行政院國家科學委員會專題研究計畫 成果報告
鎳磷、鈷磷與鎳鈷磷合金電鍍之研究
計畫類別: 個別型計畫 計畫編號: NSC91-2216-E-002-040- 執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立臺灣大學材料科學與工程學研究所 計畫主持人: 林招松 計畫參與人員: 鄧伊浚、李威志、陳黼澤 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 92 年 11 月 1 日
行政院國家科學委員會專題研究計畫成果報告
鎳磷、鈷磷與鎳鈷磷合金電鍍之研究
Electroplating of Ni-P, Co-P and Ni-Co-P alloys
計畫編號:
NSC91-2216-E-002-040
執行期限:91 年 8 月 1 日至 92 年 7 月 31 日
主持人:林招松
國立台灣大學材料科學與工程學系(所)
計畫參與人員:
鄧伊浚、李威志、陳黼澤 大葉大學機械與自動化工程學系
一、中文摘要 本計畫探討電鍍液組成和操作參數 對鍍層磷含量、硬度、內應力和電流效率 的影響,藉以發展適合高溫用微電鑄體的 製程。實驗結果顯示直流電鍍時,亞磷酸 的添加會使柱狀晶組織逐漸轉變為層狀 的組織,鍍層晶粒由粗大柱狀晶細化為奈 米級晶粒,同時大幅提高鍍層硬度,然而 電流效率卻下降,而脈衝電鍍則可大幅提 昇電流效率。經由 TEM 照片觀察,亞磷 酸的添加在高磷含量的部分可以觀察到 奈米級的晶粒。含磷合金在低於 400℃熱 處理 1 小時後,硬度因含磷介金屬化合物 的析出而增加,熱處理溫度超過 500℃ 時,鎳基材的再結晶與晶粒成長導致鍍層 硬度下降。同時,鍍層磷含量升高會降低 鍍層再結晶溫度,但會有較多介金屬化合 物的析出,阻礙晶粒成長而保有較高的高 溫強度。另外,鈷磷合金的抗高溫軟化能 力優於鎳磷合金。 關鍵詞:胺基磺酸浴,電鍍鎳磷合金,電 鍍鈷磷合金,奈米晶粒 AbstractThe effects of electrolyte composition and electroplating parameters on the phosphorus content, deposit hardness, internal stress and cathodic current efficiency for Ni-P and Co-P electrodeposits were investigated so as to develop a process for
micro-electroforming the mechanic elements for high-temperature applications. Experimental results indicate that with increasing the bath phosphorous acid concentration, the grain structure of the Ni-P and Co-P alloys, plated at a current
density of 8 A/dm2, was refined as
compared to the coarse columnar structure associated with pure Ni and Co coatings, and hence their hardness was markedly increased, whereas the cathodic current efficiency monotonously decreased with the phosphorus acid concentration. Conversely, the efficiency was enhanced by means of pulse current. TEM further revealed the coatings plated from the bath
with 40 g l-1 phosphorus acid consisted of
nano grains. When annealed at temperatures less than 400 ℃, the hardness of the alloy coatings increased due to the precipitation of P-bearing intermetallic compounds. However, the hardness of the alloy coatings dropped after 1 h of annealing at temperatures exceeding 500 ℃ because of the recrystallization and grain growth of the nickel matrix. Finally, the Co-P alloys had larger high-temperature strength than the Ni-P alloys.
Keywords: Nickel sulfamate bath, Ni-P electrodeposit, Co-P electrodeposit, nano grain
2 二、緣由與目的 在微機電系統中,包含 X-ray 光刻、 電鑄翻模與塑膠微射出的深刻電鑄模造 (LIGA) 技術為一種可製造高精度、高深 寬比的重要方法[1-2],可用於製造 2D 或 3D 微結構。常用於電鑄金屬有鎳、銅、 金,而電鑄金屬必須具備足夠的強度、 低內應力的特性,內應力過高於電鑄過 程中,微結構體易發生剝離、變形與破 裂的情形,微機械元件應用上則需要有 足夠韌性與強度。純鎳的硬度值太低以 及抗高溫軟化的能力較差,合金具有優 於純金屬的強度與韌性組合,可根據使 用的需求,藉由控制成分與微結構而符 合特定的用途,例如,鎳鈷、鎳磷、鎳 錳與鎳鎢合金具有高強度適用於機械結 構物上[2-5],近來 MEMS 也常用此類合 金。此次研究選定鎳磷與鈷磷作為研究 的主題,期能開發耐高溫、高強度、低 內應力且抗蝕性佳的合金。 另外降低內應力的方法還可以藉由 將直流電源形式改變成脈衝電源形式。 運 用 脈 衝 電 流能得到光亮或平滑的鍍 層 , 使 晶 粒 細 化 , 並 可 減 低 內 應 力 [6-10] 。 其 又 可 分 為 開 - 停 式 脈 衝 電 流 (on – off ),在 time-off 的週期中,鍍 液金屬離子補償了擴散層中,擴散的金 屬離子濃度,使電鍍在非常高的表面濃 度下進行,且有高的成核速率,阻礙了 晶粒的成長,因此開-停式機制可使晶粒 細化[11],減少晶體內部的缺陷,降低鍍 層的內應力。另一則為週期性逆衝電流 (periodical reverse),會使先前沈積的 鍍層溶解且發生在鍍層的尖端,所以鍍 層會變得光亮而平坦[11]。 三 、 實 驗 方 法 3.1 電 鍍 分別於基本胺基磺酸鎳和胺基磺酸 鈷中添加 1∼40 g/l 的亞磷酸來製備鎳磷 和鈷磷合金。其中胺基磺酸鎳浴之組成為 鎳離子 90∼100 g/l,硼酸 40 g/l、含水氯 化鎳 3 g/l、潤濕劑 1.8 ml/l;胺基磺酸鈷 則是以 60g/l 鈷離子取代鎳離子。在 50℃ 的鍍液中,以 8 A/dm2的直流電源或不同 型式的脈衝電流進行電鍍,藉由電鍍時間 的控制,在電流效率 100%的前提下,設 定電鍍的時間以製備 70µm的含磷合金鍍 層。底材為 0.3mm 銅板,經前處理後,放 入 5﹪硫酸中酸洗活化 30 分鐘。電鍍槽為 一 21cm ×7cm ×20cm 之玻璃展開槽,展開 槽中固定陰極板與陽極袋間的距離,陰極 板與陽極袋的面積固定,並以固定流量的 空氣來進行攪拌,2.5 公升鍍液中通入氣 體流量為 2150 cm3 /min。而電源形式為脈 衝的部分,其試片先以直流電鍍 30 秒, 再以波形產生器連接電源增幅器,輸出特 定形式的電源。 3.2 內應力量測 採用撓性陰極法量測鍍層內應力,鍍 覆 3 µm 鍍層於 50 µm 銅條上後,量測鍍 層內應力。 3.3 熱 處 理 鍍覆鍍層的銅板分別進行 200、300、 400、500、600、800℃的恆溫熱處理 1 小 時後,空冷到室溫。 3.4 硬度試驗 先將鍍鎳銅材切割為 20mm×3mm, 鍍鎳層與鍍鎳層相對,兩旁在施以鋁夾持 片,以長尾夾夾持固定,熱包埋後進行 #400∼#2500 之水砂紙研磨及 1.0µm∼ 0.05µm 之氧化鋁液拋光。於拋光後的橫 截面金相試片上以維克式微小硬度試驗 機,25g 荷重下量測鎳層硬度,荷重選擇 以壓痕的對角線不超過 30µm 為原則,以 避免邊際效應所造成的影響,每個試片的 硬度值為五點量測的平均。 3.5 組織觀察 製作橫截面金相試片,將做完微小硬 度的試片,再做化學腐蝕後,以光學顯微 鏡觀察。其中腐蝕液成分為硝酸 20c.c、 冰醋酸 30c.c、鹽酸及磷酸各四滴,腐蝕 時間為 2∼20 秒。橫截面 TEM 試片的製 作,是將鍍鎳銅材和鋁夾持片以水冷式砂 輪切割機切割成 20mm×3mm 數塊,鍍鎳 層 與 鍍 鎳 層 相 對 及 兩 旁 的 鋁 夾 持 片 以
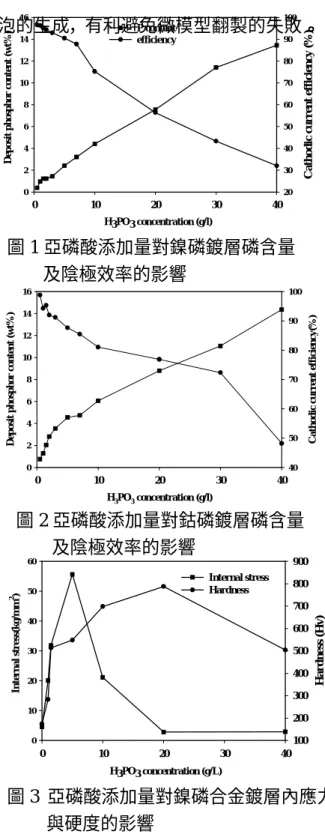
3 圖 2 亞磷酸添加量對鈷磷鍍層磷含量 及陰極效率的影響 H3PO3 concentration (g/l) 0 10 20 30 40 D epos it ph osph or conte n t (w t%) 0 2 4 6 8 10 12 14 16 Catho d ic curr ent efficie n cy(% ) 40 50 60 70 80 90 100 圖 3 亞磷酸添加量對鎳磷合金鍍層內應力 與硬度的影響 H3PO3 concentration (g/L) 0 10 20 30 40 In tern al stre ss(k g /m m 2) 0 10 20 30 40 50 60 H a rd n ess ( H v) 100 200 300 400 500 600 700 800 900 Internal stress Hardness H3PO3 concentration (g/l) 0 10 20 30 40 De po sit ph os ph or co nte n t (w t% ) 0 2 4 6 8 10 12 14 16 Ca tho d ic current e fficiency (%) 20 30 40 50 60 70 80 90 100 P content efficiency 圖 1 亞磷酸添加量對鎳磷鍍層磷含量 及陰極效率的影響 表 1 脈衝電源形式對陰極效率和鍍層磷含 量的影響。*效率大於 100%可能是假 設還原 1 個鎳和磷分別需 2 和 3 個電子 M-Bond 膠堆疊黏貼如三明治夾層般,置 於加熱盤 90℃固化四十分鐘,以慢速鑽 石切割機切割成 3mm×3mm×2mm 四方形 薄塊,用 Crystall bond 黏貼於圓形蓋玻片 上再黏於載台上,經由#400∼#1200 水 砂紙研磨後再由凹窩減薄機(dimpler)拋 光八分鐘,於拋光面上以 M-bond 黏貼內 徑 1mm 的銅網,再以加熱盤 90℃固化四 十分鐘後試片翻面,翻面後繼續以#800 ∼#1200 水砂紙研磨試片至厚度約為 15 μm,再度使用凹窩減薄機進行拋光至鍍 鎳層略破,此時破裂處較薄,最後使用離 子減薄機進行減薄。 四、結果與討論 4.1 成分分析 在鎳磷或鈷磷鍍層中的磷含量皆隨亞 磷酸添加量的增加而遞增,而陰極的電流 效率卻逐漸下降,如圖 1、2 所示,造成 部分電量用來還原氫原子,因而產生過多 的氫氣泡;在電鑄的電沉積過程中,易停 留在微電鑄體的表面而不易脫離,造成電 鑄過程的失敗。 4.2 機械性質量測 採用撓性陰極法量測鍍層內應力,鍍 覆 3 µm 鍍層於 50 µm 銅條上後,量測鍍 層內應力,而添加 5g/l 亞磷酸的內應力試 片因為內應力過大,導致鍍層剝落,故將 鍍覆於銅條的厚度減少為 1.5µm。圖 3 顯 示,在添加微量的亞磷酸後,鍍層磷含量 增加導致硬度大幅上升,而內應力跟著變 大,直到添加亞磷酸 5g/l 時,內應力達到 最大值。亞磷酸添加量超過 5g/l 之後,內 應力開始降低;故添加 10g/l 亞磷酸製備 得到的鎳磷鍍層可具有高硬度和較低內 應力的優點。如果亞磷酸增至 20g/l 時, 鍍層內應力可再降低,但此時效率僅有 50%,不利微電鑄。 在確定添加 10g/l 亞磷酸,以直流電 源形式製備得到的鎳磷鍍層具有應用在 微電鑄的潛力後,嘗試將電源更改為脈衝 形式,希望藉由晶粒細化使鍍層的內應力 再降低。表 1 顯示脈衝的工作百分數γ (duty cycle)對鍍層磷含量影響不大,但 顯著提高陰極電流效率,如此可抑制氫氣 泡的生成,有利避免微模型翻製的失敗。 電流密度 8 A/dm2 16 A/dm2 off on on T T T + 2 1 5 1 2 1 5 1 磷含量 (wt.%) 2.70 2.73 2.46 2.78 Ton(sec) 1836 1836 918 918 陰極效率 (%) 95.71 79.24 104.5* 89.37
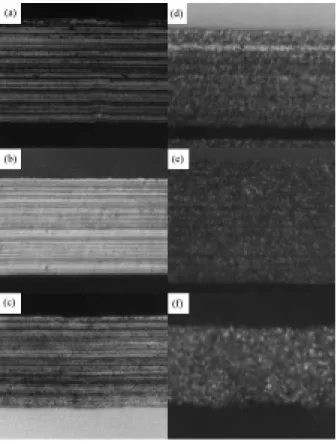
4 另外,相較於直流電鍍,duty cycle 為 1/2 時,鍍層內應力略有下降,duty cycle 為 1/5 時,則沒有顯著影響。 4.3 鍍層微結構 純鎳鍍層呈粗大柱狀晶結構(圖 4 (a)),且柱狀晶的長度和鍍層的厚度相 當,顯示鎳晶粒成核後,可以沿著電場方 向無阻礙成長。添加 1g/l 亞磷酸後,鎳磷 鍍層結晶有兩種對比,一種仍顯示鍍層為 柱狀晶結構,但相較於純鎳鍍層,鎳磷合 金的柱狀晶較為細小,另一種對比為鎳磷 鍍層同時存在著層狀結構(圖 4 (b)),當 柱狀結構中逐漸出現層狀的組織時即是 鍍層的硬度大幅增加的時候,而此時內應 力也隨之增大(圖 3 )。當鍍液的亞磷酸含 量提高到 1.5g/l,所得鎳磷合金呈明顯的 層狀結構(圖 4 (c)),此層狀結構會隨著 鍍液亞磷酸含量增加而逐漸細緻(圖 4 (b) ∼4 (f)),直到亞磷酸含量為 40g/l 時, 所得鎳磷合金已無法由化學腐蝕來解析 其構造,即經過長時間化學腐蝕後,鍍層 仍是平整光亮,而無任何的金相對比產 生,如圖 4 (f)所示。 純鈷鍍層的晶粒為細小的纖維晶( 圖 5 (a) ),添加 1g/l 亞磷酸後同樣會影響到 電化學結晶行為,鈷磷鍍層結晶也有兩種 對比,一種是明顯的纖細柱狀晶結構,另 一種對比為開始出現層狀結構(圖5 (b)), 當鍍液的亞磷酸含量提高到 1.5g/l 時,所 得 鈷 磷 合 金 呈 明 顯 的 層 狀 結 構 ( 圖 5(c)) ,而此層狀結構隨著鍍液亞磷酸含 量增加而逐漸細緻(圖 5 (b)∼5 (f)),直 到亞磷酸含量為 40g/l 時,所得鎳磷合金 已無法由化學腐蝕來解析其構造,而無任 何的金相對比產生,如圖 5 (f)所示。 綜合上列所述,由橫截面 OM 照片可 發現亞磷酸的添加,均會使柱狀晶變細 小,並使柱狀結構轉變成層狀,且隨著亞 磷酸添加量的增加,會使層狀結構越來越 細緻。 4.4 熱處理 由前述結果發現,亞磷酸添加超過 10g/l 後,電流效率變差,不適合用於微 電鑄,所以選擇 1~10g/l 亞磷酸所得鍍 層,進行高溫軟化行為的探討。 圖 4 鎳磷合金鍍層橫截面 OM 照片:(a) 純鎳鍍層和從添加(b)1,(c)1.5,(d) 10,(e) 20,(f) 40g/l 亞磷酸 圖 5 鈷磷合金鍍層橫截面 OM 照片:(a) 純鈷鍍層和從添加(b)1,(c)1.5,(d) 10,(e) 20,(f) 40g/l 亞磷酸
5 圖 7 鈷磷合金硬度與熱處理溫度的關係
Annealing Temperature (oC)
0 200 400 600 800 1000 V icker s H a rd nes s (H v ) 0 200 400 600 800 1000 Pure Co 1g/l,H3PO3 1.5g/l,H3PO3 5g/l,H3PO3 10g/l,H3PO3 圖 6 鎳磷合金硬度與熱處理溫度的關係
Annealing Temperature (oC)
0 200 400 600 800 1000 V ic k er s Har dne ss ( H v ) 0 200 400 600 800 1000 Pure Ni 1g/l,H3PO3 1.5g/l,H3PO3 5g/l,H3PO3 10g/l,H3PO3 圖 8 添加 1g/L 亞磷酸所製備的鎳磷合金 鍍層橫截面 OM 照片:(a)未熱處理和 經(b)300,(c)400,(d)500,(e)600, 圖 9 添加 10g/L 亞磷酸所製備的鎳磷合金 鍍層橫截面 OM 照片:(a)未熱處理和 經(b)300,(c)400,(d)500,(e)600, (f)800℃熱處理 1 小時 圖 10 添加 1g/L 亞磷酸所製備的鈷磷合 金鍍層橫截面 OM 照片:(a)未熱處 理 和 經 (b)300 , (c)400 , (d)500 , (e)600,(f)800℃熱處理 1 小時
6 圖 6 可見在胺基磺酸鎳浴中添加亞 磷酸後,再經由 300~400℃的熱處理後, 硬度值達到高峰,高於經熱處理的硬鉻鍍 層[12],此溫度區間,鍍層硬度隨熱處理 溫度升高而遞增,是肇因於 Ni3P 的析出 (如圖 14、15)。純鎳鍍層雖有較小硬 度,但在 300℃熱處理後,其硬度亦明顯 下降,而從添加 1~10g/l 亞磷酸鍍液中所 得的鎳磷合金雖具有較高硬度,但其硬度 在 400℃以上熱處理後呈明顯下降,此下 降乃是再結晶鎳晶粒成長的結果(圖 14、 15);可見鎳磷鍍層經由 400℃以上的熱 處理後,會有軟化的趨勢。值得注意的 是,含量 1.5g/l 以上鎳磷合金硬度值較純 鎳鍍層高出 3 倍,這種硬化的效果與 Ni3P 的析出有關。 在胺基磺酸鈷中添加亞磷酸後所得 鈷磷鍍層,經由 300~400℃的熱處理後, 硬度值即達到高峰,且其硬化的效果比鎳 磷合金來的好。同樣地,鈷磷鍍層經由 400℃ 以上的熱處理後 ,會有軟化的趨 勢,但其軟化並沒有鎳磷合金鍍層來得嚴 重,所以鈷磷合金鍍層有較佳的高溫抗軟 化能力。 上述鍍層對應橫截面 OM 觀察的結 果發現,在 500℃以上熱處理 1 小時後皆 有再結晶發生,鍍層上再結晶晶粒的生成 導致其硬度急遽下降,且再結晶發生後, 隨著熱處理溫度的提高,晶粒會持續成 長。另外,添加亞磷酸 10g/l 的鎳磷鍍層, 經 400℃熱處理時已開始發生再結晶的現 象(圖 9(c)),可見隨著鍍層磷含量的 增加,發生再結晶的溫度卻反而下降。而 在高磷含量的鍍層,Ni3P 體積分率較大, 能有效阻止鎳晶粒成長,鍍層因而保有較 大的高溫強度。 3.4 橫截面 TEM 觀察 圖 13(a)為純鎳的橫截面 TEM 照片, 顯示鍍層由粗大的柱狀晶組成,柱狀晶的 寬度約為 1µm,同時在柱狀晶內含有許 多結晶缺陷,如差排和雙晶,且雙晶缺陷 的雙晶面大都為同一組平行的晶面。從添 加 1g/l 亞磷酸的鍍液所得的鎳磷合金在 橫截面 TEM 觀察下仍呈柱狀晶結構,沒 有觀察到橫截面 OM 解析的層狀結構(圖 圖 11 添加 10g/L 亞磷酸所製備的鈷磷合金 鍍層橫截面 OM 照片:(a)未熱處理和 經(b)300,(c)400,(d)500,(e)600, (f)800℃熱處理 1 小時 圖 12 橫截面 TEM 觀察:(a)純鎳,(b)添加 1g/l 亞磷酸(c)和(d)為添加 20g/l 亞磷酸 所 得 鍍 層 的 明 、 暗 視 野 , (e) 添 加 30g/l,(f) 40g/l 亞磷酸所得鎳磷鍍層擇 區繞射圖
13(b))。上述結晶構造與缺陷密度差異, 說明添加亞磷酸於胺基磺酸鎳鍍液中,磷 可共鍍於鎳鍍層上,磷的共鍍細化晶粒結 構,同時提高結晶缺陷密度,鍍層因而硬 化。添加 20g/l 亞磷酸於鍍液後,開始觀 察到鎳磷合金呈層狀結構(圖 13(c), (d)),明視野觀察中,層間界面呈現較亮 對比,顯示界面上組成原子的平均原子序 小於層中組成的原子序。EDS 分析發現鍍 層的平均磷含量約為 5.5 wt.%,與 EPMA 所測得的值相接近,但尚無法明確分辨層 間界面與層中間成分差異。又 Shimizu 等 以橫截面高分辨 TEM 觀察發現先前被認 定為非晶質的 Ni77P23 鍍層,在非晶質基 地中尚含有奈米大小的原子有序排列區 域[13]。隨著鍍液中亞磷酸含量的增加, 鎳磷合金層狀變得越加細緻,如圖 13(e) 所示,此時鍍層的結晶性變差。到了鍍液 亞磷酸含量為 40g/l 時,製備的鎳磷為接 近非晶結構,如圖 13(f)的擇區繞射圖所 示,同時,因為非晶結構原子排列沒有次 序,所以整體鍍層的繞射對比均勻,鍍層 不再呈現層狀結構。對應 TEM 的結果, 亞磷酸含量從 20g/l 增加到 40g/l 所製備鎳 磷合金的硬度會下降,應與鍍層由微細結 晶轉為近似非晶有關,非晶材料因為沒有 晶界,所以沒有晶界對應的晶格扭曲,鍍 層硬度因而降低。 圖(14(a))可清楚看見純鈷的柱狀晶 比純鎳的柱狀晶細小,添加亞磷酸後,晶 粒有細化的趨勢,直到鍍液磷含量為 5g/l 時 (圖 14(c)),可以清楚觀察到鍍層中含 有高密度雙晶,且雙晶面平行於電場方 向。由添加 10g/l 亞磷酸鍍液所得鍍層的 明、暗視野可見(圖14(d)和(e)),晶粒組織 非常的均勻,晶粒大小約為數個奈米。 觀察添加 1g/l 亞磷酸經 500℃熱處理 1 小時(圖 15(a)),並未發現有再結晶的 現象,而經 600℃熱處理 1 小時後(圖 15(b)),再結晶的現象出現,但由於磷含 量較低,所以只能觀察到些許 Ni3P 在晶 粒中析出。添加 1.5g/l 亞磷酸經 500℃熱 處理 1 小時(圖 15(c)),已經發生再結 晶現象,支持先前提出隨著鍍層磷含量的 增加,發生再結晶的溫度卻反而下降的論 點;600℃熱處理 1 小時後,再結晶的晶 圖 13 橫截面 TEM 觀察:(a)純鈷,(b)添加 1g/l 亞磷酸(c)添加 5g/l 亞磷酸,(d) 和(e)為添加 10g/l 亞磷酸所得鍍層的 明、暗視野,(f)擇區繞射圖 圖 14 橫截面 TEM 觀察:添加 1g/l 亞磷 酸所得鎳磷合金鍍層經(a)400, (b)600℃熱處理 1 小時;(c),(d) 添加 1.5g/l 亞磷酸所得鎳磷合金 鍍層經 500℃熱處理 1 小時
8 粒持續成長,晶粒變得較為粗大,使得鍍 層強度降低,但 Ni3P 的析出物均從晶界 上析出,此種析出強化的現象造成鎳磷合 金的高溫抗軟化能力較純鎳金屬來得佳 (圖 15(c))。 比較圖 15(c)與 16(c)得知,相同的熱 處理條件下,磷含量愈高的鍍層,Ni3P 的析出物愈多。添加 10g/l 亞磷酸所得鎳 磷合金鍍層經 500℃熱處理 1 小時後,鎳 基地已完全由等軸的再結晶晶粒組成, Ni3P 大都分佈在鎳晶粒的晶界上。 六、計畫成果與自評 本計畫針對鎳磷和鈷磷合金電鍍建立 鍍液成分、鍍層微結構和高溫軟化的關 係,另外亦完成鍍液成分對電流效率和鍍 層內應力的影響。獲致成果可用於耐高溫 微電鑄體之製作,或耐高溫鍍層處理。同 時,鎳磷合金由結晶質轉為非晶質的微結 構衍進和鍍層內應力與微結構的關係亦 具學術價值。另外,脈衝電鍍可以大幅提 升電流效率,未來可對含高亞磷酸鍍液, 進行脈衝電鍍,以製作高磷含量、低內應 力,同時可在高電流效率下製作的微電鑄 體。 六、參考文獻
1. L. T. Romankiw, “A Path: From
Electroplating Through Lithographic Masks in Electronics to LIGA in MENS,” Electrochimica Acta, Vol. 41, Nov.20-22, 1997, pp.2985-3005
2. 周敏傑、呂春福、王紀雯、何淑鈴、
葉信宏,“微結構之合金電鑄技術,”機 械工業雜誌,87 年 8 月號,pp. 150-157.
3. G. A. Malone, “New Developments in
Electro -formed Nickel-Based
Structural Alloys,” Plating and Surface Finishing, January 1987,pp. 50-56.
4. J. W. Dini, H. R. Johnson and J. R.
Helms, “High-Strength Ni-Co Deposits for Electrojoining Applications, ”Report SCL-DR -720090, Sandia, Livermore, CA, 1973.
5. S.T. Ke ,M.D. Ger, W.H. Hwu and,
J.L.Lee ’’The Influence of Pulse Electroforming on the Phosphors Content and Hardness of Ni-P Alloy”, Journal of Materials Science and Engineering, 34(4), 2002, pp. 267-271.
6. C. Kallia and N. Spyrellis, “Crystal
Growth Inhibition in Nickel
Electrodeposition under Pulse Reverse Current Conditions,” Trans. IMF, Vol.72, 1994, pp.124-126.
7. C. Kallia, N. Spyrellis, J. Amblard, M.
Froment and G. Manrin, ”Nickel Plating by Pulse Electrolysis: Textural and Microstructural Modifications due to Adsorption/Desorption
Phenomena,” J. Applied Electrochemistry, Vol20, 1990, pp.1025-1032.
8. C. Kallia and N. Spyrellis, ”Micro
hardness and Roughness in Nickel Electrodeposition under Pulse
Reversed Current Conditions,” Surface and Coating Technology, Vol.58, 1993, pp. 101-105.
9. K.C.Chan, N.S. Qu and D.
Zhu, ”Effect of Reverse Pulse Current on the Internal Stress of Electroformed Nickel,” J. Materials Processing and 圖 15 橫截面 TEM 觀察:添加 5g/l 亞磷
酸所得鎳磷合金鍍層經(a)400, (b)600℃熱處理 1 小時;(c),(d) 添加 10g/l 亞磷酸所得鎳磷合金 鍍層經 500℃熱處理 1 小時
Technology, Vol.63, 1997, pp. 819-822.
10. 林光隆,〝材料表面工程〞,成功大 學,2000(9 月),pp. 3-3-10. 11. S.W. Banovic, K. Barmak and A. R.
Marder, “Microstructural
Characterization and Hardness of Electrodeposited Nickel Coatings from a Sulfamate Bath,” J. Materials
Science, Vol.33, 1998, pp. 639-645. 12. 張允誠、胡如南、向榮,電鍍手冊(上
冊),第二版,國防工業出版社,北 京,1997,pp. 575.
13. K. Shimizu, G. E. Thompson, G. C. Wood and K. Kobayashi,
“Cross-sectional Transmission Electron Microscopy of
Electrodeposited Ni-P Alloys,”
Philosophical magazine, Vol. 61, 1990, pp. 43-48.