光學膜片紫外光固化轉寫成形之有限元素分析研究
118
0
0
全文
(2) 光學膜片紫外光固化轉寫成形之有限元素分析研究 Finite Element Analysis on UV Curing of the Optical Films 研 究 生:陳雅雯. Student: Ya-Wen Chen. 指導教授:洪景華 教授. Advisor: Prof. Ching-Hua Hung. 國 立 交 通 大 學 機 械 工 程 研 究 所 碩 士 論 文. A Thesis Submitted to Institute of Mechanical Engineering College of Engineering National Chiao Tung University in Partial Fulfillment if the Requirements for the Degree of Master of Science in Mechanical Engineering June 2004 Hsinchu, Taiwan, Republic, of China 中華民國九十三年六月 2.
(3) 光學膜片紫外光固化轉寫成形之有限元素分析研究. 學生:陳雅雯. 指導教授:洪景華 教授. 國立交通大學機械工程研究所. 摘要 本論文針對光學膜片紫外光固化轉寫成形技術與公差,進行有限元 素數值模擬研究。首先透過各項 UV 膠固化及轉寫實驗,了解 UV 膠在 微米尺度下之流動特性以及固化後之轉寫精度;在進行轉寫實驗的同 時,亦測量了 UV 膠固化放熱以及紫外光曝光之溫度效應。其次建立了 與轉寫實驗裡翻鑄鎳膜仁相同微結構尺寸,以及相同 UV 膠塗佈厚度之 網格模型,再依所量得溫度,合理的給定溫度邊界條件,進行有限元素 熱傳分析,以求得紫外光固化過程中,模仁以及 UV 膠的溫度場分佈。 獲得此結果後,即可進行紫外光固化轉寫成形之熱變形模擬分析,求得 翻鑄鎳模仁以及 UV 膠熱變形分佈結果及轉寫之公差。 經過一連串的膜片轉寫實驗以及製程模擬,證明了熱變形有限元素 分析應用在此製程設計上的可行性。. 3.
(4) Finite Element Analysis on UV Curing of the Optical Films. Student: Ya-Wen Chen. Advisor: Prof. Chinghua Hung. Institute of Mechanical Engineering National Chiao Tung University. ABSTRACT. This thesis is focused on the finite element analysis of the techniques and the tolerance control on UV curing for making optical films. Experiments were first conducted to find the fluid characteristics and the accuracy of replication of UV curing process in micrometer scale. The temperature effects on the heat emission of from both UV curing process and exposure of light source were also studied. Secondly, a finite element mesh was constructed with the same geometrical dimension of micro-pattened die and spread UV resin as those used in the experiments. Combined with measured temperature raise, this mesh was used to perform thermal deformation simulation to obtain the dimensional change of micro-pattern on the optical film. The errors of replication on the UV curing process from both experiment and numerical simulation were also compared and discussed.. 4.
(5) 誌謝. 兩年來的碩士生活,首先要感謝指導教授洪景華博士對於課業、研 究以及生活上各方面的指導提攜,學生獲益良多,對於未來生活有莫大 幫助,謝謝老師兩年來不辭辛勞對學生的照顧與指導。 在研究與學習的過程當中,要感謝林佳榮、洪榮崇、陳進龍、王中 興、蔡宇中以及林佳慶學長,同窗兩年的黃建溢及何奇忠同學,感謝你 們給予我許多建議及課業、研究上的指導切磋,還有同門的琇晶學妹、 維德以及智偉學弟,感謝你們的幫忙,讓我能夠順利的完成學業及增加 生活上的樂趣。 在實驗方面,要感謝工研院機械所的徐達偉先生以及姚柏宏先生, 同步輻射微結構小組的許博淵博士以及黃彥璋同學,中科院應化所以及 長興化工楊儒泰經理,還有好朋友王秋惠同學,感謝你們的鼎力相助, 使我的論文可以順利完成。 最後要謝謝我的奶奶、媽媽、弟弟以及妹妹對我的支持與鼓勵,因 為有你們的陪伴,我才能安心的完成我的學業,謝謝你們。 感謝大家,有你們的存在,我才能生活過的多采多姿,度過低潮、 征服挫折,僅以此論文獻給你們,有你們真好。. 5.
(6) 目錄. 中文摘要 ……………………………………………………………… Ⅰ 英文摘要 ……………………………………………………………… Ⅱ 誌謝. ……………………………………………………………… Ⅲ. 目錄 …………………………………………………………………… Ⅳ 表目錄 ………………………………………………………………... Ⅵ 圖目錄 ………………………………………………………………... Ⅶ 第一章 緒論 …………………………………………………………. 1 1.1 引言 ………………………………………………………….. 1 1.2 光源(背光)模組簡介 ……………………………………… 1 1.3 紫外光固化轉寫成形製程 …..……………………………… 2 1.4 研究動機與目的 …………………………………………….. 3 1.5 研究方法與步驟 …………………….………………………. 4 1.6 紫外光固化轉寫成形製程之文獻回顧 …………………….. 5 1.7 論文章節簡述 ……………………………………………….. 6 第二章 UV 膠之材料特性 ……………………………………………. 14 2.1 UV 膠材料性質 ……………………………………………… 14 2.2 UV 膠變形之數學模式 ……………………………………… 15 2.3 UV 膠材料之成形特性 ……………………………………… 16 第三章 材料試驗 ……………………………………………………... 22 3.1 紫外光壓印固化轉寫成形實驗流程簡介 ………………….. 22 3.2 手動紫外光壓印固化轉寫成形實驗 1 ……………………… 22 3.2 手動紫外光壓印固化轉寫成形實驗 2 ……………………… 24 6.
(7) 3.3 中科院應化所之 UV 膠固化實驗 ………………………….. 26 第四章 有限元素模擬分析 ...………...………………………………. 57 4.1 有限元素模擬分析軟體簡介 ..……………………………… 57 4.2 模擬流程 …………………………………………………….. 58 4.3 翻鑄鎳模仁受熱變形模擬 ………………………………….. 58 4.4 UV 膠固化時溫度變化與體積收縮之模擬 ………………… 62 4.5 修正後之模擬 ……………………………………………….. 66 第五章 結論與未來展望 ……………………………………………... 98 5.1 結論 ………………...………………………………………... 98 5.2 未來展望 …………………………………………….………. 101 參考文獻 ……………………………………………………………… 103 附錄 1. UV 膠之各種物理性質…………………………………… 105. 附錄 2. UV 膠 CTE 量測數據……………………………………… 106. 7.
(8) 表目錄. 表 3.1 轉寫前後微結構特徵幾何圖形尺寸比對結果 ……………... 25 表 3.2 UV 膠 LD 波長/固化時間表 ……….………………………... 26 表 3.3 表 3.3 UV 膠 LA 波長/固化時間表 …………………………. 26 表 3.4 UV 膠 LD 釋放熱量比較表 ...……………………………….. 27 表 3.5 UV 膠 LA 釋放熱量比較表 …………………..……………... 28 表 4.1 翻鑄鎳模仁材料性質一覽表 ………………………………... 60 表 4.2 編號 LA UV 膠之材料性質一覽表 ………………………….. 64 表 4.3 模擬與實驗結果微結構尺寸比較表 ………………………… 65 表 4.4 翻鑄鎳模仁微結構尺寸實際量測數據 ……………………… 67 表 4.5 壓克力薄膜各項材料係數 …………………………………… 68 表 4.6 修正之模擬結果與實際轉寫微結構尺寸數據比較表 (模型 A)……………………………………………………... 71 表 4.7 模型 A 與模型 B 有限元素分析結果比較 ………………….. 73. 8.
(9) 圖目錄. 圖 1-1. 傳統背光系統概念圖 ………………………………………... 8. 圖 1-2. 熱壓成形示意圖 ……………………………………………... 9. 圖 1-3. 紫外光輥壓固化轉寫成形示意圖 …………………………... 10. 圖 1-4. 紫外光壓印固化轉寫成形示意圖 …………………………... 11. 圖 1-5. 快速原型系統(SLA)之示意圖 …………………………… 12. 圖 1-6. 紫外光輥壓固化轉寫成形機台之一 ………………………... 13. 圖 2-1. 塑膠分類圖 …………………………………………………... 17. 圖 2-2. 環氧樹脂化學結構圖 ………………………………………... 18. 圖 2-3. Cross Linking 示意圖 ………………………………………... 19. 圖 2-4. 非牛頓流體種類圖 …………………………………………... 20. 圖 2-5. 不定形高分子之材料行為 …………………………………... 21. 圖 3-1. 光罩對準曝光機 ……………………………………………... 29. 圖 3-2. 曝光機放置欲曝光物件之架台 ……………………………... 30. 圖 3-3. 手動紫外光壓印固化轉寫成形步驟 1: 模仁下緣倒適量 UV 膠 ……………………………………… 31. 圖 3-4. 手動紫外光壓印固化轉寫成形步驟 2: 以橡膠滾筒由下緣向上施力壓印 …………………………... 32. 圖 3-5. 手動紫外光壓印固化轉寫成形步驟 3: 放入紫外光曝光機內進行曝光 ……………………………... 33. 圖 3-6. 工研院六角柱緊密結構模仁與光學膜片成品 ……………... 34. 圖 3-7. UV 膠薄膜曝光一秒:大部分 UV 膠皆未固化 ……………. 35. 圖 3-8. 轉寫實驗 1 中所使用之 V-cut 模仁 …………………………. 36. 9.
(10) 圖 3-9. 工研院微結構為六角柱緊密結構之模仁 ………………….. 37. 圖 3-10 微結構為六角柱緊密結構之 UV 膠光學膜片成品 ………… 38 圖 3-11 六角柱緊密結構之光學膜片 OM 照片(單位:µm)……… 39 圖 3-12 六角柱緊密結構光學膜片 OM 照片: 局部放大照片(單位:µm)………………………………… 40 圖 3-13 手動實驗 1 中 V-cut 微結構之 UV 膠光學膜片成品 ………. 41 圖 3-14 V-cut 微結構之光學膜片曝光五秒 OM 照片 1 ……………… 42 圖 3-15 V-cut 微結構光學膜片曝光五秒 OM 照片 2 ………………… 43 圖 3-16 曝光一秒之 UV 膠膜與壓克力分離照片 1 …………………. 44 圖 3-17 半固化 UV 膠呈現黏著狀 …………………………………… 45 圖 3-18 已經完全固化的光學膜片 UV 膠薄膜從壓克力薄膜上被剝 離 ……………………………………………………………… 46 圖 3-19 已固化 UV 膠膜薄具有彈性 ………………………………… 47 圖 3-20 手動轉寫實驗 2:V-cut 翻鑄鎳模仁 ………………………… 48 圖 3-21 手動轉寫實驗 2:翻鑄鎳模仁 SEM 照片 …………………… 49 圖 3-22 手動轉寫實驗 2:V-cut 微結構轉寫光學膜片 OM 照片 1 …. 50 圖 3-23 手動轉寫實驗 2:V-cut 微結構轉寫光學膜片 OM 照片 2 …. 51 圖 3-24 手動轉寫實驗 2:V-cut 微結構轉寫光學膜片 OM 照片 3 …. 52 圖 3-25 手動轉寫實驗 2:V-cut 微結構轉寫光學膜片 OM 照片 4 …. 53 圖 3-26 手動轉寫實驗 2:V-cut 微結構轉寫光學膜片 OM 照片 5 …. 54 圖 3-27 UV 膠(LA)固化放熱曲線圖 …………………………………. 55 圖 3-28 UV 膠(LD)固化放熱曲線圖 …………………………………. 56 圖 4-1. 模擬流程圖 …………………………………………………... 75. 圖 4-2. 模仁 3D 微結構尺寸圖(母模)…………………………….. 76. 圖 4-3. 模仁 2D 之微結構尺寸及網格圖(母模)…………………… 77. 10.
(11) 圖 4-4. 初步翻鑄鎳模仁邊界條件示意圖 …………………………... 78. 圖 4-5. 初步翻鑄鎳模仁在工作溫度下之熱變形結果 ……………... 79. 圖 4-6. 初步 UV 膠邊界條件示意圖 ………………………………… 80. 圖 4-7. 初步 UV 膠放熱、冷卻之體積收縮結果 …………………… 81. 圖 4-8. 翻鑄鎳模仁微結構尺寸量測圖 ……………………………... 82. 圖 4-9. 翻鑄鎳模仁微結構尺寸量測圖之缺陷部分 ………………... 83. 圖 4-10 修正後翻鑄鎳模仁模型尺寸 ………………………………... 84 圖 4-11 修正後 UV 膠熱變形模型 …………………………………… 85 圖 4-12 不同微結構數量之 UV 膠幾何模型比較圖 ………………… 86 圖 4-13 修正後 UV 膠邊界條件 ……………………………………… 87 圖 4-14 修正後 UV 膠模擬固化收縮結果(模型 A) ……………… 88 圖 4-15 修正後 UV 膠模擬固化收縮結果(局部放大) (模型 A)…. 89 圖 4-16 修正後 UV 膠模擬固化收縮(A 部分 局部放大) (模型 A)90 (模型 A)91 圖 4-17 修正後 UV 膠模擬固化收縮(B 部分 局部放大) 圖 4-18 修正後 UV 膠模擬固化收縮(C 部分 局部放大) (模型 A)92 圖 4-19 修正後 UV 膠模擬固化收縮結果(模型 B)……………….. 93 圖 4-20 修正後 UV 膠模擬固化收縮結果(局部放大) (模型 B)…. 94 圖 4-21 修正後 UV 膠模擬固化收縮(A 部分 局部放大) (模型 B)95 圖 4-22 修正後 UV 膠模擬固化收縮(B 部分 局部放大) (模型 B)96 圖 4-23 修正後 UV 膠模擬固化收縮(C 部分 局部放大) (模型 B)97. 11.
(12) 第一章 緒論. 1.1 引言 近幾年來 LCD 顯示器已由最初之電腦監視器用途延伸到民生娛樂 (手機、PDA、LCD TV…等)用途,其中 LCD 顯示器部分也由中尺寸 向上發展為大型家電用顯示器(日前三星電子發表全球尺寸最大的 57 吋液晶電視用 Full HD 級 TFT-LCD) 。據顯示器市調機構-Display Search 公司最新的大尺寸 TFT-LCD 報告顯示,2003 年第四季包括 10 吋以上 尺寸的 TFT-LCD 銷售收入,季度連續成長為 25%,按年份比較則倍增 101%,取得創記錄的 80 億美元銷售收入。出貨量也比預期要高,達到 了 3,000 萬。筆記型電腦、LCD 顯示器和液晶電視(LCD TV)市場的 增幅加速,推動了大尺寸 LCD 的發展。 2003 年第四季,液晶電視模組出貨量季成長為 56%,年度成長為 245%,出貨量總共為 209 萬。液晶電視面板出貨量比預期增加 2%,液 晶電視面板在整個大尺寸TFT-LCD中所占的比重從 5%升高到 7%。 因此,顯而易見的,在各大尺寸 TFT-LCD 廠商及家電大廠皆競相 投入開發的情況下,向上發展的大尺寸 LCD 面板必然是未來趨勢。. 1.2 光源(背光)模組簡介 一般的平面面板顯示器可分為自發光型和非自發光型,非自發光型 LCD 顯示器必須借重於照明光源的輔助才能表示出靜態的數據文字和. 12.
(13) 動態的影像畫面等資訊,因此,照明光源的明亮度及其光度分佈的設計 均隨不同的產品架構而有所變化。筆記型電腦、數位相機、手機及 LCD TV…等此產品的表示面板(Panel)現階段都是非自發光型的 LCD 顯示 器,因此,在省能源、省空間和高亮度等需求下,不同類型、結構及材 料的光源模組均被積極的研究開發出來。 一般性光學光源模組中又分為面光及背光模組,傳統的背光模組結 構如圖 1-1 所示[1],包含了擴散片、稜鏡片、反射板及導光板等光學膜 片。擴散片將光源均勻擴散於面板上,稜鏡片用來增加導光效應,反射 板將光線以全反射及半反射方式反射光線,導光板則是用來當作光線傳 播媒介,光源經過這些光學膜片特殊的光學性質作用後,以最大的效益 被應用。於非自發光型之 LCD 顯示器中,一般小型的背光模組(例如 手機面板,PDA、LCD 面板……等)大都用射出成形的方式製造,但此 方式於大面積面板製造時,會出現射壓不足,造成短射或是填充不足之 現象,所以並不適用於中大型背光模組的光學膜片成形。故對於大面積 面板的成形,採用的是熱壓(Hot embossing) (圖 1-2)[2]或是紫外光固 化轉寫成形(UV curing)製程[3]來製造。本論文將以目前積極進行研 究開發的紫外光固化轉寫成形製程作為研究目標。. 1.3 紫外光固化轉寫成形製程 紫外光固化轉寫成形製程其成形方式是利用一種能夠吸收紫外光 能量後而產生固化的特殊高分子(UV 膠)來製作光學膜片,其應用製 程包含了紫外光輥壓固化轉寫成形(圖 1-3)及紫外光壓印固化轉寫成 形(圖 1-4)[4]等製程。. 13.
(14) UV 膠之所以能夠吸收紫外光之後產生化學變化而固化,是因為 UV 膠吸收高能量紫外光的能量之後,其分子產生裂解生成自由基,造成丙 烯酸酯雙鍵打開,行鏈聚合反應,使其固化。此法起初是為解決環保問 題而開發,後因紫外光固化轉寫成形塗模特性優異,如硬度、耐溶劑性、 立體性及固化速度快等,進而吸引全世界業者積極開發,目前全世界應 用在各用途的 UV 膠塗料已接近 23 萬噸(1990 年-2003 年) 。. 1.4 研究動機與目的 目前 LCD 顯示器的價格仍高,以致不能被一般大眾所接受,然而 繼韓國面板大廠陸續進入量產階段之後,友達、廣輝、奇美、瀚宇彩晶 及中華映管等五家台灣大尺寸 TFT-LCD 面板之 7 代廠的投資計畫也陸 續出爐。面板廠商勢爭相進入生產毛利率較高的 LCD 顯示器面板領域。 如此一來,因為面板供給大量增加而造成價格不斷滑落,將廣為大眾所 接受,對 LCD 顯示器的購買能力也因此大幅提高。 LCD 顯示器未來主要成長動力來自於價格下降所帶動的需求,以及 各國積極推動數位廣播政策的結果。根據顯示器市調機構 -Display Search 調查估計,大尺寸 LCD 面板隨 TFT-LCD 廠商相繼投入第五、六 代生產線,將帶動大尺寸面板成本明顯下降,進一步刺激 LCD 顯示器 的市場需求。至 2006 年,LCD 顯示器市場估計將成長至 1620 萬台,與 2002 年的 130 萬台相比較,年複合成長率達 92%,對目前積極規劃大尺 寸面板的台灣廠商而言,未來發展的潛力可觀。 在各家大廠爭相投入 LCD 顯示器領域的同時,提升國內廠商關鍵. 14.
(15) 光學零組件的自給能力,並提升國內廠商在大尺寸微細結構光學膜片上 的製程技術,以降低關鍵光學元件外購之成本,是極重要的關鍵點。 本論文研究目的,是針對未來在大尺寸微結構光學膜片量產上具有 競爭優勢的紫外光固化轉寫成形技術,進行有限元素數值模擬研究。利 用此製程所製作出的光學膜片產品,以表面微結構特徵幾何圖形尺寸精 度為良率指標。光學膜片表面微結構之各種特徵幾何圖形設計,有改善 光學性質之效能,故精密加工的特徵尺寸精度要求高。而轉寫後光學膜 片的微結構特徵幾何圖形尺寸誤差(譬如特徵角度、長度及深度誤差等) 會造成光學效能不佳之現象。所以研究中將逐步分析各製程步驟,探討 各步驟中會造成光學膜片表面微結構幾何誤差之原因,以有限元素數值 分析模擬,配合實際轉寫實驗的驗證,供實際製作微結構模仁和元件成 形時的製程參考依據,以期有效降低測試及製作成本,協助解決製程上 之困難處,進而開發改良光學膜片紫外光固化轉寫成形製程。. 1.5 研究方法與步驟 光學膜片是一表面具有微細結構之產品,本論文開始之研究重點 為光學塑膠在此類微尺度下之流動特性及轉寫性的探討;其次,分析 紫外光固化轉寫成形之製程,評估 UV 膠完全填充的可行性,並以有 限元素軟體 ABAQUS 做數值分析模擬,探討光學塑膠原料 UV 膠以紫 外光固化轉寫成形法製作光學膜片成形的尺寸誤差精度問題,用以提 供製程參數之選用。. 15.
(16) 本研究之進行步驟如下: (1) 蒐集有關 LCD 光源模組中的背光模組之光學元件及類似產品的製 造加工之資訊,以及紫外光固化轉寫成形加工、表面微細紋樣轉 寫成形等相關文獻,再進行資料研讀分析與整合。 (2) 經由資料蒐集與實驗量測,建立紫外光固化轉寫成形法的模擬分 析所需之材料物性資料。 (3)建立模擬光學膜片紫外光固化轉寫成形法之計算網格並訂定邊界 條件。 (4)進行初步的數值模擬,以建立分析模式。. 1.6 紫外光固化轉寫成形製程之文獻回顧 在搜尋有關光學膜片紫外光固化轉寫成形的文獻中發現,大部分資 料是將 UV 膠當作其他用途材料,譬如微影蝕刻製程中的光阻材料、各 種材質接著劑、填縫及披覆材料……等等,直接當作光學膜片原料的相 關資料數量極少,下面將搜尋到的文獻做一簡介。 1.快速原型系統介紹 SLA(Stereo Lithography Apparatus) 此種快速原型機,是目前最早商業化(1988 年)的快速原型(Rapid Prototyping, RP)機器(圖 1-5),亦是最早利用紫外光固化樹脂原理量產 產品的機台,由 3D system 公司所研發成功,也是全世界銷售最廣之機 器。其工作原理以 He-Cd 或 Argon 紫外線雷射光掃描(scan)光固化樹 脂液面,使欲成型之位置之樹脂固化成薄薄一層約 0.1 ㎜-0.25 ㎜。[5]. 16.
(17) 2.光學膜片紫外光固化轉寫成形 增亮膜在業界習稱 BEF(Brightness Enhancement Film)或是稜鏡 片,有一技術是在厚度僅 125 µ m 的 Polyester 光學薄膜上利用高能量紫 外光將特殊 Acrylic Resin 固化成細微的稜鏡結構[3],成形方式有壓印轉 寫及輥壓轉寫兩種。 紫外光輥壓固化轉寫成形製程,需要一實際紫外光輥壓固化轉寫成 形機台(圖 1-6)進行實驗,目前並無實際機台可供研究實驗,故本研 究選取紫外光壓印固化轉寫成形方式為主要探討之光學膜片成形製程。 光學膜片紫外光壓印固化轉寫成形製程,主要步驟為以表面具有特 徵幾何圖形微結構之模仁,以壓印方式讓模仁模穴內填充 UV 膠,經過 紫外光曝光固化後,再行脫模取出光學膜片成品,此時光學膜片表面已 有一層具有特徵幾何圖形之微結構。轉寫後之微結構特徵幾何圖形尺寸 會因為不同的原因而造成與原微結構尺寸上的誤差值。 研究中利用替代的手動操作紫外光壓印固化轉寫成形實驗,獲得實 際光學膜片轉寫後表面微結構之幾何誤差數據,來驗證模擬結果,評估 有限元素數值分析運用在紫外光固化轉寫成形各種應用製程中之可能 性。. 1.7 論文章節簡述 接續著本章節所針對光學膜片紫外光壓印固化轉寫成形製程之介 紹後,在本論文第二章將介紹 UV 膠之材料特性。第三章則說明各材料 物性實驗,作為下一步進行有限元素模擬分析的基礎。第四章中,首先. 17.
(18) 介紹論文中所使用的模型前理器軟體、有限元素套裝軟體與數值模型的 建立方式,然後將進行模擬後之結果一一討論分析。最後在第五章裡, 會將本論文之研究結果做一總結,並說明未來展望。. 18.
(19) 【圖 1-1】傳統背光系統概念圖. 19. By 奇美電子.
(20) 【圖 1-2】熱壓成形示意圖[1]. 20.
(21) 【圖 1-3】紫外光輥壓固化轉寫成形示意圖. 21.
(22) 【圖 1-4】紫外光壓印固化轉寫成形示意圖[4]. 22.
(23) 【圖 1-5】快速原型系統(SLA)之示意圖[5]. 23.
(24) 【圖 1-6】紫外光輥壓固化轉寫成形機台之一. 24.
(25) 第二章 UV 膠之材料特性. 本章節將針對 UV 膠之材料性質、數學模式以及成形特性等進行介 紹。. 2.1 UV 膠材料性質 高分子可以分為塑膠及橡膠兩大種類,而塑膠又可以分為熱固體 (Thermosetting)及熱塑體(Thermoplastics)兩種(分類圖如圖 2-1) , 其中,熱固體一般稱為熱固性塑膠,如酚甲醛(Phenol Formaldehyde) 及環氧樹脂(Epoxy)(圖 2-2)等。這種材料在液體狀態時,其分子呈 長鏈狀排列,經過加溫加壓後使其反應而固化(Curing) ,分子鍊產生交 錯鏈結現象(Cross linking) (圖 2-3) ,有如絞纏在一起的麵條而使材料 呈現堅硬狀態,其強度則來自於分子鏈間的凡德瓦力,固化後即使再行 加溫也無法使此種材料軟化或是熔融再製[6]。 UV 膠在高分子的分類中,亦屬於上述的熱固性塑膠,液態的 UV 膠其分子呈現長鏈狀,而在經過紫外光照射後而產生固化現象,其分子 鏈成交錯鏈結狀,而固化後的 UV 膠經過加溫後並不會改變其型態,因 此歸類為熱固性塑膠。[6] UV 膠本身具有黏彈性的機械性質,其彈性係數、熱傳導係數、黏 度等材料常數隨著 UV 曝光時間及曝光劑量而改變,所以在模擬時該以 何種模式來模擬 UV 膠的材料性質是首先要決定的課題。在文獻中,鮮. 25.
(26) 少有關於 UV 膠的研究資料,根據資料[6],UV 膠其剪應力(Shear Stress) 與剪應變率(Shear Rate)呈現一種非線性關係,亦即黏度不是一個定 數,此類流體稱為非牛頓流體(圖 2-4)。 UV 膠液態時類似膠水,根據文獻亦將其歸類為黏彈性流體,故先 將其假設成黏彈性的數學模式。所以本研究在模擬紫外光固化轉寫成形 製程中,其材料在固化前之數學模式設定為黏彈性行為。 了解 UV 膠基本的材料性質後,研究中根據其性質,在下一節找出 適合的數學模式來代表 UV 膠的行為模式。. 2.2 UV 膠變形之數學模式 文獻中有一群學者以黏彈性或黏塑性的模式來表現高分子的行為 [7][8],例如 Schrank,Kim,Leis,等人。此時材料通常有較大之變形, 時間對材料之變形效應也不可被忽略,亦即材料具有潛變(Creep)或 應力鬆弛(Stress relaxation)的行為時,就必須考慮時間的效應。而黏 彈性與黏塑性模式的差異在於,黏彈性材料的流動特性與所受應力、應 v ;而黏塑性材料的流動特性只與所受應 變的歷程有關( ε& ij = β(σ ij , ε kl)) v 力的歷程有關( ε& ij = β(σ ij))。一般這種模式多用來模擬變形量大或變. 形速率快的製程。 基本的線性黏彈性積分公式[9]為:. σ (t ) =. ∫. t. 0. 2 G (t − t ′ )ε&d t ′ +. ∫. t. 0. 2 K (t − t ′ )φ&d t ′. 26. (1).
(27) 其中 G 為剪模數(shear modulus) K 為體模數(bulk modulus) ε 為偏差應變(deviatoric strains) ψ 為體積應變(volumetric strains) 透過潛變或應力鬆弛試驗,可取得 G 值與時間的關係,將之代入公 式(1) ,便可計算出材料的應力隨時間增長所造成的變化,同時換算出 應變的變化;也就是模擬出材料的時間效應行為。 因為在本研究中之紫外光製程時間相當短暫,所以潛變之時間效應 不明顯,此於模擬中雖有導入其項,但對於分析結果應無顯著影響,故 在之後模擬中,UV 膠之材料性質將合理假設為一般彈性體。. 2.3 UV 膠材料之成形特性 UV 膠材料是一種具有特殊性質之高分子聚合物,紫外光能量大小 以及 UV 膠本身合成之配方是影響成形的重要參數。紫外光能量越強, 越容易在短時間內使 UV 膠吸收能量而產生鏈聚合反應,使其固化。而 配方的改良,不僅可以降低其黏度使之加工容易,更可增加硬度及減少 收縮。本研究中所使用的 UV 膠是由工研院所提供日本東條公司所生產 的光學等級 UV 膠系列產品,其材料特性列於附錄 1。 為了更進一步的了解 UV 膠實際成形特性及獲得模擬所需材料係 數,研究中在下一章節設計規劃了各項有關 UV 膠固化及轉寫成形實驗。. 27.
(28) 【圖 2-1】塑膠分類圖[6] 28.
(29) 【圖 2-2】環氧樹脂化學結構圖. 29.
(30) 【圖 2-3】Cross Linking 示意圖[6]. 30.
(31) 【圖 2-4】非牛頓流體種類圖[6]. 31.
(32) 【圖 2-5】不定形高分子之材料行為[6]. 32.
(33) 第三章 材料試驗 為了進一步的了解 UV 膠成型特性以及驗證之後模擬的變形結果, 研究中設計規劃以下各項關於 UV 膠的固化轉寫實驗;UV 膠固化轉寫 實驗可幫助了解實際上 UV 膠在液態時的流動特性、固化前後的變化及 實際的轉寫結果。. 3.1 紫外光壓印固化轉寫成形實驗流程簡介 本階段實驗流程為: (1) 製作一具有特徵幾何圖形微結構之模仁(以下簡稱母模)。 (2) 母膜以電鑄方式翻鑄一鎳模仁(此為實驗中所使用之模仁,以下 簡稱鎳模仁) 。 (3) 進行紫外光壓印固化轉寫成形實驗。 (4) 進行轉寫後光學膜片之表面觀測及微結構特徵圖形尺寸量測。 第(1)及第(2)步驟之製作實驗用模仁,是委託工研院機械所進 行製作。而第(3)步驟內容則是參考工研院機械所簡化之手動紫外光 壓印固化轉寫成型方式進行轉寫光學膜片實驗,此實驗細內容在以下的 3.2 小節裡有詳細講解介紹。實驗完成後利用各種觀測及量測儀器進行 第(4)步驟。. 3.2 手動紫外光壓印固化轉寫成形實驗 1 本階段實驗是由財團法人國家同步輻射研究中心微結構小組實驗 室協助實驗進行。實驗中所使用的紫外光曝光機是光罩對準曝光機(圖. 33.
(34) 3-1、3-2) 。實驗所採用的 UV 膠材,是由日本東條公司所提供的產品, 共有兩種: (1)編號 LD,此種產品液態外觀呈現乳白狀,黏度較低。 (2) 編號 LA,此產品液態外觀呈現透明狀,黏度較編號 LD 的 UV 膠高。 以下敘述實驗的內容中將會說明兩種膠之選擇使用狀況。 整個實驗步驟是參考工研院機械所以手動方式製作紫外光壓印固 化轉寫成形 UV 膠光學膜片之流程,步驟如圖 3-3 到圖 3-6 (工研院徐達 偉先生示範流程照片)。本轉寫實驗所採用的是編號 LA 的 UV 膠。 (1)在模仁下緣倒下適量 UV 膠。(圖 3-3) (2)蓋上壓克力薄薄膜後,使用橡膠滾筒施力,均勻的由 UV 膠 所在的下緣往上緣施力,使 UV 膠將鎳模仁及壓克力薄膜緊 密貼合。 (圖 3-4) (3)將壓克力薄膜朝上放置於曝光機下進行約 15-20 秒的紫外光曝 光。 (圖 3-5) (4)將壓克力與鎳模仁分離,此時已形成微結構的 UV 膠會緊密 的附著在壓克力薄膜上,左邊便是已經製作完成的光學膜 片。 (圖 3-6) 工研院機械所使用的紫外光曝光機,每單位面積下一秒紫外光線量 為 7.5mJ,模仁結構為六角柱緊密結構,UV 膠則與本實驗用的是同一 款產品(編號 LA 之 UV 膠)。 另一方面,在同步輻射微結構小組實驗室內,使用的模仁為同步輻 射微結構小組所提供之 V-cut 模仁,光罩對準曝光機之紫外光波長為 365nm 及 400nm 兩種波長,每單位面積下一秒紫外光線量約為 30-44mJ。. 34.
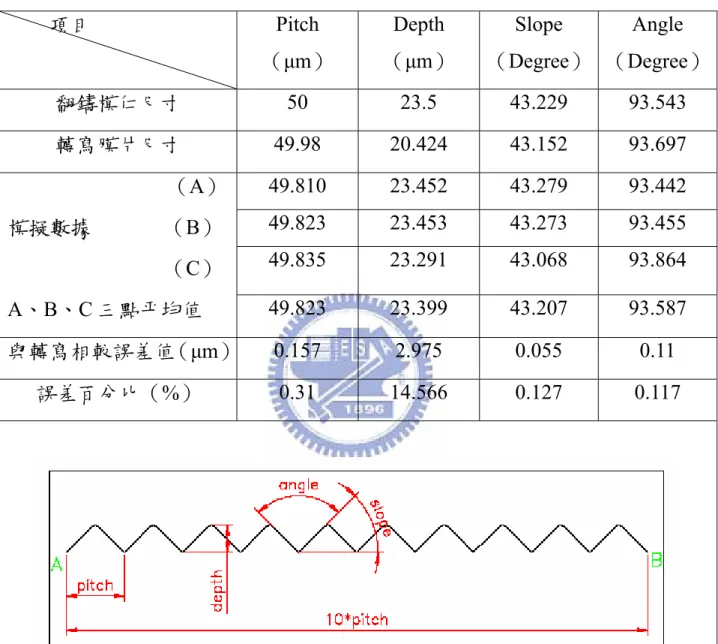
(35) 本實驗依循上述步驟,進行光學膜片手動紫外光壓印固化轉寫成形 實驗。在第(3)步驟的曝光歷程中,初步分為照射紫外光未達一秒、 一秒、五秒及十秒四個階段,初步實驗結果發現,未滿一秒的曝光並不 能使壓克力薄膜上的 UV 膠固化,未固化部分仍呈現黏稠狀(如圖 3-7) , 而一秒雖然已經可以成形,但是沒有曝光五秒以上來的堅固,所以可以 知道的是本實驗用 UV 膠並不能夠達到短於一秒固化的程度。 透過本實驗,可以初步的了解 UV 膠在接受曝光過程時的一些現 象: (1)面向紫外光光源面的 UV 膠會先吸收紫外光能量而開始固化。 (2)未完全曝光的 UV 膠會停留在停止曝光時的狀態,某些部分已經 固化,而某些部分則依舊保持黏稠狀,不會再改變型態。 (3)經由光學 膜片轉寫成品的表面觀測,根據圖 3-15 的觀測照片,可以看到模仁微結 構之特徵幾何圖形清楚的轉寫到 UV 膠表面上,觀測照片可以看出轉寫 後特徵幾何圖形為梯形結構的邊緣,並沒有導角現象,A 面與 B 面呈現 的角度指出液態 UV 膠的確可以完全填充模仁模穴,流動性佳,但固化 後的 UV 膠微結構特徵幾何圖形尺寸是否會產生誤差,則尚需要接續的 實驗得到實際數據,方能了解。 本部分轉寫實驗製作出的光學膜片之觀測照片以及相關照片如圖 3-8 至圖 3-19 所示。. 3.2 手動紫外光壓印固化轉寫成形實驗 2 此部分轉寫實驗是由工研院機械所協助完成,母模微結構特徵幾何 圖形 V-cut 尺寸為寬 50µm、高 25µm 及底角 90 度。鎳模仁由工研院機 械所提供(圖 3-20),轉寫過程如 3.2 流程四步驟,使用材料為編號 LA 之 UV 膠。. 35.
(36) 本轉寫實驗結果將與之後有限元素模擬分析結果做一驗證比對,而 此實驗所使用之鎳模仁尺寸即作為模擬時所需之模型尺寸。 經過固化後的膜片,由探針式掃描儀器 ET4000 測量轉寫後微結構 特徵幾何圖形實際尺寸大小,所得結果如下表 3.1,轉寫後的量測照片 如圖 3-21 至 3-26。. 表 3.1 轉寫前後微結構特徵幾何圖形尺寸比對結果: 項目. Pitch. Depth. Slope. Angle. (µm). (µm). (Degree). (Degree). 50. 25. 45. 90. LA. 49.98. 20.4236. 43.1516. 93.6968. LD. 49.97. 19.6104. 41.9316. 96.1368. 膠種 母模尺寸. 根據量測出來的結果,可以清楚比較出兩種膠的轉寫結果:編號 LA 的 UV 膠收縮量較編號 LD 的 UV 膠小,轉寫結果較優良。但是兩種 膠皆會因為本身的收縮,而造成轉寫結果微結構寬度、高度及角度的誤 差。. 36.
(37) 3.3 中科院應化所之 UV 膠固化實驗 本部分實驗是委託中科院應化所所做的 UV 膠固化實驗,進行本實 驗時,在紫外光波長方面分成了 310nm、330nm、350nm、380nm 及 400nm 五種曝光波長,整個實驗結果如下表所示:. 表 3.2 UV 膠 LD 波長/固化時間表 波長(nm). 310. 330. 350. 380. 400. 固化時間(sec). 240. 240. 240. 240. 無反應. 表 3.3 UV 膠 LA 波長/固化時間表 波長(nm). 310. 330. 350. 380. 400. 固化時間(sec). 240. 366. 366. 240. 無反應. UV 膠本身在吸收紫外光之後的固化過程中會釋放熱量,業界亦會 根據釋放出來的熱量來判斷 UV 膠的固化程度。實驗中發現,本實驗用 UV 膠釋放熱量並不是呈現線性變化,實驗結果的 UV 膠熱量/時間曲線 圖如圖 27、圖 28 所示。 由曲線圖中可以發現 UV 膠在經過照射後的某個時間點會發生劇烈 放熱現象,也就是說 UV 膠在此時的反應最為激烈,整理出來的結果如 下表:. 37.
(38) 表 3.4 UV 膠 LD 釋放熱量比較表 波長(nm). 310. 330. 350. 380. 照射時間(sec). 42. 47.1. 44.8. 53.1 無反應. 53.6. 64.4. 28.3 無反應. 釋放熱量(mW) 70.6. 400. 表 3.5 UV 膠 LA 釋放熱量比較表 310. 330. 350. 380. 照射時間(sec) 25.8. 33.2. 32.8. 35.5 無反應. 釋放熱量(mW) 77. 32. 65. 波長(nm). 30. 400. 無反應. 另外發現,本實驗用的兩種 UV 膠對於波長 400nm 的紫外光沒反 應,由此可知先前在同步輻射微結構小組實驗室進行的基本 UV 膠固化 實驗,UV 膠所吸收的是波長 365nm 的紫外光能量。 經過這兩種 UV 膠的固化實驗後,可以知道的是,本實驗用 UV 膠 如果是以每單位面積下一秒紫外光線量小於 40mJ 以下的曝光機,紫外 光波長 300nm-400nm 的紫外光照射,則無法達到短於一秒固化的程度。 一般用於紫外光的基本公式如下: E=I×T E:紫外線量(紫外光露光量) 單位: ( mJ cm2 ) I:UV 照度 單位:( mW cm 2 ) T:照射時間 單位: (sec). 38.
(39) 如果想要縮短 UV 膠固化時間,就必須提高紫外光的能量,目前獲 知日本方面已經有機台可以達到每單位面積下一秒紫外光線量 200mJ 以上,也許使用高強度的紫外光曝光機可以使 UV 膠做到短於一秒固化 的程度。 在接續的第四章中,本研究根據上述設計規劃的 UV 膠固化及轉寫 成形實驗流程及實驗參數,進行此光學膜片紫外光固化轉寫微結構尺寸 誤差的有限元素分析模擬研究。. 39.
(40) 【圖 3-1】光罩對準曝光機(同步輻射中心). 40.
(41) 【圖 3-2】曝光機放置欲曝光物件之架台. 41.
(42) 【圖 3-3】手動紫外光壓印固化轉寫成形步驟 1: 模仁下緣倒適量 UV 膠. 42.
(43) 【圖 3-4】手動紫外光壓印固化轉寫成形步驟 2: 以橡膠滾筒由下緣向上施力壓印. 43.
(44) 【圖 3-5】手動紫外光壓印固化轉寫成形步驟 3: 放入紫外光曝光機內進行曝光。 (工研院紫外光曝光機內部). 44.
(45) 【圖 3-6】工研院六角柱緊密結構模仁與光學膜片成品. 45.
(46) 【圖 3-7】UV 膠薄膜曝光一秒: 大部分 UV 膠皆未固化. 46.
(47) 【圖 3-8】轉寫實驗 1 中所使用之 V-cut 模仁 (同步輻射微結構小組提供). 47.
(48) 【圖 3-9】工研院微結構為六角柱緊密結構之模仁. 48.
(49) 【圖 3-10】微結構為六角柱緊密結構之 UV 膠光學膜片成品. 49.
(50) 【圖 3-11】六角柱緊密結構之光學膜片 OM 照片(單位:µm). 50.
(51) 【圖 3-12】六角柱緊密結構光學膜片 OM 照片: 局部放大照片(單位:µm). 51.
(52) 【圖 3-13】手動實驗 1 中 V-cut 微結構之 UV 膠光學膜片成品 (同步輻射). 52.
(53) 【圖 3-14】V-cut 微結構之光學膜片曝光五秒 OM 照片 1 (同步輻射) (單位:µm). 53.
(54) 【圖 3-15】V-cut 微結構光學膜片曝光五秒 OM 照片 2 (同步輻射) (單位:µm). 54.
(55) 【圖 3-16】曝光一秒之 UV 膠膜與壓克力分離照片 1. 55.
(56) 【圖 3-17】半固化 UV 膠呈現黏著狀. 56.
(57) 【圖 3-18】已經完全固化的光學膜片 UV 膠薄膜從壓克力薄膜上被剝離. 57.
(58) 【圖 3-19】已固化 UV 膠膜薄具有彈性. 58.
(59) 【圖 3-20】手動轉寫實驗 2: V-cut 鎳模仁. 59.
(60) 【圖 3-21】手動轉寫實驗 2: 鎳模仁 SEM 照片. 60.
(61) 【圖 3-22】手動轉寫實驗 2: V-cut 微結構轉寫光學膜片 OM 照片 1. 61.
(62) 【圖 3-23】手動轉寫實驗 2: V-cut 微結構轉寫光學膜片 OM 照片 2. 62.
(63) 【圖 3-24】手動轉寫實驗 2: V-cut 微結構轉寫光學膜片 OM 照片 3. 63.
(64) 【圖 3-25】手動轉寫實驗 2: V-cut 微結構轉寫光學膜片 OM 照片 4. 64.
(65) 【圖 3-26】手動轉寫實驗 2: V-cut 微結構轉寫光學膜片 OM 照片 5. 65.
(66) 【圖 3-27】UV 膠(LA)固化放熱曲線圖. 66.
(67) 【圖 3-28】UV 膠(LD)固化放熱曲線圖. 67.
(68) 第四章 有限元素模擬分析. 本章將針對光學膜片紫外光壓印固化轉寫成形技術,進行有限元素 數值模擬研究,探討轉寫過後所產生微結構特徵幾何圖形尺寸誤差之原 因,評估有限元素數值分析運用在紫外光固化轉寫成形製程中之可能 性,以供實際製作微結構模仁及元件成形時的製程參考依據,以期能有 效降低測試及製作成本,協助解決製程上之困難處,進而開發改良各種 紫外光固化轉寫成形之應用製程。 模擬初步先利用前處理軟體建立所需之幾何模型,產生網格系統並 調整之,其次則是加入模擬對象之材料性質與邊界負載條件,最終經由 有限元素軟體計算出其固化後體積收縮與溫度之關係。. 4.1 有限元素模擬分析軟體簡介 本論文所採用之前處理器為有限元素軟體 ABAQUS 內建之 ABAQUS/CAE 模组,此模組適合建立結構較為簡單之幾何模型。利用 ABAQUS/CAE 可以直接完成邊界條件之設定,更可以節省軟體間轉換 連接時間及產生錯誤的麻煩。在後處理器方面,則採用泛用型的有限元 素分析模組 ABAQUS/Standard 來進行模擬分析。. 4.1.1 有限元素分析軟體 ABAQUS ABAQUS 是一套功能強大的工程模擬軟體,目前最新版之 ABAQUS 6.4-1,不同於以往的是有了較易操作之使用介面,而對於任何的幾何圖. 68.
(69) 形與典型的工程常用材料,皆可做線性及非線性分析,可模擬之領域也 相當廣泛,如熱傳、結構、質量擴散……等等,於大部分模擬中,使用 者只需提供所需模擬之工程資料,包含結構幾何、材料性質、邊界條件 及施予之負載,ABABQUS 將會自動連續調整負載增量(Increment)與收 斂誤差,使其結果更為準確有效率。. 4.1.2 前處裡軟體 ABAQUS/CAE ABAQUS/CAE 為一提供方便的圖形操作介面之模組,讓使用者直 接從幾何模型建立、建立網格系統、定義所需材料參數、邊界條件設定 到最終模擬完成且展示模擬結果,皆完全包含。而此模組對於 ABAQUS/Standard 及 ABAQUS/Explicit 兩分析模組皆支援,其模擬過程 中亦能透過 CAE 隨時監控模擬之進度。. 4.2 模擬流程 本研究將手動紫外光壓印固化轉寫成形模擬分成兩部分進行,其一 為先模擬計算出鎳模仁受熱(紫外光曝光以及 UV 膠固化過程放熱的熱 量總和)所產生之熱變形行為,其二為擷取鎳模仁經過上述溫度影響過 後,體積變化的節點座標,建立 UV 膠所要填充的模穴模型,由此座標 建立出的幾何模型,作為模擬 UV 膠溫度與體積變化關係之幾何模型, 整個模擬流程如圖 4-1。. 4.3 鎳模仁受熱變形模擬 4.3.1 建立幾何模型 有限元素分析模擬第一步驟就是建立所需幾何模型。其中除了物體. 69.
(70) 本身結構外型、材料性質、邊界條件及負載,需作詳細設定外,面對複 雜或是數值模擬無法預測之問題時,也須針對實際狀況作合理化的假 設,使得模擬結果更接近真實狀態,提高結果準確度。. 4.3.2 無電解鎳翻鑄模仁 本論文中所使用之無電解鎳翻鑄模仁是委託工研院機械所製作,翻 鑄前之母模尺寸如圖 4-2。就材料性質而言,除了基本機械性質外,材 料的熱傳性質也是必須留意到之重點。在不同溫度之下,楊氏係數 (Young’s Module)。伯松比(Poisson’s Ratio)與熱膨脹係數(Coefficient of Thermal Expansion, CTE) 也會隨之變化。而本研究中鎳模仁之材料係 數,是取自http://www.matweb.com[10] 材料網頁之材料數據,其各項數 據如下表:. 70.
(71) 表 4.1 鎳模仁材料性質一覽表[10]. 71.
(72) 4.3.3 簡化之二維紫外光壓印固化轉寫成形熱變形分析 本研究的模擬流程,一開始是對著有著高度 25µm、寬 50µm 特徵 之 V-Cut 微結構之鎳模仁,曝光在紫外光照射下,計算出最大熱變形量。 此微結構特徵幾何圖形(圖 4-2)在 XZ 面上為一對稱圖形,在 XY 垂 直平面上任意切面皆為相同之圖形(圖 4-3),實際上之鎳模仁為大尺寸膜 片專用,模擬中取其中間部分進行有限元素分析,中間地區遠離邊緣, 其各項變化亦會有相同趨勢,甚至一樣,故在模擬方面可以簡化為二維 熱變形分析,其簡化過後之鎳模仁圖形如圖 4-3。 下一步模擬 UV 膠受紫外光曝光固化之變形,亦是簡化成二維熱變 形分析。. 4.3.4 鎳模仁之邊界條件 有限元素模擬分析當中,邊界條件設定正確與否,對於最終模擬結 果會產生極大的影響,本研究主要模擬鎳模仁於工作溫度下受熱變形之 狀態,使用的邊界條件如下(圖 4-4): (1) 固定模型角落之元素:當鎳模仁受熱產生變形時。固定模型角落上 的一個元素節點(Node),才能反映出整個模型的變形量。 (2) 模型左端設定為對稱面 (3) 鎳模仁初始溫度與室溫皆為 25℃,整個工件之溫度為均一分布。 完成材料性質與邊界條件之給定後,接下來則加入紫外光曝光以 及 UV 膠固化過程放熱之總熱量的溫度變化條件,進行鎳模仁受 熱之變形模擬。. 72.
(73) 4.3.5 網格系統 ABAQUS 熱變形分析模擬所採用的是兩種不同的熱傳元素(Heat Transfer Element),第一種元素是 3 節點之熱傳元素 DC2D3,此種元素 可用在模型進行溫度變化模擬後,將各節點溫度所組成之溫度場的分析 上。第二種元素是 3 節點之熱傳元素 CPE3,此種熱傳元素可用來分析 複雜的熱傳問題,所需導入之各節點溫度場數值由上述熱傳元素 DC2D3 先行計算。故本研究中分別使用這兩種元素來建立網格系統;DC2D3 用在加溫以及冷卻時的節點溫度場分析,CPE3 則用在加溫及冷卻時的 模型熱變形分析。. 4.3.6 模擬結果與討論 由模擬後之結果發現,當溫度升高至紫外光與 UV 膠放熱之最高溫 度(經過實際測量約為 50℃)時,鎳模仁呈現均勻變形。微結構特徵幾 何圖形 V-Cut 尺寸高度由原本之 25µm 膨脹為 25.011µm,膨脹率約為 0.044%;寬度則由 50µm 膨脹為 50.021µm,膨脹率約 0.042%。因為鎳 模仁受熱後,由模擬的結果可以看到為均勻變形(圖 4-5) ,其模穴與模 仁本身微結構為上下對稱、體積一樣之圖形,故接續的 UV 膠固化時溫 度與體積收縮模擬所需之模型,則直接取此部分模擬後之各節點座標建 立之。. 4.4 UV 膠固化時溫度變化與體積收縮之模擬 4.4.1 建立幾何模型 UV 膠微結構固化主要過程為:(1)UV 膠尚為液體狀態時,填 膠充模。 (2)充模後的 UV 膠接受紫外光照射曝光固化。過程(1)中,. 73.
(74) 因為鎳模仁受熱膨脹,所以液態 UV 膠所需填充的模穴體積就是鎳模仁 膨脹後的模穴體積,根據 4.3.6 之結果顯示,本部分模擬的模型可以擷 取鎳模仁熱變形後之節點座標值建立之。. 4.4.2 UV 膠材料性質 本研究所使用的 UV 膠為工研院機械所所提供,為日本東條公司所 產之產品。因日本東條公司並沒有附上編號 LA 的 UV 膠詳細材料資 料,為了得到模擬時所需使用的各項材料物性係數,於是委託長興化工 進行量測,其中在模擬中為一重要指標係數的 CTE 值,是由長興化工 所有的熱分析儀 (Thermal Mechanical Analyzer, TMA)分析出實際數 值。UV 膠所測狀態是由液態到固態的完全固化,故此數值可以直接用 在模擬中材料性質的設定。而其他的各項數據則如下表 4.2 所示(附錄 2):. 74.
(75) 表 4.2 編號 LA UV 膠之材料性質一覽表 Physical Properties Density. Metric 1.071g/cc. Mechanical Properties Viscosity. 16,200 cps. Thermal Properties CTE, linear 2°C linear 35°C. 213.5794e-6/°C 86.6619e-6/°C 14.69°C. Tg Optical Properties Refractive Index. 1.5019. 4.4.3 UV 膠模型之邊界條件 UV 膠模型之邊界條件設定如下(參考圖 4-6) : (1)固定模型角落之元素:當 UV 膠受到紫外光曝光後開始產生固化 象,整個過程會於固化放熱後開始降至室溫,所以放至室溫時, 整個體積呈現收縮現象。故固定模型角落上的一個元素節點,才 能反映出整個模型的變形量。 (2)模型左端設定為對稱面。 (3)UV 膠初始溫度與工作溫度皆約為 50°C,整個工件之溫度為均一 分布,完成材料性質與邊界條件之給定後,接下來則加入紫外光 固化後之降溫變化條件,進行 UV 膠冷卻的體積收縮變形模擬。. 75.
(76) 4.4.4 網格系統 此部分模擬跟 4.3.5 之敘述相同,分別採用 DC2D3 以及 CPE3 兩種 三節點熱傳元素建立分析網格系統。. 4.4.5 初步模擬結果與討論 經過有限元素軟體進行初步模擬之後,可以了解 UV 膠由開始固化 到降溫至室溫,體積確實呈現收縮現象。模擬後的結果,微結構尺寸高 度由原本的 25.011µm 收縮至 24.938µm,縮小 0.073µm,收縮率約為 0.292%;寬度由原本的 50.021µm 收縮至 49.877µm,寬度縮小 0.144µm, 收縮率約為 0.288%(圖 4-7),由模擬結果亦可以看出整體的體積收縮 呈現均勻變形。此模擬結果與實際轉寫之結果整理如下表:. 表 4.3 模擬與實驗結果微結構尺寸比較表 Pitch. Depth. Slope. Angle. (µm). (µm). (Degree). (Degree). 實際轉寫(LA). 49.98. 20.4236. 43.1516. 93.6968. 模擬結果. 49.877. 24.938. 45. 90. 誤差值. 0.103. 4.5144. 1.8484. 3.6968. 項目. 76.
(77) 由上述數據,可以看到在寬度方面實際轉寫與有限元素模擬結果誤 差甚小(0.103µm) ,但是在其他項目方面則分別相差了高度 4.5411µm、 底部角度 1.8484 度以及底部角度 3.6968 度。探討原因,整理出了以下 數點: (1) 鎳模仁本身經過母模利用電鑄翻鑄過一次,翻鑄過之模仁微結構 精密度沒有母模來的高,所以鎳模仁之正確的微結構尺寸要經過 量測,才能精準的定出模擬時翻鑄鎳膜仁微結構正確尺寸。 (2) 進行手動光學膜片紫外光壓印固化轉寫實驗時,UV 膠底部接觸鎳 模仁,而表面則是緊緊的貼附在特殊壓克力(PMMA)薄膜上, 曝光方式是將壓克力薄膜朝上面對紫外光源曝光。在一開始設定 邊界條件時,忽略了壓克力薄膜層,直接設定此面為自由面,但 是實際上壓克力與 UV 膠兩者的熱膨脹係數並不相同,而 UV 膠 因為緊密的貼附在壓克力上,最後的收縮量也會受到壓克力的影 響。所以下一歩的模擬會將此條件加入邊界條件設定中,將整個 模擬條件設定成更接近真實轉寫過程。. 4.5 修正後之模擬 4.5.1 鎳模仁模型修正 根據上述 4.4.5 的結論(1),研究中將實驗用鎳模仁,利用探針式 量測儀器 ET4000 重新量測微結構正確尺寸,其結果如下表 4.4,而實際 的量測圖形則如圖 4-8 所示,量測中亦發現有翻鑄不完全的缺陷處,其 圖形如圖 4-9 所示,根據此表數據,建立正確鎳模仁尺寸,其尺寸大小 如圖 4-10 所示。. 77.
(78) 表 4.4 鎳模仁微結構尺寸實際量測數據 Pitch. Depth. Slope. Angle. (µm). (µm). (Degree). (Degree). 母模尺寸. 50. 25. 45. 90. 翻鑄尺寸(平均). 50. 23.5. 43.229. 93.543. 誤差值. 0. 1.5. 1.771. 3.543. 項目. 後續動作是將修正過後的鎳模仁模型加上 4.3.2 所述之材料係數, 及 4.3.4 邊界條件的設定後,一樣利用有限元素軟體進行鎳模仁的熱變 形模擬,將模擬後得到的鎳模仁各節點座標,用以建立 UV 膠放熱、冷 卻的體積收縮模擬所需之 UV 膠模型。. 4.5.2 壓克力薄膜 與UV膠接觸的是一種特殊的壓克力薄膜,此薄膜可以跟UV膠緊密 貼合,固化後的UV膠不易從此種薄膜上脫落。實驗用壓克力薄膜厚度 大約為 123µm,此壓克力之材料性質亦由http://www.matweb.com[10]查 得(如表 4.5)。. 78.
(79) 表 4.5 壓克力薄膜各項材料係數[10]. 4.5.3 UV 膠幾何模型(修正) 根據 4.4.5 的第(2)結論,建立了如圖 4-11 之幾何模型;UV 膠層 底部另外建立了一層壓克力薄膜,兩者介面設定為緊密貼合,而進行轉 寫實驗時,壓克力薄膜面積大於 UV 膠經壓印後的面積,所以建立壓克 力薄膜層時,特別加長了此部分的長度。. 79.
(80) 另外,因為實驗用翻鑄鎳膜上 V-cut 微結構數量過多,在建立 UV 膠幾何模型的做法上,是以少數的微結構數量,建立模型代表之。為了 了解微結構數量是否會影響到最終的模擬結果精準度,所以在此建立了 兩種不同微結構數量的 UV 膠幾何模型,微結構數量較少的幾何模型為 模型 A,微結構數量較多的幾何模型為模型 B(圖 4-12),兩者皆設定 相同的邊界條件進行有限元素模擬,利用模擬出的結果做一比較及驗 證。首先是以模型 A 之幾何模型進行模擬。. 4.5.4 壓克力薄膜網格(Mesh)系統 壓克力薄膜部分的網格系統,所採用的兩種熱傳元素,不同於之前 的,是在溫度場分析中採用四節點的 DC2D4 熱傳元素,而模型熱變形 分析中採用四節點的 CPE4 熱傳元素。採用四節點熱傳元素的原因除了 可以清楚分辨出 UV 膠與壓克力薄膜各別網格系統外,更可以較少的元 素數量(四節點所建立之網格元素比三節點少)計算出在工程應用上可 容許的數值誤差模擬結果,節省電腦作數值運算的時間。. 4.5.5 UV 膠邊界條件(修正) 此部分邊界條件設定如圖 4-13 所示: (1) 幾何模型左邊介面設定為對稱面。 (2) 左下角角落節點設定為固定點。 (3) UV 膠與壓克力薄膜介面設定為緊密貼合。. 80.
(81) 設定完邊界條件後,將 UV 膠幾何模型各別加入 UV 膠以及壓克力 的材料性質,利用有限元素軟體進行 UV 膠放熱固化及冷卻的體積收縮 模擬。. 4.5.6 UV 膠體積收縮結果 1(模型 A) 由修正各項設定後得到的模擬結果可以看出壓克力薄膜與 UV 膠皆 會呈現體積收縮的現象,兩者材料間不同的彈性係數及熱膨脹係數是造 成膜片有彎曲的現象的主因(圖 4-14),離對稱面越遠則彎曲現象越明 顯。分析結果時,分別取出 A、B、C 三點部分(圖 4-15、16、17、18) 的數據與實際轉寫結果作比較,實際轉寫結果與修正過後的模擬結果之 比較整理如下表:. 81.
(82) 表 4.6 修正之模擬結果與實際轉寫微結構尺寸數據比較表(模型 A) Pitch. Depth. (µm). (µm). 翻鑄模仁尺寸. 50. 23.5. 43.229. 93.543. 轉寫膜片尺寸. 49.98. 20.424. 43.152. 93.697. (A). 49.810. 23.452. 43.279. 93.442. (B). 49.823. 23.453. 43.273. 93.455. (C). 49.835. 23.291. 43.068. 93.864. A、B、C 三點平均值. 49.823. 23.399. 43.207. 93.587. 與轉寫相較誤差值(µm). 0.157. 2.975. 0.055. 0.11. 誤差百分比(%). 0.31. 14.566. 0.127. 0.117. 項目. 模擬數據. Slope. Angle. (Degree) (Degree). 根據上表數據,可以看出在寬度以及角度方面,模擬結果與實際轉 寫結果相近,誤差百分比小於 1%,但是高度誤差 2.975µm,高達 14.566%,探究可能原因如下: (1) 鎳模仁以及壓克力薄膜之材料係數是由材料網頁[10]上取得相近 數值,實際上真實數據,仍有待各項物性實驗確定之。. 82.
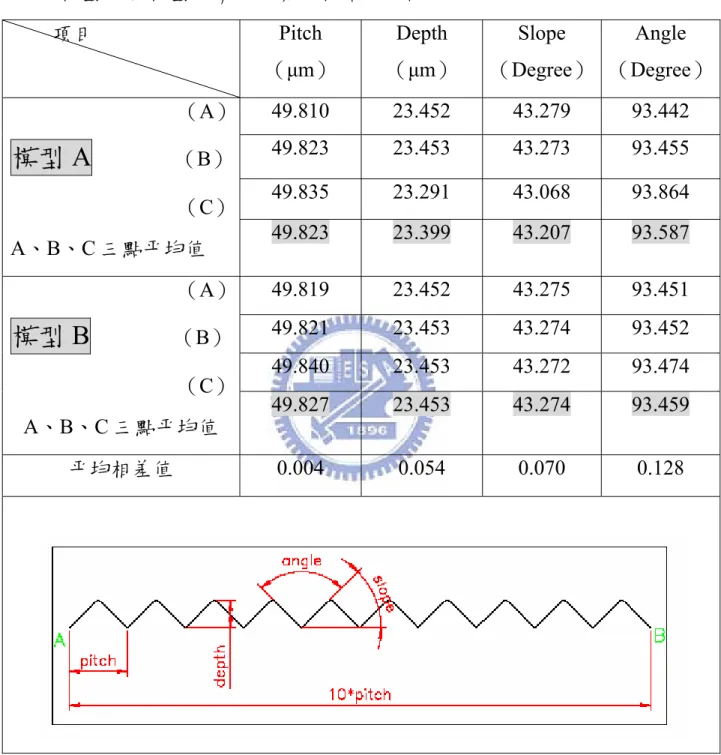
(83) (2) 鎳模仁在翻鑄時,翻鑄後的模仁與原本母模會產生微結構特徵幾 何圖形尺寸上的誤差值,也會因為母模微結構本身有缺陷而翻鑄 到下一模仁上,而量測轉寫光學膜片上微結構特徵幾何圖形尺寸 時,是採取隨機採樣量測,鎳模仁的量測亦是如此,故此部分也 會造成轉寫結果以及模擬結果的誤差值。 (3) 模擬中設定 UV 膠以及壓克力薄膜的材料種類時,設定給予的是 等向性(Isotropic)的材料類型,而實際上 UV 膠以及壓克力薄膜 此類的高分子聚合物材料結構等向性的判斷,要經由實驗觀察得 之。. 4.5.7 UV 膠體積收縮結果 2(模型 B) 此部分模擬以模型 B 為 UV 膠幾何模型,在設定網格元素種類以及 邊界條件上,都與模型 A 的設定相同,在進行過有限元素的分析模擬 後,將模型 A 及模型 B 分別得到的結果,整理成下表 4.7。. 83.
(84) 表 4.7 模型 A 與模型 B 有限元素分析結果比較 Pitch. Depth. (µm). (µm). 49.810. 23.452. 43.279. 93.442. 49.823. 23.453. 43.273. 93.455. 49.835. 23.291. 43.068. 93.864. 49.823. 23.399. 43.207. 93.587. (A). 49.819. 23.452. 43.275. 93.451. (B). 49.821. 23.453. 43.274. 93.452. 49.840. 23.453. 43.272. 93.474. 49.827. 23.453. 43.274. 93.459. 0.004. 0.054. 0.070. 0.128. 項目. (A). 模型 A. (B) (C). A、B、C 三點平均值. 模型 B. (C) A、B、C 三點平均值 平均相差值. Slope. Angle. (Degree) (Degree). 由上表數據可以了解模型 A 與模型 B 兩者模擬結果數值相差甚 小,變形趨勢一樣(圖 4-19) 。在微結構尺寸長度、高度以及角度方向, 平均相差值皆小於 0.1 個單位,越靠近對稱面的 A 點部分,各數值結果. 84.
(85) 越相近。 由此部分模擬結果,可以證明建立 UV 膠幾何模型時,微結構數量 多寡,並不會對模擬的最後結果造成太大的影響,微結構數量多的模型 B 經過有限元素分析模擬後所得到的結果(圖 4-20、21、22、23) ,有 相同的趨勢。故在之後類似的有限元素分析問題中,在建立幾何模型步 驟,可以選擇建立微結構數量少的模型進行數值分析,取靠近對稱面部 分的數據,當作整體的模擬結果數據。 在完成上述各項實驗及探討模擬結果後,在下一章裡會將整個研究 所得到的各項結果做一總結,亦將說明未來展望。. 85.
(86) 建立鎳模仁之 幾何模型. 設定鎳模仁邊界條件及 材料性質. 進行鎳模仁受熱之 體積變化模擬. 結果分析. 建立 UV 膠之 幾何模型. 設定 UV 膠邊界條件及 材料性質. 進行 UV 膠固化放 熱、冷卻之 體積變化模擬. 結果分析. 【圖 4-1】模擬流程圖. 86.
(87) 【圖 4-2】模仁 3D 微結構尺寸圖(母模). 87.
(88) 【圖 4-3】模仁 2D 之微結構尺寸及網格圖(母模). 88.
(89) 【圖 4-4】初步鎳模仁邊界條件示意圖. 89.
(90) 【圖 4-5】初步鎳模仁在工作溫度下之熱變形結果. 90.
(91) 【圖 4-6】初步 UV 膠邊界條件示意圖. 91.
(92) 【圖 4-7】初步 UV 膠放熱、冷卻之體積收縮結果. 92.
(93) 【圖 4-8】鎳模仁微結構尺寸量測圖. 93.
(94) 【圖 4-9】鎳模仁微結構尺寸量測圖之缺陷部分. 94.
(95) 【圖 4-10】修正後鎳模仁模型尺寸. 95.
(96) 【圖 4-11】修正後 UV 膠熱變形模型. 96.
(97) 【圖 4-12】不同微結構數量之 UV 膠幾何模型比較圖. 97.
(98) 【圖 4-13】修正後 UV 膠邊界條件. 98.
(99) 【圖 4-14】修正後 UV 膠模擬固化收縮結果(模型 A). 99.
(100) 【圖 4-15】修正後 UV 膠模擬固化收縮結果(局部放大)(模型 A). 100.
(101) 【圖 4-16】修正後 UV 膠模擬固化收縮(A 部分 局部放大)(模型 A). 101.
(102) 【圖 4-17】修正後 UV 膠模擬固化收縮(B 部分 局部放大)(模型 A). 102.
(103) 【圖 4-18】修正後 UV 膠模擬固化收縮(C 部分 局部放大)(模型 A). 103.
(104) 【圖 4-19】修正後 UV 膠模擬固化收縮結果(模型 B). 104.
(105) 【圖 4-20】修正後 UV 膠模擬固化收縮結果(局部放大)(模型 B). 105.
(106) 【圖 4-21】修正後 UV 膠模擬固化收縮(A 部分 局部放大)(模型 B). 106.
(107) 【圖 4-22】修正後 UV 膠模擬固化收縮(B 部分 局部放大)(模型 B). 107.
(108) 【圖 4-23】修正後 UV 膠模擬固化收縮(C 部分 局部放大)(模型 B). 108.
(109) 第五章 結論與未來展望 藉由前述實驗與模擬之結果,本章節將對本研究作一總結論。. 5.1 結論 本論文研究重點在於利用有限元素套裝軟體,模擬出光學膜片紫外 光固化轉寫成形之製程情況,並且利用分析的結果與實驗的互相驗證, 確定模擬的可信度。從一開始的建立模型,設定邊界條件,給定材料參 數到最後模擬結果的討論,希望可以得到一套完整且有系統的模擬準 則,讓後來接觸到光學膜片紫外光固化成形製程時,可以花費極少時間 上手,有效的預測其製程結果,更節省不必要的人力、財力支出,節省 製程時間。 經過了以上的研究,本研究得到了以下的結論: 1. 在最初的物性實驗中,可以了解 UV 膠固化過程中的一些現象: (a) 不同的 UV 膠有其最適合曝光固化之紫外光波長,找到適合的波 長可以增加固化速度,減少製程時間。 (b) UV 膠塗佈厚度也會影響整體固化時間,塗佈越厚,越不易在短 時間內固化完全。 (c) UV 膠要經過適當的曝光時間後才會完全固化,如果曝光不完 全,則 UV 膠則會停留在半固化狀態,爾後狀態不會隨時間而改 變。 (d) UV 膠固化時間會隨紫外光強度大小而改變,強度越強,固化時 間越短。. 109.
(110) (e) 本論文中所使用之日本東條公司 UV 膠,在微結構尺寸高度 25µm、寬度 50µm 的微尺度下,流動性良好,填充性極佳。由轉 寫後的量測照片可以清楚看到的確填充完全,轉寫圖形完整,但 微結構特徵幾何圖形尺寸的確有誤差產生,模仁本身缺陷,亦會 影響轉寫結果,而模仁本身表面粗糙度會影響到轉寫後光學膜片 表面粗糙度。 2. 經過初步給定的邊界條件以及設定材料係數後,所得到的模擬結果與 實際轉寫結果誤差(在微結構高度方向)甚大,討論後判定為以下兩 點: (a) 一開始建立鎳模仁幾何模型時,採用的數據是未經過電鑄翻鑄的 母模微結構尺寸,而經過翻鑄的模仁雖然在寬度上尺寸一樣,但 是高度上卻相差了約 1.5µm,此誤差對於精密加工製程為一極大 誤差值,故之後的修正模擬中,重新建立鎳模仁微結構特徵幾何 圖形模型,其各項尺寸,則利用探針式掃描量測儀 ET4000 量測 實際數據得之。 (b) 初步的邊界條件設定中,並未將壓克力薄膜考慮進去,而實際上 因為壓克力薄膜與 UV 膠中間介面緊密黏合,一般外力不易將其 分開,所以壓克力薄膜對於 UV 膠而言必定有表面牽制作用。故 在下一階段的修正模擬中,將此部分加入邊界條件設定中,使模 擬結果更趨近真實轉寫過程。 3. 探討整個手動紫外光壓印固化轉寫成形製程中,找出幾個可能使固化 後 UV 膠微結構尺寸產生誤差之原因: (a) UV 膠本身配方會造成固化後產品有體積收縮之現象,此點只能 靠配方的改良,達到減少體積收縮量。. 110.
(111) (b) 鎳模仁會因為紫外光本身曝光,以及覆蓋在其上的 UV 膠固化放 熱時,兩者的溫度加乘,產生體積熱膨脹現象,翻鑄模仁所產生 膨脹亦會使 UV 膠填充量改變,此溫度造成的鎳模仁微結構特徵 幾何圖形之高度膨脹率約為 0.044%,寬度膨脹率約為 0.042%。 4. 修正過後的模擬結果,除微結構特徵幾何圖形高度誤差約 14.566% 外,在寬度及角度方面則誤差小於 1%,探討可能產生誤差之結果如 下: (a) 模擬時鎳模仁以及壓克力薄膜所設定的材料參數是由材料網 頁[10]上取得相似材料係數採用之,與實際實驗用鎳模仁以及 壓克力薄膜有些許的誤差值存在,故此部分的訂正值必須利用 各項實驗數據以定之。 (b) 模擬中在 UV 膠以及壓克力薄膜的材料設定中,材料種類的給 定是設定為等向性類型材料,實際上壓克力以及 UV 膠是否屬 於等向性類型的材料,還必須利用別的方式確定之。 (c) 實驗中使用的鎳模仁,是經過電鑄翻鑄過後所形成,翻鑄過後 的微結構特徵幾何圖形尺寸會與原母模的有誤差,微結構尺寸 上的誤差由第 2 點結論可得之,而在進行量測時所採取的方式 是隨機採樣量取數據,量測鎳模仁與轉寫光學膜片時,未必是 同一個地方,故此部分的量測誤差亦是造成轉寫結果誤差的原 因之一。 (d) 在量測中亦發現翻鑄過程裡,會將母模微結構原有的缺陷部分 翻鑄到下一個模仁當中,故母模微結構表面粗糙度以及翻鑄精 密程度,會影響到轉寫製程後的光學膜片之表面粗糙度以及微 結構轉寫精密程度。. 111.
(112) 5. 由模擬結果可知,利用有限元素模擬分析光學膜片紫外光固化轉寫成 形製程的確可行,除轉寫後光學膜片微結構特徵幾何圖形高度誤差過 大,對於設計製程參數,其餘數據皆可採用參考,尤其用在修正模仁 微結構特徵幾何圖形角度的模擬上,有其一定之可信度。. 5.2 未來展望 在本論文之研究過程進行至現在,已經完成上述之成果,但仍有下 列幾項問題尚待解決與改進: 1.本研究中所使用之 UV 膠轉寫方式,乃是經過簡化後以手動方式進行 實驗,與實際上業界生產用壓印機台之成形方式有極大差別。 實際業界所使用之生產機台為類似熱壓成形用之機台,所需要控制之製 程參數更多,譬如壓印時模仁壓印快慢、模仁下壓距離的控制、UV 膠 塗佈方式以及紫外光曝光方式……等等,困難度增加許多。如要獲得真 實紫外光壓印固化轉寫成形狀態下之各項數據,就一定得實際組一紫外 光壓印固化轉寫成形機台,建立接近實際機台之模型,設定各項欲控制 之參數,確定製程後以有限元素模擬軟體,進行各項模擬,結果與實際 機台測試結果相互對照,幫助實際製程解決各項問題。建立起模擬分析 流程後,對於各種紫外光固化轉寫應用製程皆可以根據模擬分析流程, 獲得各種應用製程所需參考數據,進而解決不同應用製程所產生之問 題。. 2.獲得真實的模型材料性質 有限元素分析模擬要獲得精準的結果,除了要設定接近真實狀況的 邊界條件外,另外重要的就是各項模擬模型的材料性質要正確,本研究. 112.
數據

![表 4.1 鎳模仁材料性質一覽表[10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8210759.170017/71.892.110.784.187.983/表41鎳模仁材料性質一覽表1.webp)


+4
![表 4.5 壓克力薄膜各項材料係數[10] 4.5.3 UV 膠幾何模型(修正) 根據 4.4.5 的第(2)結論,建立了如圖 4-11 之幾何模型;UV 膠層 底部另外建立了一層壓克力薄膜,兩者介面設定為緊密貼合,而進行轉 寫實驗時,壓克力薄膜面積大於 UV 膠經壓印後的面積,所以建立壓克 力薄膜層時,特別加長了此部分的長度。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8210759.170017/79.892.73.812.187.318/另外建立了一層壓克力薄膜兩介面設定為緊密貼合而進行力薄長度.webp)
相關文件
On another level, though, the similarities to the research world are strong: you succeed by building networks, the glue that holds relationships together is the values that you
In particular, we present a linear-time algorithm for the k-tuple total domination problem for graphs in which each block is a clique, a cycle or a complete bipartite graph,
Al atoms are larger than N atoms because as you trace the path between N and Al on the periodic table, you move down a column (atomic size increases) and then to the left across
Monopolies in synchronous distributed systems (Peleg 1998; Peleg
Corollary 13.3. For, if C is simple and lies in D, the function f is analytic at each point interior to and on C; so we apply the Cauchy-Goursat theorem directly. On the other hand,
Corollary 13.3. For, if C is simple and lies in D, the function f is analytic at each point interior to and on C; so we apply the Cauchy-Goursat theorem directly. On the other hand,
• elearning pilot scheme (Four True Light Schools): WIFI construction, iPad procurement, elearning school visit and teacher training, English starts the elearning lesson.. 2012 •
Microphone and 600 ohm line conduits shall be mechanically and electrically connected to receptacle boxes and electrically grounded to the audio system ground point.. Lines in
