半導體廠機台預警管理之研究
34
0
0
全文
(2) 半導體廠機台預警管理之研究 A Machine Alarm Management System for Semiconductor Manufacturing. 研究生:彭鴻麟. Student:Hung-Lin Peng. 指導教授:巫木誠 博士. Advisor:Dr. Muh-Cherng Wu. 國立交通大學管理學院在職專班工業工程與管理組. 碩士論文. A Thesis Submitted to Department of Industrial Engineering and Management College of Management National Chiao Tung University In Partial Fulfillment of the Requirements For the Degree of Master of Science In Industrial Engineering Sep. 2008 Hsin-Chu, Taiwan, Republic of China. 中華民國九十七年九月.
(3) 半導體廠機台預警管理之研究 研究生:彭鴻麟. 指導教授:巫木誠 博士. 國立交通大學管理學院在職專班工業工程與管理組. 中文摘要. 半導體廠具有投資金額龐大,製造流程複雜,設備當機不易預測等特性。晶 片從投產到產品加工完成約需 2 個月。若機台無法維持正常運作,加工出來的晶 片不是重工(rework)就是報廢(scrap)。業界經常利用機台預警系統,監控機台的 參數,希望能在機台故障之前及時檢修保養。然而太保守的預警門檻設定會造成 不必要停機,影響產能。本研究利用成本分析的方法,改善預警系統區間設定與 備份件檢修順序的決策,期能幫助半導體廠節省成本並提升產能。. 關鍵字:半導體製廠、機台監控、預警信號、備份件. i.
(4) A Machine Alarm Management System for Semiconductor Manufacturing Student:Hung-Lin Peng. Advisor:Dr. Muh-Cherng Wu. Department of Industrial Engineering and Management National Chiao Tung University. Abstract Semiconductor manufacturing involves some characteristics: capitally intensive, long cycle time, and unexpected machine breakdown. The cycle time for producing a wafer job takes about two months. A wafer job, even almost finished, may have to be scrapped due to an unexpected machine malfunction. Therefore, practitioners often establish a machine alarm system by setting thresholds for operation signals of machine. Threshold setting is a trade-off decision. Using an easy-to-alarm threshold tends to increase the production yield at the price of losing capacity. This research develops a cost model for two decision-makings in a machine alarm system: (1) how to determine the alarm threshold for a monitored signal, (2) how to determine the repairing sequence while a machine has been alarmed. Track, a significant type of machine, is used as a testing example for the cost model. Test results indicate that the cost saving due to a better alarm threshold may be much higher than the total salaries of maintenance engineers.. Keywords: machine alarm, semiconductor manufacturing, spare parts ii.
(5) 誌謝 本論文得以順利完成,首先要感謝巫木誠教授在這三年來的細心指導,除了 學術領域的指引之外,於做事態度及人際相處方面,亦使學生獲益良多,在此致 上最誠摯的謝意。同時,十分感謝口試老師許錫美博士、彭德保博士和陳文智博 士,針對論文提供了許多寶貴的意見,使學生的論文更臻完善,為我三年的研究 生涯劃上了完美的休止符。. 研究所三年中,感謝同門的黃敏宜、鄭淑慧、與其他的學弟妹們的陪伴、互 相激勵。特別是幫忙做口試提示的亮銓,你真的很棒。. 最後要深深感謝我的母親徐貴蘭女士、岳母王秀香女士和內人蕭卉湘,由於 你們不斷的鼓勵與支持,讓我能夠埋首於論文學業上,衷心感謝你們所給予我的 精神支持。僅以此論文獻給最敬愛的家人以及所有關心我的師長、朋友及學弟妹。. 鴻麟 于 風城交大 2008-09-12. iii.
(6) 目錄 中文摘要.........................................................................................................................i Abstract ..........................................................................................................................ii 誌謝.............................................................................................................................. iii 目錄...............................................................................................................................iv 表目錄............................................................................................................................v 圖目錄...........................................................................................................................vi 第一章 緒論................................................................................................................1 1.1 研究背景.........................................................................................................1 1.2 研究問題.........................................................................................................4 1.3 論文組織.........................................................................................................5 第二章 文獻探討........................................................................................................6 2.1 文獻回顧..........................................................................................................6 第三章 研究方法..........................................................................................................8 3.1.1 情境一...................................................................................................9 3.1.2 情境二...................................................................................................9 3.1.3 情境三.................................................................................................10 3.1.4 情境四.................................................................................................11 3.1.5 表列說明.............................................................................................12 3.2 演算法...........................................................................................................12 3.3 案例說明.......................................................................................................14 3.3.1 情境設定與假設................................................................................14 決定是否由原門檻值換至 23.....................................................................15 3.3.3 決定是否門檻值是否由 23 換至 24..................................................17 3.3.4 決定是否門檻值是否由 23 換至 26..................................................19 第四章 案例驗證........................................................................................................21 4.1 輸入資料與參數設定...................................................................................21 4.2 結果與應用....................................................................................................23 第五章 結論與未來研究方向....................................................................................24 5.1 結論...............................................................................................................24 5.2 未來研究方向...............................................................................................24. iv.
(7) 表目錄 表 3.1 情境設定............................................................................................................9 表 3.2 情境與其包含的成本......................................................................................12 表 3.3 信號值的歷史資料..........................................................................................15. v.
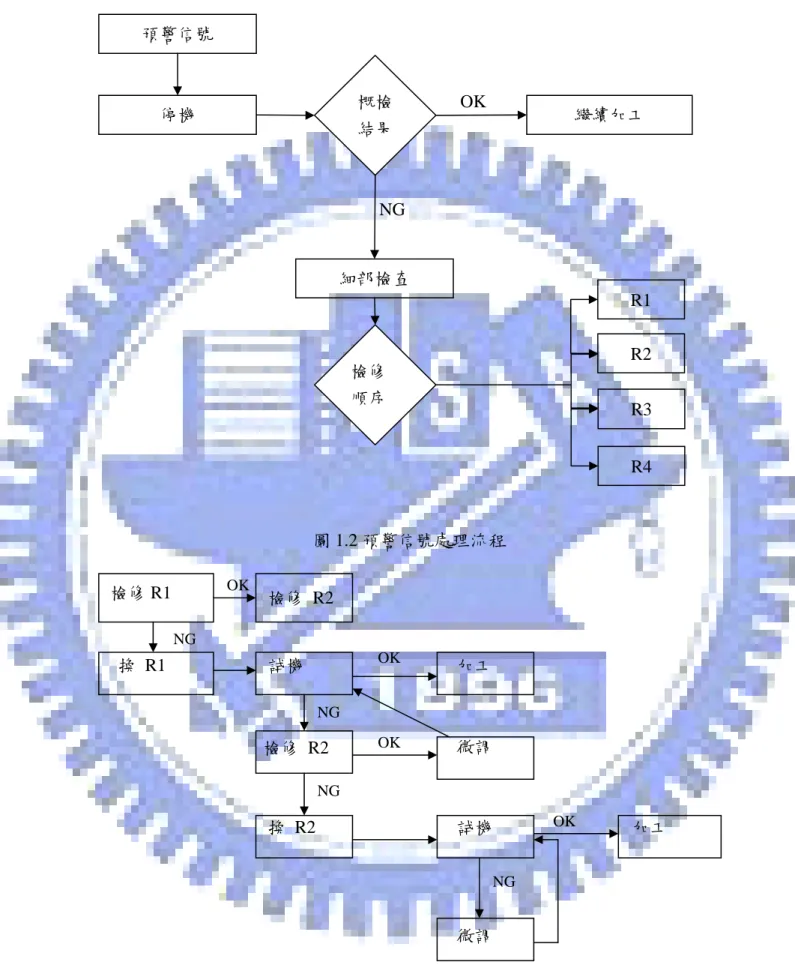
(8) 圖目錄 圖 1.1 機台預警管理系統.............................................................................................2 圖 1.2 預警信號處理流程.............................................................................................3 圖 1.3 執行細部檢查流程.............................................................................................3 圖 1.4 研究問題.............................................................................................................5 圖 3.1 變換門檻值設定...............................................................................................13 圖 3.2 變換門檻值設定...............................................................................................13 圖 3.3 演算法流程說明...............................................................................................14 圖 3.4 產品 1 與 2 在瓶頸機台作業時間圖...............................................................15 圖 4.1 變數歷史資料表...............................................................................................22. vi.
(9) 第一章 緒論 1.1 研究背景 一般而言,半導體製造廠的投資金額均甚為龐大,常在數百億元之譜,且投 資金額中有極大比例是用於購置生產機器設備,半導體的生產系統與傳統的生產 系統有相當大程度的差異,其設備支出龐大、機台種類多,製程加工途程複雜, 且無法以單一生產線生產,而是利用晶圓廠的工作站重複進行加工,並且在其生 產過程中需要被機台重複加工數次,一個重複稱為一層(Layer),此特性稱為迴流 (Reentry)。 另外,晶圓廠的生產設備特性彼此間的差異性相當大,例如有些機台具有 成批加工能力、等候加工的時間限制或整備時間相依性。半導體生產設備高度精 密且購置成本昂貴,需要不斷的進行預防保養與校正來維持機台的正常運作,但 機台當機仍舊不易預測,故半導體廠系統的不確定性大多來自於此。 況且,晶片從投產到產品加工完成約需 2 個月。若機台無法維持正常運作, 則加工出來的晶片可能會有兩種結果: 不是重工(rework) ,就是報廢(scrap) , 重工則是增加產能的負擔,使得原先的產能規劃受到影響,因而增加生產成本。 另外若是報廢除了需要重新投產外,不但增加生產成本,更會影響到對客戶的交 期,嚴重影響公司的商譽。另一方面,如果維持機台正常運作,時常停機檢查維 護,會浪費產能,不利生產排程,進而提高生產的成本。 面對如此的難題,我們想要對機台正常運作發展出一套管理方式。把影響 生產的機台因素降到最低。此種管理模式,是利用機台發出的信號參數予以及時 監控,並且將這些信號參數都給予規定區間,若機台發生超過規定區間的情況 時,則機台發出預警信號,待此批晶片加工完後,機台停機,等設備工程師檢查 機台狀況。如圖 1.1 所示:. 1.
(10) S1 S2. 機台. S3 S4. 圖 1.1 機台預警管理系統. 設備工程師檢查機台時,如圖 1.2 所示,預警信號產生時,設備工程師對機台做 概括檢查(General Check) ,即一般性檢查,簡單調整,不需更換備份件。概括 檢查是正常的,則機台繼續加工。假使在概括檢查時,發現有異常的情況,則必 須進行細部檢查,如圖 1.3,此時,就會產生設備工程師面對好幾個零件,應該 從哪個零件著手才能快速找到問題點,並將故障排除,讓機台能繼續正常加工。. 2.
(11) 預警信號. 概檢 結果. 停機. OK. 繼續加工. NG. 細部檢查 R1 R2. 檢修 順序. R3 R4. 圖 1.2 預警信號處理流程 OK. 檢修 R1. 檢修 R2. NG. 換 R1. 試機. OK. 加工. OK. 微調. NG. 檢修 R2 NG. 換 R2. OK. 試機 NG. 微調. 圖 1.3 執行細部檢查流程. 3. 加工.
(12) 因此,在機台預警管理上產生了兩個決策。第一個決策是預警信號的規定 區間設定。規定區間的設定值如何給定,對生產機台與產能有相當大的影響。規 定區間的設定值若是寬區間(預警的門檻較高),優點是機台發出異常預警信號 少,工程師不需花時間停機檢查,則生產線可用的產能增加;缺點則是機台發出 異常預警信號少,若真正有異常時,卻被忽略了,造成不正常的加工,產品可能 需要重工或報廢的可能性因而增加。相反地,規定區間的設定值若是窄區間(預 警的門檻較低),雖然可降低不正常加工的機會,卻也容易出現假警報(false alarm),影響可用產能。所以決定每個參數的預警區間設定值是一個相當重要的 議題。 第二個決策是細部零件檢修順序。當零件需檢修時,則產生了零件檢修的 優先順序問題,若檢修順序正確.,則減少了檢修時間及維修人力,增加了可用 產能。反之,若檢修順序不對,則耗費的人力、物力將是數倍於此。故如何利用 參數值和歷史資料決定檢修的順序亦是一個相當重要的議題。. 1.2 研究問題 本研究如圖 1.4 所示,我們欲利用已經存在的歷史資訊,探討研究改善的方 法,以達到改善預警管理的決策品質。我們將研究的問題設定在瓶頸機台,並假 設過去的歷史資訊具代表性且足以推測未來事件發生機率。. 區間設定 歷史資訊. 決策模組 檢修順序. 4.
(13) 圖 1.4 研究問題. 1.3 論文組織 本論文後續章節安排如下,第二章探討相關文獻,第三章介紹研究問題的解 構與方法包含成本分析與演算法,分別分析預警信號牽涉的成本情境與依據成本 考量逐步改善預警信號的區間值,第四章以實務的數據呈現案例說明,第五章是 結論與未來研究方向。. 5.
(14) 第二章 文獻探討 2.1 文獻回顧 一座晶圓廠是由多種機台群所構成,生產績效與機台群表現息息相關,維 持機台在最適合的妥善率相當重要。林劭函(2006)提出機台備份件的庫存量與妥 善率相關的系統績效與總利潤影響從 5%到 15%左右,這對晶圓廠動輒上百甚至 上千億的投資是相當大的節省成本所需注意的地方。而且,李婉如(2001)道出, 不預期的機台當機會使晶圓代工廠現場運作影響到產品產出與生產週期拉長。因此機台 當機時的處理必須是即時的且有效率的。否則會影響到整個晶圓廠的總利潤。. 在半導體設備管理標竿中,郭亦桓(2001)也提到產品良率指標中對於產品報 廢率與重工率等也列入績效指標中。這些都顯示出晶圓廠需注意每個細節,因為 它們都會影響利潤的獲得。 一個好的製程控制預警系統,Bristol (2001)提到需要有多樣式的預警信號形 式輸出,信號顯示方式是簡短且自動產生。利用因果預警模式幫助操作員 (operator)預期或偵測預警信號的行為。因此,當產生一些假信號時,這些假信號 不但會影響到操作員的工作負擔且會形成干擾信號(nuisance signal)。Brooks (2004)等,提出利用歷史資料,經過整理後,可以減少假警報(false alarm)產生, 且毋需昂貴的序列實驗驗證或複雜的理論。 另外,Bergquist (2003)等人,則說明一個電腦化工具,其內建有先進的系統 控制程式與良好的系統設計,並能同時處理許多不同情況、讓操作員有時間反 應、並且將信號區分成主要的(primary)、間接的(consequential)行動改良,製 程資料庫改善的基礎。 Kamel(1998)考慮人因工程(human factor)、預警信號階層、與邏輯架構等, 利用預警信號的樣式(pattern)、關聯(relationship)做連續性與多樣性分析。而 Yamanaka(1997)等人,則利用定性(qualitative)分析,去描述一個好的預警系統應 該當製程監控資料有波動(fluctuation)的時候,會有即時反應的機制。除了上述 6.
(15) 外,Dahlstrand(2002),認為預警分析是找出根本原因(root cause)的重要工作,因 此提出利用圖解方式描述目標與未來機能的工業生產流程。因此它的重點放在預 警的目標、功能、和實際的成果等。 Yuki(2002)相信好的預警系統設計是能夠維持工廠有效率營運的工具。而 如果不好的設計,不但會浪費資源,且會影響產品品質與成本的增加。因此提出 定期檢討預警系統不但有助於研究預警信號的發生與操作員反應模式之間的相 互關係,更可以提升工廠的生產力。. 2.2 過去文獻與本研究差異 過去文獻不論是探討機台備份件的更換或是生產績效等,或是有關的預警信 號的處置上,都是分別的討論,沒有將兩者合而為一,做一次的討論,讓預警信 號的問題與成本之間關連性能凸顯出它的重要性。因此本研究將探討如何有效的 將預警信號的區間設定與備份件更換順序連結,以產生最大利潤。. 7.
(16) 第三章 研究方法 在本章中,我們假設四個生產情境(scenario),並探討該情境的所產生的 成本。我們也發展出一演算法,可將預警區間的設定區間值,羅列相關的生產成 本參數以符合最佳成本的設定。. 3.1 成本分析 本研究省略與決策無關之成本,因其不會對決策有任何的影響。於是我們僅 就假設的情境下,計算會因決策而變動的成本。我們特別以機台可能的獲利代表 機台的產能損失,而不使用機台的購買成本。這個假設可使得成本更符合實際狀 況。本研究所假設的四個情境說明如下。 首先情境一是機台正常而預警系統發出警報。機台預警系統發出警告信號 時,設備工程師將機台停下作一般的概略的檢查,因為備份件無真正損壞,所以 不需要更換備份件。接著,情境二是當機台不正常而預警系統發出警報。機台預 警系統發出信號時,設備工程師將機台停下作檢查後,發現需更換備份件。此時, 發生的成本即包括檢修的人力成本與機台停機的產能成本損失。再來,情境三是 機台不正常而預警系統卻沒有產生預警信號。機台發生不正常加工,產品可能需 要重工、或是需要報廢。最後是情境四,此時機台沒有產生預警信號,毋須檢查 機台,且不須要更換備份件。機台正常運作產品符合規格,無不良品,此時無成 本產生。情境的設定如表 3.1 所示。. 8.
(17) 表 3.1 情境設定 機 是. 否. 預. 台. 狀. 態. 正常. 不正常. 警. 發出警報. 情境一. 情境二. 未發出警報. 情境四. 情境三. 3.1.1 情境一 情境一是機台預警系統發出警告信號時,設備工程師將機台停下作一般 的概略的檢查(general check)。因為備份件無真正損壞,所以不需要更換備份。 此時所產生的成本,僅包括檢修的人力成本與機台停機的產能成本損失。情境一 的成本公式如(1)。 p ⎛ ⎞ C0 = h0 ⋅ C l + C m = h0 ⋅ ⎜ C l + ∑ ri ⋅ π i ⎟ i =1 ⎝ ⎠. (. ). (1). h0 : 執行概檢所需的時間 C l : 每單位小時的人工成本 C m : 每單位機器小時所帶來的利潤 ri : 在特定產品組合下產品i的產出率. π i : 產品i的單位利潤 3.1.2 情境二 情境二是當機台預警系統發出信號時,設備工程師將機台停下作檢查後, 發現需更換備份件。此時,發生的成本即包括檢修的人力成本與機台停機的產能 成本損。但是,成本的計算方式卻發生了改變。即此時備份件更換的順序會影響 所花費的時間長短,因此會影響到機台的產能。此時會利用歷史資料做為檢修備 份件順序的參考依據,而每個參數值會有相對應之歷史故障機率值。此情境下的 9.
(18) 成本計算公式如(2)。 p ⎛ ⎞ gi = hiα ⋅ C l + C m = hiα ⋅ ⎜ C l + ∑ ri ⋅ π i ⎟ i =1 ⎝ ⎠. ( )(. ) ( ). (2). hiα : 在預警信號值α 下零件i壞掉修復所需的時間 C l : 每單位小時的人工成本 C m : 每單位機器小時所帶來的利潤 ri : 在特定產品組合下產品i的產出率. π i : 產品i的單位利潤 在預警信號值α下備份件 i 壞掉修復所需的時間與維修的順序有關,我們優 先檢修故障機率除以檢修時間較大的備份件。時間的計算方法如(3)。 hiα = h0 +. ∑. α α ⎪⎧ Pj Pi ⎪⎫ ≥ ⎨j ⎬ ⎪⎩ T j Ti ⎪⎭. Tj. (3). h0 : 執行概檢所需的時間 T j : 檢修零件j所需的時間 Pjα : 在警告信號值α 下機台故障是因為零件j損壞引起的機率 3.1.3 情境三 情境三是沒有產生預警信號,但機台卻發生不正常加工,產品可能需要 重工、或是需要報廢。因此,需將機台停下作檢查,且需更換備份件。此時的成 本計算如(4)。 p ⎛ ⎞ fi = hi C l + C m = ( hi ) ⋅ ⎜ C l + ∑ ri ⋅ π i ⎟ i =1 ⎝ ⎠. (. ). (4). hi : 當零件i壞掉維修所需的時間 C l : 每單位小時的人工成本 C m : 每單位機器小時所帶來的利潤 ri : 在特定產品組合下產品i的產出率. π i : 產品i的單位利潤. 情境二與情境三的檢修時間差異在於當同樣是備份件需要更換時,情境二已. 10.
(19) 經有特定相對應參數值的歷史資料可做為參考依據。但是情境三卻需要使用全部 歷史資料做為檢修順序的參考依據。公式如(5):. hi = h0 +. ∑. (5). Tj. ⎪⎧ Pj Pi ⎪⎫ ⎨j ≥ ⎬ T T ⎩⎪ j i ⎭⎪. h0 : 執行概檢所需的時間 T j : 檢修零件j所需的時間 Pj : 機台故障是因為零件j損壞引起的機率 另外情境三會導致不正常加工,因而導致重工與報廢成本。我們假設產品缺 陷被檢驗出的時間小於此瓶頸機台最小加工時間。重工成本的計算公式如(6): ⎛ ⎞ crp = ⎜ 1 e ⎟ *π p ⎝ np ⎠. (6). nep : 產品p總共回流次數. π p : 產品p的單位利潤 報廢成本,公式如(7): i ⎛ f ⎜ nep ∑ t p, j ⎜ ∑ j =1 tf ⎜ csp = ⎜ i =1 p nep ⎜ ⎜ ⎜ ⎝. ⎞ ⎟ ⎟ ⎟ m ⎟ *π p + C p ⎟ ⎟ ⎟ ⎠. (7). n ep : 產品p總共回流次數 t pf , j : 產品p第j次回流的加工時間 t pf : 產品p的總加工時間. π p : 產品p的單位利潤 C pm : 產品p的單位材料成本. 3.1.4 情境四 情境四是機台沒有產生預警信號,毋須檢查機台,且不須要更換備份件。 機台正常運作產品符合規格,無不良品,此時無成本產生。. 11.
(20) 3.1.5 表列說明 我們綜合上述四個情境做一個表列說明,情境與成本表示如表 3.2. 表 3.2 情境與其包含的成本 機 是否. 台. 狀. 預警 發出預警. 未發出預警. 正常. 態. 情境一成本:. 不正常. 情境二成本:. . 檢修人力. . 檢修人力. . 停機產能. . 停機產能. 情境四成本: . 無成本產生. 情境三成本: . 檢修人力. . 停機產能. . 報廢或重工. 3.2 演算法 本研究所發展出的演算法之目的是利用機台歷史資料做為成本決策考量 依據。要針對一個機台變數的預警門檻,由原設定值開始,逐一比較新設定值(如 圖 3.1 與圖 3.2),若新設定值優於目前最佳的現設定值,則以該門檻值做為新的 門檻值。而由現設定值改設至新設定值的效益(incremental benefit),計算的方式 如(8)。而演算法的流程說明,則呈現在圖 3.3。. 12.
(21) Incremental Benefit = Old _ Cost − New _ Cost k ⎛ k ⎞ =(n0 ⋅ C0 + ∑ ni ⋅ gi )- ⎜ ∑ ni ⋅ ( f i + C1 ) ⎟ i =1 ⎝ i =1 ⎠ 其中. (8). k. Old _ Cost = (n0 ⋅ C0 + ∑ ni ⋅ gi ) + X i =1. ⎛ k ⎞ New _ Cost = ⎜ ∑ ni ⋅ ( f i + C1 ) ⎟ + X ⎝ i =1 ⎠ C0 : 發生一次假警報的維修成本 fi : 當機台的第i個零件壞掉而無預警時的維修成本,i = 1 ~ k gi : 當機台的第i個零件壞掉而有預警時的維修成本,i = 1 ~ k C1: 無預警下機台故障的重工及報廢成本 X : 其他不會隨區間決策變動的成本. 原值. 新值. Incremental Benefit. α3. α2. α1. 圖 3.1 變換門檻值設定. 原值. α1. 新值. Incremental Benefit. α2. 圖 3.2 變換門檻值設定. 13. α3.
(22) 計算邊界設定值改為α的 Incremental benefit. YES. Incremental benefit>0 ?. 邊界設定值改為α. 設下一個測試信號值為α NO. α是否為最後 的信號值. NO. YES 結束. 圖 3.3 演算法流程說明. 3.3 案例說明 3.3.1 情境設定與假設 假設 1:歷史機台信號值有三個,分別是 23、24、26 。且對應到各個發生的頻 率次數如表 3.3。. 14.
(23) 表 3.3 信號值的歷史資料 信號值. 無故障 (次數). 備份件 1 損壞 (次數). 備份件 2 損壞 (次數). 23. 25. 3. 2. 24. 12. 3. 1. 26. 16. 2. 0. 假設 2:工廠內,有兩種產品,分別是產品 1 與產品 2,經過瓶頸機台加工時間如 圖 3.4。 (產品 1). 1 hour. 2 hours. 2 hours. 2 hours. 1 hour. 2 hours. (產品 2). 圖 3.4 產品 1 與 2 在瓶頸機台作業時間圖. 假設 3:產品 1 與 2 的產品組合比率為 4 比 6;備份件 1 檢修需 2 小時,備份件 2 則需 1 小時;產品 1 有缺陷時可重工率為 0.9,產品 2 有缺陷時可重工率則為 0.8, 不可重工的缺陷則直接報廢。 接下來我們將逐一檢查歷史信號值(23、24、26)作為新門檻所增加的效益 (Incremental Benefit)。. 決定是否由原門檻值換至 23 我們首先決定是否將門檻值由原本設定換至 23。 15.
(24) (A) 情境一的成本計算 p ⎛ ⎞ C0 = h0 ⋅ C l + C m = h0 ⋅ ⎜ C l + ∑ ri ⋅ π i ⎟ i =1 ⎝ ⎠ = 1⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 1.04. (. ). (B) 情境二的成本計算 3 2 p123 p223 5 = < = 5 t1 2 t2 1 ⇒ s 23 = (2,1) g1 = (1 + 1 + 2 ) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 4.16 g 2 = (1 + 1) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 2.08 (C) 情境三的成本計算 8 3 p1 p = 11 > 2 = 11 t1 2 t2 1. ⇒ repair sequence = (1, 2) f1 = (1 + 2 ) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 3.12 f 2 = (1 + 2 + 1) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 4.16 c1r = 1 ⋅ 7 = 2.3333 3 r 1 c2 = ⋅ 4 = 1.3333 3 1 +3 +5 5 5 ⋅ 7 + 1 = 5.2 s c1 = 5 3 2 +3 +5 5 5 ⋅ 4 + 1 = 3.6667 s c2 = 5 3. (. ). (. ). C1 = 2 × ⎡⎣0.4 ⋅ ( 0.9 × 2.3333 + 0.1× 5.2 ) + 0.6 ⋅ ( 0.8 ×1.3333 + 0.2 × 3.6667 ) ⎤⎦. = 4.2556. 16.
(25) (D) Incremental Benefit 的計算結果. 計算的結果如下: k. Old _ Cost = (n0 ⋅ C0 + ∑ ni ⋅ gi ) + X i =1. ⎛ ⎞ New _ Cost = ⎜ ∑ ni ⋅ ( fi + C1 ) ⎟ + X ⎝ i =1 ⎠ Incremental Benefit = Old _ Cost − New _ Cost k. 2. = n0 ⋅ C0 + ∑ ( ni ⋅ ( gi − f i − C1 ) ) i =1. = 25 × 1.04 + 3 × (1.04 − 4.2556) + 2(−2.08 − 4.2556) = 25 × 1.04 + 3 × (1.04 − 4.2556) + 2(−2.08 − 4.2556) = 3.682 > 0 因Incremental Benefit >0,所以把門檻放寬至23+. 3.3.3 決定是否門檻值是否由 23 換至 24. 現在我們的門檻設定為 23,接下要決定是否在由 23 放寬到 24。計算的公式與上 面相同 (A) 情境一的成本計算 p ⎛ ⎞ C0 = h0 ⋅ C l + C m = h0 ⋅ ⎜ C l + ∑ ri ⋅ π i ⎟ i =1 ⎝ ⎠ = 1⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 1.04. (. ). (B) 情境二的成本計算 3 1 p124 p 24 = 4> 2 = 4 t1 2 t2 1. ⇒ repair sequence = (1, 2) g1 = (1 + 2 ) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 3.12 g 2 = (1 + 2 + 1) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 4.16. 17.
(26) (C) 情境三的成本計算 8 3 p1 p = 11 > 2 = 11 t1 2 t2 1. ⇒ s = (1, 2) f1 = (1 + 2 ) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 3.12 f 2 = (1 + 2 + 1) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 4.16 c1r = 1 ⋅ 7 = 2.3333 3 r 1 c2 = ⋅ 4 = 1.3333 3 1 +3 +5 5 5 ⋅ 7 + 1 = 5.2 s c1 = 5 3 2 +3 +5 5 5 ⋅ 4 + 1 = 3.6667 s c2 = 5 3. (. ). (. ). C1 = 2 × ⎡⎣0.4 ⋅ ( 0.9 × 2.3333 + 0.1× 5.2 ) + 0.6 ⋅ ( 0.8 ×1.3333 + 0.2 × 3.6667 ) ⎤⎦. = 4.2556 (D) Incremental Benefit 的計算結果 k. Old _ Cost = (n0 ⋅ C0 + ∑ ni ⋅ gi ) + X i =1. ⎛ ⎞ New _ Cost = ⎜ ∑ ni ⋅ ( fi + C1 ) ⎟ + X ⎝ i =1 ⎠ Incremental Benefit = Old _ Cost − New _ Cost k. 2. = n0 ⋅ C0 + ∑ ( ni ⋅ ( gi − f i − C1 ) ) i =1. = 12 ×1.04 + 3 × (0 − 4.2556) + 1(0 − 4.2556) = −4.5424 < 0 因Incremental Benefit <0,所以不將門檻換至24+ (維持為23+ ). 18.
(27) 3.3.4 決定是否門檻值是否由 23 換至 26. 目前的門檻還是維持在 23,現在我們再檢查換到 26 的效益(Incremental Benefit), 決定我們是否把門檻值設定為 26。門檻換至 24 所增加的效益已經計算過,只須 加上由 24 換至 26 的增加效益,即可獲得由 23 換至 26 的效益。 (A) 情境一的成本計算: p ⎛ ⎞ C0 = h0 ⋅ C l + C m = h0 ⋅ ⎜ C l + ∑ ri ⋅ π i ⎟ i =1 ⎝ ⎠ = 1⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 1.04. (. ). (B) 情境二的成本計算 0 2 p124 p 24 = 2> 2 = 2 t1 2 t2 1. ⇒ repair sequence = (1, 2) g1 = (1 + 2 ) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 3.12 g 2 = (1 + 2 + 1) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 4.16 (C) 情境三的成本計算 8 3 p1 p = 11 > 2 = 11 t1 2 t2 1. ⇒ s = (1, 2) f1 = (1 + 2 ) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 3.12 f 2 = (1 + 2 + 1) ⋅ ( 0.0005 + 0.08 × 7 + 0.12 × 4 ) = 4.16. 19.
(28) c1r = 1 ⋅ 7 = 2.3333 3 c2r = 1 ⋅ 4 = 1.3333 3 1 +3 +5 5 5 ⋅ 7 + 1 = 5.2 c1s = 5 3 2 +3 +5 5 5 ⋅ 4 + 1 = 3.6667 s c2 = 5 3. (. ). (. ). C1 = 2 × ⎡⎣0.4 ⋅ ( 0.9 × 2.3333 + 0.1× 5.2 ) + 0.6 ⋅ ( 0.8 ×1.3333 + 0.2 × 3.6667 ) ⎤⎦. = 4.2556 (D) Incremental Benefit 的計算結果 k. Old _ Cost = (n0 ⋅ C0 + ∑ ni ⋅ gi ) + X i =1. ⎛ ⎞ New _ Cost = ⎜ ∑ ni ⋅ ( fi + C1 ) ⎟ + X ⎝ i =1 ⎠ Incremental Benefit = Old _ Cost − New _ Cost k. 2. = n0 ⋅ C0 + ∑ ( ni ⋅ ( gi − f i − C1 ) ) i =1. = 16 ×1.04 + 2 × (0 − 4.2556) + 0 × (0 − 4.2556) = 8.1288 8.1288-4.5424=3.5864>0. 因Incremental Benefit >0,所以將門檻由23+換至26+. 20.
(29) 第四章 案例驗證 本章以一實際的機台(TRACK)信號變數,說明本研究所發展出的決策模組之 結果與應用。. 4.1 輸入資料與參數設定 以變數(DATA_COT_2_1_BACK_RINSE_FLOW_1)為例:歷史資料收集區間 為 6 個月,變數設定區間上界(門檻):30,超過此上界的範圍值,即被視為異常, 設備工程師會作處理,處理方式包含:僅需要概略檢查(check only)毋須更換備份 件即可繼續生產,若概檢有問題後,需要做細部檢查則可能會發生更換備份件(R1 或 R2 或 R3 或 R4),如圖 4.1。. 資料時間. 變數. 輸出值. 處理方式. 2006/6/1 19:10. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/1 20:22. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/2 05:35. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.7. Check Only. 2006/6/2 06:32. DATA_COT_2_1_BACK_RINSE_FLOW_1. 33.3. R4. 2006/6/3 06:11. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. R4. 2006/6/3 07:22. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/3 07:30. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/3 07:41. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.7. Check Only. 2006/6/3 07:43. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. R2. 2006/6/3 11:44. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42. Check Only. 2006/6/3 16:37. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.2. Check Only. 2006/6/3 18:20. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.8. Check Only. 2006/6/4 15:10. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.7. Check Only. 2006/6/4 15:26. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. R4. 2006/6/4 15:29. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.1. Check Only. 2006/6/4 15:39. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/4 16:48. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.5. Check Only. 21.
(30) 2006/6/4 17:04. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/4 17:56. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/4 17:58. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.8. Check Only. 2006/6/4 18:16. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/4 18:18. DATA_COT_2_1_BACK_RINSE_FLOW_1. 41.9. Check Only. 2006/6/4 19:28. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43. Check Only. 2006/6/4 23:47. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. R2. 2006/6/5 03:24. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/5 13:12. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43. Check Only. 2006/6/5 13:15. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/5 13:17. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43. Check Only. 2006/6/5 13:20. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.3. Check Only. 2006/6/5 14:25. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/6 05:54. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/6 05:56. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/6 07:54. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/6 23:12. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.2. Check Only. 2006/6/7 03:07. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. R1. 2006/6/7 03:17. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.8. Check Only. 2006/6/7 05:02. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. R2. 2006/6/7 16:03. DATA_COT_2_1_BACK_RINSE_FLOW_1. 43.1. Check Only. 2006/6/8 00:24. DATA_COT_2_1_BACK_RINSE_FLOW_1. 42.9. Check Only. 圖 4.1 變數歷史資料表 本案例將演算法的參數設定如下: wafer 的成本= NTS:4500/單位,製造耗材 成本=NTS:2500/單位,人力成本=NTS:4500/每小時,各種零件期望維修時間與零 件概檢時間:R1=1 小時、R2=2 小時、R3=1 小時,產品的組合:512MB,產品的售 價=42000/每晶片,產品出問題重工率=0.8,產品出問題報廢率=0.2,瓶頸機台作 業=1 小時。. 22.
(31) 4.2 結果與應用 如圖 4.1,以變數(DATA_COT_2_1_BACK_RINSE_FLOW_1)為例,由模擬 結果可以得知,本研究所提出的演算法,每一部瓶頸機台每個月可以節省新台幣 607,153 元。以現今 12 吋晶圓廠約 20~30 部左右的 TRACK 機台計算,一個月約. 當節省新台幣 1 千 2 百萬至 1 千 8 百萬元左右。而且在晶圓生產過程中非常重視 良率,因此預警設定上相當保守,卻忽略停機背後的產能損失成本。這個結果顯 示我們的成本分析流程是很有實務貢獻的。. 23.
(32) 第五章 結論與未來研究方向 5.1 結論 本研究探討半導體製造廠機台預警信號管理作業問題,計算所能夠節省最大 成本的機台預警門檻值。由於半導體製造廠屬於高度資本密集的產業,所以保持 機台在高產能利用率與低故障率是相當重要的課題。本論文的特色在於能以成本 的角度,分析複雜的生產情境,作出最佳的區間與順序決策。本研究所提出的方 法,和業界現行使用的方法比較,可以大幅節省機台不必要的停機成本。. 5.2 未來研究方向 本論文未來可以繼續研究的方向有下列幾點:(一)機台歷史資料收集的周延 性與方便性,以修正演算法的不足。(二)考慮建構整合信號參數,來規劃信號參 數的一致性與時效性等問題。(三)考慮以其他方式修正演算法搜尋最佳解的效 率。. 24.
(33) 參考文獻 Bergquist, T. Ahnlund, J. and Larsson, J.E. “Alarm Reduction in Industrial Process Control”, Volume 2, 16-19 Sept. 2003 Page(s):58 - 65 vol.2 Bristol, E.H. “Improved process control alarm operation”, ISA transactions 40,(2001),pp.191-205. Brooks, R. Thorpe, T. and Wilson, J. “A new method for defining and managing process alarms and for correcting process operation when an alarm occurs”, Journal of Hazardous Materials , 2004, pp.169-174. Dahlstrand, F. “Consequence analysis theory for alarm analysis”, knowledge-Based System 15 , 2002,pp.27-36. Kamel, J.A. “ALARM FILTERING SYSTEM-A DESIGN TOOL.” 5-9 June 1988 Page(s):86 – 88 Khiang, J.L, Weng,W.L, Khuen, H.and Tan, K.C. “The Intelligent Alarm Management System”, IEEE Computer Society ,2003.pp.66-71. Leeung, D. and Romagnoli, J. “Dynamic probabilistic model-base expert system for fault diagnosis”, Computer and chemical Engineering, 2000, pp.2473-2492. Muller, B. Hasman, A. and Blom, J.A. “Building intelligent alarm systems by combining mathematical models and inductive leaning techniques,” International Journal of Bio-Medical Computing, 41, 1996, pp107-124. Shaw, J.A. “How critical is your control system? ”, ISA Transactions 34,1995,pp.185-192.. 25.
(34) Strobhar, D. A “Evolution of operator decision making,” ISA Transactions 34,1995,pp.405-409. Yamanaka, F.and Nishiya, T. “Application of the intelligent alarm system for the plant operation,” Computers Chem..Engng, Vol.21,Suppl, pp.S625-S630,1997 Yu, C. and Su, B. “Eliminating false alarms caused by fault propagation in signal validation by sub-grouping,” Progress in Nuclear Energy 48, 2006, pp.371-379.. 林聖哲(1996) “半導體製程即時監控與診斷專家系統",國立清華 大學工業工程與管理研究所碩士論文 楊斌虎(1997) “半導體機台資料模型建立與異常偵測", 國立台灣 大學工業工程學研究所碩士論文 蘇耀平(1998) “半導體機台之即時性監控系統" 國立台灣科技大學 工技術研究所自動化及控制學程碩士論文 李婉如(2001) “晶圓代工廠之機台當機影響即時估算法",交通大學 工業工程與管理研究所碩士論文 郭亦桓(2001) ”台灣半導體廠設備管理標竿:黃光區設備",國立清 華大學工業工程與管理研究所碩士論文 洪達文(2006) “應用時間序列相似度量測方法於異常偵測與分 類", 國立交通大學電機與控制工程系所碩士論文. 26.
(35)
數據



+3


Outline
相關文件
The purpose of this research is to study a tiling problem: Given an m × n chessboard, how many ways are there to tile the chessboard with 1 × 2 dominoes and also ”diagonal”
(a) In your group, discuss what impact the social issues in Learning Activity 1 (and any other socials issues you can think of) have on the world, Hong Kong and you.. Choose the
(1) Determine a hypersurface on which matching condition is given.. (2) Determine a
• A put gives its holder the right to sell a number of the underlying asset for the strike price.. • How to
If necessary, you might like to guide students to read over the notes and discuss the roles and language required of a chairperson or secretary to prepare them for the activity9.
grep - print lines matching a pattern. $ grep [OPTIONS]
在雲中街文創聚落中營運中的「凹凸 咖啡館」是利用當時遺留下的建築群
The objective of this study is to establish a monthly water quality predicting model using a grammatical evolution (GE) programming system for Feitsui Reservoir in Northern
