Processing Technique and Impact Resistance of Kevlar/FPET/LPET
Protective Nonwoven Fabrics
Ching-Wen Lou
1, b, Shih-Yu Huang
2and Jia-Horng Lin
2, 3, 4,a1Institute of Biomedical Engineering and Materials Science, Central Taiwan University of Science
and Technology, Taichung 40601, Taiwan, R.O.C.
2Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials,
Feng Chia University, Taichung City 40724, Taiwan, R.O.C.
3School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan, R.O.C. 4Department of Fashion Design, Asia University, Taichung 41354, Taiwan, R.O.C.
a[email protected], b[email protected] Keywords: low-melting-point polyester (LPET), Kevlar fibers.
Abstract. Nonwoven fabric technique has been extensively used because nonwoven fabrics can
uses both filaments and staple fibers and have ease of processing, a wide range of raw material sources, and a short production. This study makes protective nonwoven fabrics with Kevlar fibers, flame retardant polyester (FPET) fibers, and low-melting-point polyester (LPET) fibers. The number of lamination layers of the nonwoven fabric is varied and examined to determine their influence on the mechanical properties of the protective nonwoven fabrics. The results of test show that tensile strength and bursting strength of the protective nonwoven fabrics increase as a result of the increased number of lamination layer.
Introduction
Nonwoven fabrics have been commonly used as composite material for sound absorption and other functions [1-3] due to their features of ease of processing, a wide range of material sources, and fast production. The strength and toughness, porosity, and density of nonwoven fabrics depend on the manufacturing parameters, and as a result, nonwoven fabrics have been widely used in industries. Kevlar fibers have high elongation at break and good impact resistance, and thus are commonly used in high velocity impact fields [4], such as bulletproof vests [5]. In many studies of composites, Kevlar is used as reinforcement, and the results of research indicate that the combination of Kevlar fibers can resist the impact at a low velocity [6].This study uses Kevlar fibers, FPET fibers, and LPET fibers for the preparation of protective nonwoven fabrics. The combination of LPET fibers provides bonding as result of thermal treatment, which adds compound features to the protective nonwoven fabrics. The combination of FPET fibers enriches the industrial applications. Finally, this study examines the number of lamination layers on the mechanical properties of the protective nonwoven fabrics.
Experimental Materials
Flame retardant polyester (FPET) fibers (Far Eastern New Century Corporation, Taiwan, R.O.C.) are hollow and have a fineness of 6 D and a melting point of 260 ℃. Low-melting-point polyester (LPET) fibers (Far Eastern New Century Corporation, Taiwan, R.O.C.) have a fineness of 4D and a length of 51 mm. LPET fibers have a skin-core structure, and the melting point of the skin is 110 ℃ and that of the core is 265 ℃. Kevlar fibers (Formosa Taffeta Co, Ltd, Taiwan, R.O.C.) are yielded from nonwoven fabric selvages. Foam materials (Kuang Lung Shing Corporation, Taiwan, R.O.C.) include polyols (agents A) and isocyanate (agent B). Polyurethane Resin (Art
Giant Technology Corporation, Taiwan, R.O.C.) serves as adhesive.
Preparation of Protective Nonwoven Fabrics
Protective nonwoven fabrics contain flame retardant layer and Kevlar absorbent layer, which are combined with needle punching. Flame retardant layer is a nonwoven fabric composed of FPET fibers and LPET fibers at a 90:10 ratio, which undergo opening, carding, laying, needle-punching, and hot pressing at 120℃. Table 1 summarizes the mechanical property of the flame retardant layer. The Kevlar absorbent layer is composed of FPET fibers, Kevlar fibers, and LPET fibers at 85:5:10, and 1, 2, and 3 plies of Kevlar absorbent layer are needle-punched to form 1-, 2-, and 3-ply Kevlar absorbent layers. The flame retardant layer or/and various Kevlar absorbent layers are also needle-punched to form Kevlar/FPET/LPET protective nonwoven fabrics, and denoted as 1F, 1F1K, 1F2K, and 1F3K, where the digit refers to number of layers, “F” is the abbreviation of flame retardant layer, and “K” is the abbreviation of Kevlar absorbent layer.
Table 1. Summary of Mechanical Properties of Flame Retardant Layer Tensile Strength (N) Tear Strength (N) Bursting Strength (N)
LOI value Air Permeability
(cm3/cm2/s) Flame retardant layer CD MD CD MD 159 CD MD 139 138 64 222 131 27 30
Preparation of Sandwich Cushion Panels
The protective nonwoven fabrics (1F, 1F1K, 1F2K, and 1F3K) serve as the top and bottom layer of the sandwich. The interlayer is the PU foam: agents A and B are blended with an 8:2 ratio and stirred at 1200 rpm for 20 seconds. The bottom layer of sandwich is first placed in the mold before PU foam is added, and the top layer of the sandwich then covers the PU foam, after which the mold is sealed and let the PU foam to be cured at room temperature for 24 hours. Various sandwich cushion panels are finally removed from the mold and denoted according to top/bottom layer as 0/1F3K, 1F3K/0, 1F1K/1F1K, 1F/1F2K, and 1F2K/1F.
Tests
Tensile Strength
The tensile strength of the protective nonwoven fabrics is measured with an Instron 5566 (Instron, U.S.) as specified in ASTM D5035-06. The distance between fixtures is 75 mm, tensile speed is 300±10 mm/min, ten samples of each specification is taken along cross machine direction (CD) and machine direction (MD), and sample size is 25.4 mm × 180 mm.
Air Permeability
The air permeability of protective nonwoven fabrics is tested with a TEXTEST (FX3300, Switzerland) with a pressure of 125 Pa, as specified in ASTM D737 Standard Test Method for Air Permeability of Textile Fabrics. Ten samples of each specification measure 25 cm × 25 cm.
Bursting Strength
An Instron 5566 (Instron, U.S.) measures the bursting strength of protective nonwoven fabrics measuring 15 cm × 15 cm as specified in ASTM D3786. Ten samples of each specification are used. The cylinder mold with a diameter of 2.5 cm is used to perform this test at 100±10 mm/min from the top of the samples, and the maximum bursting strength at break is recorded.
Impact Strength
Impact strength of the sandwich cushion panels is measured with an impact strength tester (Kuang Neng Factory Co., Ltd., Taiwan, R.O.C.) The hemispherical probe with a radius of 44.5 mm
and a weight of 9.4 free falls at a gravity of 9000 N and the residual stress is then measured. Five samples of each specification have a size of 10 × 10 cm.
Results and Discussion Tensile Strength
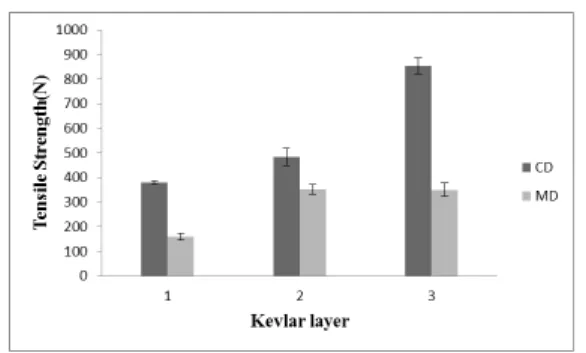
Figure 1. Tensile strength of protective nonwoven fabrics as related to various plies of Kevlar absorbent layer.
Figure 1 shows that an increasing Kevlar absorbent layer results in an increase in tensile strength of the protective nonwoven fabrics. Kevlar has greater stiffness because the aliphatic group in its molecule segment is replaced by aromatic group. The higher the stiffness of Kevlar fibers, the greater the tensile strength of the resulting protective nonwoven fabrics. In addition, skin of LPET fibers melts during hot pressing, and LPET and FPET in the flame retardant layer are thus bonded. As a result, the tensile strength of the resulting protective nonwoven fabrics increases. Tensile strength along the CD is greater than that along the MD. Such a result is due to the fact that most fibers are arranged along the CD, i.e., a greater orientation; therefore, fibers can tolerate a greater force.
Bursting Strength
Bursting strength is influenced by interlocking of fibers and the content of fibers per unit area. Figure 2 shows that increasing Kevlar absorbent layer results in a greater bursting strength. The more Kevlar absorbent layers, the more the content of fibers, and the more bursting strength the nonwoven fabric can tolerate. The combination of LPET fibers and hot pressing causes the bonding between fibers, which helps the bursting strength. In particular, the optimal bursting strength of protective nonwoven fabrics occurs when they are composed of 3-ply of Kevlar absorbent layer.
Figure 2. Bursting strength of protective nonwoven fabrics as related to various plies of Kevlar absorbent layer.
Air Permeability
The greater the number of lamination layers, the lower the air permeability of the protective nonwoven fabrics. More lamination layers increase the content of the fibers within the same area, and the air permeability decreases as the result of the decreased size of pores between fibers. In addition, hot pressing causes LPET fibers to melt, the result of which connects the fibers and eventually results in a greater density of the nonwoven fabrics. A high density of nonwoven fabrics allow a lower amount air to penetrate and thus decreases possesses a low air permeability.
Figure 3. Air permeability of protective nonwoven fabrics as related to various plies of Kevlar absorbent layer.
Table 2. Impact Strength of Sandwich Cushion Panels
Top/Bottom Layer Pure foam 0/1F3K 1F3K/0 1F1K/1F1K 1F/1F2K 1F2K/1F
residual stress (N) 699.72 444.26 410.94 444.26 399.84 388.73
Absorbed Energy (%)
92 95 95 95 95 95
The impact strength test can determine the cushion property of a material, and a low residual stress means that the material can absorb or disperse more impact energy. Table 2 shows that sandwich cushion panel of 1F2K/1F can absorb the greatest impact strength, which is even greater than that of 1F3K/0. When the top of sandwich is a 4-ply protective nonwoven fabric, the interior structure is dense. In addition, the bonding between fibers caused by LPET fibers as a result of hot pressing. Due to these two factors, the energy cannot be transmitted to the lower layers, and thus the impact strength of 1F3K/0 is lower than that of 1F2K/1F.
Conclusion
This study examines the influence of number of lamination layers of the protective nonwoven fabrics on the mechanical properties. With the increasing lamination layers, the tensile strength and bursting strength of the protective nonwoven fabrics increase by 55 % and 62 %, respectively; however, the air permeability decreases by 48 %. Finally, the results of impact strength test show the sandwich cushion panels of 1F2K/1F possess an optimal energy absorption.
Acknowledgement
The authors would especially like to thank National Science Council of the Taiwan, for financially supporting this research under Contract NSC 101-2621-M-166-001.
References
[1] J.H. Lin, C.H. Huang, C.W. Lin and C.W. Lou: J. Eng. Fiber Fabr. Vol. 8 (2013), p. 114. [2] C.W. Lou, C.H. Huang, K.C. Tai, C.W. Lin and J.H. Lin: J. Thermoplast. Compos. Vol. 25
(2012), p. 561.
[3] C.C. Lin, J.H. Lin and C.C. Chang: J. Forensic. Sci. Vol. 56 (2011), p. 1150.
[4] T.T. Li, R. Wang, C.W. Lou and J.H. Lin: Compos. Part B-Eng. Vol. 59 (2014), p. 60. [5] C.R. Cor and P.W. Foster: Int. J. Impact. Eng. Vol. 34 (2007), p. 495..