,即接近銲接熱源的區 域因高溫而膨脹,並受到遠離銲接熱源周圍區域之束縛,在銲接熱源 附近產生壓縮熱應力。遠離銲接熱源的區域則會產生拉伸熱應力。 同樣的圖 4.61 與圖 4.62 亦可更明顯地發現整個銲道周圍受到局 部熱源作用,使得銲道周圍區域受到遠離銲接熱源的區域的束縛而產 生壓縮熱應力。而遠離銲接熱源的區域亦受到銲道周圍區域之壓縮應 力的產生與束縛,產生相對的拉伸熱應力。 圖 4.63 為為銲接時間為 25 秒時之 σXX暫態熱應力場狀態圖。在 此階段由於銲接熱源即將離開板材,因此在靠近銲道終端位置處仍具 有較高的壓縮熱應力。至於在其他區域則由於銲接熱源的遠離,會造 成整個銲板開始冷卻而收縮,且因銲道區域由高溫熔融狀態冷卻時, S15C 碳鋼在 600~1000℃的溫度範圍間由於其降伏應力會急遽降低 (參考圖3.5 所示),因此會產生較大的塑性變形,進而會在遠離銲 接熱源的區域形成較高的拉伸熱應力。 圖 4.69 為銲後 50 秒時之 σXX銲接殘留應力場狀態圖。在此階段 由於銲接熱源已經離開板材,因此可明顯發現在靠近銲道區域的拉伸
圖 4.70、圖 4.71、圖 4.72、圖 4.73、圖 4.74 為銲後 100 秒、200 秒、400 秒、800 秒、1600 秒時之 σXX銲接殘留應力場狀態圖。此時 可發現在靠近銲道區域的拉伸殘留應力增加的速率已趨於緩慢。 圖 4.75 為銲後 3150 秒時之 σXX銲接殘留應力場狀態圖。此 時更可發現整個銲板的殘留應力相較於圖 4.74 變化不大,即已趨於 定值,其應力分佈的情形大致與SUS 304 不銹鋼所分析的結果相似。 同種 S15C 碳鋼對接銲之 σYY暫態熱應力分析 圖4.64 為銲接時間為 5 秒時之 σYY暫態熱應力場狀態圖,在此階 段亦可發現在接近銲接熱源的區域會產生壓縮熱應力,而在遠離銲接 熱源的區域則會產生拉伸熱應力。 圖 4.65、圖 4.66、圖 4.67、圖 4.68 分別為 10 秒、15 秒、20 秒、 25 秒時之暫態應力,可發現大致上均有此現象的發生。 圖 4.76 為銲後 50 秒時之 σYY銲接殘留應力場狀態圖。在此階段 由於銲接熱源已經離開板材,因此可明顯發現在銲板中央位置的拉伸 殘留應力相較於圖 4.68 增加許多,而銲板兩側的壓縮殘留應力亦逐 漸地增加。 圖 4.77、圖 4.78、圖 4.79、圖 4.80、圖 4.81 為銲後 100 秒、200 秒、400 秒、800 秒、1600 秒時之 σYY銲接殘留應力場狀態圖。此時
可發現在銲道中央與兩端位置的拉伸與壓縮殘留應力增加的速率已 趨於緩慢。 圖 4.82 為銲後 3150 秒時之 σYY銲接殘留應力場狀態圖,此時可 發現在銲板中央位置處產生定值得拉伸殘留應力,而在銲板兩端位置 處則產生定值的壓縮殘留應力。 同種 S15C 碳鋼對接銲殘留應力之分析與實驗 圖 4.83 與圖 4.84 分別為 S15C 碳鋼銲板冷卻至室溫時之 σXX與 σYY銲接殘留應力分佈圖。由 σXX銲接殘留應力之分析結果可得知, 在靠近銲道附近的區域會產生為較高的拉伸殘留應力值,其大小可達 到母材的降伏應力,而在遠離銲道的區域則會產生較低的壓縮殘留應 力。此外,在本研究中(銲接電流為110 A、電弧電壓為 13 V 及銲 接速度為5 mm/sec 之銲接條件)發現約有 16.3 mm 寬的拉伸殘留應
力區(tensile residual stress zone)產生於靠近銲道附近的區域,而此
拉伸殘留應力區將可能會嚴重影響銲件之機械性質與耐腐蝕性。由
σYY銲接殘留應力之分析結果可得知,在銲板中央位置處會產生較低
的拉伸殘留應力,而在銲板兩側位置處則會產生較高的壓縮殘留應
比橫向拉伸殘留應力(σYY)影響平板銲接結構強度甚鉅。 綜合圖 4.83 (b)與圖 4.84(b)之殘留應力分析結果與實驗數據的比 較可得知,本研究建構之有限元素模型可以準確模擬同種S15C 碳鋼 對接銲之銲件殘留應力的大小與分佈情形。 圖 4.85 為 SUS304 不銹鋼與 S15C 碳鋼之銲接殘留應力比較圖, 圖中可發現SUS304 不銹鋼之最大銲接殘留應力值非常接近其降伏應 力強度,而S15C 碳鋼之最大殘留應力值則略低於其降伏強度,會發 生此差異是由於高熱傳導性材料在銲接過程中,會造成有較低的鋒值 溫度與溫度梯度,使板材相互間之熱應力拉扯變小,進而導致最大銲 接殘留應力略小於其降伏強度;相反地,低熱傳導性材料則將造成最 大銲接殘留應力高於降伏強度。此外,雖然熱膨脹系數會造成較高的 熱應力,理應造成較高的銲接殘留應力,但圖中兩者之最高殘留應力 值的比較並沒有發現明顯現象,這是降伏應力的影響程度遠高於熱膨 脹系數所導致,也就是最高銲接殘留應力值大部份取決於材料的降伏 應力值。[58, 59]
4.3.3 異種金屬對接銲之殘留應力分析 異種 SUS304 不銹鋼與 S15C 碳鋼對接銲之 σXX暫態熱應力分析 圖4.86 為銲接時間為 5 秒時之 σXX暫態熱應力場狀態圖,此階段 可發現相似前節所觀察的現象,兩塊銲板在接近銲接熱源的區域因高 溫而膨脹,並受到周圍區域之束縛而在銲接熱源附近產生壓縮熱應 力。在遠離銲接熱源的區域則因力學平衡之緣故,因此會產生拉伸熱 應力。 圖 4.87 為銲接時間為 10 秒時之 σXX暫態熱應力場狀態圖,在此 階段可發現其相似於圖 5.86 所觀察到的現象,即接近銲接熱源的區 域因高溫而膨脹,並受到遠離銲接熱源周圍區域之束縛,在銲接熱源 附近產生壓縮熱應力,遠離銲接熱源的區域則會產生拉伸熱應力。 同樣的圖 4.88 與圖 4.89 亦可更明顯地發現整個銲道周圍受到局 部熱源作用,使得銲道周圍區域受到遠離銲接熱源的區域的束縛而產 生壓縮熱應力,而遠離銲接熱源的區域亦受到銲道周圍區域之壓縮應 力的產生與束縛,產生相對的拉伸熱應力。 圖 4.90 為銲接時間為 25 秒時之 σXX暫態熱應力場狀態圖,在此 階段由於銲接熱源即將離開板材,因此在靠近銲道終端位置處仍具有 較高的壓縮熱應力。至於在其他區域則由於銲接熱源的遠離,造成
![圖 3.6 SUS 304 不銹鋼之機械性質與溫度變化之關係圖[20,51]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879466.155157/81.892.98.797.124.1114/圖36SUS34不銹鋼之機械性質與溫度變化之關係圖251.webp)
![圖 3.8 S15C 碳鋼之機械性質與溫度變化之關係圖[53]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879466.155157/82.892.95.798.143.1008/圖38S15C碳鋼之機械性質與溫度變化之關係圖53.webp)