Resin During Mold Filling in Resin-Transfer Molding Process
CHANG-LUN LEE, KUNG-HWA WEIDepartment of Materials Science and Engineering, National Chiao Tung University, Hsinchu, 30049, Taiwan, Republic of China
Received 28 June 1999; accepted 23 October 1999
ABSTRACT: The curing kinetics and the resulting viscosity change of a two-part epoxy/ amine resin during the mold-filling process of resin-transfer molding (RTM) of compos-ites was investigated. The curing kinetics of the epoxy/amine resin was analyzed in both the dynamic and the isothermal modes with differential scanning calorimetry (DSC). The dynamic viscosity of the resin at the same temperature as in the mold-filling process was measured. The curing kinetics of the resin was described by a modified Kamal kinetic model, accounting for the autocatalytic and the diffusion-control effect. An empirical model correlated the resin viscosity with temperature and the degree of cure was obtained. Predictions of the rate of reaction and the resulting viscosity change by the modified Kamal model and by the empirical model agreed well with the exper-imental data, respectively, over the temperature range 50 – 80°C and up to the degree of cure␣ ⫽ 0.4, which are suitable for the mold-filling stage in the RTM process.© 2000 John Wiley & Sons, Inc. J Appl Polym Sci 77: 2139 –2148, 2000
Key words: epoxy; kinetics; DSC; viscosity; resin transfer molding (RTM)
INTRODUCTION
The increasing use of polymer composites in the aerospace industry and in commercial applica-tions has created the need for efficient fabrica-tions of fiber-reinforced composites.1,2 Resin-transfer molding (RTM) of fiber composites prom-ises to be a cost-effective process for producing composite parts with exceptional strength and complex geometry.3⫺5Using RTM can avoid prob-lems of prepreg preparation, storage, and layup as encountered in the traditional autoclave pro-cess. RTM processes involve the introduction of a reactive resin over a short time into a closed mold containing preplaced fabric preforms, then
fol-lowed by curing of the resin.4,5A heated mold is generally used to facilitate the mold filling and fiber impregnation. Thus, during mold filling, the inception of a chemical reaction in the resin takes place, and the resultant resin viscosity increases with filling time. High-performance composite parts require high fiber fractions and long flow paths, which results in a large flow resistance and extremely long mold-filling times. Consequently, a premature gelation of the resin may occur and leads to an incomplete mold filling. Therefore, accurate prediction and precise control of the resin viscosity in the mold-filling process is criti-cal for achieving product consistency and process efficiency. The viscosity of the resin depends on the temperature and the reaction kinetics. A com-plete characterization of the reaction kinetics and the viscosity change of the resin during the mold-filling stage can provide useful information on the relation between the processing variables and the material properties. Resin curing with accompa-Correspondence to: K.-H. Wei.
Contract grant sponsor: National Science Council of Tai-wan, Republic of China; contract grant number: NSC 87-2623-D-009-005.
Journal of Applied Polymer Science, Vol. 77, 2139 –2148 (2000) © 2000 John Wiley & Sons, Inc.
nying significant viscosity changes during the im-pregnation phase is the main issue affecting the processing of RTM parts.6,7A proper mold design
and a good process simulation require an accurate description of the reaction kinetics and the rheo-logical behavior of the resin during the mold-filling stage.
Epoxy resin has gained wide acceptance as the prime matrix resin for high-performance fiber-reinforced composites because it possess a combi-nation of properties such as good thermal, chem-ical, and abrasion resistance and good adhesion. A general autocatalytic kinetic model was devel-oped for describing the curing of epoxy resin in the autoclave processing of polymer compos-ites.8 –10A diffusion-controlled rate constant K
d,
11
a diffusion factor,12,13 and a
temperature-depen-dent function, ␣max (refs. 14 and 15) were incor-porated into the model to account for the diffu-sion-control behavior at the latter stages of the cure reaction. Additionally, various expressions relating the change in viscosity to temperature and the extent of the cure reaction have been developed for composites processing.9,10,14,16,17
Although a number of flow models of mold filling in RTM are available,18 –20they often do not
ad-dress the chemical reaction in the mold-filling process. The chemical reaction and the rheology of polyester, vinyl ester, and polyurethane during the mold-filling process were studied.6,7,16,21
How-ever, only limited information can be found re-garding the cure reaction and viscosity change of the epoxy resin during the filling stage of the RTM process.22Therefore, further studies on the
chemical interaction aspects of the RTM process is necessary to obtain information for process sim-ulation and making appropriate choices of process variables.
In our previous study,23 a kinetic model
de-scribing both the mold filling and the final curing stage of a one-part high-performance epoxy in the RTM process was developed. The suitable temper-ature range for the model was between 160 and 197°C. The objective of this study was to charac-terize the curing kinetics and the viscosity of a two-part epoxy/amine resin in the temperature range 50 – 80°C suitable for the filling stage of the RTM process. A modified Kamal8 kinetic model
was used to describe the curing reaction taking place during the filling process. The resultant vis-cosity change of the resin in the impregnation process of the RTM is also described by an empir-ical model based on the results of the kinetic analysis.
EXPERIMENTAL Materials
The resin used is a two-part epoxy/amine resin, LY564/HY2954, from Ciba–Geigy (Hawthorne, NY). LY564 is the base resin of a bisphenol A epoxy containing a reactive diluent. HY2954 is a hardener of 3,3 ⬘-dimethyl-4,4⬘-diaminodicyclo-hexyl methane. Detailed information of the resin can be found in Table I.
Resin Kinetics
A DuPont Model 2910 differential scanning calo-rimetry (DSC) and a TA Instruments thermal analyzer 2100 system were used to analyze the reaction kinetics of the LY564/HY2954 epoxy/ amine resin by assuming proportionality between the heat evolved during the cure and the extent of the reaction. Samples of 5–20 mg weight were sealed in hermetic pans and heated from 25 to 330°C at a rate of 2, 5, 7, 10, and 20°C/min for the dynamic scanning test. Isothermal DSC experi-ments were conducted at 50, 60, 70, and 80°C. Rheological Measurements
A Rheometrics mechanical spectrometer (RMS-605) in the oscillatory mode was used to evaluate Table I Properties of LY564/HY2954 Resin
Items Properties
Mix ratio LY564 : HY2954 (parts
by weight) 100 : 35
Viscosity (mPa s) at 25°C 617
Minimum viscosity (mPa s) at
70°C 272
Reference time (min) to 1500 mPa
s at 25°C 150
Gel time (min) at 140°C 12
Specific gravity of cured resin 1.14 Cured neat resin dataa
Tensile strength (Mpa) 77
Tensile modulus (GPa) 2.6
Tensile strain (%) 5.0
Poisson’s ratio 0.35
Glass transition temperature
(°C) 147
Water absorption (%) 0.23
(After 10 days immersion in 23°C water)
Ciba–Geigy LY564/HY2954 is a two-part epoxy resin in which LY564 is the base resin of a bisphenol A epoxy contain-ing reactive diluent and HY2954 is the hardener of 3,3 ⬘-di-methyl-4,4⬘-diamino-dicyclohexyl methane.
aFrom Ciba–Geigy data sheet.
the viscosity changes and the gelation that took place during the filling process in accordance to the specification of ASTM D 4473. Measurements were made using 25-mm-diameter disposable parallel plates subjected to forced oscillations with a gap of 0.5 mm. An initial frequency of 10 Hz and an initial strain of 0.1% were applied to perform the isothermal measurements over the temperature range of 50 – 80°C with 10°C inter-vals. The gelation of the sample was assumed to be at the point at which the storage modulus (G⬘) and the loss modulus (G⬙) intersected.
RESULTS AND DISCUSSION Reaction Kinetics
In the kinetic studies by differential scanning calorimetry (DSC), it is assumed that the heat of reaction, dH(t), is proportional to the degree of cure,␣. The rate of the reaction, d␣/dt, as a func-tion of time can be calculated from the rate of heat flow evolved during the curing reaction:
␣ ⫽HH共t兲 U (1) d␣ dt ⫽ 1 HU dH共t兲 dt (2)
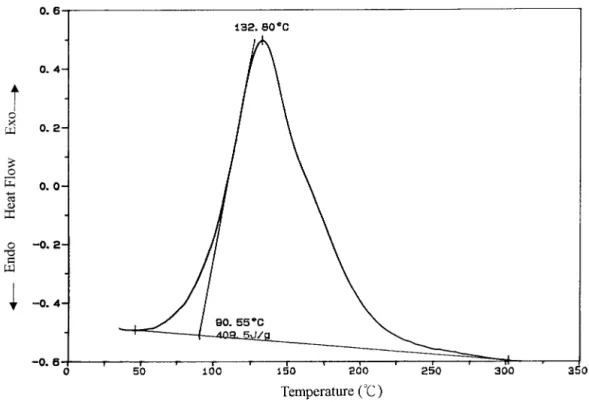
where HUis the average total heat of the reaction measured in the dynamic DSC tests, and H(t), the area under an isothermal DSC curve up to time t. The dynamic DSC thermograms of the LY564/ HY2954 epoxy resin at a heating rate of 10°C/min is shown in Figure 1. In Figure 1, the marked exothermic peak represented the curing reaction with the onset and the peak temperature at 90.55 and 132.80°C, respectively. The average total heat of the reaction, HU, measured at five differ-ent heating rates was found to be 405.3 ⫾ 11.1 J/g. The cure reaction started at 48°C and became pronounced at 90.55°C. Thus, the isothermal DSC measurements of the resin were conducted be-tween 50 and 80°C with a 10°C interval, which is the temperature range suitable for the mold fill-ing of the RTM process.
The reaction rate d␣/dt as a function of time at these four different temperatures is displayed in Figure 2. In Figure 2, the reaction rate increases with time initially and decreases after passing through a maximum. The maximum peak height of the reaction rate increased with increasing temperature. The increase in temperature facili-tated the curing reaction and the maximum of
reaction rate d␣/dt did not occur at the onset of the reaction, indicating the autocatalytic effect of hydroxyl groups in curing of the epoxy resin.11 After passing through this maximum, the reac-tion rate decreases in such a way that it depends on the curing temperature. This decrease can be attributed to the diffusion process in the latter stages of the epoxy cure,24because the cure can-not continue without the diffusion of low molecu-lar weight species. The total amount of heat gen-erated at a given temperature was termed the
isothermal heat of reaction, HT. The maximum degree of cure,␣max, which is defined as the ratio
HT/HU, was found to be a function of tempera-ture, as shown in Figure 3. It is evident that the curing reaction is not completed at any of the test temperatures owing to the diffusion control in the latter stage of the cure reaction. The maximum degree of cure,␣max, depends linearly on the cure
temperature:
␣max⫽ 0.2329 ⫹ 0.0017T ⫻ 共K兲 (3)
Figure 2 Reactin rate, d␣/dt, versus time for different curing temperatures.
Figure 3 Temperature dependence of the maximum degree of cure,␣max. 2142 LEE AND WEI
Therefore, the maximum degree of cure, ␣max,
obtained at a given temperature is introduced into the Kamal expression of reaction kinetics8to account for the autocatalytic curing behavior in the early stage and the diffusion-control process in the latter stage of the epoxy curing reaction:
d␣
dt ⫽ 共K1⫹ K2␣m兲共␣max⫺␣兲n (4)
in which m and n represent the reaction orders. The rate constants K1 and K2 depend on the temperature and correspond to the catalysis by hydroxyl groups initially present in the epoxy resin and the catalysis by hydroxyl groups formed in the curing reaction,11 respectively. K
1 and K2
can be expressed in terms of the Arrhenius ex-pression:
Figure 4 Comparisons of experimental data with predictions by autocatalytic model: reaction rate, d␣/dt, versus degree of cure, ␣, at different temperatures.
K1⫽ A1exp
冉
⫺E1
RT
冊
, K2⫽ A2exp冉
⫺E2
RT
冊
(5)where A1 and A2 are preexponential factors; E1
and E2, the activation energies; R, the gas
con-stant; and T, the absolute temperature. The pa-rameter m, n, K1, and K2were estimated without
any constraints by fitting the experimental data shown in Figure 4 to eq. (4) using a nonlinear regression method. The values of m and n were
found to behave as linear functions of the cure temperature as shown in Figure 5. The two linear functions are given in eq. (6):
m⫽ 1.302 ⫺ 0.003 ⫻ T共K兲
n⫽ 2.528 ⫺ 0.011 ⫻ T共K兲 (6) The rate constants K1 and K2 are displayed as a
function of temperature in Figure 6. In Figure 6,
Figure 6 Arrhenius plot of rate constants, ln K1and ln K2.
Figure 7 Viscosity profiles as a function of time at different temperatures. 2144 LEE AND WEI
the values of A1, A2, E1, and E2 in eq. (5) were
obtained from the intercepts and slope of the lines fitting to the K1, K2 versus 1/T points. They are
7.30⫻ 107min⫺1, 2.53⫻ 102min⫺1, 74.23 kJ/mol, and 26.03 kJ/mol, respectively. Thus, the rate of the reaction d␣/dt for the LY564/HY2954 epoxy/ amine resin can be obtained in the following form:
d␣ dt ⫽
冉
7.30⫻ 10 7exp冉
⫺8.93⫻ 10 3 T冊
⫹ 2.53 ⫻ 102exp冉
⫺3.13⫻ 10 3 T冊
␣ 1.302⫺0.003⫻T冊
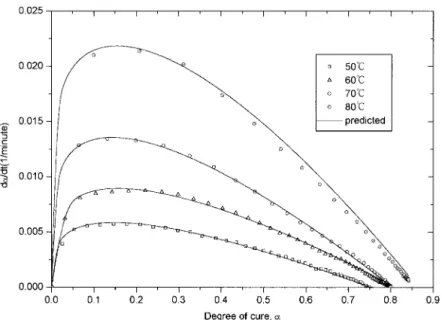
⫻ 共␣max⫺␣兲2.528⫺0.011⫻T (7)In Figure 4, the experimental data of d␣/dt are compared to values of empirical prediction by eq. (7) as a function of the degree of cure␣. A reason-ably good agreement was observed over the tem-perature range of 50 – 80°C. Furthermore, a
max-imum reaction rate that occurred at about ␣ ⫽ 0.15 as a consequence of the autocatalytic be-havior is also clearly presented in Figure 4. Rheological Behavior
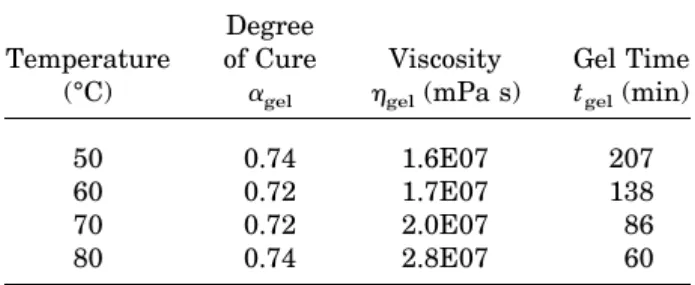
The viscosity is a measure of the resin’s resis-tance to flow and an indication of the degree of cure in the RTM process. The viscosity profile of the LY564/HY2954 epoxy resin as a function of time at different temperatures ranging from 50 to 80°C is given in Figure 7. Upon heating, the vis-cosity of the resin decreases rapidly, showing a minimum value below 1000 mPa s for a certain time period, and then the viscosity experiences a sharp rise toward the gel points. At higher tem-peratures, the viscosity of the resin became lower initially, but increased earlier due to the curing. Hence, at an elevated temperature, the impreg-nation of fabrics by the resin is facilitated ini-tially, but the time (filling time) for the viscosity of the resin remaining below 1000 mPa s that is suitable for the mold filling is reduced. The time required to reach the gel point, viscosity at the gel point, and the degree of cure at the gel point of the LY564/HY2954 resin at various temperatures are given in Table II. Apparently, an increase in tem-perature of the resin in the mold-filling process leads to a higher gel viscosity and a reduced gel time. The degree of cure at gelation remains a constant of 0.73 on average. The resin viscosity can be described by an empirical model,17 ac-counting for the temperature and the curing ki-netics effects. In this model, the viscosity is a
Figure 8 Viscosity as a function of degree of cure,␣, at 60°C. Table II Properties of LY564/HY2954 Epoxy/
Amine Resin at Gel Point
Temperature (°C) Degree of Cure ␣gel Viscosity gel(mPa s) Gel Time tgel(min) 50 0.74 1.6E07 207 60 0.72 1.7E07 138 70 0.72 2.0E07 86 80 0.74 2.8E07 60
function of the temperature and the degree of cure expressed in the following form:
共T, ␣兲 ⫽ 0exp
冉
U
RT ⫹ ␣
冊
(8)where 0 and are constants; U, the activation
energy of the viscous flow; R, the gas constant, and T, the absolute temperature. The constants 0and can be determined by rearranged eq. (8)
as
ln ⫽ P ⫹ ␣ (9)
where P is a parameter representing the initial nonreacting properties25and is defined as
P⫽ ln 0⫹
冉
U R
冊
1
T (10)
Then, ln was plotted against the degree of cure ␣ from the measured data. The viscosity against the degree of cure of the LY564/HY2954 epoxy/ amine resin at 60°C is displayed in Figure 8. The constant can be obtained from the slope of a straight line fitted to the data in the plots at each temperature, as shown in Figure 8. The parame-ter P is deparame-termined as the inparame-tercept of the straight line with the vertical axis. The value of was found to be temperature-dependent as given in Table III. Similarly, 0and U can also be deter-mined from the intercept and the slope of a fitted linear line in a plot of P versus 1/T, as shown in Figure 9. The resulting values of these parame-ters are as follows:
0⫽ 8.74 ⫻ 10⫺7mPa s
⫽ ⫺34.640 ⫹ 0.122 ⫻ T共K兲
U⫽ 5.30 ⫻ 104J/mol
As a result, the viscosity of the LY564/HY2954 epoxy/amine resin can be written as eq. (11): ⫽ 8.74 ⫻ 10⫺7
exp
冉
6.37⫻ 103
T ⫹ 共⫺34.640 ⫹ 0.122 ⫻ T兲 ⫻␣
冊
(11) Table III Temperature-dependent Constant
in Eq. (8)
Constant
Temperature
50°C 60°C 70°C 80°C
4.654 5.988 7.605 8.080
Figure 9 The parameter P in eq. (10) as a function of inverse absolute temperature. 2146 LEE AND WEI
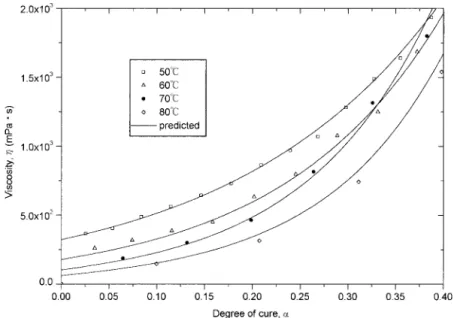
in which T is in degrees Kelvin and is in mPa s. The comparison between the measured viscosity and the predicted viscosity by eq. (11) over the temperature range 50 – 80°C of the filling stages in the RTM process is shown in Figure 10. In Figure 10, the predicted viscosity by eq. (11) agrees well with the measured viscosity up to the degree of cure ␣ ⫽ 0.4, accounting for the whole filling stage for the RTM process of the LY564/ HY2954 resin.
CONCLUSIONS
The curing kinetics of a two-part epoxy/amine resin for mold filling in the RTM processing was analyzed using DSC. A Kamal kinetic model mod-ified with temperature-dependent parameters ac-counting for the autocatalytic and the diffusion effects in the curing reaction was derived. The model parameters were obtained through isother-mal and dynamic DSC analyses in the tempera-ture range 50 – 80°C. An empirical model was adapted to describe the resin viscosity as a func-tion of temperature and the degree of cure for the filling stage of the RTM process. A reasonably good agreement between the predicted and the measured values of viscosity was obtained for the mold-filling stage.
The authors are grateful for the financial support of this study from the National Science Council of Taiwan, Re-public of China (Grant NSC 87-2623-D-009-005). REFERENCES
1. Stover, D. High-Perform Compos 1994, Jul/Aug, 18 –21.
2. Karlsson, K. F.; Astrom, B. T. Composites A 1997, 28, 97–111.
3. Beckwith, S. W.; Hyland, C. R. SAMPE J 1998, 34, 7–19.
4. Spoerre, J.; Zhang, C.; Wang, B.; Panas, R. J Com-pos Mater 1998, 32, 1244 –1272.
5. Foley, M. F. SAMPE Q 1991, Jan, 61– 68.
6. Michaud, D. J.; Beris, A. N.; Dhurjati, P. S. J Com-pos Mater 1998, 32, 1273–1296.
7. Lin, R. J.; Lee, L. J.; Liou, M. J. Polym Compos 1993, 14, 71– 81.
8. Kamal, M. R.; Sourour, S. Polym Eng Sci 1973, 13, 59 – 64.
9. Yousefi, A.; Lafleur, P. G.; Gauvin, R. Polym Com-pos 1997, 18, 157–168.
10. Halley, P. J.; Mackay, M. E. Polym Eng Sci 1996, 36, 593– 609.
11. Cole, K. C.; Hechler, J. J.; Noel, D. Macromolecules 1991, 24, 3098 –3110.
12. Khanna, U.; Chanda, M. J. Appl Polym Sci 1993, 49, 319 –329.
13. Barral, L.; Cano, J.; Lopez, A. J.; Lopez, J.; Nogueira, P.; Ramirez, C. J Appl Polym Sci 1995, 56, 1029 –1037.
14. Kenny, J. M. Compos Struct 1994, 27, 129 –139.
Figure 10 Comparison of experimental data with model predictions: viscosity versus degree of cure,␣, at different temperatures.
15. Kenny, J. M.; Trivisano, A. Polym Eng Sci 1991, 31, 1426 –1433.
16. Kenny, J. M.; Maffezzoli, A.; Nicolais, L. Compos Sci Technol 1990, 38, 339 –358.
17. Stolin, M. A.; Merzhanov, A. G.; Malkin, A. Y. A. Polym Eng Sci 1979, 19, 1074 –1080.
18. Phelan, F. R., Jr. Polym Compos 1997, 18, 460 – 476. 19. Cai, Z. J Compos Mater 1992, 26, 1310 –1338. 20. Parnas, R. S.; Salem, A. J. Polym Compos 1993, 14,
383–394.
21. Kendall, K. N.; Rudd, C. D. Polym Compos 1994, 15, 334 –348.
22. Chan, A. W.; Hwang, S. T. Polym Eng Sci 1991, 31, 1149 –1156.
23. Lee, C. L.; Ho, J. C.; Wei, K. H. Polym Eng Sci, accepted.
24. Olivier, P.; Ioualalen, K.; Cottu, J. P. J Appl Polym Sci 1997, 63, 745–760.
25. Lane, J. W.; Khattack, R. K. SPE ANTEC Tech Pap 1987, 33, 982–986.