under-bump metallization
Jae-Woong Nah,a)Kai Chen, and K.N. TuDepartment of Materials Science and Engineering, University California at Los Angeles, Los Angeles, California 90095-1595
Bor-Rung Su and Chih Chen
Department of Materials Science and Engineering, National Chiao Tung University, Taiwan 30050, People’s Republic of China
(Received 26 October 2006; accepted 7 December 2006)
The electromigration-induced failure in flip-chip eutectic SnPb solder joints with a 10-m-thick Cu under-bump metallization (UBM) was studied without the effect of current crowding in the solder region. The current crowding occurred inside the UBM instead of in the solder joint at the current density of 3.0 × 104A/cm2because of the spreading of current in the very thick Cu UBM. In these joints, the failure occurred through a two-stage consumption of the thick Cu UBM in the joint where electrons flowed from the chip to the substrate. In the first stage, the Cu UBM dissolved layer by layer rather uniformly across the entire Cu UBM–solder interface. In the second stage, after half of the Cu UBM was dissolved, an asymmetrical dissolution of Cu UBM took place at the corner where electrons entered from the Al interconnect to the Cu UBM. Experimental observation of dissolution steps of the 10-m-thick Cu UBM is presented. The transition from the first stage to the second stage has been found to depend on the location of current crowding in the flip-chip joints as the UBM thickness changes during the electromigration test. The current distribution in the flip-chip solder joints as a function of UBM thickness was simulated by three-dimensional finite element analysis. The dissolution rate of Cu UBM in the second stage was faster than that in the first stage. The mechanism of
electromigration-induced failure in the flip-chip solder joints with a 10-m-thick Cu UBM is discussed.
I. INTRODUCTION
Under-bump metallization (UBM) is very important in the flip-chip technology because it acts as a solder wet-table layer, diffusion barrier, and adhesion layer.1 Cur-rently, the most common choices for solder wettable lay-ers are Cu and Au, and the diffusion barrier and adhesion layers are TiW, Ti, Cr, Al, NiV, and Ni. These choices depend not only on a solder bumping process, but also on a balancing of capabilities and costs, as well as the manu-facturer’s skill and experience. When a trilayer thin film of Cr/Cu/Au is applied as UBM, spalling of Cu–Sn com-pounds from the Cu–solder interface occurs and results in a weak mechanical solder joint, which is one of the most serious reliability problems because the Sn-based
Pb-free solders react very fast with Cu and the amount of Cu is very limited in the thin-film metallization.2–4 To overcome the spalling problem, a 5-m-thick electro-plated Cu UBM has been integrated into the UBM so that the chemical reaction will not consume all the Cu and no spalling may occur during aging.5 However, when the joint is subjected to current stressing, current crowding leads to a rapid dissolution of the 5-m-thick Cu UBM at the corner where electrons entered from Al interconnect to Cu UBM and the joint failed quickly.6 Due to the demand for high performance and miniaturization in the electronics industry, the problem of electromigration must be overcome; a thicker Cu UBM has been designed to overcome the electromigration-induced failure.7 Cur-rently, the design rule requires that each flip-chip solder joint of 50m in diameter carries 0.2 A, which means that the average current density in such a joint is about 104
A/cm2 .7
The International Technology Roadmap for Semiconductor (ITRS) projections indicated that electro-migration is a near-term issue in high current density packages.8
a)
Address all correspondence to this author. e-mail: [email protected]
Present address: IBM T.J. Watson Research Center, Yorktown Heights, NY.
It is conceivable that if a thicker Cu UBM is used, a longer lifetime would be expected. However, the same failure mechanism of the asymmetrical dissolution of Cu UBM and short lifetime have been reported in the litera-ture even for solder joints with a 8.5-m-thick Cu UBM. When the applied current was increased, the current crowding occurred at the UBM–solder interface and led to fast failure.9–11In this paper, the electromigration in a 10-m-thick Cu UBM under low current density has been studied. While the current crowding area is located initially inside the UBM, electromigration-induced fail-ure still occurs. We observed two-stage UBM consump-tion in this system during the electromigraconsump-tion test. At the first stage, the 10-m-thick Cu UBM dissolved rather uniformly at the entire Cu UBM–solder interface. In the second stage, when the Cu became thinner, the asym-metrical dissolution of Cu UBM due to the current crowding effect came back. A three-dimensional (3D) simulation was performed to show the distribution of current density during electromigration testing and to help understand the UBM–solder interfacial reaction when we attempt to avoid current crowding by using very thick Cu UBM.
II. EXPERIMENTAL
A schematic diagram of the sample used for electro-migration testing is shown in Fig. 1(a). The Si chip was flipped over and assembled on the organic substrate by using eutectic SnPb solder bumps. The Al pad on the chip was 60 × 60m2, and the lines connecting the pads of two neighboring bumps had a width of 50 m and thickness of 1m. The opening diameter of the dielectric passivation on the chip was 50 m in diameter. The eutectic SnPb solder bumps on the test chip were elec-troplated onto the sputtered TiW (0.2m)/Cu (0.4 m)/ electroplated Cu (10 m) UBM. On the organic sub-strate, the metal trace was Cu (18m) and the bond pad
metal layers on the Cu trace were electroless Ni (5m)/ immersion Au (0.01 m). The opening of the solder mask on the substrate was 120m in diameter.
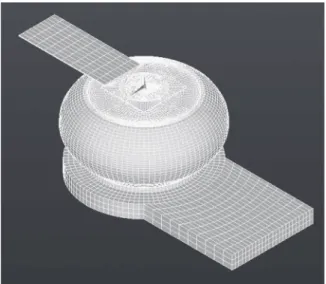
The applied current was 0.6 A, and the average current density at the 50m diameter contact opening was 3.0 × 104A/cm2. During the current stressing, the sample was placed on a hotplate kept at 100 °C in an atmospheric ambient. The resistance change was monitored in situ using a control unit and power supply. To investigate the microstructural change and the failure mode in a solder joint induced by the electromigration tests, a set of solder bumps was cross-sectioned before and after current stressing at various periods of time and examined by field-emission scanning electron microscopy (FE-SEM). A 3D finite element model was constructed to simulate the structure and current density distribution in the flip-chip solder joint as illustrated in Fig. 2. The model used in this study was SOLID69 8-node hexahedral coupled field element using Ansys simulation software (Ansys Inc., Canonsburg, PA). The dimension of the mesh was 3.8m. A detailed description of the simulation can be found elsewhere.12The resistivities of the materials used in the simulation are listed in Table I.
TABLE I. The resistivities of the materials used in the simulation models. Materials Resistivity (⍀ cm) Al 4.3 TiW 70 Cu 1.7 Cu6Sn5IMC 17.5 Eutectic SnPb 14.6 Ni3Sn4IMC 28.5 Ni 6.8
FIG. 2. The 3D finite element model showing the meshes in a solder joint.
III. RESULTS
A. Three-dimensional current density distribution in flip-chip solder joints with a thick Cu UBM
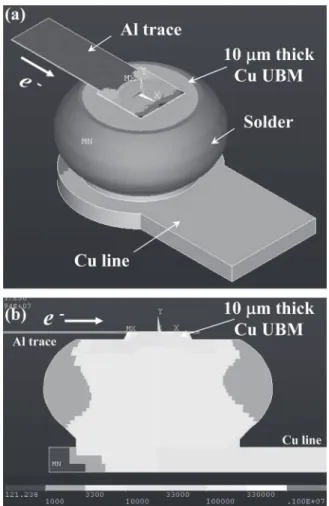
Figure 3(a) shows the simulated 3D current density distribution in the solder joint with 10-m-thick Cu UBM when the applied current was 0.6 A, and Fig. 3(b) shows the current density distribution at the cross section along the vertical Z-axis in Fig. 3(a). The current density in the Al trace was 1.94 × 106A/cm2, and the maximum current density in the Cu UBM was as high as 4.53 × 105 A/cm2, which occurred near the interface between the Al trace and the Cu UBM. The current crowding region has spread about 3-m wide and 5-m deep into Cu. However, there was no serious current crowing at the interface between Cu UBM and solder. The uniform cur-rent density in the solder region was 5.0 × 103 A/cm2, which was much lower than the calculated average value of 3.0 × 104A/cm2at the contact opening as given in the experimental section. Therefore, it is expected that the flip-chip structure with a 10-m-thick Cu UBM could have avoided the electromigration-induced failure of void formation at the cathode where electrons flowed
from the chip to the substrate under 0.6 A current stress-ing.
B. Electromigration in flip-chip eutectic SnPb solder joints with a 10 µm thick Cu UBM
Figures 4(a)–4(c) are SEM images of the cross-sectioned flip-chip solder joints before and after current stressing of 138 h at 100 °C with a current density of 3.0 × 104A/cm2. Before the current stressing, as shown in Fig. 4(a), the microstructure of solder bump showed a typical lamella structure of eutectic SnPb solder, and a small amount of Cu6Sn5 intermetallic compounds (IMCs) was formed under the 10-m-thick Cu UBM. After the current stressing, the Pb atomic flux and the failure of a flip-chip joint related to the consumption of
FIG. 3. (a) The 3D current density distribution in the solder joint with a 10-m-thick Cu UBM. (b) The current density distribution at the Z-axis cross section in (a).
FIG. 4. SEM images of the cross-sectioned surface of flip-chip eu-tectic SnPb solder joints with 10-m-thick Cu UBM (a) as received, (b) after downward current stressing for 138 h at 3.0 × 104A/cm2and
100 °C, and (c) after upward current stressing for 138 h at 3.0 × 104A/cm2and 100 °C.
Cu UBM could be recognized in Figs. 4(b) and 4(c). The arrow marked by “e−
” indicates the direction of electron flow. In the bump with electrons flowing from the chip to the substrate, as shown in Fig. 4(b), the Pb atoms mi-grated toward the substrate side and the Sn atoms dif-fused back to the chip side. This result was in agreement with previous work on electromigration in composite SnPb solder.6The upper region of the solder bump con-sisted of the dark color (Sn-rich) matrix alone while the lower region was composed of gray particles apparently embedded in the white color (Pb-rich) matrix. In addi-tion, the dissolution of almost all the 10-m-thick Cu UBM was observed after 138 h in electromigration test. A large amount of Cu6Sn5IMC was found in the middle of the solder bump. In the opposite case when the elec-trons flowed from the substrate side to the chip side, as shown in Fig. 4(c), the Pb migrated toward the chip and Sn diffused back to the substrate. The upper region of the solder bump consisted of the Pb-rich phase, while the lower region was composed of Sn-rich phase. The layer-type Cu6Sn5 IMC formed under the Cu UBM by con-suming Cu, and a small amount of Ni3Sn4 IMC was observed on the substrate side. Since the reaction rate between Ni and Sn is slower than that between Cu and Sn, the amount of IMC formation on the substrate side in Fig. 4(c) was smaller than that on the chip side in Fig. 4(b), although Sn diffused back to the cathode sides in both cases during electromigration. Comparing the im-ages in Fig. 4, it is clear that the failure occurred due to UBM consumption and voids formation at the cathode of the joint in a downward electron flow case (from the chip to the substrate). The interesting finding in this study is that the final failure mode in flip-chip solder joints with a 10-m Cu UBM was exactly the same as that of the solder joint with a 5-m-thick Cu UBM6 and thin-film UBM13where the current crowding occurred in the sol-der region.
C. Two-stage dissolution of the 10-µm-thick Cu UBM
Figures 5(a)–5(d) show the cross-sectional SEM im-ages of flip-chip solder joints in the case of downward electron flow, from the chip to the substrate, after current stressing for 50, 75, 100, and 120 h, respectively. Elec-trons entered from the upper left-hand side, went down into the bumps, and exited to the lower right-hand side of solder joints as indicated by the white arrows. Figure 5 shows the sequential changes of the Cu UBM thickness, formation of IMCs, and catastrophic failure at the cath-ode side during electromigration. Before the current stressing, as shown in Fig. 4(a), the thickness of Cu UBM was 10 m and a small amount of Cu6Sn5 IMC was formed at the Cu–solder interface. After 50 h of current stressing, as shown in Fig. 5(a), the thickness of the Cu6Sn5IMC increased at the whole interface under the
Cu UBM, and the layer-type dissolution of Cu UBM was observed. When the current stressing time increased to 75 h as shown in Fig. 5(b), the continuous and uniform decrease of the Cu UBM thickness at the whole interface of Cu UBM–solder increase was clearly observable. However, after 100 h current stressing, nonuniform con-sumption of the Cu UBM was observed and many large FIG. 5. SEM images of the cross-sectioned surface of flip-chip eu-tectic SnPb solder joints with a 10-m-thick Cu UBM tested at 3.0 × 104A/cm2and 100 °C after (a) 50 h, (b) 75 h, (c) 100 h, and (d) 120 h.
Cu6Sn5IMCs started to form at the left-hand side corner of the contact window, as shown in Fig. 5(c). After 120 h, there was no more Cu or Cu6Sn5 at the left-hand side corner of the solder bump, see Fig. 5(d). The final failure was the consumption of almost all Cu UBM at the cath-ode interface, as shown in Fig. 4(b). The failure sequence of Figs. 5(c) and 5(d) was similar to the conventional flip-chip solder joints with a 5-m-thick Cu UBM6
or with multilayered thin-film UBM.13
However, the
layer-type dissolution of the Cu UBM before 100 h, as shown in Figs. 5(a) and 5(b), was unique in this study. Below, we shall correlate the two-stage consumption of the 10-m-thick Cu UBM and 3D simulation results of current distribution during electromigration.
Figure 6 shows the dissolution of the Cu UBM as a function of current stressing time. The amount of dis-solved Cu UBM was calculated from the images of the cross-sectioned joints in Figs. 4 and 5. At first, the area of the Cu UBM in Figs. 4 and 5 was measured by using computer software of Image-Pro Plus (Media Cybernet-ics Inc., Silver Spring, MD). The measured Cu UBM area was divided by the length of TiW in each picture, and thus we could obtain the average height of the Cu UBM that remained at each current stressing time. This method gave us reasonable average height of Cu UBM that remained, even though the cross-sectioned images in Figs. 4 and 5 were not the exact center position of flip-chip joints. The thickness of dissolved Cu UBM was obtained from the difference between the average height of Cu UBM after electromigration and that of Cu UBM before electromigration. In Fig. 6, it was observed that the rate of Cu UBM dissolution increased as the current stressing time increased. Especially, there was a big dif-ference in the dissolution rate between stage I of the layered dissolution and stage II of the asymmetric disso-lution of Cu UBM. The average dissodisso-lution rate in stage FIG. 6. Thickness of dissolved Cu UBM at various current stressing
time.
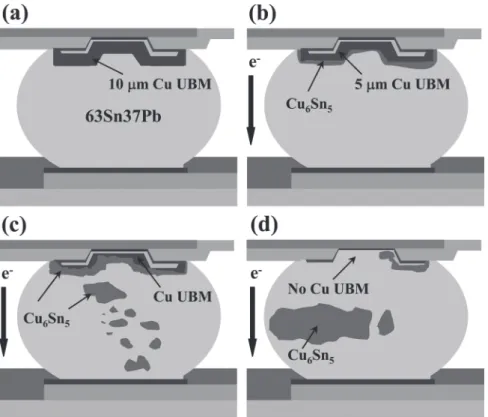
FIG. 7. The failure mechanism of two stages dissolution of a 10-m-thick Cu UBM in a flip-chip joint. (a) Before current stressing, (b) layered dissolution of Cu UBM at the whole Cu UBM/solder interface, (c) asymmetrical dissolution of Cu UBM by the current crowding effect, and (d) after the final failure.
I was 0.0175m/h and that in stage II was 0.0892 m/h. The origin of this accelerated dissolution in stage II was from the current crowding effect discussed in the next section. The current crowding at the Cu UBM–solder interface enhanced the reaction between Cu and Sn and accelerated the consumption of Cu UBM to form the Cu6Sn5IMC.
IV. DISCUSSION
A possible mechanism for the two-stage dissolution of the 10-m-thick Cu UBM under low current density, i.e., the current crowding area located inside the UBM is illustrated in Fig. 7. As shown in Fig. 7(a), the flip-chip solder joint had 10-m-thick Cu UBM before current stressing. In the initial stage of electromigration, since the thickness of Cu UBM was thick enough to contain the current crowding region inside Cu UBM, the current dis-tribution at the entire Cu UBM–solder interface was uni-form and resulted in the layer-type dissolution of the Cu UBM, as shown in Fig. 7(b). However, as the thickness of the Cu UBM decreased with increasing time of current stressing, the effect of current crowding on the nonuni-form current distribution at the Cu UBM–solder interface increased, especially at the location where the electrons flowed into the solder bump. The current crowding drove Cu atoms from the upper left-hand side corner toward the anode and accelerated the formation of Cu6Sn5 IMC at the upper left-hand side corner as shown in Fig. 7(c). The formation of Cu6Sn5 IMC was greatly enhanced as the time increased, and finally the dissolution of Cu6Sn5 IMC into the solder induced the failure in the flip-chip joint as depicted in Fig. 7(d).
In Fig. 8, the simulated 3D current density distribution in the solder joint with a 5-m-thick Cu UBM and the current density distribution at the cross section along Z axis were given when the applied current was 0.6 A. The current crowding effect at the Cu UBM–solder in-terface was clear in Fig. 8(b). The current crowding oc-curs in the upper left corner of the Cu UBM and has spread to the solder region at the upper left corner inter-face between Cu UBM and solder. The peak current den-sity was much higher than the average current denden-sity inside the flip-chip solder bump, and it could accelerate the Cu6Sn5 IMC formation and cause asymmetric Cu UBM consumption as shown in Figs. 5(c) and 5(d). The TiW, which is very thin and bright color above the Cu UBM, does not react with Sn or Cu. The rapid dissolution of the 5-m-thick Cu UBM due to the current crowding at the corner where electrons entered from Al intercon-nect to Cu UBM during electromigration test has been reported elsewhere.6
It is worth mentioning that for a 5- to 10-m-thick Cu by itself, no electromigration occurs with a current den-sity of 3.0 × 104A/cm2at 100 °C for 138 h. The failure
reported here is mainly due to the Cu–Sn chemical reac-tion at the cathode. On the basis of the two-step con-sumption of 10-m-thick Cu UBM in electromigration, we conclude that the increase of UBM thickness to avoid the current crowding effect is not the solution to reduce electromigration-induced failure. A different packaging paradigm is required to solve the electromigration-induced reliability issue in flip-chip technology. V. CONCLUSION
Electromigration of flip-chip solder joints with a 10-m-thick Cu UBM was investigated at 100 °C with a current density of 3.0 × 104A/cm2. The consumption of the thick Cu UBM at the cathode that was the top of the flip-chip joints where electrons flowed from the chip to the substrate induced failure. During the electromigra-tion, a two-stage consumption of the thick Cu occurs with increasing current stressing time. At first, the Cu UBM dissolved layer by layer across the entire Cu UBM–solder interface. After half of the Cu UBM was consumed, the decrease of the Cu UBM thickness had caused the current crowding in the solder region to return and had induced the asymmetrical dissolution and failure FIG. 8. (a) The 3D current density distribution in the solder joint with a 5-m-thick Cu UBM. (b) The current density distribution along the cross section of the Z-axis in (a).
of the Cu UBM. The average dissolution rate of Cu UBM in the second stage was faster than that in the first stage. We have confirmed the change of the current crowding region accompanying the change of Cu UBM thickness by 3D simulation of current density distribution.
ACKNOWLEDGMENTS
The authors would like to thank the support of Na-tional Science Foundation (NSF) Contract DMR-0503726 and Semiconductor Research Corporation (SRC) Contract NJ-1080.
REFERENCES
1. H. John: Lau, Flip Chip Technology (McGraw-Hill, New York, 1996), p. 123.
2. H.K. Kim, K.N. Tu, and P.A. Totta: Ripening-assisted asymmetric spalling of Cu–Sn compound spheroids in solder joints on Si wafers. Appl. Phys. Lett. 68, 2204 (1996).
3. A.A. Liu, H.K. Kim, K.N. Tu, and P.A. Totta: Spalling of Cu6Sn5
spheroids in the soldering reaction of eutectic SnPb on Cr/Cu/Au thin films. J. Appl. Phys. 80, 2774 (1996).
4. C.Y. Liu, H.K. Kim, K.N. Tu, and P.A. Totta: Dewetting of mol-ten Sn on Au/Cu/Cr thin-film metallization. Appl. Phys. Lett. 69, 4014 (1996).
5. T.Y. Lee, W.J. Choi, K.N. Tu, J.W. Jang, S.M. Kuo, J.K. Lin, D.R. Frear, K. Zeng, and J.K. Kivilahti: Morphology, kinetics, and thermodynamics of solid-state aging of eutectic SnPb and Pb-free solders (Sn-3.5Ag, Sn-3.8Ag-0.7Cu and Sn-0.7Cu) on Cu. J. Mater. Res. 17, 291 (2002).
6. J.W. Nah, K.W. Paik, J.O. Suh, and K.N. Tu: Mechanism of electromigration-induced failure in the 97Pb-3Sn and 37Pb-63Sn composite solder joints. J. Appl. Phys. 94, 7560 (2003). 7. K.N. Tu: Recent advances on electromigration in
very-large-scale-integration of interconnects. J. Appl. Phys. 94, 5451 (2003). 8. Assembly and Packaging Section. International Technology
Roadmap for Semiconductors (2005 Edition, ITRS: San Jose, CA), p. 2 Table 93a (http://www.itrs.net/Links/2005ITRS/ Home2005.htm).
9. Y.C. Hu, Y.H. Lin, C.R. Kao, and K.N. Tu: Electromigration failure in flip chip solder joints due to rapid dissolution of copper. J. Mater. Res. 18, 2544 (2003).
10. Y.H. Lin, C.M. Tsai, Y.C. Hu, Y.L. Lin, and C.R. Kao: Electro-migration-induced failure in flip-chip solder joints. J. Electron. Mater. 34, 27 (2005).
11. Y.H. Lin, Y.C. Hu, C.M. Tsai, C.R. Kao, and K.N. Tu: In situ observation of the void formation-and-propagation mechanism in solder joints under current-stressing. Acta Mater. 53, 2029 (2005). 12. T.L. Shao, S.W. Liang, T.C. Lin, and C. Chen: Three-dimensional simulation on current-density distribution in flip-chip solder joints under electric current stressing. J. Appl. Phys. 98, 044509 (2005). 13. W.J. Choi, E.C.C. Yeh, and K.N. Tu: Mean-time-to-failure study of flip-chip solder joints on Cu/Ni(V)/Al thin-film under-bump-metallization. J. Appl. Phys. 94, 5665 (2003).