精實或敏捷?供應鏈策略之選擇
78
0
0
全文
(2) Abstract The changing role of manufacturing has ushered in an increasing number of initiatives aimed at improving operations. Specifically, various themes in operations have evolved over time, from forecasting and planning in the 1950s and 1960s through productivity and quality in the 1970s and 1980s respectively, to adaptability and responsiveness in the 1990s.. Even though the emergence of agile paradigm had spurred a large stream of research by scholars, yet most of the research had been at the manufactur ing level. Very few researches have gone beyond the manufacturing level to the larger supply chain level. And there are even fewer researches discussing about the combination of lean thinking and agile thinking in supply chain level. Based on the above statement, the purpose of this study is as follows:. 1.. To identify the definition and characteristics of “Lean” and “Agile”.. 2.. To explore the relationship of the two kinds of thinking.. 3.. To prove the practicability of the findings.. This research is organized as follows. Chapter 2 clearly describes the origin, definition and characteristics of lean thinking and agile thinking, and comparison of the two kind of thinking. Chapter 3 introduces the major combination factors of these- material decoupling point, information decoupling point, and postponement. Followed by introduction of three practical ways to combine the lean thinking and agile thinking..
(3) Table of Contents Chapter 1 Introduction… … … … … … … … … … … … … … … … … … … … … … 1 1.1. Background… … … … … … … … … … … … … … … … … … … … … … … 1. 1.2. Motives and objectives of this research… … … … … … … … … … … … 4. 1.3. Organization of this research… … … … … … … … … … … … … … … … 4. Chapter 2 Literature Review… … … … … … … … … … … … … … … … … … … … 6 2.1. 2.2. 2.3. Lean thinking… … … … … … … … … … … … … … … … … … … … … … 6 2.1.1. Origins of lean thinking… … … … … … … … … … … … … … 6. 2.1.2. Definitions of lean thinking… … … … … … … … … … … … … 7. 2.1.3. Important principles of lean thinking… … … … … … … … 10. Agile thinking… … … … … … … … … … … … … … … … … … … … … 12 2.2.1. Origins of agile thinking… … … … … … … … … … … … … 12. 2.2.2. Definitions of agile thinking… … … … … … … … … … … … 13. 2.2.3. Agility versus flexibility… … … … … … … … … … … … … 14. 2.2.4. Characteristics of the agile supply chain… … … … … … … 16. Comparison of the two kinds of thinking… … … … … … … … … … … 21. Chapter 3 Combining Lean Thinking and Agile Thinking… … … … … … … 26 3.1. 3.2. Major factors… … … … … … … … … … … … … … … … … … … … … … 26 3.1.1. Material decoupling point… … … … … … … … … … … … … 27. 3.1.2. Information decoupling point … … … … … … … … … … … 31. 3.1.3. Postponement… … … … … … … … … … … … … … … … … ..33. Practical ways to combine the lean think and agile thinking… … … 35 3.2.1. The Pareto curve approach… … … … … … … … … … … … ...35.
(4) 3.3. 3.2.2. The decoupling point approach… … … … … … … … … … … 36. 3.2.3. The surge/base demand separation approach… … … … … 38. An integrated approach to supply chain design- the Agile Enterprise Enabling Model… … … … … … … … … … … … … … … … … … … … … 40. Chapter 4 The Research Findings… … … … … … … … … … … … … … … … … 43 4.1. 4.2. 4.3. Introduction of CTO into company A… … … … … … … … … … … … 43 4.1.1. Environment of PC industry… … … … … … … … … … … ...43. 4.1.2. Company profile… … … … .… … … … … … … … … … … … 44. 4.1.3. Definition of CTO… … … … … … … … … … … … … … … ..45. Key factors while introducing CTO into company A … … … … … … 46 4.2.1. EDI-ENT/ WEB-EDI… … … … … … … … … … … … … … ..47. 4.2.2. Modular BOM (bill of materials)… … … … … … … … … … 49. Findings and discussions from case studying… … … … … … … … … .51 4.3.1. Comparison between BTO and CTO production… … … … .51. 4.3.2. Leanness or agility of company A’s supply chain… … … … 52. Chapter 5 Conclusions … … … … … … … … … … … … … … … … … … … … … … 61 5.1. 5.2. Findings and conclusions… … … … … … … … … … … … … … … … … 61 5.1.1. Five key principles driving lean thinking… … … … … … … 61. 5.1.2. Four distinguishing characteristics of agile supply chain… 61. 5.1.3. Two characteristics of different importance… … … … … … 61. 5.1.4. Three major factors about combining the two thinking… 62. 5.1.5. Three ways to combine the lean think and agile thinking… 62. 5.1.6. Findings from the case studying… … … … … … … … … … 62. Suggestions… … … … … … … … … … … … … … … … … … … … … … 62.
(5) Figure List Figure 2- 1 Distinctive focus of flexibility vis-à-vis agility in managing change ..................................................................................................16 Figure 2- 2 The agile supply chain...............................................................19 Figure 2- 3 Intentions and outcomes of lean and agile paradigms ..............24 Figure 3- 1 Traditional supply chain with "U" shaped total lead-time ........26 Figure 3- 2 Representation of the material decoupling point ......................28 Figure 3- 3 Effects of the (material) decoupling point ................................29 Figure 3- 4 Definition of differing supply chain postponement strategies ..30 Figure 3- 5 Comparison between material and information decoupling point positions within a supply chain............................................................32 Figure 3- 6 The Pareto distribution..............................................................36 Figure 3- 7 The decoupling point.................................................................37 Figure 3- 8 Leagile supply chain strategy....................................................38 Figure 3- 9 Responding to combinations of "base" and "surge" demands ..39 Figure 3- 10 An integrated model foe enabling the agile enterprise............42 Figure 4- 5 Application of EDI in a supply chain…………………………47 Figure 4- 6 EDI-ENT/ Web EDI in a supply chain………………………..48 Figure 4- 3 SKU based BOM.......................................................................50 Figure 4- 4 Modular BOM...........................................................................51 Figure 4- 5 The diagram of BTO, CTO and CTO+TDS…………………..53 Figure 4- 6 Data exchange through EDI…………………………………..56 Figure 4-7 Pipeline time reduction between BTO and CTO+TDS……….60.
(6) Table List Table 2- 1 The attributes of an agile organization........................................17 Table 2- 2 Rating the importance of different characteristics of leanness and agility ...................................................................................................22 Table 2- 3 Rating the importance of the different metrics for leanness and agility ...................................................................................................22 Table 2- 4 Comparison of lean supply with agile supply: the distinguishing attributes...............................................................................................25 Table 3- 1 A contingency approach to supply chain strategy choice ...........40 Table 4- 1Configuration options of a personal computer ............................46 Table 4- 2 Comparison between BTO and CTO/CTO+TDS .......................52 Table 4- 3 The importance of actions for BTO and CTO+TDS mode.........54 Table 4- 4 The CTO task force of company A .............................................58.
(7) Chapter 1 Introduction 1.1. Background The changing role of manufacturing has ushered in an increasing number of. initiatives aimed at improving operations. Specifically, various themes in operations have evolved over time, from forecasting and planning in the 1950s and 1960s through productivity and quality in the 1970s and 1980s respectively, to adaptability and responsiveness in the 1990s (Vokurka and Fliedner, 1998). The main issues were the relative emphasis on effectiveness, efficiency, flexibility and responsiveness.. The motor industry is the best illustration describing the evolution of production systems. In the 1950s, while mass production was being perfected in the US, it was also beginning to flourish in Western Europe. In the late 1950s, VW, Renault and Fiat were producing at a scale comparable to Detroit's major facilities. A number of the European craft production firms also made the transition to mass production.. In the spring of 1950 a young Japanese engineer, Eiji Toyoda, set out on a three months pilgrimage to Ford's Rouge plant in Detroit (Ford invited large numbers of engineers from around the world to visit his plant; he kept no secrets about mass production). The Rouge plant was the largest, and most complex in the Ford family, if not the world. After much study, he went back to Japan and with the help of his production genius, Taiichi Ohno, they soon concluded that mass production would never work in Japan. From this tentative beginning was born what Toyota came to call the Toyota Production System, and ultimately 1.
(8) "lean production.". The best way to describe lean production is to contrast it to its predecessors: craft production and mass production.. Craft production uses highly skilled workers and simple but flexible tools to make exactly what the consumers ask for, one item at a time. The result is that consumers get exactly what they want but at a prohibitively high cost.. Mass production uses narrowly skilled professionals to design products made by unskilled or semiskilled workers tending expensive, single-purpose machines. The machines produce standardized products in very high volume. Due to the high cost of disruption of the process, the mass producer adds many buffers - extra supplies, workers and space - to assure smooth production. Also due to high cost of changing over to a new product, the mass producer keeps standard designs in production as long as possible. The result is the consumer gets lower costs but at the expense of variety, and workers tend to find their part of the process boring.. Lean production, by contrast, uses teams of multiskilled workers at all levels of the organization, and uses highly flexible, increasingly automated machines to produce large volumes of products in enormous variety. The term "lean" comes from its using half the human effort in the factory, half the manufacturing space, half the investment in tools, and half the engineering hours to develop a new product in half the time.. There are so many scholars supporting this production paradigm. Whilst. 2.
(9) material and enterprise planning systems focused on the effectiveness of planning and scheduling, lean production aimed at increased throughput in emphasizing process discipline and continuous improvement (Womack, Jones and Roos, 1990). By the late 1980s, Japanese companies introduced process improvements, in response to the increasing intensity of global competition (Willis, 1998). The changes were based on the principles of elimination of non-alue-added inputs and processes, and continuous improvement, which makes systems problem- and error- proof while goods flow like water (Meredith, 1992).. But threats often emanate from the factory floor. Because of excessive emphasis on process discipline and frequent interchange of workers, lean production is associated with cruel work practices (Young, 1992). Workers are distressed by pressures for continuous improvement. Such pressures aim to reduce the operational cost whilst enhancing the flexibility of equipment and processes design, in the main, for large- scale manufacture of standard products.. In addition, problems abound up and down the supply chain. The concept of “customer-driven” in lean production means aggressive selling and imposition on customers much more than collaboration with them. Customers are irritated so much that they feel like avoiding salesman (Womack et al., 1990). Although the present supply chain practices in lean production is better than the seemingly pervading one-off, single-instance contacts in mass production, they can best support only products of mass appeal rather than custom appeal.. So a new paradigm- agile- emerged. The goal of agile manufacturing is to integrate all the main objectives addressed in isolation by the preceding systems. Integration is the means by which a company can deliver concurrently on a wide 3.
(10) range of competitive objectives and achieve sustainable growth. To this end, companies are widening their bases of competition from low cost in mass production to variety and speed in lean production, then to a much wider range of objectives in agile manufacturing (Womack et al., 1990; Burgess, 1994). 1.2. Motives and objectives of this research Even though the emergence of agile paradigm had spurred a large stream of. research by scholars, yet most of the research had been at the manufacturing level. Very few researches have gone beyond the manufacturing level to the larger supply chain level. And there are even fewer researches discussing about the combination of lean thinking and agile thinking in supply chain level. Based on the above statement, the purpose of this study is as follows:. 1.3. 1.. To identify the definition and characteristics of “Lean” and “Agile”.. 2.. To explore the relationship of the two kinds of thinking.. 3.. To prove the practicability of the findings.. Organization of this research This research is organized as follows. Chapter 2 clearly describes the origin,. definition and characteristics of lean thinking and agile thinking, and comparison of the two kind of thinking. Chapter 3 introduces the major combination factors of these- material decoupling point, information decoupling point, and postponement. Followed by introduction of three practical ways to combine the lean thinking and agile thinking. 4.
(11) In chapter 4, a case study will show that how a Taiwan OEM reacts to the challenges in PC industry- the introduction of CTO (Configure-to-Order) manufacturing mode, which almost becomes the qualifier of being an OEM of global PC makers. In latter sections of this chapter, there will be some discussions on the key factors while introducing CTO, comparison between BTO and CTO mode, findings from case study based on reference models, which already discussed in chapter 2 and 3.. Finally, Chapter 5 concludes the study by summarizing its findings, limitations and directions for further researches, and lists the contributions.. 5.
(12) Chapter 2 Literature Review 2.1. 2.1.1. Lean thinking Origins of lean thinking. Taiichi Ohno at Toyota Motor Company developed “lean manufacturing” in the 1950s (Ohno, 1988). It was the result of the "Toyota innovation to take the minds and hands mode of the craftsmen era, merging it with the work standardization and assembly line of the Fordist system, and adding the glue of teamwork for good measure" (Krafcik, 1988).. Previous studies agree that lean manufacturing produces higher levels of quality and productivity and better customer responsiveness. Womack et al. (1990) described lean manufacturing principles and techniques as a manufacturing concept for the first time in the book “The Machine That Changed the World", and claimed that lean manufacturing strategy is not optional.. Lean manufacturing is an enhancement of mass production. Getting the product right the first time, continuous improvement efforts, quality in products and processes, flexible production, and minimizing waste of any kind are the enhancements that produce lean manufacturing (Goldman, Nagel and Preiss, 1995). International Motor Vehicle Programme (IMVP) researchers agree: "Lean production is lean, because it uses less of everything compared with mass production; half the human effort in the factory, half the manufacturing space, half the investment in tools, half the engineering hours to develop a new product in half the time. Also, it requires keeping far less than half the needed inventory 6.
(13) on site, results in fewer defects, and produces a greater and ever-growing variety of products" (Womack et al., 1990).. 2.1.2. Definitions of lean thinking. Manufacturing thinking has been very much affected by the concept of lean production outlined by Womack et al. (1990) in their seminal book “The Machine That Changed the World”. More recently, Lamming (1996) has generalized this approach to encompass other industries and, drawing on the lean principle of waste elimination, has defined lean supply as:. ... an arrangement [which] should provide a flow of goods, services and technology from supplier to customer (with associated flows of information and other communications in both directions) without waste.. But what is “waste”? In the seminal work dating back to the 1960s, Taiichi Ohno defined seven common forms of waste, activities that add cost but no value:. 1.. Overproduction. The manufacture of products that are in quantities that are well in excess of actual customer demand for the product. The waste of overproduction, often associated with large batch sizing policies, has a negative impact on the costs of the firm.. 2.. Unnecessary stocks. Closely associated with batch manufacturing is holding high levels of stock.. 3.. Producing quality defects. An obvious waste that reduces profit margins results from poor quality, and any firm that seeks to increase productivity 7.
(14) and material flow will concentrate on raising the level of quality performance achieved throughout the factory.. 4.. Delays (waiting). For materials to flow all internal value stream delays must be kept to a minimum. Large batches not only hide quality defects but also create delays as they queue throughout the factory during the conversion process.. 5.. Unnecessary transport. Another waste, for which the customer gains no value but for which the manufacturer incurs costs, is the actual amount of travel that a manufactured material endures as it passes through the conversion processes within the factory.. 6.. Inappropriate processing. From an engineering perspective, there is a waste associated with technology that results from using very high specification assets to produce goods that would better be converted using simpler machinery. Thus using complicated assets to conduct simple tasks is a waste associated with investments and poor product routing, which increases the number of bottlenecks and queues in the factory.. 7.. Unnecessary motion. The final form of waste concerns the ergonomics of the factory and manufacturing task itself. Recently this lesson has come to haunt many UK manufacturers that have neglected to design work routines and is reflected in the amount of industrial compensation and repetitive strain injury (RSI) claims. It is no surprise that throughout he 1990s, Toyota has invested heavily, in finances and engineering resources, to make the workplace even easier for the employee. 8.
(15) Womack and Jones (1996) have extended the lean thesis to encompass a vision of "the lean enterprise" and a set of techniques, which may be employed in order to bring it to fruition. A central concept of lean thinking is the notion of the value stream, which amounts to a product-oriented desegregation of the supply chain, which emphasizes those activities that add value (as viewed from a customer perspective).. Jones, Hines and Rich (1997) have further developed the lean thesis to incorporate lean logistics. Firms wishing to implement lean logistics must first attempt to understand the sources of waste and inefficiency in existing value streams, if subjected to a careful review, many of the steps required in the office to translate an order into a schedule and many of the steps required in the factory physically to create the product add little or no value for the customer.. Although the proponents of lean thinking provide examples of lean techniques being employed within industries including bicycle building and soft drinks manufacturing (Womack and Jones, 1996), the greatest diffusion of lean thinking is to be found within the motor vehicle industry, where volumes are high and product life cycles relatively long.. The history of the lean movement could perhaps be crudely summarized as follows: the International Motor Vehicle Programme (IMVP) conducted a benchmarking study into vehicle manufacturing; the TPS employed by Japanese car companies was identified as best practice and re-packaged as “lean production” (Womack et al., 1990). Western vehicle manufacturers and their suppliers took heed of the book's message and have attempted to adopt lean principles in order to compete more effectively. Lean principles have also 9.
(16) diffused into some other sectors as reported by the Lean Enterprise Research Centre at Cardiff University (Womack and Jones, 1996).. 2.1.3. Important principles of lean thinking. Following the global success of “The Machine That Changed The World”, two of the co-authors, Jim Womack (USA) and Professor Daniel Jones (UK) began to explore the emulation and implementation of the ‘lean approach’ by Western businesses in different sectors. In 1996, Womack and Jones released their findings, drawing from over 52 organizations, in the publication “Lean Thinking”. These organizations included manufacturers of machinery, aerospace parts, luxury vehicles and entire supply chains. The book contained the impressive performance improvements achieved by organizations emulating the “lean approach” in the West.. The author concludes that there are five key principles driving lean thinking:. 1.. Defining Value. The lean approach begins with the definition of the ‘value’ from the perspective of the end customer. The lean organization defines value by investing time and resources in understanding the final application of the product supplied in order to unearth the value derived from it by the consumer in terms of product and service.. 2.. Principle: Identifying the Value Stream. A value stream has two forms, the first an internal sequence of activities that must be combined to create a product or service (the internal value stream) and the second is concerns the business, its customers and its suppliers (supply chain value stream).. 10.
(17) 3.. Make Material Flow. Lean organizations are primarily concerned with making materials flow in the system with high levels of stock turn without allowing the material to idle in queues or stagnate at large stock points. Taiichi Ohno, the designer of the Toyota Production System was besotted with making materials flow and to assist in this process he developed seven classifications of waste in manufacturing facilities. The ability to ensure materials flow within the factory, and derive value rather than cost, involves the elimination of ‘waste’.. 4.. Implementing Pull Production. Pull production is a principle that has evolved from Toyota’s innovation, the kanban. The same principle applies for the lean approach where ‘flow’ cannotbe used to move materials between departments/processes. The term ‘pull’ as internal manufacturing processes pull work from earlier workstations or work is pulled from suppliers.. 5. The Pursuit of Perfection. The ‘lean approach’ goes far beyond the suggestions scheme and includes a lifetime of continuous improvement by every worker, by every manager and by every supplier upon whom the lean plant is dependent. Improvement ideas flow safe in the knowledge that people will not be made redundant as a result of a given improvement. Each of these classes of input, to the manufacturing firm, is capable of improving material flow (including retraining of employees in new skills to release this potential) but can only do so when there is collaboration and trust throughout the factory and a participative management style.. 11.
(18) Agile thinking. 2.2. 2.2.1. Origins of agile thinking. The term "agile manufacturing" can be traced back to the publication of the report 21st Century Manufacturing Enterprise Strategy (Iacocca Institute, 1991). The origins of the "agility movement" stem from US government concerns that domestic defense manufacturing capacity would be diminished, as defense procurement was reduced following the end of the Cold War in 1989. The Department of Defense realized that defense manufacturing companies were switching their capacity to commercial products, but wanted to be sure that they could switch back in the event of an emergency (Gould, 1997).. Commercial manufacturers, on the other hand, were looking for new ways to compete with Far Eastern firms by taking an approach, which could not easily be copied. The Iacocca Institute report (1991) encompassed both of these possibilities in their explanation of the ends and means of agile manufacturing. They argued that a new competitive environment was emerging, in which competitive advantage would be realized by firms that could respond rapidly to demands for highly customized quality products.. Broadly speaking, the means of achieving agility would be to integrate flexible technologies with a highly skilled, knowledgeable and empowered workforce within management structures that stimulated co-operation within and between firms (Kidd, 1994).. 12.
(19) 2.2.2. Definitions of agile thinking. In their well-cited work, Goldman et al. (1995) describe agility as being “dynamic, context specific, aggressively change embracing, and growth oriented”, and identify four basic features of agility:. 1. Products: are solutions to customers’ individual problems. Agility is centered on a customer-perceived value of products. It aims to decouple cost of production and lot sizes.. 2. Virtual organization: internal and external cooperation are strategies of first choice. The aim is to bring agile products to market in minimum time by leveraging resources through cooperation.. 3. Entrepreneurial: ‘organize to thrive on change and uncertainty’. This message is very similar to that of Tom Peters and Liberation Management (1992). Innovative, flexible organization structures that promote rapid decision-making are the order of the day. ‘We want people who can convert change and uncertainty to growth’.. 4. Knowledge-based: the key differentiators in tomorrow’s world will be people and information. Thus, agility embraces the notions of distributed authority, supported by maximizing personnel and IT resources.. Agile manufacturing therefore represents a broad business concept, which may be defined as:. the ability of an enterprise to thrive in an environment of rapid and 13.
(20) unpredictable change (Gould, 1997).. In his book on the subject, Kidd (1994) recognizes that agile manufacturing encompasses lean techniques, but insists that lean production is a necessary but not a sufficient condition for the achievement of manufacturing agility. Robertson and Jones (1999) make a similar point regarding the means of agile manufacturing when they say:. Agile manufacturing is based on lean production, although there may be some apparent contradictions between the stability required for low cost and the flexibility required for agility.. 2.2.3. Agility versus flexibility. There is such a thing as flexible manufacturing, which refers to the ability to produce different products on the same production line, although some definitions restrict the meaning to products within the same general family (Upton, 1995). In this sense, agility might be the ability to switch rapidly among the various product lines, a concept also referred to as mobility. So, is flexible the same as agile? There are two kinds of perceptions summarized from the prior debate, listed below.. One of the important perceptions of agility is that it is a combination of speed and flexibility. For instance, Vastag, Kasarda and Boone (1994) observe that time-based competition and flexibility converge in agile manufacturing. McGaughey (1999) views agility as the ability of an enterprise to respond quickly and successfully to change. Sohal (1999) cites the description of agile. 14.
(21) manufacturing, as “A manufacturing system with extraordinary capability to meet the rapidly changing needs of the marketplace.. A system can shift rapidly amongst product models or between product lines, ideally in real-time response to customer demands”. Zhang, Gu, Peigen and Duan (1999) view agile manufacturing as an emerging concept in industry that aims at achieving flexibility and responsiveness to the changing market needs. Prater, Biehl and Smith (2001) observe that an agile firm has designed its organization, processes and products such that it can respond to changes in a useful time frame, and the two concepts inherent to the definition of agility are speed and flexibility.. On the other side, several authors view agility as an extension of flexibility. For instance, Vokurka and Fliedner (1998) view agility as a capability of responding to change in a dimension beyond flexibility. In their view: flexibility refers to the capability of an organization to move from one task to another quickly and as a routine procedure, with each situation defined ahead of time so that the procedures needed to manage it are in place. To be agile, a firm needs to be able to deal with unpredictable changes in market or customer demands. The key difference is the ability to respond quickly to unanticipated marketplace changes. Flexible changes are responses to known situations where the procedures are already in place to manage the change. Agility extends the capability of flexibility by requiring the ability to respond to unpredictable changes in the market or customer demands.. Similarly, Tan (1998) observes that agility and flexibility are closely related. In its most restricted form, flexibility refers to adaptability and versatility while agility is related to the speed that a system adapts. Therefore flexibility is a 15.
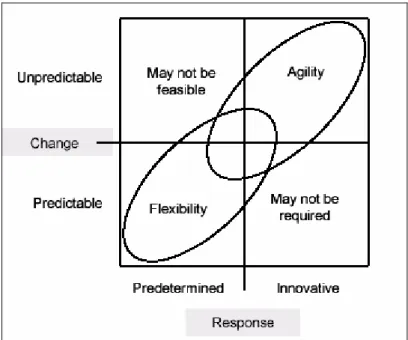
(22) necessary condition for agility. Backhouse and Burns (1999) define agility as the ability of an enterprise to adapt to unpredicted changes in the external environment, in contrast to flexibility, which is taken to mean the ability of companies to respond to a variety of customer requirements that exist within defined constraints. They further observed that the boundary between flexibility and agility is naturally blurred.. Recently, Wadhwa and Rao (2003) argue that the distinctive focus of flexibility and agility differs mainly in terms of addressing the predictable change and unpredictable change, respectively. Agility thus should focus more on external environment (more unpredictable) and view flexibility as an internal capability (more predictable) to deal with change, as indicated in Figure 2- 1.. Figure 2- 1 Distinctive focus of flexibility vis-à-vis agility in managing change (Source: Wadhwa and Rao, 2003). 2.2.4. Characteristics of an agile organization and supply chain Judging from the above, agility became a broad collection of modern. 16.
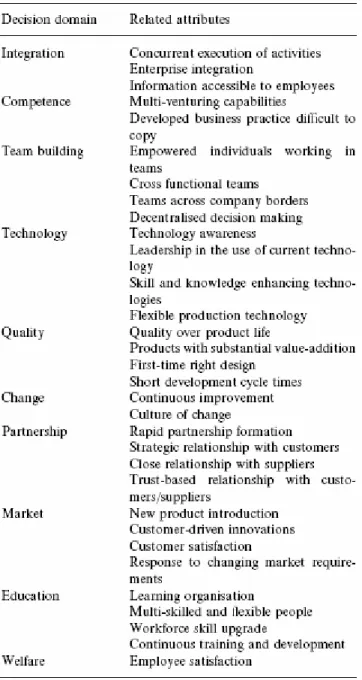
(23) management techniques and hot topics in management literature. Collectively these literatures provide insights to what constitutes agile practices and attributes of an agile organization. Yusuf, Sarhadi and Gunasekaran (1999) summarize the suggested attributes of agility in Table 2- 1. The table presents 32 attributes, in 10 decision domains, of an agile manufacturing enterprise. The pathways and obstacles to achieving these attributes are important issues for consideration if progress is to be achieved in moving towards agility.. Table 2- 1 The attributes of an agile organization. (Source: Yusuf, Sarhadi and Gunasekaran , 1999). 17.
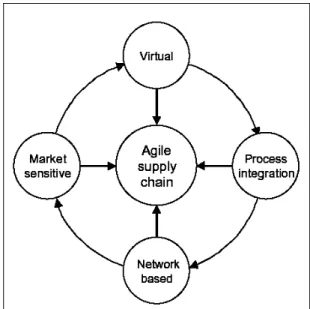
(24) But the former researches lack a structured framework and practical formats in supply chain wide setting. The first contribution to agility from the logistics discipline in the global CLM 1995 World Class Logistics study and its follow up 1999 study in the USA provided a step ahead in some respects. Because of the obvious role of logistics in achieving agile (and QR) goals, the concept of agility was integrated into the world-class logistics model as one of four central constructs. However, it did not focus on constituting the general agility concept within the supply chain. Rather, it used elements of agility in the construction of a larger logistics model (van Hoek and Harrison, 2001).. As to the practical relevance of agility, companies that participated in a Cranfield audit of agile capabilities (Harrison, Christopher and van Hoek, 1999) indicated that, in finding ways to realize agility in the supply chain, development of a strategic mindset is the key challenge. Christopher, Chairman of the Cranfield Centre for Logistics and Supply Chain Management (CLSCM), defines that to be truly agile a supply chain must possess a number of distinguishing characteristics, and this is the first model researching in agile supply chain (Harrison et al., 1999). Figure 2- 2 illustrates the concept.. Firstly, the agile supply chain is market sensitive. By market sensitive is meant that the supply chain is capable of reading and responding to real demand. Most organizations are forecast-driven rather than demand-driven. In other words because they have little direct feed-forward from the marketplace by way of data on actual customer requirements they are forced to make forecasts based upon past sales or shipments and convert these forecasts into inventory. The breakthroughs of the last decade in the form of Efficient Consumer Response. 18.
(25) (ECR) and the use of information technology to capture data on demand direct from the point-of-sale or point-of-use are now transforming the organization’s ability to hear the voice of the market and to respond directly to it.. Figure 2- 2 The agile supply chain (Source: Harrison et al., 1999). The use of information technology to share data between buyers and suppliers is, in effect, creating a virtual supply chain. Virtual supply chains are information based rather than inventory based.. Conventional logistics systems are based upon a paradigm that seeks to identify the optimal quantities and the spatial location of inventory. Complex formulae and algorithms exist to support this inventory-based business model. Paradoxically, what we are now learning is that once we have visibility of demand through shared information, the premise upon which these formulae are based no longer holds. Electronic Data Interchange (EDI) and now the Internet have enabled partners in the supply chain to act upon the same data i.e. real demand, rather than be dependent upon the distorted and noisy picture that. 19.
(26) emerges when orders are transmitted from one step to another in an extended chain.. Shared information between supply chain partners can only be fully leveraged through process integration. By process integration is meant collaborative working between buyers and suppliers, joint product development, common systems and shared information. This form of co-operation in the supply chain is becoming ever more prevalent as companies focus on managing their core competencies and outsource all other activities. In this new world a greater reliance on suppliers and alliance partners becomes inevitable and, hence, a new style of relationship is essential. In the ‘extended enterprise’ as it is often called, there can be no boundaries and an ethos of trust and commitment must prevail. Along with process integration comes joint strategy determination, buyer-supplier teams, transparency of information and even open-book accounting.. This idea of the supply chain as a confederation of partners linked together as a network provides the fourth ingredient of agility. There is a growing recognition that individual businesses no longer compete as stand-alone entities but rather as supply chains. We are now entering the era of ‘network competition’ where the prizes will go to those organizations who can better structure, co-ordinate and manage the relationships with their partners in a network committed to better, closer and more agile relationships with their final customers. It can be argued that in today’s challenging global markets, the route to sustainable advantage lies in being able to leverage the respective strengths and competencies of network partners to achieve greater responsiveness to. 20.
(27) market needs (Harrison et al., 1999).. 2.3. Comparison between the two kinds of thinking While the means of achieving lean production and agile manufacturing may. be similar, there is a difference in the strategic intention used to drive through the necessary changes. Whereas the overarching goal of lean supply, lean manufacturing and lean logistics is to eliminate waste, agile manufacturing goes a step beyond by seeking to achieve competitive advantage through rapid response and mass customization: Whereas lean methods offer customers good quality products at low price by removing inventory and waste from manufacturing, agile manufacturing is a strategy for entering niche markets rapidly and being able to cater for the specific needs of ever more demanding customers on an individual basis (Robertson and Jones, 1999). Naylor, Naim and Berry (1999) compare lean and agile characteristics in their research. Table 2- 2 presents some of the key characteristics of the agile and lean manufacturing paradigms as supply chain strategies. It is based upon literature regarding lean manufacturing, agile manufacturing and supply chain management and on industrial case studies. Highlighted are the prerequisite characteristics of the lean and agile paradigms. These can be regarded as essential, desirable and arbitrary for a given paradigm to be successfully implemented. The table can be broken down into the characteristics that are of the same, similar and deferent importance.. 21.
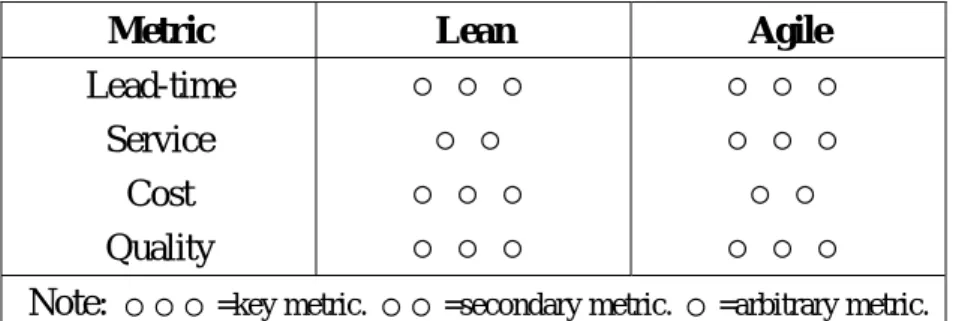
(28) Table 2- 2 Rating the importance of different characteristics of leanness and agility. Keyword. Lean. Agile. Use of market knowledge Virtual corporation/Value stream /Integrated Supply Chain Lead-time compression Eliminate muda Rapid reconfiguration Robustness Smooth demand/Level scheduling. ○ ○ ○. ○ ○ ○. ○ ○ ○. ○ ○ ○. ○ ○ ○. ○ ○ ○. ○ ○ ○. ○ ○. ○ ○. ○ ○ ○. ○. ○ ○ ○. ○ ○ ○. ○. Note: ○○○=essential. ○○=desirable. ○=arbitrary. (Source: Naylor et al., 1999). Summarized from “Eliminate muda” and “Rapid reconfiguration” two characteristics, agile manufacturing calls for a high level of rapid reconfiguration and will eliminate as much waste as possible but does not emphasize the elimination of all waste as a prerequisite. On the other hand, lean manufacturing states that all non-value adding activities, or muda, must be eliminated. The supply chain will be as flexible as possible but flexibility is not a prerequisite to be lean. From Table 2- 3 it can be seen that the best situation would be a supply chain that could use both of these paradigms. Table 2- 3 Rating the importance of the different metrics for leanness and agility. Metric. Lean. Agile. Lead-time Service Cost Quality. ○ ○ ○. ○ ○ ○. ○ ○. ○ ○ ○. ○ ○ ○. ○ ○. ○ ○ ○. ○ ○ ○. Note: ○○○=key metric. ○○=secondary metric. ○=arbitrary metric. (Source: Naylor et al., 1999). 22.
(29) There are two characteristics of different importance: 1. Robustness.. An agile manufacturer must be able to withstand variations and disturbances and indeed must be in a position to take advantage of these fluctuations to maximize their profits. If a manufacturer needs to be as responsive as a truly agile manufacturer must be then it is inevitable that the demand for the product will not be stable. This is in direct contradiction with the next characteristic of a supply chain (Naylor et al., 1999).. 2. Smooth demand/level scheduling.. Lean manufacturing avoids the requirement for robustness by calling for the demand to be stable through the use of market knowledge and information, and forward planning (Harrison, 1995). Lean manufacturing by its very nature tends to reduce demand variation by simplifying, optimizing and streamlining the supply chain (Naim, 1997). However, if the end-user demand is beyond the control of the supply chain it will not be possible to implement lean manufacturing at the interface with the end-user (Harrison, 1995).. 23.
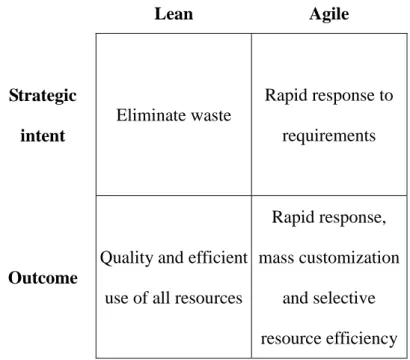
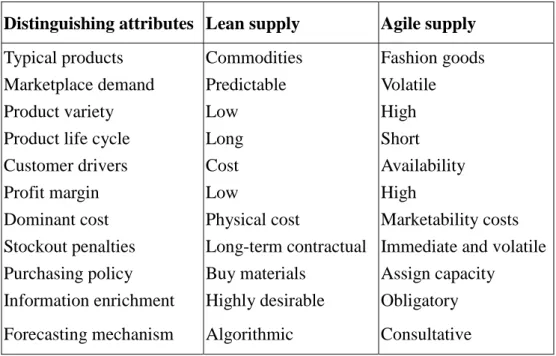
(30) Recently, McCullen and Towill (2001) show the difference between lean and agile approaches by explaining in terms of outcomes and strategic intent (Figure 2- 3). Lean. Agile. Rapid response to. Strategic Eliminate waste. requirements. intent. Rapid response, Quality and efficient mass customization Outcome use of all resources. and selective resource efficiency. Figure 2- 3 Intentions and outcomes of lean and agile paradigms (Source: McCullen and Towill , 2001). Mason-Jones, Naylor and Towill (2000) suggested, in the volatile unpredictable marketplace for ‘fashion’goods, both stockout and obsolescence costs are punitive. Consequently the purchasing policy moves from placing orders upstream for products moving in a streamline flow to assigning capacity to finalize products in rapid response mode. As Fisher et al. (1994) have indicated, this means forecasting via "intelligent" consultation so as to maximize inputs from ‘rich’ marketplace insider sources. Table 2- 4 illustrates the comparison of attributes between lean and agile supply.. 24.
(31) Table 2- 4 Comparison of lean supply with agile supply: the distinguishing attributes. Distinguishing attributes Lean supply. Agile supply. Typical products Marketplace demand Product variety Product life cycle Customer drivers Profit margin Dominant cost Stockout penalties Purchasing policy Information enrichment. Commodities Predictable Low Long Cost Low Physical cost Long-term contractual Buy materials Highly desirable. Fashion goods Volatile High Short Availability High Marketability costs Immediate and volatile Assign capacity Obligatory. Forecasting mechanism. Algorithmic. Consultative. (Source: Mason-Jones et al., 2000). 25.
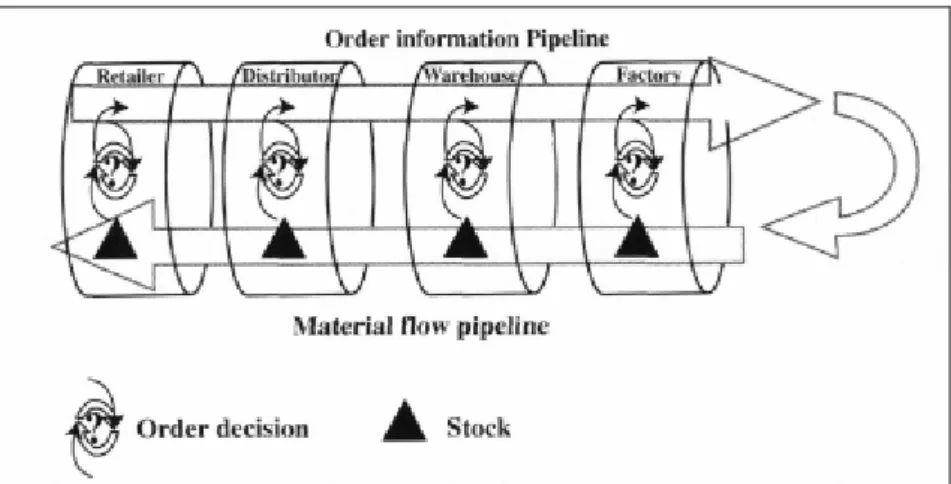
(32) Chapter 3 Combining Lean Thinking and Agile Thinking 3.1. Major factors At 1999, a whole new term combing lean and agile – “leagility” – emerged.. As the lean thinking and agile manufacturing paradigms have been developed, there has been a tendency to view them in a progression and in isolation. Naylor et al. (1999) consider that this is too simplistic a view. In their research, the use of either paradigm has to be combined with a total supply chain strategy particularly considering market knowledge and positioning of the decoupling point, as agile manufacturing is best suited to satisfying fluctuating demand and lean manufacturing requires a level schedule. The content will be described more clearly in Section 3.2.2.. Mason-Jones and Towill (1999) propose that supply chains have at least two distinct flow pipelines: the order information transfer pipeline and product transfer pipeline, as Figure 3- 1 indicates. They suppose that to fully realize performance improvement potential, supply chains need to develop integrated strategies for both information and material flow pipelines.. Figure 3- 1 Traditional supply chain with "U" shaped total lead-time (Source: Mason-Jones and Towill, 1999) 26.
(33) Christopher (2000) propose an important point to recognize is there are actually two decoupling points while we are arguing about leagility. The first is the one already referred to i.e. the “material” decoupling point where strategic inventory is held in as generic a form as possible. This point ideally should lie as far downstream in the supply chain and as close to the final market place as possible. The second decoupling point is the “information” decoupling point. The idea here is that the point should lie as far as possible upstream in the supply chain - it is in effect the furthest point to which information on real final demand penetrates.. 3.1.1. Material decoupling point. The decoupling point is a standard term given to the position in the material pipeline where the product flow changes from “push” to “pull”. It should therefore also correspond to the Demand Penetration Point (Christopher, 1998). The decoupling point is formally defined (Hoekstra and Jac Romme, 1992) as:. The point in the product axis to which the customer's order penetrates. It is where order driven and the forecast driven activities meet. As a rule, the Decoupling Point coincides with an important stock point- in control terms a main stock point - from which the customer has to be supplied.. The material decoupling point thereby acts as a buffer between upstream and downstream players in the supply chain. This enables upstream players to be protected from fluctuating consumer-buying behavior therefore establishing smoother upstream dynamics while downstream consumer demand is still met via. 27.
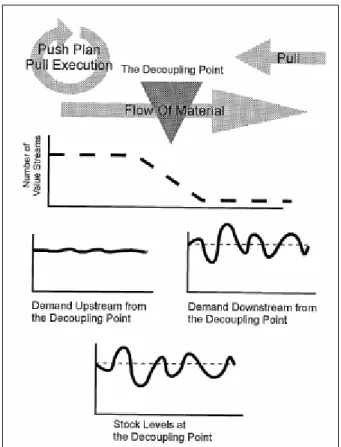
(34) a product pull from the buffer stock. Figure 3- 2 summarizes in flow diagram from the foregoing material pipeline decoupling point definition.. Figure 3- 2 Representation of the material decoupling point (Source: Mason-Jones and Towill, 1998). The effect of the decoupling point is summarized in. Figure 3- 3 (Naylor. et al., 1999). This shows a decoupling point with the level product variety and demand variability experienced either side of the decoupling point. On the downstream side of the decoupling point is a highly variable demand with a large variety of products, and upstream from the decoupling the demand is smoothed with the variety reduced. This indicates that the point of product differentiation is at or downstream from the decoupling point and the stock held at the decoupling point acting as a buffer between variable demand and a level production schedule.. 28.
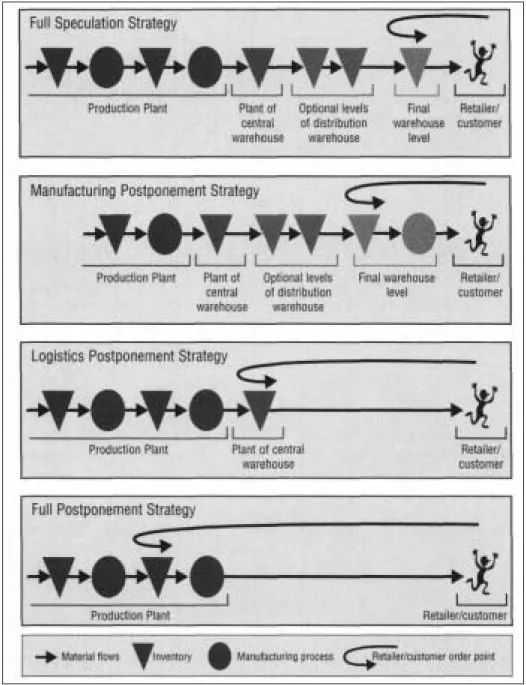
(35) Figure 3- 3 Effects of the (material) decoupling point (Source: Naylor et al., 1999). The strategic position of the material decoupling point depends very much on the product type, consumer demands and supply chain approach adopted. Figure 3- 4 summarizes the four simplified generic supply chain strategies as defined by Pagh and Cooper (1998), which are available by altering the position of the material decoupling point. These strategies range from providing highly customized products, which have high uncertainty (full postponement strategy) through to providing a standard product with low demand uncertainty (full speculation strategy).. 29.
(36) Figure 3- 4 Definition of differing supply chain postponement strategies (Source: Mason-Jones and Towill, 1998). Despite the fact that the material decoupling point for each of the previously mentioned postponement strategies are at different points of the supply chain, the governing principle is always to move the material decoupling point as close to the end consumer as possible thereby ensuring the shortest lead-time for the consumer. This approach also enables full capitalization of the benefits of divorcing the customer variability from the demands placed on the majority of. 30.
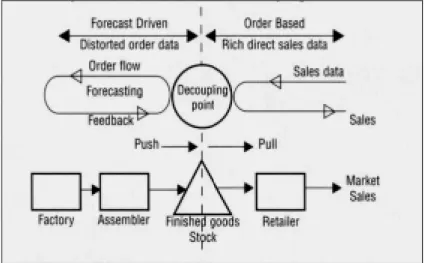
(37) players in the supply chain.. 3.1.2. Information decoupling point. As previously stated, there are a minimum of two pipelines within the supply chain; the material flow and the information flow. Mason-Jones and Towill (1998) argue that both flows have their own significant decoupling point, the strategic use of which differs due to the dynamic effect each has on the performance of the supply chain. Hence, each supply chain has both a material decoupling point and an information decoupling point each of which is a separate entity. Only while recognizing this and strategically positioning both decoupling points can full performance improvements be realized. However, due to the differences in the two pipelines the information decoupling point requires a definition of its own as follows:. The point in the information pipeline to which the marketplace orders data penetrates without modification. It is here where market driven and forecast driven information flows meet (Mason-Jones and Towill, 1998).. The order information pipeline decoupling point is the point at which information turns from the high value actual consumer demand data to the typical upstream distorted, magnified and delayed order data. Traditionally, in supply chains this tends to be placed at the same point as the material decoupling point and is therefore placed as close to the end consumer as possible. This positioning is very wasteful and limits the effectiveness of the high value resource of undistorted order information available on the dynamics of the supply chain.. 31.
(38) Therefore, to maximize the strategic potential of these data within the supply chain, in direct contrast to the material decoupling point, the information decoupling point should be moved as far upstream as possible. This enables upstream players to include within the ordering decisions the unbiased undistorted, rich information that is already available downstream. There will be greater upstream market order penetration while leaving the point at which the supply chain directly responds to the customer (the material decoupling point) intact. Figure 3- 5 summarizes this perception of the two decoupling points and their relative positions within the supply chain structure.. Figure 3- 5 Comparison between material and information decoupling point positions within a supply chain (Source: Mason-Jones and Towill, 1998). Theoretically, the argument for moving the information decoupling point upstream in order to give more players the benefit of having undistorted data appears quite clear and straightforward. However, the question that needs to be answered here is how the information decoupling point is moved and what will be the effects on the dynamic responses of the supply chain.. Transparency of information is the vital step forward, and frequently it 32.
(39) should be sampled and used for delivery and capacity planning depends on the individual business (Mason-Jones and Towill, 1998). For example, a supplier to a supermarket may receive hourly point-of-sale data, but plan capacity over a weekly horizon. But it can make such planning decisions far better on the basis of an undistorted view of what is really happening in the marketplace. Indeed, this information would be fundamental in any Continuous Replenishment Program (Andraski, 1994).. By managing these two decoupling points a powerful opportunity for agile response can be created. At the same time the notorious “bullwhip” or Forrester effect (Forrest, 1961; Lee, Padmanabhan and Whang, 1997) can be reduced. Billington and Amaral (1999) have suggested that whilst the combined effect of shared information in a supply chain and delayed configuration through postponement can significantly improve responsiveness; the effect of delayed configuration is actually greater than the impact created by shared information (Gavirneni and Tayur, 1997).. 3.1.3. Postponement. The principle of postponement dates back to the 1960s (Bucklin, 1965) and thus is by no means a new phenomenon. What should be stressed, however, is that there is a recent growth in academic and managerial interest in the concept (see, for example, Margretta, 1998; Feitzinger and Lee, 1997). CLM (1995) and van Hoek (1998) stated that over the last few years the application of postponement has increased, and Morehouse and Bowersox (1995) project a continued growth of its application throughout the next decade.. 33.
(40) Christopher stated that postponement, or delayed configuration, is based on the principle of seeking to design products using common platforms, components or modules but where the final assembly or customization does not take place until the final market destination and/or customer requirement is known (Christopher, 2000).. This can be explained, based upon increasing market turbulence, enabling technologies and deregulation (van Hoek, 1998):. 1.. Demanding customers and volatile markets are increasingly a common practice in many industries and increasingly companies are now forced to consider postponement in their supply chain.. 2.. Enabling technologies (in particular information and communication technologies) allow companies to increasingly share customer order information instantly, in turn enabling them to respond faster and more directly to customer orders.. 3.. Deregulation in Europe and elsewhere in the world further facilitates efforts to rationalize operations on an international scale (doing away with duplicated supply chains in every country) and a refocus on the customer rather than on regulatory requirements. In short, it could be argued that companies are increasingly forced, as well as enabled, to consider postponement.. And the advantages of the strategy of postponement are several (van Hoek, 1998):. 34.
(41) 1.. Inventory can be held at a generic level so that there will be fewer stock-keeping variants and hence less inventory in total.. 2.. Because the inventory is generic, its flexibility is greater, meaning that the same components, modules or platforms can be embodied in a variety of end products.. 3.. Forecasting is easier at the generic level than at the level of the finished item.. Practical ways to combine the lean think and agile thinking. 3.2. As the debates mentioned above, there are a number of common elements between the lean and agile paradigms. Provided the whole concept is fully thought through and properly managed, lean and agile businesses can co-exist, even when on the same site and with some limited rotation of personnel (Aitken, 2000). Here are three proven ways in which the paradigms have been brought together to provide available and affordable products for the end customer.. 3.2.1. The Pareto curve approach. Many companies manufacturing or distributing a range of products will find that the Pareto Law will apply and can be exploited to determine supply strategy. Typically an analysis of the business will show that the 80/20 (or similar) rule holds (Koch, 1997). In other words, 80 per cent of total volume will be generated from just 20 per cent of the total product line. The way in which these 20 per cent are managed should probably be quite different from the way the remaining 80 per cent are managed. For example it could be argued that the top 20 per cent of products by volume are likely to be more predictable and hence they lend 35.
(42) themselves to lean principles of manufacturing and distribution. The slow moving 80 per cent, on the other hand, will typically be less predictable and will require a more agile mode of management. Figure 3- 6 suggests one generic way in which supply chain strategies may be devised for the predictable 20 per cent and the more volatile 80 per cent of products.. Figure 3- 6 The Pareto distribution (Source: Christopher and Towill, 2001). 3.2.2. The decoupling point approach. A further marrying of the lean and agile paradigms can be achieved through the creation of a “decoupling point” using what may be termed strategic inventory. Here the idea is to hold inventory in some generic or modular form and only complete the final assembly or configuration when the precise customer requirement is known. An example is the customized PC (Christopher and Towill, 2000). As shown in Figure 3- 7, by utilizing the concept of postponement, companies may utilize. 36.
(43) lean methods up to the decoupling point and agile methods beyond it. Companies such as Hewlett-Packard have successfully employed such strategies to enable products to be localized much closer in time to actual demand (Feitzinger and Lee, 1997). However, as Pagh and Cooper (1998) have pointed out, satisfying customer demand may require particular combinations of postponed manufacture and postponed logistics.. Figure 3- 7 The decoupling point (Source: Christopher and Towill, 2001). The use of the decoupling point can facilitate the use of both lean and agile principles in a single “Leagile” supply chain strategy (Naylor et al., 1999). Strategic stock is held as a buffer between the fluctuations of customer demand and the smoothed schedule that is making to forecast. The organizations downstream from the decoupling point are optimized for agility i.e. for responsiveness to customer demand, whereas those upstream can focus on maintaining the decoupling stock levels (or make to forecast) and are therefore able to focus on lean, low-cost manufacture. The use of a decoupling point and the resultant leagile strategy is illustrated in Figure 3- 8.. 37.
(44) Figure 3- 8 Leagile supply chain strategy (Source: Mason-Jones and Towill, 1998). 3.2.3. The surge/base demand separation approach. The third hybrid strategies that have been employed with success are based upon separating demand patterns into “base” and “surge” elements (Gattorna and Walters, 1996). Figure 3- 9 highlights this distinction together with one possible level scheduling solution where capacity demands are smoothed by intelligent switching of “base” production. Base demand can be forecast on the basis of past history whereby surge demand typically cannot. Further, base demand can be met through classic lean procedures to achieve economies of scale, whereas surge demand is provided for through more flexible, and probably higher cost, processes. Strategies such as these are increasingly being employed in the fashion industry where the base demand can be sourced in low cost countries and the surge demand “topped up” locally nearer to the market. Even though the unit cost of manufacture in local markets will be higher than sourcing in low cost locations, the supply chain advantage can be considerable. Alternatively, arrangements can be made for dealing with both “base” and “surge” demands either by separation. 38.
(45) in space (via separate production lines) or in time (by using slack periods to produce base stock). This contrasts with the lean concept of “level scheduling”. Well-documented companies employing such strategies include Zara (Christopher, 1998), Benetton (Zuccaro, 1998), and National Bicycle (Fisher et al, 1994). What is particularly important is to relate the strategy throughout the whole supply chain to the needs of the end customer in terms of both affordability and availability.. Figure 3- 9 Responding to combinations of "base" and "surge" demands (Source: Christopher and Towill, 2001). Whilst these three strategies are complementary rather than mutually exclusive, it is likely that each may work better in certain conditions. A suggested set of appropriate conditions for the application of the three hybrid strategies is presented in Table 3- 1. The three lean/agile hybrid strategies described above confirm that the real focus of supply chain re-engineering should be on seeking ways in which the appropriate combination of lean and agile strategies can be achieved.. 39.
(46) Table 3- 1 A contingency approach to supply chain strategy choice. Appropriate market conditions and operating environment. Hybrid strategies Pareto/80:20 Using lean methods for the volume lines, agile methods for the slow movers. High levels of variety, demand is non-proportionate across the range. Decoupling point The aim is to be lean up to the decoupling point and agile beyond it Surge/base demand separation Managing the forecastable element of demand using lean principles; using agile principles for the predictable element. Possibility of modular production or intermediate inventory; delayed final configuration or distribution Where base level of demand can confidently be predicted from past experience and where local manufacturing, small batch capacity is available. (Source: Christopher and Towill, 2001). 3.3 An integrated approach to supply chain design- the Agile Enterprise Enabling Model Christopher and Towill’s contention is that lean methodologies can be a powerful contributor to the creation of agile enterprises, in particular where product ranges can be separated according to volume and variability and/or where the de-coupling concept can be applied, a real opportunity existing for employing hybrid lean/agile strategies (Christopher & Towill, 2000). There is also one important sense in which lean precedes agile, and which has been advanced by Victor & Boynton (1998) in the context of moving towards mass customization. This is because real and effective change requires the mapping and understanding of all the relevant business processes in the value chain from customer need identified to customer need satisfied. Thus, in an industrial 40.
(47) engineering scenario the lean knowledge base is there to be exploited in enabling further performance improvements including building in agility (Childerhouse, Disney and Towill, 2000).. Figure 3- 10 is based on our supply chain experiences and suggests a three level framework summarizing our view of the agile enterprise. Werr, Stjernberg and Docherty (1997) first advocate such a framework of the concept. We have found it extremely useful in bringing together the various strands that contribute to the agile enterprise.. In this integrative model, level 1 represents the key principles that underpin the agile supply chain, i.e. rapid replenishment and postponed fulfillment. Level 2 identifies the individual programmes such as lean production, organizational agility and quick response, which must be implemented in order for the level 1 principles to be achieved. Finally, level 3 specifies individual actions to be taken to support level 2 programmes, for example, time compression, information enrichment and waste elimination.. These actions apply equally to the product introduction process (PIP) and to the product delivery process (PDP) (Towill, 1997). Not all the characteristics shown in Figure 3- 10 may be necessary in any one specific market or manufacturing context, but it is likely that the agile supply chain will embody most of these elements. What is certain is that much of the conventional wisdom concerning manufacturing strategy, supplier relations and distribution will have to be challenged if real agility is to be achieved from within the supply chain.. 41.
(48) Figure 3- 10 An integrated model foe enabling the agile enterprise (Source: Christopher and Towill, 2001). 42.
(49) Chapter 4 The Research Findings In this chapter, a case study will show that how a Taiwan OEM reacts to challenges in PC industry. In order to satisfy more and more demanding requirement of end-users, this Taiwan PC assembly manufacture- one of Compaq’s and HP’s OEM- decides to introduce CTO (Configure-to-Order) manufacturing mode, which almost becomes the qualifier of being an OEM of global PC makers. The content of case study refers to 張勇毅’s (2002) article, which describes the introduction of CTO into case company ( following “company A”) very clearly.. In the latter sections of this chapter, there will be some discussions on the key factors while introducing CTO, comparison between BTO and CTO mode, findings from case study based on reference models, which already discussed in chapter 2 and 3.. 4.1 4.1.1. Introduction of CTO into company A Environment of PC industry. The development of PC industry effect by the characteristics of the industry: “modularization” and “continuously innovation”. Modularization makes competition happens along the PC supply chains, everyone or any company can buy all components of a computer and then assemble it by oneself. Because of low entry barrier, relative scarcity of economics of scale or patent protection, easy to manufacture, there is low value added on the assembly process. In this severe environment, assembly manufactures hardly develop their own core 43.
(50) competence, whether R&D or production.. Besides, innovation happens even faster than before. While technologies being improved and price being lower and lower, the operation models by which companies compete with each other are also changing at the same time. Take the two highest value-added components – processor and hard disk- for example, their new product life cycles are shortening, but their price is still decreasing endlessly. The continuous decreasing of price causes the difficulty in management, i.e. inventory problem for assembly manufactures.. To avoid the risk of price decreasing, PC assembly manufactures often adopt two ways to response: providing supporting services in order to increase their value, or developing a faster logistics system, especially for end-users. 4.1.2. Company profile. Company A founded in 1980 is one of the world's leading companies in design and production of mainboards, PC systems, servers, and notebooks. It has experienced a 15% growth in worldwide sales revenues, up to US$2.7 billion. The company has nine branch offices, eight manufacturing and assembly sites (with 202,706 sq. meters of manufacturing capacity), and more than 4,500 employees worldwide. Company A is extremely flexible, firmly established in OEM/ODM and distribution markets, and a leading supplier of many of the industry's most respected PC brand names. The company also offers a comprehensive range of mainboards under the 1st Mainboard brand name, for the distribution market. Company A is a forward-looking organization that keeps an eye on trends in a rapidly evolving industry, steadily maintaining pace with the leaders. Its vision for the future reflects this commitment: "As computers, communications, and consumer electronics (3C) industries converge at an increasing rate, we have 44.
(51) embraced this development. It is the aim to become one of the globe's top three producers in 3C-related markets. More specifically, given the present landscape, this means being a leading provider in the Internet PC arena." 4.1.3. Definition of CTO. In the old world of Build to Stock (BTS), the product is highly standardized. A product is designed with some specific configuration and the available number of product configurations is limited. The product is organized as a SKU (stock-keeping unit). Another mode of operation is Build to Order (BTO), which allows better customization. However, the lead-time and higher price are the trade-off. As the industry becoming more and more competitive, mass-customization model was adopted and it was very successful. Customer wants better product with more choices of options, without sacrificing the lead-time. CTO mode is an additional manufacturing process to customized standard SKU based on specific customer demand. It allows consumers to configure the product based on their needs. The manufacturer then build the product and ship to customer based on the configuration specified by the customer. But the possible combination of configuration options for a product might reach up to thousands. As a result, the SKU based model will significant increase the complexity of management, either in planning or execution. The following Table 4- 1shows how the complexity it is if using the SKU to drive the planning. The possible number of SKU is calculated as:. # of SKUs = 2(Chassis)×3(OS)×6(Processor)×8(Memory)×7(Hard Disk)× 3(CD)×3(Nic) = 18144. 45.
(52) Table 4- 1Configuration options of a personal computer. Components Chassis. Operation Processor Memory system. DT MT. Win95 Win98 WinNT. PII-400 PIII-450 PIII-500 PIII-550 PIII-600 PIII-650. 2. 3. 6. Hard disk. DCD. Nic. 32 4.3 32X CD None 64 6.4 40X CD 3Com 128 10.0/5400 52X CD Intel Pro100+ 256 10.0/7200 32ECC 13.5 64ECC 20.0 128ECC 22.6 256ECC 8. 7. 3. 3. (Source: http://www.compaq.com.tw/). Giving the complexity derived from huge number of SKUs, it is extremely difficult to manage. This will slow down the planning and finally result in competitive disadvantage. Although CTO production mode can satisfy every configuration of end-user, it cost organization a lot to operate. The problems we found in the past include: 1. It takes time to define a configuration and make it ready for sales. 2. It costs too much to create every possible new configuration. 3. In the direct selling model, the customers want a level of configuration that it is impossible to support it timely and cost effectively.. 4.2. Key factors while introducing CTO into company A In the article of 張勇毅(2002), he describes the introduction of CTO into. the firm (company A) he works in. As the CTO introduction project leader, 張勇 毅 analyses the key factors while introducing CTO mode into company A. He sorts the factors into two categories:. 46.
(53) 1. Inside of the firm *The usage of EDI or Web-ordering systems *The establishment of modular BOM *The alteration of production process: parallel (cell) process *The testing of integrity. 2. Outside of the firm (supported by suppliers and LSPs) *The support by supplier HUB *The transportation mode of CTO- TDS (Taiwan direct shipment). 4.2.1. EDI-ETN (Electronic Trading Network) / Web EDI. EDI (Electronic Data Interchange) means the trade data exchanging among different companies (Inter Enterprises). These exchanging data will cause a serial of processes in companies’ information systems, manufacturing systems and sales systems. In one company, the operation system, decision-making procedure and the form of data are established by the authority and practiced for many years. Data can even be passed among headquarters and its subsidiaries separated all over the world easily through Internet.. But different companies have their own data forms and operation systems. While the trade data being passed to another company, company B’s computer 47.
(54) can’t read company A’s order list because of different forms, procedures and systems. Both sides have to judge, translate and key-in these data by human beings.. EDI technology can improve the problems mentioned above. Though EDI service, trading data can be translated among different information systems without manual key-in, as Figure 4-1 shows.. EDI. Material suppliers. EDI. Component suppliers. OEM factories. Retailers Dealers. EDI. Figure 4- 1 Application of EDI in a supply chain (Source: 張勇毅, 2002). There are several kinds of EDI service: EDI-VANs, EDI-ENTs, EDI-INTs and Web-DEI etc. EDI VANs are secure, reliable and in place. The fairly sizable investment in linking into these VANs is a cost in the past for those companies already connected, and the operating costs are not prohibitive given the value they provide. However, operating costs for EDI VANs are still higher than those for EDI ETNs that use the Internet instead of proprietary networks for information transport but do so on a managed service basis to assure the same levels of security, privacy and reliability that VANs have offered. This is why Internet based ETNs are becoming one of the fastest growth Internet channel because they combine the security, privacy and reliability of traditional VANs with the low cost of the Internet. Plus ETNs can support data exchanges in any format, 48.
數據
+7
相關文件
(2007) demonstrated that the minimum β-aberration design tends to be Q B -optimal if there is more weight on linear effects and the prior information leads to a model of small size;
The PROM is a combinational programmable logic device (PLD) – an integrated circuit with programmable gates divided into an AND array and an OR array to provide an
request even if the header is absent), O (optional), T (the header should be included in the request if a stream-based transport is used), C (the presence of the header depends on
Indicate the type and format of information included in the message body. Content-Length: the length of the message
The remaining positions contain //the rest of the original array elements //the rest of the original array elements.
With λ selected by the universal rule, our stochastic volatility model (1)–(3) can be seen as a functional data generating process in the sense that it leads to an estimated
To illustrate how LINDO can be used to solve a preemptive goal programming problem, let’s look at the Priceler example with our original set of priorities (HIM followed by LIP
This study integrates consumption emotions into the American Customer Satisfaction Index (ACSI) model to propose a hotel customer satisfaction index (H-CSI) model that can be
