Mechanical Properties of Al
2O
3–NiAl Composites
Wei-Hsing Tuan
*and Yu-Pan Pai
Institute of Materials Science and Engineering, National Taiwan University, Taipei, Taiwan 106, Republic of China The mechanical properties of the Al2O3–NiAl system areinvestigated in the present study. Specimens containing 0 to 100 vol% NiAl in Al2O3 were prepared by hot pressing.
Both the strength and toughness of the Al2O3–NiAl
com-posites are higher than the values predicted by the rule of mixtures. The grain growth of Al2O3and NiAl in the
com-posites is constrained by each component. The increase in strength is thus partly attributed to microstructural refine-ment. The toughness enhancement is contributed by a com-bination of crack deflection and crack bridging.
I. Introduction
T
HEmechanical properties of ceramics can be improved byadding metallic reinforcements, such as Al,1Ni,2Ag,3Cu,4
Fe,5 Ni
3Al,6 NiAl,7 and Nb3Al.8 Among the metals
investi-gated, NiAl has potential for high-temperature applications due to its high melting point, 1640°C. Furthermore, the oxida-tion and corrosion resistance of NiAl are superior among met-als.9 For metal-toughened ceramics, the toughening effect is
contributed either by crack bridging1–8 or by crack
deflec-tion.5,7 Experimental studies have also suggested that the
toughening behavior depends strongly on the shape of the me-tallic reinforcements. The strength of alumina can also be en-hanced by adding metallic particles.2–8,10 The strengthening
effect is qualitatively attributed to the refinement of matrix grains.2–5,7,10In the present study, NiAl is chosen as the
rein-forcement material for Al2O3. Furthermore, monolithic Al2O3
and monolithic NiAl are also prepared with the same process-ing technique. The strength and toughness of the metal-toughened aluminas are determined.
II. Experimental Procedure
Alumina (TM-DR, Taimei Chemical Co., Ltd., Tokyo, Ja-pan) and various amounts of nickel aluminide (NiAl, Xform Inc., New York) were milled together in ethyl alcohol with an attriator (Model 01-HD, Union Process Inc., U.S.A.) for 12 h. The amount of powder mixtures was around 100 g for each milling run. The rotation speed of the shaft was 300 rpm. Zirconia balls with diameters of 5 mm were used as grinding media. The particle size distribution of the as-received Al2O3
and NiAl powders was determined with a laser particle size analyzer (LS 230, Coulter Co., U.S.A.).
Sintering was performed by hot pressing at 1450°C in a graphite die for 1 h, under an applied pressure of 24.5 MPa. The vapor pressure during hot pressing was kept below 5 × 10−3torr. The dimensions of the hot-pressed specimen were 50 mm in diameter and roughly 4.5 mm in thickness. Hot-pressed specimens were cut into rectangular bars with a diamond saw.
Rectangular specimens were then machined longitudinally with a diamond wheel. The final dimensions of the specimens were 4 mm × 3 mm × 34 mm. The final density was determined by the water displacement method. Phase identification was per-formed by X-ray powder diffractometry (XRD) with CuK␣ radiation. The polished surface was prepared by grinding with a diamond slurry to 6m and polishing with silica suspension to 0.05 m. The microstructure was observed by SEM. The volume fraction of NiAl in the planes perpendicular and par-allel to the hot-pressing direction was determined with an im-age analyzer (Quantimet 520, Cambridge, Co., England). The size of NiAl grains was determined with the line intercept procedure. The interconnectivity of NiAl grains in the com-posites was determined by measuring their electrical resistivity at room temperature. The strength of the specimens was deter-mined by the four-point bending technique at ambient condi-tions. The inner and outer spans were 10 and 30 mm, respec-tively. The rate of loading was 0.5 mm/min. Fracture toughness was determined by the single-edge-notched-beam (SENB) technique. The notch was generated by cutting with a diamond saw. The thickness of the blade was 0.33 mm. The width of the notch was 0.4 mm.
III. Results and Discussion
The particle size analysis reveals that the median size of the as-received Al2O3 and NiAl particles is 0.2 and 5.9 m,
re-spectively. The XRD analysis indicates that no phases other than␣-Al2O3and-NiAl are produced in composites after hot
pressing. The density of the hot-pressed Al2O3–NiAl
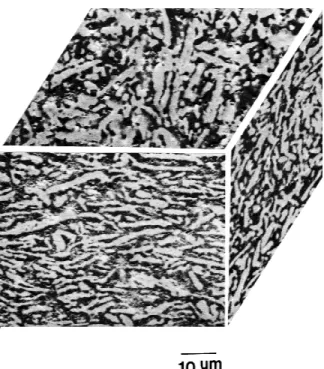
compos-ites is higher than 97.8%. The microstructures of the planes perpendicular and parallel to the hot-pressing direction for the composite containing 50 vol% NiAl are shown in Fig. 1. Elon-gated NiAl particles are found within the Al2O3matrix.
Com-pressive and shear stresses are applied on the NiAl particles during attrition milling. The shape of the as-received NiAl particles is angular. The shape of NiAl particles is changed to elongated flakes during attrition milling. The elongated NiAl flakes tend to stay on the plane that is perpendicular to the hot-pressing direction during hot pressing. Therefore, the long axes of most NiAl particles are perpendicular to the hot-pressing direction. The line intercept of the NiAl particles is shown as a function of NiAl content in Fig. 2. The intercept of the NiAl particles on the planes parallel to the hot-pressing direction is taken along the hot-pressing direction. The inter-cept can be treated as the thickness of the NiAl flakes for most flakes are in a plane perpendicular to the hot-pressing direction. The long axes of the NiAl flakes on the plane perpendicular to the hot-pressing direction are randomly distributed (Fig. 1). The aspect ratio of the elongated flake can be estimated by dividing the size of NiAl on the perpendicular plane to the intercept on the parallel plane. The aspect ratio of the NiAl flakes in the composites varies in a relatively narrow range, from 3 to 4.
The electrical resistivity of the composites is shown as a function of NiAl content in Fig. 3. It suggests that the NiAl grains are interconnected when more than 20 vol% NiAl is added to alumina. The presence of NiAl particles can increase the interdiffusion distance between Al2O3grains. Furthermore,
a small amount of Ni from NiAl may be dissolved in Al2O3
A. Jagota—contributing editor
Manuscript No. 190575. Received November 11, 1997; approved March 15, 1999. Supported by the National Science Council, Republic of China, through Contract Nos. NSC85-2216-E002-028 and NSC86-2216-E002-023.
*Member, American Ceramic Society.
J. Am. Ceram. Soc.,82 [6] 1624–26 (1999)
Journal
during sintering. The nickel ions prefer to segregate at the grain boundaries of alumina.11The size of Al
2O3 grains is thus
re-duced because of the presence of NiAl particles.7
The flexural strength of the Al2O3–NiAl composites is
shown as a function of NiAl content in Fig. 4. The values in the figure indicate an average of six to eight specimens. Error bars show the maximum and minimum values measured. The straight line predicted by the rule of mixtures is also shown for comparison. The strength of the composites is higher than the values predicted by the rule of mixtures. The strength of the composite is a complex combination of matrix strength, rein-forcement strength, interface strength, and the residual stresses induced by thermal expansion mismatch. The rule of mixtures reflects only the contribution from matrix strength and rein-forcement strength. Therefore, the values predicted by the rule of mixtures can only be treated as a basis for comparison. The grain growth of each phase in the composites is constrained by its counterpart. The strengthening effect can thus be attributed partly to the microstructural refinement.
The toughness of the composites is shown as a function of NiAl content in Fig. 5. The values in the figure show the average values of six to eight specimens. The notch width used in the present study is large. It can lead to overestimation of the toughness. Nevertheless, the trend of the increase in toughness with the increase of NiAl content is clear. The values predicted by the rule of mixtures are shown for comparison. The tough-Fig. 1. SEM micrographs of the composite containing 50 vol% NiAl.
The bright phase in the micrographs is NiAl. The micrographs were taken separately from the planes perpendicular and parallel to the hot-pressing direction. The micrographs were then placed to give a 3-D image of the hot-pressed composite.
Fig. 2. Line intercept of NiAl particles on the planes perpendicular and parallel to the hot-pressing direction as a function of NiAl content.
Fig. 3. Electrical resistivity of Al2O3–NiAl composites as a function
of NiAl content.
Fig. 4. Flexural strength of the Al2O3–NiAl composites as a function
of NiAl content.
Fig. 5. Fracture toughness of the Al2O3–NiAl composites as a
func-tion of NiAl content. The notch is either parallel or perpendicular to the hot-pressing direction.
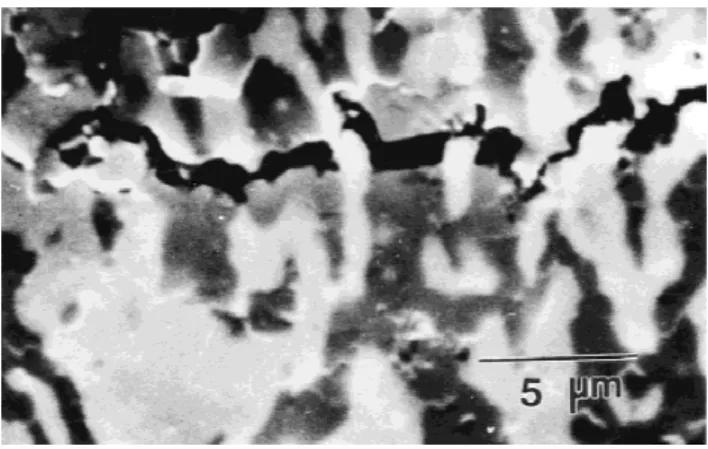
ness of the composites is higher than the values predicted by the rule of mixtures. Furthermore, strong dependence on the orientation is observed. Crack deflection can take place for the Al2O3/NiAl interface is relatively weak.7 The crack surfaces
can also be bridged by the interconnected NiAl grains (Fig. 6). The toughness of Al2O3is therefore enhanced.
IV. Conclusions
The microstructure and mechanical properties of Al2O3–
NiAl composites have been investigated in the present study. The strength of the composites is high because of their refined microstructures. Elongated NiAl flakes are produced after
at-trition milling. These flakes lie in the plane which is perpen-dicular to the hot-pressing direction. Therefore, the toughness of the composites shows a strong dependence on orientation. The toughening effect is contributed by a combination of crack deflection and crack bridging due to the presence of weak Al2O3/NiAl interface and the interconnected NiAl particles.
References
1M. K. Aghajanian, N. H. MacMillan, C. R. Kennedy, S. J. Luszcz, and R.
Roy, “Properties and Microstructures of Lanxide Al2O3–Al Ceramic Composite
Materials,” J. Mater. Sci., 24 [2] 658–70 (1989).
2W. H. Tuan and R. J. Brook, “The Toughening of Alumina with Nickel
Inclusions,” J. Eur. Ceram. Soc., 6 [1] 31–37 (1990).
3W. B. Chou and W. H. Tuan, “Toughening and Strengthening with Silver
Inclusions,” J. Eur. Ceram. Soc., 15 [4] 291–95 (1995).
4S.-T. Oh, T. Sekino, and K. Niihara, “Fabrication and Mechanical Properties
of 5 vol% Copper Dispersed Alumina Nanocomposite,” J. Eur. Ceram. Soc., 18 [1] 31–37 (1998).
5P. A. Trusty and J. A. Yeomans, “The Toughening of Alumina with Iron:
Effects of Iron Distribution on Fracture Toughness,” J. Eur. Ceram. Soc., 17 [4] 495–504 (1997).
6J. Rodel, H. Prielipp, N. Claussen, M. Sternitzke, K. B. Alexander, P. F.
Becher, and J. H. Schneibel, “Ni3Al/Al2O3Composites with Interpenetrating
Networks,” Scr. Metall. Mater., 33 [5] 843–48 (1995).
7W. B. Chou, W. H. Tuan, and S. T. Chang, “Preparation of NiAl-Toughened
Al2O3by Hot-Pressing,” Br. Ceram. Trans., 95 [2] 71–74 (1996).
8T. Klassen, R. Gunther, B. Dickau, F. Gartner, A. Bartels, R. Bormann, and
H. Mecking, “Processing and Properties of Intermetallic/Ceramic Composites with Interpenetrating Microstructure,” J. Am. Ceram. Soc., 81 [9] 2504–506 (1998).
9R. D. Noebe, R. R. Bowman, and M. V. Nathal, “Physical and Mechanical
Properties of the B2 Compound NiAl,” Int. Mater. Rev., 38 [4] 193–231 (1993).
10T. Sekino, T. Nakajima, S. Ueda, and K. Niihara, “Reduction and Sintering
of a Nickel-Dispersed-Alumina Composite and Its Properties,” J. Am. Ceram.
Soc., 80 [5] 1139–48 (1997).
11P. J. Jorgensen and J. H. Westbrook, “Role of Solute Segregation at Grain
Boundaries during Final-Stage Sintering of Alumina,” J. Am. Ceram. Soc., 47 [7] 332–38 (1964). 䊐
Fig. 6. Interactions between a crack generated by indentation and NiAl grains. The composite contains 50 vol% NiAl. Note that the crack surfaces are bridged by the interconnected NiAl particles.