包覆油/水性溶液無縫膠囊生產條件之研究; The Study on Manufacturing Process of Seamless Capsule which Encapped Oil/Water Solution
123
0
0
全文
(2) 目錄 目錄..........................................................................................................Ⅰ 附表目錄..................................................................................................Ⅴ 附圖目錄..................................................................................................Ⅶ 摘要..........................................................................................................Ⅸ Abstract.....................................................................................................Ⅹ. 正文目錄 壹、前言..................................................................................…………....1 一、明膠之來源…..................................................................................1 二、明膠之製造…..................................................................................3 三、明膠之特性…..................................................................................5 四、明膠之取代材料..............................................................................8 4-1 羥丙基甲基纖維素….......................................................…..…8 4-2 澱粉.............................................................................................8 4-3 聚乙烯醇….......................................................................…..…9 五、明膠中常見之添加..........................................................................9 5-1 塑化劑…...................................................…………………..…9 5-2 著色劑、遮光劑….......................…………………………..…10 5-3 防腐劑….............................................................…………..…10 5-4 膠囊之殺菌方法…...............................................…………....11 5-5 膠囊之包衣….................................................……………..…11 六、膠囊劑型之製造和特性….....................................…………..….11 6-1 硬膠囊….................................................................………..…11 6-1-1 製造…......................................................................……..…11 6-1-2 內容物...................................................................................12 6-1-3 充填.......................................................................................13 II.
(3) 6-2 軟膠囊.......................................................................................15 6-2-1 製造.......................................................................................15 6-2-2 內容物...................................................................................16 6-3 無縫膠囊...................................................................................18 七、研究目的.…………………………………………………….….23 貳、實驗..................................................................................…………..25 一、儀器與設備..............................................................……………..25 二、材料與試藥…..............................................……………………..26 三、實驗方法…......................................................…………………..29 3-1. 包油之無縫膠囊製程參數之研究..........................................29 3-1-1 以明膠為材料製造無縫膠囊.............................................29 3-1-1-1 泵浦流速對明膠無縫膠囊重量之影響......................29 3-1-1-2 濃度對明膠無縫膠囊重量之影響............................29 3-1-1-3 塑化劑類對明膠無縫膠囊重量之影響....................30 3-1-1-4 噴嘴大小對明膠無縫膠囊重量之影響....................30 3-2. 包水無縫膠囊製程參數之研究..............................................30 3-2-1 以石蠟為材料製備無縫膠囊...........................................30 3-2-1-1 流速對蠟無縫膠囊重量與外觀之影響....................31 3-2-1-2 冷卻液種類對蠟無縫膠囊重量與外觀之影響........31 3-2-1-3 冷卻液液面與噴嘴出口之距離對蠟無縫膠囊重量與 外觀之影響............................................................................32 3-2-1-4 冷卻液溫度對蠟無縫膠囊重量與外觀之影響........32 3-2-1-5 冷卻液組成對蠟無縫膠囊重量與外觀之影響........33 3-2-1-6 冷卻液體積對蠟無縫膠囊重量與外觀之影響........33 3-2-1-7 噴嘴大小對蠟無縫膠囊重量與外觀之影響............33 3-2-2 以可可脂為材料製備無縫膠囊.......................................33 3-2-2-1 流速對可可脂無縫膠囊重量與外觀之影響............34. III.
(4) 3-2-2-2 冷卻液液面與噴嘴出口之距離對可可脂無縫膠囊重 量與外觀之影響....................................................................34 3-2-2-3 冷卻液溫度對可可脂無縫膠囊重量與外觀之影響 34 3-2-2-4 冷卻液組成對可可脂無縫膠囊重量與外觀之影響 34 3-2-2-5 冷卻液體積對可可脂無縫膠囊重量與外觀之影響 35 3-2-2-6 噴嘴大小對可可脂無縫膠囊重量與外觀之影響....35 3-2-2-7 蠟/可可脂混合無縫膠囊重量之影響.......................35 3-2-3 包水無縫膠囊之包覆性質研究.....................................35 3-2-3-1 無縫膠囊之硬度試驗................................................35 3-2-3-2 無縫膠囊之脆度試驗................................................35 3-2-3-3 無縫膠囊之崩散試驗................................................36 3-2-3-4 無縫膠囊之儲存試驗................................................36 3-4. 數據處理及統計方法..............................................................36 參、結果與討論........................................................................................37 一、包油之無縫膠囊製程參數之研究..............................................37 1-1 以明膠為材料製造無縫膠囊....................................................37 1-1-1 泵浦流速對明膠無縫膠囊重量之影響.............................37 1-1-2 濃度對明膠無縫膠囊重量之影響...................................37 1-1-3 塑化劑類對明膠無縫膠囊重量之影響...........................39 1-1-4 噴嘴大小對明膠無縫膠囊重量之影響...........................39 二、包水無縫膠囊製程參數之研究..................................................50 2-1 以石蠟為材料製備無縫膠囊...................................................50 2-1-1 流速對蠟無縫膠囊重量與外觀之影響...........................50 2-1-2 冷卻液種類對蠟無縫膠囊重量與外觀之影響...............52 2-1-3 冷卻液液面與噴嘴出口之距離對蠟無縫膠囊重量與外 觀之影響................................................................................52 2-1-4 冷卻液溫度對蠟無縫膠囊重量與外觀之影響...............53. IV.
(5) 2-1-5 冷卻液組成對蠟無縫膠囊重量與外觀之影響...............54 2-1-6 冷卻液體積對蠟無縫膠囊重量與外觀之影響...............55 2-1-7 噴嘴大小對蠟無縫膠囊重量與外觀之影響...................56 2-2 以可可脂為材料製備無縫膠囊...............................................77 2-2-1 流速對可可脂無縫膠囊重量與外觀之影響...................77 2-2-2 冷卻液液面與噴嘴出口之距離對可可脂無縫膠囊重量 與外觀之影響........................................................................78 2-2-3 冷卻液溫度對可可脂無縫膠囊重量與外觀之影響.......79 2-2-4 冷卻液組成對可可脂無縫膠囊重量與外觀之影響.......80 2-2-5 冷卻液體積對可可脂無縫膠囊重量與外觀之影響.......81 2-2-6 噴嘴大小對可可脂無縫膠囊重量與外觀之影響...........82 2-2-7 蠟/可可脂混合物對無縫膠囊重量之影響......................83 2-3 包水無縫膠囊其包覆性質之研究............................................99 2-3-1 無縫膠囊之硬度試驗.......................................................99 2-3-2 無縫膠囊之脆度試驗.....................................................100 2-3-3 無縫膠囊之崩散試驗.....................................................100 2-3-4 無縫膠囊之儲存試驗….……………………..……..100 肆、結論…………………………………..……………………………105 伍、參考文獻…………………………………………………………..107. V.
(6) 附表目錄 表 1. 不同物種來源製成之明膠所含胺基酸比較.................................2 表 2. 各國藥典中對明膠性質之規範.....................................................7 表 3. 一般軟膠囊形狀、充填體積及其應用.........................................17 表 4. 明膠溶液之流速與明膠無縫膠囊重量之關係...........................41 表 5. 明膠濃度與明膠無縫膠囊重量之關係.......................................44 表 6. 塑化劑濃度與明膠無縫膠囊重量之關係...................................45 表 7. 塑化劑種類與明膠無縫膠囊重量之關係...................................46 表 8. 噴嘴大小與明膠無縫膠囊重量之關係.......................................48 表 9. 蠟溶液流速對蠟無縫膠囊重量之影響.......................................58 表 10. 蠟與水溶液流速對蠟無縫膠囊重量之影響.............................59 表 11. 蠟溶液流速蠟對蠟無縫膠囊空殼重量之影響.........................60 表 12. 冷卻液於不同溫度之界面張力.................................................65 表 13. 溶媒對蠟無縫膠囊重量之影響.................................................65 表 14. 冷卻液液面與噴嘴距離對蠟無縫膠囊重量之影響.................67 表 15. 冷卻液溫度對蠟無縫膠囊重量之影響.....................................69 表 16. 冷卻液組成對蠟無縫膠囊重量之影響.....................................71 表 17. 冷卻液體積對蠟無縫膠囊重量之影響.....................................73 表 18. 噴嘴大小對蠟無縫膠囊重量之影響.........................................75 表 19. 可可脂溶液流速對可可脂無縫膠囊重量之影響.....................84 表 20. 可可脂與水溶液流速對可可脂無縫膠囊重量之影響.............85 表 21. 冷卻液液面與噴嘴距離對可可脂無縫膠囊重量之影響.........89 表 22. 冷卻液溫度對可可脂無縫膠囊重量之影響.............................91 表 23. 冷卻液組成對可可脂無縫膠囊重量之影響.............................92 表 24. 冷卻液體積對可可脂無縫膠囊重量之影響.............................94 表 25. 噴嘴大小對可可脂無縫膠囊重量之影響.................................96 表 26. 蠟/可可脂對混合物無縫膠囊重量之影響................................98 VI.
(7) 表 27. 蠟溶液流速對蠟無縫膠囊硬度之影響...................................102 表 28. 蠟與水溶液流速對蠟無縫膠囊硬度之影響...........................102 表 29. 溫度對蠟/可可脂混合物無縫膠囊釋放內容物之影響..........104. VII.
(8) 附圖目錄 圖 1. 商業上製備明膠之流程圖.............................................................6 圖 2. 1943 年 Scherer 之製備無縫膠囊生產裝置................................24 圖 3. 自製噴嘴生產概念圖...................................................................25 圖 4. 無縫膠囊生產裝置圖簡圖...........................................................28 圖 5. 量測界面張力示意圖...................................................................31 圖 6. 明膠溶液流速對明膠無縫膠囊重量之影響...............................42 圖 7. 明膠濃度對明膠無縫膠囊重量之影響.......................................45 圖 8. 塑化劑濃度對明膠無縫膠囊重量之影響...................................45 圖 9. 塑化劑種類對無縫膠囊重量之影響...........................................47 圖 10. 噴嘴大小對無縫膠囊重量之影響.............................................49 圖 11. 明膠無縫膠囊之成品圖.............................................................49 圖 12. 蠟溶液流速對蠟無縫膠囊重量之影響.....................................61 圖 13. 蠟與水溶液流速對蠟無縫膠囊重量之影響.............................61 圖 14. 蠟溶液流速對蠟無縫膠囊、蠟殼及殼內之水在重量之影響...62 圖 15. 蠟溶液流速對蠟無縫膠囊外觀之影響.....................................63 圖 16. 蠟與水溶液流速對蠟無縫膠囊外觀之影響.............................64 圖 17. 溶媒種類對蠟無縫膠囊重量之影響.........................................66 圖 18. 溶媒種類對蠟無縫膠囊外觀之影響.........................................66 圖 19. 冷卻液液面與噴嘴間距離對蠟無縫膠囊重量之影響.............68 圖 20. 冷卻液液面與噴嘴間距離對蠟無縫膠囊外觀之影響.............68 圖 21. 冷卻液溫度對蠟無縫膠囊重量之影響.....................................70 圖 22. 冷卻液溫度對蠟無縫膠囊外觀之影響.....................................70 圖 23. 冷卻液組成對蠟無縫膠囊重量之影響.....................................72 圖 24. 冷卻液組成對蠟無縫膠囊重量之影響.....................................72 圖 25. 冷卻液體積對蠟無縫膠囊重量之影響.....................................74 圖 26. 冷卻液體積對蠟無縫膠囊外觀之影響.....................................74 VIII.
(9) 圖 27. 噴嘴大小對蠟無縫膠囊重量之影響.........................................76 圖 28. 噴嘴大小對蠟無縫膠囊外觀之影響.........................................76 圖 29. 可可脂溶液流速對可可脂無縫膠囊重量之影響.....................86 圖 30. 可可脂與水溶液流速對可可脂無縫膠囊重量之影響.............86 圖 31. 可可脂溶液流速對可可脂無縫膠囊外觀之影響.....................85 圖 32. 可可脂與水溶液流速對可可脂無縫膠囊外觀之影響.............88 圖 33. 冷卻液液面與噴嘴間距離對可可脂無縫膠囊重量之影響.....90 圖 34. 冷卻液液面與噴嘴間距離對可可脂無縫膠囊外觀之影響.....90 圖 35. 冷卻液溫度對可可脂無縫膠囊外觀之影響.............................91 圖 36. 冷卻液中乙醇濃度對可可脂無縫膠囊重量之影響.................93 圖 37. 冷卻液中乙醇濃度對可可脂無縫膠囊外觀之影響.................93 圖 38. 冷卻液體積對可可脂無縫膠囊重量之影響.............................95 圖 39. 冷卻液體積對可可脂無縫膠囊外觀之影響.............................95 圖 40. 噴嘴大小對可可脂無縫膠囊重量之影響.................................97 圖 41. 噴嘴大小對可可脂無縫膠囊外觀之影響.................................97 圖 42. 蠟/可可脂百分比對混合無縫膠囊重量之影響........................98 圖 43. 蠟溶液流速對蠟無縫膠囊硬度之影響...................................103 圖 44. 蠟與水溶液流速對蠟無縫膠囊硬度之影響...........................103 圖 45. 溫度對蠟/可可脂混合物無縫膠囊釋放內容物之影響..........104. IX.
(10) 摘要 本論文在研究無縫膠囊之設備與製程。無縫膠囊為外形圓潤且表 面無接縫之球體。以明膠、蠟或可可脂等,做為殼膜之材料,可包覆 油性及水性之液體,對於製劑之製造有很大之方便性。研究溶液流 速、溶液濃度、溶液種類、冷卻液液面與噴嘴之距離、冷卻液溫度、 冷卻液組成、冷卻液體積及噴嘴大小等參數,對於無縫膠囊製備之影 響。並對包水無縫膠囊之包覆性做初步性之研究。 無縫膠囊在食品、化妝品、健康食品、藥品之產品中,可因包覆 內容物、溶解條件及外觀等需求,做適當之調校,深具開發應用之潛 力。. X.
(11) Abstract This study was focused on the design of equipments and processes for preparation the seamless capsules. The capsule was made of gelatin, wax, cocoa butter, or their mixtures. The manufacturing process was simple and easy. These capsules can encapsulate liquids, either oil or water solution. In the manufacturing process, the parameters were studied as: the flow speed of outer and inner material solutions, the solution concentrations and compositions, the distance between orifice and level of gelling solutions that a capsule traveled in air, as well as the temperatures, volumes and the compositions of gelling solutions. The size of the outer and inner orifices greatly influenced the size of seamless capsules. These seamless capsules could be used to encapsulate liquid solutions either oil or water. The physical properties of them such as contents and disintegration, appearance, weight variation, size, and stability were investigated. Use these seamless capsules to encapsulate aqueous solutions were the advantages in this study. The technique could be applied to food, cosmetics, and drugs product.. XI.
(12) 壹、前言 一、明膠之來源---膠原蛋白 明膠(gelatin)不是一種天然存在之蛋白質,但可由動物的皮膚、 骨頭、肌腱及結締組織中主要之成分---膠原蛋白纖維中取得。研究明 膠,需要瞭解膠原蛋白(collagen)之結構及其如何轉換成明膠之過程。 自 1950 年代發現人類第一型(Type I)膠原蛋白開始,隨著萃取及 分析技術之不斷進步,目前已定義出 27 種不同形式之膠原蛋白,但 是在醫學上應用仍以第一型之膠原蛋白為主(1)。膠原蛋白分子量約為 28.3 kDa,長度約為 300 nm,直徑為 1.5 nm(2)。為動物體內細胞間隙 中最重要,含量最多之蛋白質,約佔體內總蛋白質之 25~35%。 植物體內不含膠原蛋白。膠原蛋白之來源為哺乳動物、鳥類、魚 類等動物組織中萃取獲得。膠原蛋白的主要結構為胜肽鍵鏈結 α-胺基 酸和亞胺基酸(imino acids)所形成之聚合物。膠原蛋白在哺乳動物中 含有約三分之一的甘胺酸(glycine)及多量的脯胺酸(proline)、羥基脯胺 酸(hydroxyproline)和羥基離胺酸(hydroxylysine)(3);如表 1 所示,胺基 酸為許多種類膠原蛋白之基本組成(4, 5),不同動物來源,在膠原蛋白 上也會有明顯不同。膠原蛋白分子是以三條多胜肽鏈(polypeptides) 所組成之三股螺旋結構(triple-helical structure),而每一條多胜肽鏈 (α-chain)組成相似,藉由鏈與鏈間之氫鍵、凡得瓦力相互纏繞而成, 稱為旋轉膠原蛋白(tropocollagen)。 膠原蛋白因熱或化學物質破壞這些鍵結使分子之螺旋結構展 開,造成「變性(denaturation) 」(6)。當膠原蛋白處於 pH 7.4,溫度 接近 37℃之生理條件時,膠原蛋白分子便會重組聚集成膠。早期膠 原蛋白重組動力學之研究,是藉由膠原蛋白形成纖維之過程中,量測. 12.
(13) Amino acid Aspartic acid Hydroxyproline Threonine Serine Glutamic acid Proline Glycine Alanine Valine Cysteine Methionine Isoleucine Leucine Tyrosine Phenylalanine Hydroxylysine Ornithioin Lysine Histidine Arginine. 表 1. 不同物種來源製成之明膠所含胺基酸比較(4, 5) 豬 牛 鱈魚 海豹 鬚鯨 4.4 10.9 1.8 3.3 7.8 12.7 30.8 11.1 2.3 0.0 0.5 1.1 2.6 0.2 1.3 0.7 0.2 2.7 0.4 5.1. 4.3 9.6 1.7 3.2 7.4 12.4 33.3 11.5 2.0 0.0 0.5 1.2 2.4 0.1 1.3 0.7 0.6 2.6 0.5 4.6. 5.2 6.6 2.6 6.3 8.0 10.8 31.5 10.2 1.8 0.0 1.5 1.3 2.2 0.5 1.3 0.7 0.0 2.9 0.9 5.6. 4.5 10.1 2.3 3.8 7.6 12.0 31.6 10.8 2.3 0.0 0.5 1.0 2.5 0.4 1.4 0.7 0.0 2.6 0.6 5.2 13. 4.8 8.5 2.9 4.0 8.0 12.6 30.2 10.4 2.2 0.0 0.6 1.2 2.8 0.5 1.5 0.9 0.0 3.0 0.6 5.3. 紅鯛魚. 黑鯛魚. 3.9 13.4 7.2 30.8 7.6 1.8 0.2 1.4 0.8 1.8 0.6 1.9 2.1 3.0. 4.0 15.5 7.7 0.1 33.8 9.0 2.3 0.3 1.8 0.9 2.0 0.7 2.1 2.8 3.5.
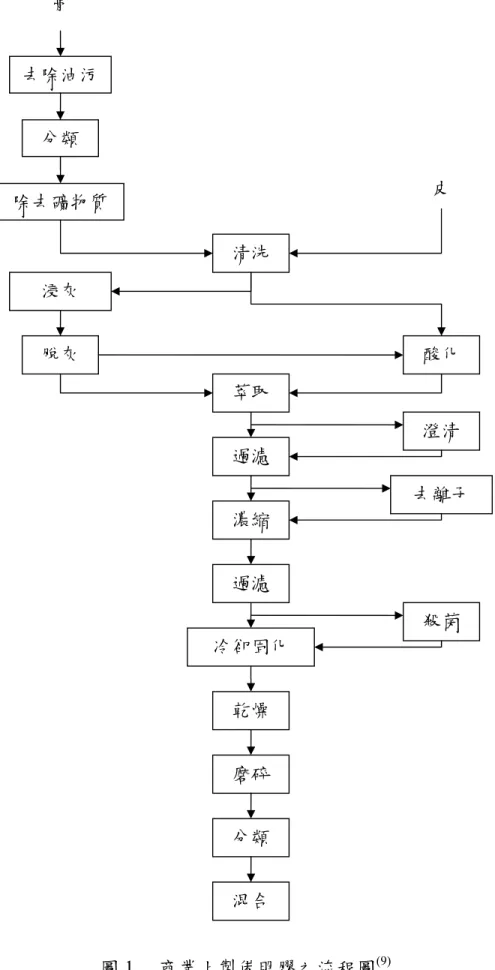
(14) 膠原蛋白溶液混濁度(turbidity)隨時間之變化量,當膠原蛋白之混 濁度變化趨於遲緩時,代表膠原蛋白已達重組平衡期。而膠原蛋白 溶液之濃度、溫度、pH 值及溶液離子強度,皆會影響膠原蛋白重組 之情形(7)。 膠原蛋白可在體內自然分解(biodegradable) 、其生物相容性佳 (biocompatibility) 、材料來源豐富、低抗原性。應用性高使得膠原 蛋白成為一種重要且理想之天然高分子生醫材料,目前已應用在組 織整型、燒燙傷敷料、藥物釋放、眼科、手術縫線等生醫材料上(8)。 二、明膠之製造 商業上,明膠之製造以豬牛之皮骨最為通用,其由原料至成品 之流程如圖 1。各階段說明如下(3, 9): 「骨」 :篩選除去不良或之材料,置於輸送帶,以電磁鐵吸附骨 中含之鐵,再裁切絞碎不同大小之骨頭。 「皮」:經解凍後,進行裁切及清洗等步驟。 「脫脂」 :新鮮之骨頭中,平均含有 35%之水分及 15%之脂肪。 除去脂肪,可避免脂肪之疏水性和可乳化性,使原料在石灰中浸漬 之時間加長和使明膠透明度變差,凝結力、黏合力下降。 「分類」 :不同部位和物種之骨料組織結構不同,脫去骨中礦物 質之條件也會不同。若不區分便浸泡於鹽酸中除去礦物質,有可能 組織緊密之骨碎片脫除礦物質不徹底,而組織疏鬆之骨碎片水解嚴 重,影響產品之產率及質量。 「除去礦物質」:骨中含有 80%之礦物質,主要為磷酸鈣,其 他還有氟化鈣、碳酸鈣及磷酸鎂。將骨碎片浸於鹽酸,主要發生式 (1)之化學反應,酸要足夠,否則將發生式(2)之反應,生成不溶於水 14.
(15) 之沉澱,影響進一步之處理。 Ca3(PO4)2 + 4HCl → 2CaCl2 + Ca(H2PO4)2 Ca3(PO4)2 + Ca(H2PO4)2→ 4CaHPO4 ↓. 式(1) 式(2). 這樣之過程,通常以 4~5%(pH 值<1.5)之鹽酸浸漬 48 小時,溫 度控制在 10~15℃,如此脫除礦物質之條件溫和,膠原蛋白不會過 度水解。經過去除礦物質之明膠,殘餘灰分含量< 2%。 「浸灰(liming)」,用石灰懸浮液、氫氧化鈉溶液等處理含有膠 原蛋白之原料來生產明膠之方法稱為鹼法。鹼法能生產高品質之明 膠。 「脫灰(deliming)」:使石灰或強鹼溶液不再存在於皮骨之中。 「酸化」 :為酸製法。酸法製膠之過程較快。其未經浸灰處理, 含有較多未破壞之醛類蛋白質降解產物。 「萃取」 :利用熱水將明膠萃取出來。溫度約 50~60℃,萃取出 之明膠濃度是 6~7%左右。 「澄清」 :加入碳酸鈣等物質,於明膠中產生絮狀物,吸附細微 之固體懸浮物及膠體混濁物後,與明膠液分離沉澱。 「過濾」:萃取後之明膠液內含有非明膠雜質,需過濾去除。 「去離子」 :利用明膠液通過離子交換樹脂,提高明膠之純度。 「濃縮」 :淨化過之明膠溶液濃度在 5~7%,難以進行乾燥,必 須採用濃縮之方式,使濃度逐漸增加到 25~45%之明膠溶液,以便 乾燥。 「殺菌」 :明膠滅菌大部分是使用瞬間滅菌之方法。將蒸氣與濃 縮液同時放入滅菌容器之中,瞬間加熱到 138~142℃,維持 4 秒, 15.
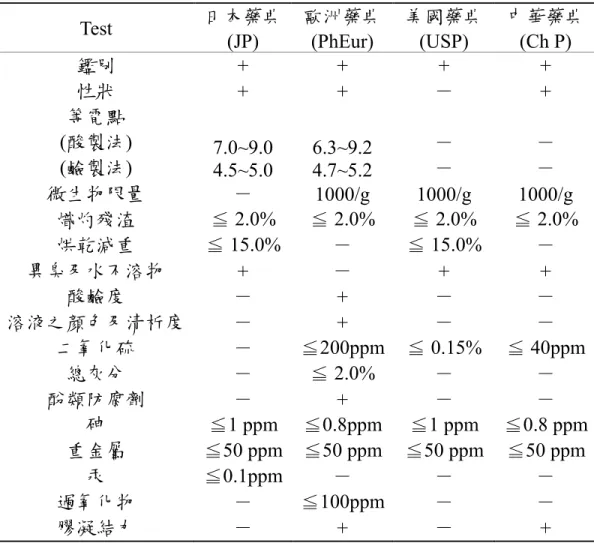
(16) 使細菌在濕熱下迅速被消滅。 「冷卻固化」 :可自然或機器將明膠溶液冷卻成凝膠。凝膠快速 冷卻產生之強度較低,不若慢速冷卻產生之強度高。慢速冷卻比快 速冷卻之凝固點高。 「乾燥」:凝膠進行乾燥,最後含水量大約 8~13%。 「磨碎」 :為達到要求之粒度,可使用裝有固定和轉動磨盤之粉 碎機,而錘式粉碎機可獲得較粗之顆粒。 「分類」:將顆粒大小過篩、色澤稍作分別。 「混合」:為維持出產之一定品質,將各生產批次做適當之混 合。 三、明膠之特性 明膠分子量介於 15~250 kDa。Type A 以酸法製得,pH 值為 3.8~6.0,Type B 以鹼法製得,pH 值為 5.0~7.4。含水量約 9~11%。 外觀為淡黃色、琥珀色之粉末。乾燥品置於空氣中無變化,但遇潮 濕或製成溶液後則易為微生物分解。明膠略溶於冷水,久置水中則 吸水膨脹變軟,約可吸收 5~10 倍量之水;易溶於熱水之中,冷卻 則凝結成膠;亦可溶於醋酸或甘油與水之熱混合液中;在乙醇、氯 仿、乙醚、脂肪油或揮發油中則不溶。明膠為製備膠囊劑最常應用 之材料,各國藥典中均有記載相關之說明及試驗(10 - 13),表 2 比較各 國藥典中對明膠性質之規範。. 16.
(17) 骨. 去除油污 分類 皮. 除去礦物質 清洗 浸灰 脫灰. 酸化 萃取 澄清 過濾 去離子 濃縮 過濾 殺菌 冷卻固化 乾燥 磨碎 分類 混合. 圖 1. 商業上製備明膠之流程圖(9) 17.
(18) 表 2. 各國藥典中對明膠性質之規範(10 - 13) Test. 日本藥典 (JP) + +. 歐洲藥典 (PhEur) + +. 美國藥典 (USP) + -. 中華藥典 (Ch P) + +. 鑑別 性狀 等電點 (酸製法) - - 7.0~9.0 6.3~9.2 (鹼製法) - - 4.5~5.0 4.7~5.2 微生物限量 - 1000/g 1000/g 1000/g 熾灼殘渣 ≦ 2.0% ≦ 2.0% ≦ 2.0% ≦ 2.0% - ≦ 15.0% - 烘乾減重 ≦ 15.0% 異臭及水不溶物 - + + + 酸鹼度 - - - + 溶液之顏色及清析度 - - - + 二氧化硫 - ≦200ppm ≦ 0.15% ≦ 40ppm 總灰分 - ≦ 2.0% - - 酚類防腐劑 - - - + 砷 ≦1 ppm ≦0.8ppm ≦1 ppm ≦0.8 ppm 重金屬 ≦50 ppm ≦50 ppm ≦50 ppm ≦50 ppm 汞 ≦0.1ppm - - - 過氧化物 - ≦100ppm - - 膠凝結力 - - + + +表示藥典中有文字說明 -表示藥典中無記載. 18.
(19) 四、明膠之取代材料 明膠係由豬及牛等之骨、皮經水解製得。明膠具有良好之韌性及 彈性。但明膠膠囊殼之缺點為(14, 15):(1) 膠囊失水則硬化、吸水則軟 化,不宜填充易吸濕、風化之內容物;(2) 遇醛類物質產生交聯,影 響膠囊之溶離,造成藥物藥效上之差異;(3) 1986 年英國發現牛海綿 狀腦病(bovine spongiform encephalopathy,BSE,狂牛病)後,對明膠 來源產生質疑;(4) 明膠製得之膠囊,對素食主義者或宗教團體有接 受上之問題。 明膠取代物目前已研發之材料為: 4-1 羥丙基甲基纖維素 (hydroxypropyl methyl cellulose,HPMC): 1950 年,Murphy 發明甲基纖維素膠囊及其製備過程(16)。然而在 體內 (in vivo)卻因崩散不完全,未廣泛使用。之後,有不少應用其他 纖維素包括甲基纖織素 (methylcellulose)、羥丙基纖維素 (hydroxypropyl cellulose)、羥烷基烷基纖維素酯類 (hydroxyalkyl-alkyl cellulose esters) 製造膠囊方法之專利發表(17-19)。在 1980~1990 年間, 都以 HPMC 材料之發展為主,其重點為掌握聚合物之黏度-溫度之屬 性或使用添加劑。在 1998 年 Cade 等人之專利中研發出 Vcap 之素食 膠囊成品(20),其材料亦為 HPMC 及同類聚合物之混合。以 HPMC 為 主體之素食膠囊殼生產公司,目前有日本之 Shionogi Qualicaps、Japan Elanco 及美國之 Warner Lambert 公司。 4-2 澱粉 (starch): 1977 年 Christen 等人由水溶性澱粉來取代明膠(21),發明中由 2羥丙基澱粉 (2-hydroxypropyl starch)配製成水溶液以沾膠法來製備硬 膠囊;1987 年 Wittwer 等人發明以模具射出成型製備膠囊(22),可將澱 粉水溶液做為膠囊殼材料;1999 年 Tanner 等人以羥丙基澱粉 19.
(20) (30~60%)與鹿角菜膠(ι-carrageenan,12~24%)混合,並以轉動沖模法 (rotary die process)製備軟膠囊(23);1999 年 Tomka 等人以馬鈴薯 (potato starch,45~80%)、塑化劑 (如甘油>12%)、滑動劑 (glidant)和 崩散劑製成軟膠囊(24)。 4-3 聚乙烯醇 (polyvinyl alcohol,PVA): 1997 年 David 使用 PVA (70~75%)、glycerol (10~15%)和澱粉 (5~10%)以轉動沖模法在溫度 140~180℃下製作軟膠囊(25)。 2004 年 Chen 等人提出包括 cellulose 或 cellulose 衍生物,丙烯酸 (acrylate)類單種、共聚合物或衍生物,乙烯基 (vinyl)類聚合物,對聚 烯烴 (polyolefin),海藻酸 (alginate),poly(2-ethyl-2-oxazoline)等材料 之熱熔法,製備非明膠材質之膠囊(26)。 五、明膠中常見之添加物 5-1 塑化劑 (plasticizer) 軟硬膠囊之差別在,軟膠囊中加入塑化劑之量較多。塑化劑減少 膠囊殼硬度,使具有彈性。無塑化劑使得膠囊保存上容易發生碎裂, 不安定。塑化劑通常在硬膠囊中佔 2~6%,在軟膠囊中佔 20~40%範 圍,膠囊殼對強度之需求,決定塑化劑之使用量。一般常見之塑化劑 如下:(3, 27) 甘油 (glycerin),最常使用之塑化劑,有高塑化性、低揮發性及 與明膠能充分結合之優點,在膠體熱轉變性質中較安定。甘油可與明 膠發生交互作用改變可塑性,對濕潤度增加之影響較小。 山梨醇 (sorbitol),主要之作用為增加水份濕潤性而影響塑化之效 果。與甘油相比,其對明膠之塑化能力、或玻璃轉移溫度減少之影響 較小。. 20.
(21) 丙二醇 (propylene glycol),塑化之能力較甘油和山梨醇好,可是 與明膠溶解度好,對凝膠結構有負面之影響。 其他如:多羥基醇類 (polyhydric alcohols)、低分子量聚乙烯二醇 (polyethylene glycols)等,其因為與明膠之協調性有限,通常與甘油或 丙二醇共同使用。 5-2 著色劑、遮光劑 膠囊顏色具:(1) 美觀;(2) 便於產品分辨;(3) 影響病人之順從 性的目的。著色劑可分成 FD &C. (用於食品、藥物和化妝品)及 DC (藥 物和化妝品),使用時要注意是否會與有效成分發生作用,不可造成 產品褪色或變色。 膠囊殼中,添加適宜之遮光劑對光不安定之活性成分有益,如二 氧化鈦 (titanium dioxide), 2% w/w 二氧化鈦之加入,可見光穿透率 為 1%,膠囊體與膠囊帽重疊之部位僅為 0.2%。 5-3 防腐劑 環境潮濕時,明膠容易長細菌及黴菌。1950 年代使用二萘酚 (β-naphthol),儲存時膠囊會變成咖啡色。二氧化硫 (sulphur dioxide) 當成膠囊之防腐劑,中華藥典規定其含量中不得超過 40 ppm。同時 使用二氧化硫會造成著色膠囊之退色(因其亦為還原劑,且在明膠中 會與含氮染料產生交聯作用)。目前使用以對苯甲酸 (p-hydroxybenzoic acid)之酯類為主。商業上常將羥基苯甲酸甲酯 (methylhydroxybenzoate,methylparaben)與羥基苯甲酸丙酯 (propylhydroxybenzoate,propylparaben)兩者比例為 4:1 共用,使用 量最多到 1% (w/w)。 目前 GMP 之標準,並不建議使用膠囊之防腐劑。認為 GMP 之 規範已經可以大幅減低污染。將明膠 50℃加工及濕度之控制,可抑 21.
(22) 制細菌生長。 5-4 膠囊之殺菌方法 膠囊之安定性之研究,亦需探討細菌滋生之問題。1999 年 Taizo 等人之專利說明從模具上脫下之 HPMC 膠囊(28)。即時在紫外光照射 下殺菌。在室溫下為無色易燃之環氧乙烷(ethylene oxide),混合惰性 氣體使用,常用來殺菌(如:10%環氧乙烷與 90%鹵化碳氫化合物 (halogenated hydrocarbons))。但殺菌後膠囊表面環氧乙烷之殘餘量不 可超過 40ppm。 5-5 膠囊之包衣 許多膠囊之配方都設計為即溶釋放。然而,膠囊之包衣技術,可 使藥物在設定之位置釋放(如腸衣包覆)。常用包覆聚合物如:鄰苯二 甲酸乙酸纖維素 (Cellulose acetate phthalate,CAP)、聚乙烯鄰苯二甲 酸乙酸 (polyvinyl acetate phthalate)、丙烯酸類聚合物 (methacrylic acid polymers,包括 Eudragit RS100、Eudragit L30D-55、Eudragit S100)、HPMCP (hydroxypropyl methylcellulose phthalate)、cellulose acetate trimelliate (CAT)…等等。 包衣中亦可添加塑化劑來改善處方包衣膜之張力及彈性,常用之 有鄰苯二甲酸二乙酯 (diethylphthalate)、鄰苯二甲酸二丁酯 (dibutylphthalate)、丙二醇及三醋精 (triacetin)。(3) 六、膠囊劑型之製造和特性 6-1 硬膠囊 6-1-1 製造 硬膠囊,為目前膠囊劑型中使用之主流,兩片式膠囊 (two-piece capsules)則為工業上主要之生產製備方法。其空膠囊之生產可分為: 22.
(23) 溶膠、沾膠、乾燥、脫模、切割、套合等過程(3, 27)。 (1)溶膠:取乾淨定量之明膠,先加部份蒸餾水使之吸水膨脹。然 後移置夾層蒸氣鍋中,逐次加入塑化劑、防腐劑、著色劑及適量之蒸 餾水加熱熔融成膠液(溫度在 70℃以下),再用約 150 號篩過濾,濾液 置於 60℃溫度下,靜置,澄清,去除泡沫後使用。 在製備空膠囊過程中,明膠溶液濃度及粘度,會對硬膠囊囊壁之 厚薄及均勻造成影響。因此配製後之膠液需再經過測定含水量、粘 度,調整成一定濃度、粘度之膠液。 (2)沾膠:不銹鋼模具 (stainless steel mould pins),浸入高溫 (45~55℃)之明膠溶液中,浸入數秒後,緩慢地將模具抽回,此時明 膠液會依附在模具之表面,為了讓膠液能均勻之分佈,將模具組轉動 翻起,並由原本置於水平面之下層移至上層。移至上層後以冷空氣對 流吹風,使明膠能夠凝結固定於模具之上。製膠囊時,浸入時間之長 短與膠囊之大小有密切之關係,較大之膠囊則需要較長之浸入時間。 (3)乾燥:模具再經由機器式之輸送帶通過連續之恆溫乾燥區(烘 箱),使凝膠脫水變硬,在此乾嬠之程度(烘箱之溫度)與輸送之速率都 要經過嚴格之調整。 (4)脫模切割:在乾燥以後,套上並轉動圈夾,在刀鋒過處就可以 把膠囊帽與膠囊體修整成適當之長度。 (5)套合:最後把完成之膠囊帽與膠囊體排齊,套合,再從機器中 彈出。經由電子儀器檢查,剔除不良品。 6-1-2 內容物 硬膠囊充填之處方一般為固體粉末及顆粒狀物,進年來也有使用 液體或半固體為填充內容物,兩者在生產上之處方和設備各相同。. 23.
(24) (1)固體粉末或顆粒充填:對小劑量藥物可加入稀釋劑如乳糖、甘 露醇、碳酸鈣、碳酸鎂、和澱粉,加入稀釋劑也可以促進藥物分散和 溶出。為了使藥粉具有良好之流動性,可加入 2%以下之潤滑劑如聚 矽酮、二氧化矽、硬脂酸鹽、硬脂酸、滑石粉、羥乙基纖維素、甲基 纖維素以及澱粉等,加入這些潤滑劑後可使粉末安息角降低。為了使 疏水性藥物在體液中更好地分散和溶解,以利於吸收,常以親水性物 質如甲基纖維素、羥乙基纖維素、羥丙基纖維素,對藥物進行處理, 增加生物可用率。 (2)液體、半固體之填充:為了克服膠囊中藥物之泄漏,常用具有 觸變性質或熔融性質之配方填料,使得藥物填充過程中因切變力增加 或熱作用而液化,隨後切變力減小或冷卻而立即固化。熔融型配方選 用具有適宜熔點之賦型劑如蜂蠟、石蠟、液態石蠟、氫化植物油、植 物油、PEG (polyethylene glycol) 400 ~ 600 等,此類配方易形成固態 分散體而提高藥物溶出度。 6-1-3 充填 傳統上半自動之充填方式,在操作之程序上先將空膠囊成行之排 列在整理器 (rectifier)上。然後轉送到有排孔之膠囊充填環 (perforated capsule filling ring)。這種充填環在轉盤上旋轉,旋轉時藉 真空抽氣之牽引而使膠囊體嵌入充填環之下半部,至於膠囊帽則卡在 充填環之上半部。然後用手操作把充填環之上半部與下半部分開,而 將卡著膠囊帽之移至一旁,使卡膠囊體之移至另一機械運動之轉盤, 並對準裝盛粉末之漏斗。這個漏斗配置有螺旋器,能引導粉末至膠囊 體與膠囊帽環又重新組合起來,然後對準一針板環 (capsule closing assembly),再把一個阻擋板 (retaining plate)放置在膠囊與針板環之另 一邊,藉空氣之壓力對膠囊體與膠囊帽一起施壓,當把阻板移開,整 個膠囊就會被彈出。. 24.
(25) 工業上運用之大量之充填皆採用自動化之設備,不論作業之程序 如何,各種機器之操作原理不外乎:排列膠囊,校準方向,移去膠囊 帽,藥物填充膠囊體最後套合膠囊帽。最近幾年發展之多種之全自動 膠囊充填機,粉末和顆粒劑方面分為直接與間接充填。 (1)直接充填: (a)螺旋鑽充填法 (Auger-filling),膠囊則置於底部之轉盤之上, 粉末供料槽中含有可攪拌之螺旋鑽,利用螺旋鑽之旋轉將粉末推進膠 囊之中,旋轉之速度越快,充填之含量越多。 (b)振動輔助充填法 (Vibration-assisted filling),先利用機器之振 動使粉末落入膠囊中,經由彈簧活塞之壓縮減少粉末空隙,再將轉盤 上之囊體提高並刮去表面多餘之部份,最後才套筒夾起膠囊帽套合; 其可由轉盤之速度、振動之程度、活塞壓縮之設定及刮板刮除之多寡 來調校膠囊之含量。 (2)間接充填: (a)搗實充填法(Tamp-filling),先經過 5 個填塞柱 (tamping pin)分 別壓縮不同份量之粉末後再將壓縮成之條塊充入膠囊體中;新型可更 換之柱塞能在壓縮時給與 20 ~ 200 牛頓之間之力(傳統上會大於 500 牛頓),使崩散、溶離、生體可用率有所提升。 (b)杜沙特噴嘴法 (Dosator nozzle),不同於搗實充填法,此法僅 有一此壓縮;設計為填充管先置於粉末容器中,經由活塞將粉末壓縮 抽取再轉換位置到膠囊體之上方,將粉末排出裝進膠囊體中。 (c)真空充填法 (Vacuum-filling),利用真空吸引裝置,配合具有 活塞之多孔管柱,先由一孔抽真空將粉末吸入噴嘴成為小條塊,移至 膠囊體上時,再由另一孔吹入氣體推出小條塊,充填於膠囊之中。 6-2 軟膠囊 25.
(26) 6-2-1 製造 軟膠囊,具有 “彈性” 之外殼,其中常包覆半流體 (semi-liquid) 或液體。軟膠囊有以下之幾種製備法: (1)板印模法 (Plate Process) (29) 最早期為半自動之製備法,現已被連續之製備法取代。一般之程 序為:(a) 將具有可塑性之明膠膠囊殼上半張平鋪在有許多囊袋印模 (die pockets)之模板之上;(b) 利用真空吸引之原理將殼吸附在囊袋印 模上;(c) 填入液體或糊狀物 (paste);(d) 對摺膠囊殼之下半張蓋在 囊袋印模上;(e) 再把模板置於印模機 (die press)完成製作。 (2)轉動印模法 (Rotary Die Process) (29) 此製備法由 Scherer 於 1933 年所發明,為首次能連續製備之方 法。除此之外,更可提高製備時之良率及維持充填體積在±1~3%之範 圍之內。在此法中,印模製作在兩個滾筒之表面上。左手邊滾筒上之 囊袋印模形成膠囊之左邊之外殼;右手邊滾筒上之囊袋印模形成膠囊 之右邊之外殼。兩滾筒上之囊袋印模隨著滾筒轉動而彼此相配對。兩 條具有可塑性之明膠帶,和充填在轉動印模滾筒之間之液體 (或半固 體)一起連續且同時地給與。當左右兩邊明膠帶相吻合時,注入內容 物,將膠囊加熱封合,切離而成。 (3)Accogel 法 (Accogel Process) (27, 29) 1949 年由 Lederle Laboratories 公司之 Accogel 及 Stern 將原本之 轉動沖模機改良,發展成可連續充填粉末或顆粒 (granules)之軟明膠 膠囊製備法。一般之組成為:(a) 量測轉筒 (measuring roll);(b) 沖 模轉筒;(c) 封合轉筒。量測轉筒直接在沖模轉筒之上方轉動,囊袋 則位在量測轉筒和沖模轉筒同一線上之位置。粉末或顆粒在真空之吸 引下由量測轉筒上之囊袋所夾住。而具有可塑性之膠囊殼則讚真空吸 26.
(27) 引在沖模轉筒上之囊袋之中。當量測轉筒和沖模轉筒轉動之時候固定 之劑量就會轉移至沖模轉筒之明膠囊袋之中。接下來繼續轉動至封合 轉筒完成封合及切除之動作。 (4)泡泡法 (Bubble Method) (3, 29) 泡泡法,由英國 I.T.S.公司之機器 (Globex Mark III encapsulator) 所生產完全無縫合地一片式軟明膠膠囊。以具有同心圓之管柱將熔融 之明膠由外環管而液體包含於內管同時地排出製備。使用蠕動泵浦, 讓藥液包封於熔融明膠核心之液體從同心圓管口滴落於冷卻液之 中。液滴 (droplets)在界面張力之作用下形成一球形,且外層之明膠 在冷卻下凝結。 6-2-2 內容物 硬膠囊與軟膠囊在製作流程上最大之差別則在於硬膠囊殼製造 完後需再經另一充填之步驟,而軟膠囊則製造與充填在同一步驟下即 可完成。軟膠囊常因各種需要,可製成各種不一樣之形狀以供使用, 一般之形狀及充填之體積如表 2 中所示(3)。充填時可將液體、互溶性 液體之混合液、溶液、懸浮液、半固體、乾粉末或小條塊等包封於其 內。該內容物不能溶解膠囊之外殼才能適合充填,目前大部份仍以油 性材料為主,包括動物、植物、礦物油以及聚乙烯二醇等類。其中, 尚未見到『可直接包封水溶液』之軟膠囊。. 27.
(28) 表 3. 一般軟膠囊形狀、充填體積及其應用(3) 形狀 圓球形 卵形 橢圓形. 可充填體積(mL) 0.05-6 (主要為較小之體積) 0.05-7(主要為較大之體積) 0.1-20. 魚雷形 0.1-20. 管形. 應用 口服一般 0.15-0.3mL 口服一般 0.1-0.5mL 口服一般 0.3-0.8mL 直腸、陰道. 0.1-30 (主要為較大之體積) 外用(僅當容器). 28. 成品例 Adalat、Targretin Nitrangin Isis、Gepan Mebucalets F Gelsolet、 Orofar Gelsolet Emesan E、 Klismacort、 Polygynax、Fossyol.
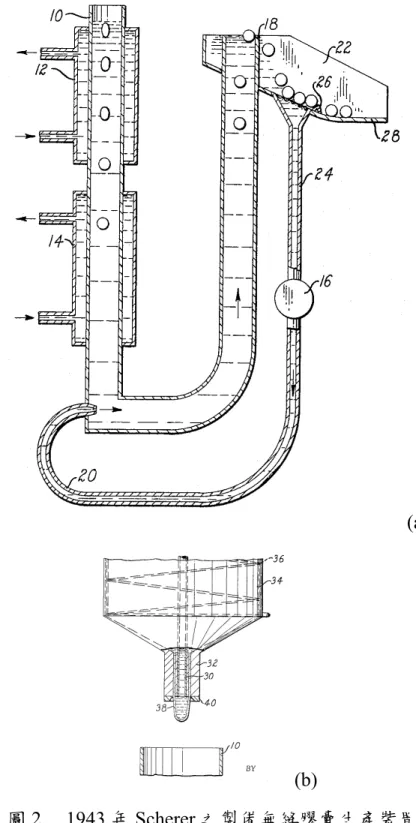
(29) 6-3 無縫膠囊 無縫膠囊屬於軟膠囊製備方法之一類,然而特殊之製程及專精之 技術漸漸成為膠囊劑型中之另一門學科。 1943 年,Scherer(30, 31)發明膠囊之製備,如圖 2 所示。經由同圓 心內外兩層大小不同之管所製之噴嘴,吹出具有彈性之明膠膠囊殼, 包覆特殊材質之膠囊,包覆之物質有固定之比重,透過噴嘴自動充滿 膠囊,最後因界面張力作用形成液滴與噴嘴分離落入 U 形管之固化 液中。U 形管之前段在外面罩著溫度略高之恆溫裝置,使液滴最初落 入 U 形管時,具有可塑型之狀態,微調形成無縫膠囊,使外表更加 圓潤。下一段 U 形管外層為冷卻裝置,溫度下降使無縫膠囊凝結固 化。順著固化液之流向,流至過濾用之貯液槽,濾網使經過之無縫膠 囊留下,固化液由泵浦再迴流進入 U 形管之中。噴嘴開口亦可設計 成浸沒於固化液面之下,液滴未完全冷卻呈熔融狀態時,會懸浮於管 柱之中,待冷卻後漸漸沉降下來。比重及溫度,會影響無縫膠囊固化 後之形狀。 同年,Mabbs 等人(32)製造出可同時包含有獨立多核心之多室膠囊 (polycellular capsule)如二室、三室無縫膠囊。噴嘴之與 US Pat. 2,331,572 差異最大,以各自獨立之內層管柱(二支或三支)取代了原本 同圓心之雙層管柱。內管可導入不同性質之填充藥液,外管導入膠囊 殼溶液,流出時內管填充溶液,逐漸充滿包覆於外之膠囊殼溶液,再 形成液滴落下。 1944 年,Scherer(33)發明新型之噴嘴,改變流出藥液噴嘴之層數, 以同心圓多層口徑由內而外逐漸增大之空心管,以製備多層無縫膠囊 (五層無縫膠囊)。可以在膠囊殼上形成連續包衣,保護或避免內含物 質受到破壞。亦可製備成包覆兩種或多種之內容物。. 29.
(30) 1945 年,Mabbs 等人(34)將其 1994 年各自獨立之內層管柱,由單 層改為雙層,所製得之成品形狀為兩顆獨立之雙層無縫膠囊包含在同 一個膠囊殼層之中。 1950 年,Pile 等人(35)提出將噴嘴、膠囊殼填充液、內容物有效成 分溶液,連同加熱設備一起置於可滑動之櫥櫃之上,在滴注無縫膠囊 之時候,能夠有順序不在同一位置之落入冷卻液。噴嘴也不在同心圓 之中央位置,而在管內之一邊。 1959 年,Dorens 等人(36)認為在一定溫度下,製備無縫膠囊之膠 液黏度不可超過 1500 厘泊,最好範圍在 500~1000 厘泊之間,吹出噴 嘴處,加上冷卻液適當地從噴嘴兩側向流出之膠囊殼溶液推擠,以利 無縫膠囊之分離。並把噴嘴置於似腳踏車避振器之彈性裝置上,噴嘴 上再加裝特殊之齒輪與噴嘴緊靠,產生規律穩定之振動,利用振動促 進無縫膠囊落下成形。 1976 年,Hagiwara 等人(37)以填入膠囊之材料、液態溶液和水不 溶之溶液一起,由同心之三層空心管噴射入固化液中,製備三層無縫 膠囊。最外面之第三層,僅作為暫時包覆維持形狀之作用,在固化液 流動之過程中,碰到阻擋板後即被破壞,此時第二層外露,接觸到固 化液。固化液中含有大量之多價金屬離子,與第二層液態溶液(如: 海藻酸鹽、低甲氧基果膠(甲氧基含量 7 %以下)、果酸鹽、乙基纖維 素羥基乙酸鹽類或聚丙烯酸鹽類)接觸作用後,易造成水合作用之減 少,變成具有彈性及不可逆之網狀結構,成為良好之膠囊殼材質,將 填充物完整之包覆。 1977 年,Dziedzic 等人(38)提出利用上下兩層之冷卻液(固化液), 上層為水不溶之溶液,維持無縫膠囊之形狀;下層為含二價、三價之 離子 (Ca2+,Mg2+,Ba2+,Sr2+,Fe3+,Al3+,Cr3+,)水溶液,用以固 化無縫膠囊,使溶液態變為膠態。最後無縫膠囊再沉至底下經過濾膜 30.
(31) 取出。 1981 年,Suzuki 等人(39)設計無縫囊製備裝置,引固化液過濾流 出再經冷卻後迴流至管內,與液滴落下之方向為平行之,在噴嘴末端 之下方加置一環狀物 (或筒狀物),噴嘴擠出如麵條之條狀物,最外 層是套著內容物之膠囊殼,馬達透過上述之環狀物 (或筒狀物)傳遞 振動,促進其分離成一顆無縫膠囊。 1983 年,Morishita 等人(40)建立三層無縫膠囊之製法,噴嘴為三 層。最外面之第三層為加熱之循環固化液,其溫度與膠囊殼包覆材料 之溫度接近或更高。噴出物一出噴嘴口後,即由固化液水流(約 0℃) 冷卻之,使多層之噴出物,隨著溶液流之擠壓分離,成一顆圓形之無 縫膠囊。 1992 年,Connell (41)設計之化妝用品膠囊,為無縫膠囊之延伸。 1993 年,Takei (42)在噴嘴上加裝振動之馬達,透過輪軸,讓噴嘴 來回之移動,再由泵浦推進,擠出製備膠囊之材料,讓成形之膠囊垂 直落入冷卻液中。而且冷卻液中,還可在適當之位置上導入流速小不 同流向之固化液,使無縫膠囊固化時,間距略為拉開。 同年,Takei 等人(43)認為固化液無法冷卻完全時,會產生彼此黏 附在一起,造成產率下降。因此提出利用無縫膠囊在固化液螺旋狀旋 轉落下,延長固化之路徑與拉開前後彼此之間隔,提高生產之效率。 也提出空氣中形成無縫膠囊,落入固化液時,沿著切線旋轉進入,及 在固化液中形成時,加置一旋轉之接頭,讓無膠囊在固化液中沿切線 旋轉射出之方法,不干擾下一滴之形成。 1994 年,Kikushi 等人(44)發明可包含親水性物質之無縫膠囊(如: PEG、PVP、醇類)組成。具有黏性幾乎不溶於水之物質 (如:芳香油、 脂肪酸酯類,HLB 值在 2~8 之間)在 100℃下,黏度不得超過 1000 厘 31.
(32) 泊,包覆著核心之親水性物質。最外層之膠囊殼材料以明膠為主。一 起由多層同心之噴嘴所吹出。 同年,Suzuki 等人(45)提出三層無縫膠囊,可包覆水 (100%)、果 汁或高級性之醇類。以蔗糖脂肪酸酯 (C2~C6 fatty ester of sucrose), 在加熱下變為液體時包覆內層之水溶性物質,固化後能保護內層不會 滲露,外層為明膠或含有多羥醇 (polyhydric alcohol,如 sorbitol)之明 膠。 1995 年,Takei (46)在設備中,從旁加入不對稱之水流,這道水流 是主要迴流進入管之分支,會與主流在管內連接。加入之水流會讓無 縫膠囊之下降造成偏向,控制無縫膠囊維持最理想之形狀。 同年,Suzuki 等人(47)用黏度在 20~100 mPa.s 冷水溶液為固化液。 噴嘴吹出之核心溶液包覆於膠囊殼溶液,與固化液彼此間之比重差距 在 0.05 以內。 1997 年,Aebischer 等人(48)製備出細長型之無縫膠囊,經促凝結 劑處理,用於包覆如細胞之懸浮液或其他生物材料。 同年,Kiefer 等人(49, 50)提出以碳水化物,如異麥芽酮糖醇(isomalt) 及木糖醇 (xylitol)之混合物)在玻璃態 (glassy state)下由噴嘴吹出包 覆溶液製備無縫膠囊之方法與裝置。以改善明膠為膠囊殼材料之缺 點:不易去除水分及使用後口中殘留不舒服之塑膠氣味。 同年,Glenn 等人(51)以同心之噴嘴列,製備無縫膠囊,可由內層 管與外層管截面積之比例來控制充填物與包覆於外面之膠囊殼液體 之流出量。 1999 年,Kiefer 等人(52)提出用於製備無膠囊之設備及方法,其特 殊之處,為使用加熱之固化液,導入於噴嘴之出口處,接著在下端導 入冷卻後之固化液,使無縫膠囊外殼由液態轉為固態型式。 32.
(33) 1999 年,Fusejima 等人(53)針對無縫膠囊在貯存時容易發生破裂及 服用方便,提出製備之限制,無縫膠囊之直徑大小 (d) 宜在 0.5~5 mm 之間,膠囊殼膜之厚度 (θ) 需介於 0.01d≦θ≦0.05d,管內外軸之比 例 (ρ) 得不超過 1.3,否則膠囊殼易過厚,最適當之則是在 1.15 以下。 2001 年,Kiefer 等人(54)改良之前裝置上冷、熱迴流溶液再流進固 化液槽之位置,以此新之方法製備無縫膠囊。在無縫膠囊製造之過程 中,分別給予加溫與冷卻過之水流,促進無縫膠囊之形成及固化作用。 同年,Kiefer 等人(55)以玻璃態之碳水化物材料及內含包覆之無縫 膠囊,應用於食品、飲料、藥劑、口香糖、糖果、榚點和口腔清潔上。 殼之材料可為:蔗糖、萄葡糖、果糖、異麥芽酮糖醇、木糖醇、山梨 醇、赤藻糖醇 (erythritol)、甘露糖醇或是以上之混合物。 同年,Urabe 等人(56)將生物聚合物 (biopolymer)用於無縫膠囊 上。(a) 內容物為合成之生物聚合物與水溶液。(b) 無縫膠囊殼以聚 糖類或是果膠來形成膜,包覆上述之混合水溶液。(c) 在上述之內容 物及無縫膠囊殼之間,有一層具有黏度,對水幾乎不溶之液體物質, 用來包覆內層且保護外層。 2002 年,Kiefer 等(57)製備無縫膠囊之新裝置上冷、熱迴流溶液再 流進固化液槽之位置,促進無縫膠囊之形成及固化作用。 同年,Sunohara 等人(58)提供製備多層軟膠囊 (四層,多層包覆多 種溶液),有效除去口中不良氣味。並以服用大蒜比較去除口腔不良 氣味之能力。 2004 年,Nakamura 等人(59)改良製備時無縫膠囊之溫度之控制。 灌注液置於儲料槽,經過管線輸送至噴嘴再吹出成膠囊,在儲料槽中 維持低之溫度,到達噴嘴之途中,加熱逐漸提高溫度,以控制在製程 維持良好之黏度。並在噴嘴處給與振動,促進無縫膠囊之形成。 33.
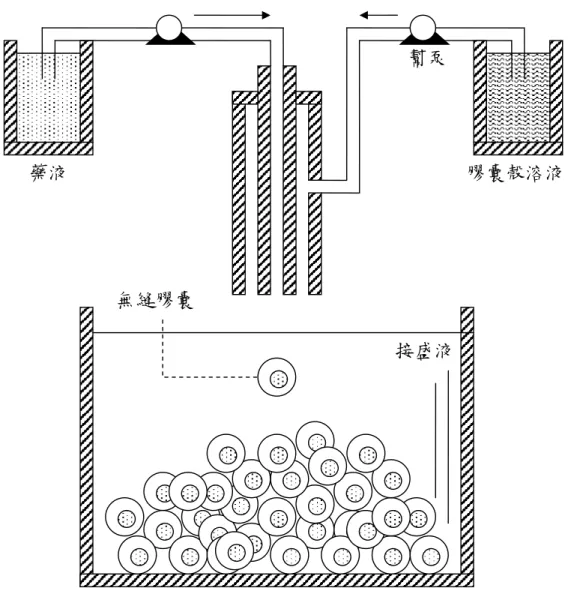
(34) 七、研究目的 口服固體藥物常會有不易吞服之情況,而一般對於膠囊劑之順從 性則優於錠劑(60)。另一方面軟膠囊可包覆液體之特性,減少藥物在體 內溶解之步驟,增加生體可用率(61),且充填方便,生產迅速。 本研究之無縫膠囊,屬軟膠囊,研究之方向朝向:設備簡單、無 縫膠囊外形可大可小、生產方便、一體成形。可包覆內容物之方向朝 向:固體、半固體或液體,更進一步,液體可包覆水溶液或油溶液。 因此,本研究為可包覆水或油溶液之無縫膠囊,其研究目標為: (1) 膠囊外殼材料之研究; (2) 膠囊生產設備之研究; (3) 膠囊生產製程參數之研究; (4) 膠囊物化性質之研究; (5) 膠囊包覆功能之研究。. 34.
(35) (a). (b) 圖 2. 1943 年 Scherer 之製備無縫膠囊生產裝置 (a) U 形管、冷卻液構形 (b) 噴嘴之構形。. 35.
(36) 貳、實驗 一、儀器與設備 1. 脈動泵浦 (Pulsated Pump):502E,Watson-Malow,英國。 2. 蠕動泵浦 (Peristalsis Pump):503U,Watson-Malow,英國。 3. 水浴鍋 (Water Bath):EYELA SB-35,Tokyo Rikakikai,日本。 4. 輸液管 (TYGON tubing):1/16 1/8 1/32,Saint-Gobain,美國。 5. 噴嘴 (Orifice):由本實驗室設計組裝。 6. 分析天平 (Analytical balances):CP224S,Sartorius,德國。 6 恆溫烘箱 (Oven):進信有限公司,台灣。 7. 冷凍箱 (Freezer):進信有限公司,台灣。 8. 純水製造機 (Water purification equipment):Milli-Q, Academic,Millipore,美國。 9. 熔點測定機 (Melting point apparatus):Fisher Scientific Company,美國。 10. 硬度測試儀 (Hardness Tester):KC-03,Ko-Chiang,台灣。 11. 脆度測試儀 (Friabilator):新光精機,台灣。 12. 崩散測試儀 (Disintegration Tester):D-63512,Hainburg,德 國。. 25.
(37) 二、材料與試藥 1. 明膠 (豬皮,Type A),Sigma,美國。 2. 石蠟 (Paraffin),莊峰榮化工企業有限公司,台灣。 3. 可可脂 (Cocoa butter),莊峰榮化工企業有限公司,台灣。 4. 大豆沙拉油 (Salad oil),台糖,台灣。 5. 甘油 (Glycerin),Merck,德國。 6. 甲醇 (Methanol,CH3OH),Merck,德國。 7. 乙醇 (Ethanol,CH3CH2OH,95%),菸酒公賣局,台灣。 8. 聚乙烯二醇 400 (Polyethylene Glycol,PEG 400),Merck,德國。 9. 丙二醇 (Propylene Glycol,PG),和光,日本。. 26.
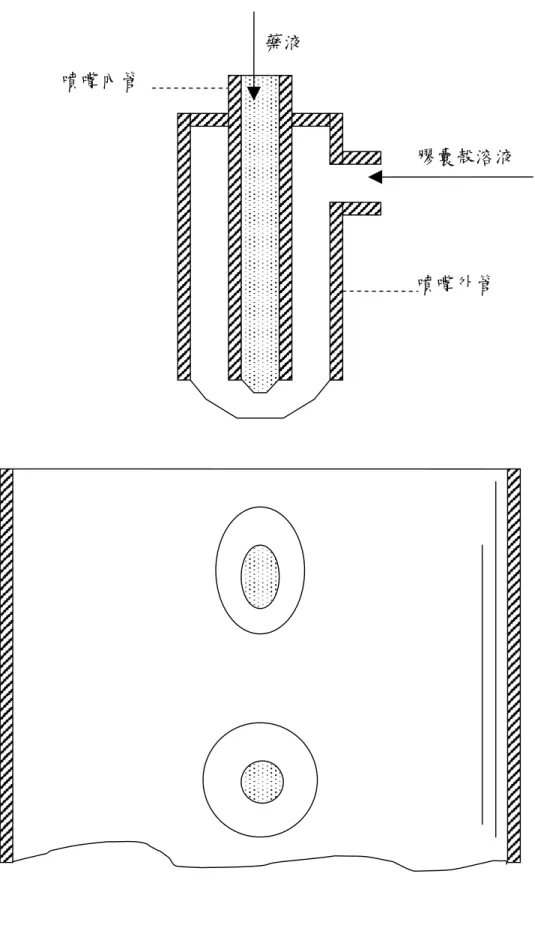
(38) 藥液 噴嘴內管. 膠囊殼溶液. 噴嘴外管. 圖 3. 自製噴嘴生產概念圖 27.
(39) 幫泵. 藥液. 膠囊殼溶液. 無縫膠囊 接盛液. 圖 4. 無縫膠囊生產裝置圖簡圖. 28.
(40) 三、實驗方法 3-1. 包油無縫膠囊製程參數之研究 3-1-1 以明膠為膠囊殼材料製造無縫膠囊: 由圖 4 之儀器設備為主體,製造無縫膠囊。製備流程如下: 稱適量之明膠與純水,均勻混合,純水體積需考慮塑化劑濃度。(例: 明膠濃度 30% (w/v),30 g 明膠,溶於 100 mL 之液體;若為塑化劑 15% (v/v),先加入 15 mL 之塑化劑,再混和純水至 100 mL)。室溫下 靜置 40 分鐘,待明膠顆粒將液體吸收、浸潤完全。水浴鍋中加熱溶 解,時間為 50 分鐘,溫度控制在 65℃。將水溫調降至 40℃靜置 30 分鐘,待液面上泡沫消除。以上步驟準備完成後,便可進行製備無縫 膠囊。設定蠕動泵浦流速將明膠水溶液與油性溶液注入噴嘴之中製備 無縫膠囊。製備完成之無縫膠囊會滴入預先準備好之冷卻液 (約 0~5℃)中成型。取出冷卻液中之無縫膠囊,置於 30℃之烘箱中乾燥 48 小時。將外層明膠中之水份除去。 3-1-1-1 泵浦流速對明膠無縫膠囊重量之影響(55) 配製明膠濃度 30% (w/v)、塑化劑 15% (v/v)之明膠水溶液(明膠 30 g,甘油 15 mL) 。在製備時,油性溶液由脈動泵浦固定流速為 21 rpm,改變明膠水溶液蠕動泵浦流速分別為 15、20、25、30 及 35 rpm 之不同流速來注入噴嘴。研究流速對無縫膠囊重量之影響。 3-1-1-2 濃度對明膠無縫膠囊重量之影響 配製 (1)明膠水溶液中明膠濃度分別為 20、25、30、35 及 40% (w/v),塑化劑 15% (v/v);(2) 明膠水溶液明膠濃度 30% (w/v),塑化 劑濃度分別為 0、10、15、20 及 30% (v/v)。在製備時,蠕動泵浦以 明膠水溶液 13 rpm,脈動泵浦以油性溶液 38 rpm 之固定流速來注入 噴嘴。研究明膠水溶液之濃度對無縫膠囊重量之影響。 29.
(41) 3-1-1-3 塑化劑類對明膠無縫膠囊重量之影響 配製明膠濃度 30% (w/v),塑化劑分別為 20% (v/v)之(1) 丙二 醇;(2) 甘油;(3) 聚乙烯二醇 400 之明膠水溶液。在製備時,蠕動 泵浦以明膠水溶液 13.5 rpm,脈動泵浦以油性溶液 30 rpm 固定之流 速來注入噴嘴。研究塑化劑種類對無縫膠囊重量之影響。 3-1-1-4 噴嘴大小對明膠無縫膠囊重量之影響(51, 55) 配製明膠濃度 30% (w/v) ,塑化劑 15% (v/v) 之明膠水溶液。在 製備時,蠕動泵浦以明膠水溶液 20 rpm,脈動泵浦以油性溶液 21 rpm 固定之流速來注入噴嘴,噴嘴之大小分別為(1) 外徑 0.60 cm,內徑 0.48 cm;(2) 外徑 0.75 cm,內徑 0.50 cm;(3) 外徑 0.95 cm,內徑 0.60 cm。研究噴嘴口徑大小對無縫膠囊重量之影響。 3-2. 包水無縫膠囊製程參數之研究 本研究中,應用包油無縫膠囊之技術,改以石蠟及可可脂兩種材 料,評估包水無縫膠囊製備之條件與參數上之研究。 3-2-1 以石蠟為膠囊殼材料製備無縫膠囊: 取適量之石蠟置於水浴鍋中加熱,溫度約 85~90℃。(噴嘴加熱溫度維 持 80~85℃)。準備包封於膠囊內之水溶液。設定蠕動泵浦流速將溶液 分別注入噴嘴之中製備無縫膠囊。製備完成之無縫膠囊會滴入預先準 備好之冷卻液 (約-10℃) 中成型。 3-2-1-1 流速對蠟無縫膠囊重量與外觀之影響(55) (1) 如圖 4 之裝置,固定輸送水溶液脈動泵浦之流速為 21 rpm, 僅改變石蠟液之蠕動泵浦流速分別為 10、15、20、25 及 30 rpm (兩 泵浦對溶液流量比為 0.4890、0.1789、0.9490、1.1784 及 1.4081) 不 同之流速來注入噴嘴;(2) 如圖 4 之裝置,改變蠕動泵浦之流速分別. 30.
(42) 為 30、35、40、45 及 50 rpm (兩溶液流速皆相同)不同之流速來注入 噴嘴。接盛液為溫度-10℃,體積 30 mL 之乙醇,液面與噴嘴液滴之 出口相距 0.5 cm 落入冷卻液中;(3) 取前述(1)中之蠟無縫膠囊成品, 破壞外殼後置入於烘箱,使被包覆之水份完全排出,再稱量其重量之 變化。研究改變流速對無縫膠囊重量與外觀之影響。 3-2-1-2 冷卻液種類對蠟無縫膠囊重量與外觀之影響 冷卻液基本物理性質-界面張力:在-10℃與室溫不同溫度下測量 (1) 水;(2) 甲醇;(3) 乙醇三種溶液,在界面張力上之不同。 2r. θ. h. 各代表符號 r:半徑 γ:界面張力 θ:角度 h:液面高度 d:液體密度 g:重力常數. 圖 5. 量測界面張力示意圖 以毛細管來測量界面張力之大小。當毛細管直立於液體內時,表面張 力使管內一面上升之力為 F1,向下之力為 F2。 F1 = 2 π r γ cosθ F2 = π r2 h d g 當 F1 = F2 相等 2 π r γ cosθ = π r2 h d g. γ=. rhdg 2 cos θ. 31.
(43) 假如 θ = 0. 則 cosθ = 1. γ = rhdg 2. (式 3). 取石蠟溶液與水溶液於圖 4 之裝置之中,石蠟溫度為 90℃,蠕 動泵浦以兩溶液皆為 35 rpm 固定之流速來注入噴嘴。接盛液為溫度 -10℃,體積 30 mL 之乙醇,液面與噴嘴液滴之出口相距 0.5 cm 落入 冷卻液中。研究冷卻液種類對無縫膠囊重量與外觀之影響。 3-2-1-3 冷卻液液面與噴嘴出口之距離對蠟無縫膠囊重量與外觀之影響 (51). 取石蠟溶液與水溶液於圖 4 之裝置之中,石蠟溫度為 90℃,蠕 動泵浦以兩溶液皆為 35 rpm 固定之流速來注入噴嘴。接盛液為溫度 -10℃,體積 30 mL 之乙醇,液面與噴嘴液滴之出口相距(1) 0.5 cm; (2) 1.0 cm;(3) 1.5 cm 落入冷卻液中。研究冷卻液液面與噴嘴出口之 距離對無縫膠囊重量與外觀之影響。 3-2-1-4 冷卻液溫度對蠟無縫膠囊重量與外觀之影響(55) 取石蠟溶液與水溶液於圖 4 之裝置之中,石蠟溫度為 90℃,蠕 動泵浦以兩溶液皆為 35 rpm 固定之流速來注入噴嘴。接盛液為溫度 (1) -10℃;(2) 0℃;(3) 10℃;(4) 20℃,體積 570 mL 之乙醇,液面與 噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究冷卻液溫度對無縫 膠囊重量與外觀之影響。 3-2-1-5 冷卻液組成對蠟無縫膠囊重量與外觀之影響 取石蠟溶液與水溶液於圖 4 之裝置之中,石蠟溫度為 90℃,蠕 動泵浦以兩溶液皆為 35 rpm 固定之流速來注入噴嘴。接盛液為溫度 -10℃,體積 30 mL,濃度(1) 83%;(2) 89%;(3) 95%之乙醇水溶液, 液面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究冷卻液組成 對無縫膠囊之影響。 32.
(44) 3-2-1-6 冷卻液體積對蠟無縫膠囊重量與外觀之影響 取石蠟溶液與水溶液於圖 4 之裝置之中,石蠟溫度為 90℃,蠕 動泵浦以兩溶液皆為 35 rpm 固定之流速來注入噴嘴。接盛液為溫度 -10℃,體積為(1) 30 mL;(2) 70 mL;(3) 200 mL 之乙醇,液面與噴 嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究冷卻液體積對無縫膠 囊之影響。 3-2-1-7 噴嘴大小對蠟無縫膠囊重量與外觀之影響(51, 55) 取石蠟溶液與水溶液於圖 4 之裝置之中,石蠟溫度為 90℃,蠕 動泵浦以兩溶液皆為 30 rpm 固定之流速來注入噴嘴(1) 外徑 0.55 cm,內徑 0.30 cm;(2) 外徑 0.75 cm,內徑 0.50 cm;(3) 外徑 0.95 cm, 內徑 0.60 cm。接盛液為溫度-10℃,體積為 30 mL 之乙醇,液面與噴 嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究噴嘴大小對無縫膠囊 之影響。 3-2-2 以可可脂為膠囊殼材料製備無縫膠囊: 取適量之可可脂置於水浴鍋中加熱,溫度約 35~48℃。準備包封於膠 囊內之水溶液。設定蠕動泵浦流速將溶液注入噴嘴之中製備無縫膠 囊。製備完成之無縫膠囊會滴入預先準備好之冷卻液 (約-10℃) 中成 型。 3-2-2-1 流速對可可脂無縫膠囊重量與外觀之影響(55) 如圖 4 之裝置,固定輸送水溶液脈動泵浦之流速為 21 rpm,僅改 變可可脂液蠕動泵浦流速分別為 5、10、15、20、及 25 rpm 不同之流 速來注入噴嘴;(2) 如圖 4 之裝置,改變蠕動泵浦之流速分別為 5、 10、15、20 及 25 rpm 不同之流速來注入噴嘴。接盛液為溫度-10℃, 體積 30 mL,濃度約 64%之乙醇水溶液,液面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究可可脂流速對可可脂無縫膠囊重量與外觀 33.
(45) 之影響。 3-2-2-2 冷卻液液面與噴嘴出口之距離對可可脂無縫膠囊重量與外觀 之影響(51) 取可可脂溶液與水溶液於圖 4 之裝置之中,可可脂溫度為 40℃, 蠕動泵浦以兩溶液皆為 30 rpm 固定之流速來注入噴嘴。接盛液為溫 度-10℃,體積 30 mL,濃度 95%之乙醇溶液,液面與噴嘴液滴之出 口相距(1) 0.5 cm;(2) 1.0 cm;(3) 1.5 cm 落入冷卻液中。研究冷卻液 液面與噴嘴出口之距離對無縫膠囊重量與外觀之影響。 3-2-2-3 冷卻液溫度對可可脂無縫膠囊重量與外觀之影響(55) 取可可脂溶液與水溶液於圖 4 之裝置之中,可可脂溫度為 40℃, 蠕動泵浦以兩溶液皆為 15 rpm 固定之流速來注入噴嘴。接盛液為溫 度(1) -10℃;(2) 0℃;(3) 10℃;(4) 20℃,體積 200 mL,濃度約 95% 之乙醇水溶液,液面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。 研究冷卻液溫度對無縫膠囊重量與外觀之影響。 3-2-2-4 冷卻液組成對可可脂無縫膠囊重量與外觀之影響 取可可脂溶液與水溶液於圖 4 之裝置之中,可可脂溫度為 40℃, 蠕動泵浦以兩溶液皆為 15 rpm 固定之流速來注入噴嘴。接盛液為溫 度-10℃,體積 30 mL,濃度(1) 64%;(2) 83%;(3) 95%之乙醇水溶液, 液面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究冷卻液組成 對無縫膠囊重量與外觀之影響。 3-2-2-5 冷卻液體積對可可脂無縫膠囊重量與外觀之影響 取可可脂溶液與水溶液於圖 4 之裝置之中,可可脂溫度為 38℃, 蠕動泵浦以兩溶液皆為 20 rpm 固定之流速來注入噴嘴。接盛液為溫 度-10℃,體積為(1) 30 mL;(2) 70 mL;(3) 200 mL,濃度約 95%之乙 醇水溶液,液面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究 34.
(46) 冷卻液體積對無縫膠囊重量與外觀之影響。 3-2-2-6 噴嘴大小對可可脂無縫膠囊重量與外觀之影響(51, 55) 取可可脂溶液與水溶液於圖 4 之裝置之中,可可脂溫度為 38℃, 蠕動泵浦以兩溶液皆為 20 rpm 固定之流速來注入噴嘴 (1) 外徑 0.60 cm,內徑 0.48 cm;(2) 外徑 0.75 cm,內徑 0.50 cm;(3) 外徑 0.95 cm, 內徑 0.60 cm。接盛液為溫度-10℃,體積為 30 mL,濃度約 64%之乙 醇水溶液,液面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究 噴嘴大小對無縫膠囊重量與外觀之影響。 3-2-2-7 蠟/可可脂混合無縫膠囊重量之影響 取蠟/可可脂溶液為外殼溶液,水溶液為內容物於圖 4 之裝置之 中,水浴鍋溫度 65℃,蠕動泵浦以兩溶液皆為 20 rpm 固定之流速來 注入噴嘴,蠟/可可脂的濃度分別為 0%、6%、12%、24%、48%(w/w%)。 接盛液為溫度-10℃,體積為 30 mL,濃度約 64%之乙醇水溶液,液 面與噴嘴液滴之出口相距 0.5 cm 落入冷卻液中。研究蠟/可可脂百分 比對混合無縫膠囊重量之影響。 3-2-3 包水無縫膠囊之包覆性質研究 目前之製藥業中,尚無可包覆水溶液之膠囊可供使用。將研究中 部分之包水無縫膠囊做一簡單、初步之試驗。以硬度、脆度、崩散及 一般儲存條件之試驗來驗證包水無縫膠囊之包覆能力。 3-2-3-1 無縫膠囊之硬度試驗 取 2-1-1(1)、(2)及 2-2-1(1)、(2)所製備之蠟/可可脂無縫膠囊各十 顆,以硬度機試驗無縫膠囊之品質。 3-2-3-2 無縫膠囊之脆度試驗 取 2-1-1 (1)及 2-2-1 (1)所製備之蠟/可可脂無縫膠囊各十顆,以脆 35.
(47) 度機試驗無縫膠囊之品質。 3-2-3-3 無縫膠囊之崩散試驗 取 2-1-1 (1)及 2-2-1 (1)所製備之蠟/可可脂無縫膠囊各十八顆,以 崩散機試驗無縫膠囊之品質。 3-2-3-4 無縫膠囊之儲存試驗 取 2-1-7 (1)及 2-2-6 (1)所製備之蠟及可可脂無縫膠囊各四十顆, a. 觀察無縫膠囊儲存於室溫下之影響;b. 由室溫開始,提高溫度直 至無縫膠完全溶化,觀察無縫膠囊儲存於不同溫度下之影響;c. 觀 察無縫膠囊儲存於水中之影響;d. 觀察無縫膠囊儲存於乙醇中之影 響。 取 3-2-2-7 所製備之混合無縫膠囊各十顆,裝進 30mL 充滿純水 之容器內,密封後置於烘箱觀察混合無縫膠囊將內容物釋於水中之溫 度。 3-3 數據處理及統計方法 由以上對各參數之研究結果,以線性回歸計算出各條件對重量上 影響之趨勢。再以 One-way ANOVA (α=0.05,95% Confidence Interval) 分析,來比較各項中是否會因條件不同,製備之產品有無差異性存在。. 36.
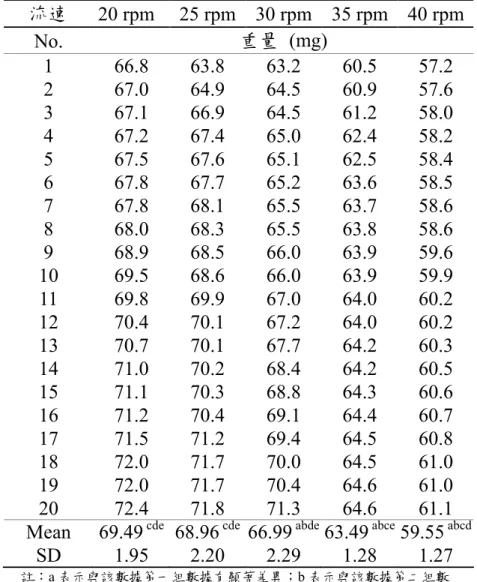
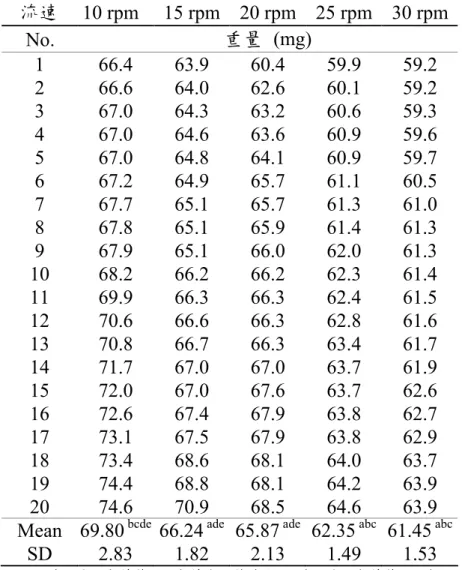
(48) 參、結果與討論 一、包油之無縫膠囊製程參數之研究 1-1 以明膠為膠囊殼材料製造無縫膠囊 1-1-1 泵浦流速對明膠無縫膠囊重量之影響 如圖 4 中所示,溶液於自製之噴嘴滴下無縫膠囊,需經過泵浦設 備定量輸送液體。研究改變泵浦之流速,對明膠無縫膠囊形成之影 響,係明膠無縫膠囊製程中需控制之參數。以明膠 30%、塑化劑 15% 之明膠水溶液製備,固定輸送油溶液之脈動泵浦流速為 21 rpm,改變 明膠水溶液蠕動泵浦流速分別為 15、20、25、30 及 35 rpm,成品再 經烘箱定溫 30℃乾燥 48 小時。明膠無縫膠囊乾燥後經稱量,結果如 表 4 所列,分別為 69.49 ±1.95、68.96 ±2.20、66.99 ±2.29、63.49 ±1.28 及 59.55 ±1.27 mg。 如圖 6 所示,明膠無縫膠囊之重量經線性回歸後之方程式:y = -0.5069 x + 78.367 (R2 =0.9263),有隨著 x 而遞減的傾向。以 One-way ANOVA 分析表 4 之 5 組數據(15、20、25、30 及 35 rpm)後,組間在 重量上具有顯著差異(α < 0.05);以 Tukey Test,15 rpm 與 20 rpm 之間 無統計上之意義。 於試驗當中,改變明膠溶液泵浦之流速為 15、20、25、30 及 35 rpm,造成明膠溶液與油溶液之間產生流速差異,明膠之比例越來越 多,再加上明膠在乾燥後,水分會散失,更加速重量遞減之差異。因 此說明,明膠無縫膠囊於改變明膠溶液泵浦時,會使明膠無縫膠囊在 重量上有遞減之傾向。 1-1-2 濃度對明膠無縫膠囊重量之影響 如圖 4 中所示,溶液於自製之噴嘴滴下無縫膠囊,需經過泵浦設 37.
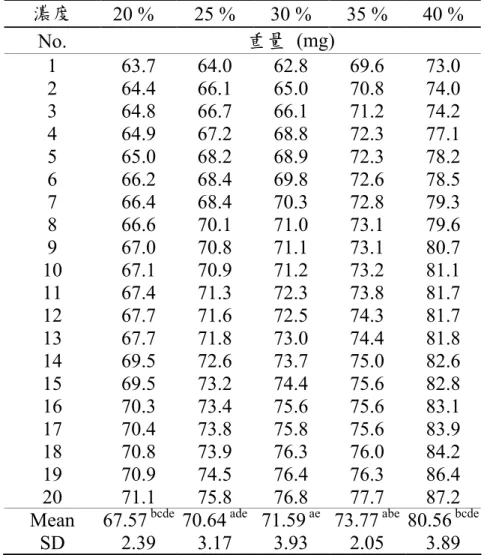
(49) 備定量輸送液體。研究明膠及塑化劑之濃度,對明膠無縫膠囊形成之 影響,係明膠無縫膠囊製程中需控制之參數。 (1) 改變明膠濃度為 20、25、30、35 及 40%,塑化劑 15%,固 定脈動泵浦以明膠水溶液 13 rpm 及油性溶液 38 rpm 輸送,成品再經 烘箱定溫 30℃乾燥 48 小時。明膠無縫膠囊乾燥後經稱量,如表 5 所 示,分別為 67.57 ±2.39、70.64 ±3.17、71.59 ±3.93、73.77 ±2.05 及 80.56 ±3.89 mg。 如圖 7 所示,明膠無縫膠囊之重量經線性回歸後之方程式:y = 0.5822 x + 55.36 (R2 =0.8954),有隨著 x 而遞增的傾向。以 One-way ANOVA 分析表 5 之 5 組數據(20、25、30、35 及 40%)後,組間在重 量上具有顯著差異(α < 0.05);以 Tukey Test,30%與 25%、35%之間 無統計上之意義。 (2) 明膠濃度 30%,改變塑化劑濃度為 0、10、15、20 及 30%, 固定蠕動泵浦以明膠水溶液 13 rpm 及油性溶液 38 rpm 輸送,成品再 經烘箱定溫 30℃乾燥 48 小時。明膠無縫膠囊乾燥後經稱量,如表 6 所示,分別為 38.99 ±2.79、62.45 ±3.86、70.90 ±6.29、74.80 ±1.68 及 80.13 ±3.77 mg。 如圖 8 所示,明膠無縫膠囊之重量經線性回歸後之方程式:y = 1.3577 x + 45.089 (R2 =0.8847),有隨著 x 而遞增的傾向。以 One-way ANOVA 分析表 6 之 5 組數據(0、10、15、20 及 30%)後,組間在重 量上具有顯著差異(α < 0.05);各組間皆有顯著差異。 明膠濃度增加,經過烘乾後之明膠無縫膠囊,殼中之明膠含量多 也較厚重。當明膠濃度 30 %時,與 25 %、35 %製備之明膠無縫膠囊, 差異性小。但就整體組間之差異,仍具有顯著意義。可說明,在增加 明膠濃度,對明膠無縫膠囊重量上有增加之傾向存在。. 38.
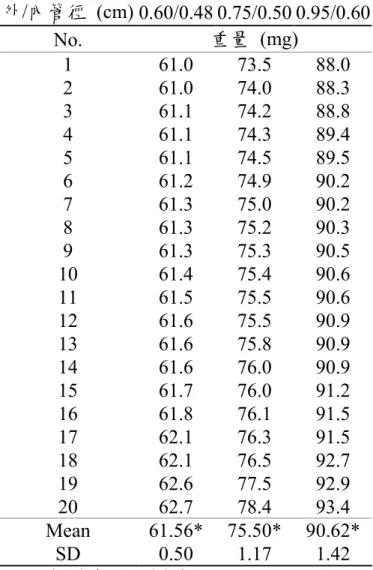
(50) 塑化劑濃度之增加,對明膠囊無縫膠囊重量上之具有顯著差異。 在不含塑化劑時,明膠無縫膠囊會因乾燥後,水分完全散失。而增加 塑化劑時,會佔著原本所含水分之比例,少了水分散失的機會,重量 便有大幅度上升之現象。另外,由實驗中可知,不含塑化劑時,明膠 無縫膠囊之皮膜堅硬,沒有壓縮之空間;含塑化劑時,皮膜具有彈性, 柔軟有壓縮之空間;但至高濃度(30%)時,容易在輕壓後破裂,滲出 包封之油溶液。因此可說明,增加塑化劑之濃度,對明膠無縫膠囊在 重量上有增加之傾向存在,對本身之特性亦有所影響。 1-1-3 塑化劑種類對明膠無縫膠囊重量之影響 如圖 4 中所示,溶液於自製之噴嘴滴下無縫膠囊,需經過泵浦設 備定量輸送液體。研究塑化劑之差異,對明膠無縫膠囊形成之影響, 係明膠無縫膠囊製程中需控制之參數。 明膠 30%,塑化劑 20%,分別為丙二醇、甘油、PEG400,固定 蠕動泵浦以明膠水溶液 13 rpm 及油性溶液 30 rpm 輸送,成品再經烘 箱定溫 30℃乾燥 48 小時。明膠無縫膠囊乾燥後經稱量,如表 7 所示, 分別為 49.36 ±2.24、56.52 ±3.56 及 59.77 ±4.21 mg。 如圖 9 以管柱圖表示,彼此為獨立之條件。以 One-way ANOVA 分析表 7 之 3 組數據後,各組間在重量上具有顯著差異(α < 0.05)。 改變塑化劑種類,對明膠無縫膠囊有統計上顯著之意義。可說 明,改變塑化劑之種類,對明膠無縫膠囊在重量上為值得注意之參數。 1-1-4 噴嘴大小對明膠無縫膠囊重量之影響 如圖 4 中所示,溶液於自製之噴嘴滴下無縫膠囊,需經過泵浦設 備定量輸送液體。研究改變噴嘴大小,對明膠無縫膠囊形成之影響, 係明膠無縫膠囊製程中需控制之參數。 明膠 30%,塑化劑 20%,固定蠕動泵浦以明膠水溶液 20 rpm 及 39.
(51) 油性溶液 21 rpm 輸送,注入噴嘴,噴嘴之大小分別為,小型噴嘴(外 徑 0.60 cm,內徑 0.48 cm)、中型噴嘴(外徑 0.75 cm,內徑 0.50 cm) 及大型噴嘴(外徑 0.95 cm,內徑 0.60 cm),成品再經烘箱定溫 30℃乾 燥 48 小時。明膠無縫膠囊乾燥後經稱量,如表 8 所示,噴嘴製備之 明膠無縫膠囊平均重量各為 61.56 ±050、75.50 ±1.17 及 90.62 ±1.42 mg。 圖 10 即以外管管柱之管徑平方對重量作對之結果,表示截面積 對重量之影響。蠟無縫膠囊之重量經線性回歸後之方程式:y = 52.624 x + 43.876 (R2 =0.9852),有隨著 x 而遞增的傾向。以 One-way ANOVA 分析表 8 之 3 組數據後,各組間在重量上有顯著差異(α < 0.05)。 噴嘴管徑加大,製備出的明膠無縫膠囊較大也較重。以上可說 明,將噴嘴大小改變,對蠟無縫膠囊在製備上,無論重量及外觀上, 均有顯著之影響。. 40.
(52) 表 4. 明膠溶液之流速與明膠無縫膠囊重量之關係 流速 No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Mean SD. 20 rpm 66.8 67.0 67.1 67.2 67.5 67.8 67.8 68.0 68.9 69.5 69.8 70.4 70.7 71.0 71.1 71.2 71.5 72.0 72.0 72.4 69.49 cde 1.95. 25 rpm 30 rpm 35 rpm 40 rpm 重量 (mg) 63.8 63.2 60.5 57.2 64.9 64.5 60.9 57.6 66.9 64.5 61.2 58.0 67.4 65.0 62.4 58.2 67.6 65.1 62.5 58.4 67.7 65.2 63.6 58.5 68.1 65.5 63.7 58.6 68.3 65.5 63.8 58.6 68.5 66.0 63.9 59.6 68.6 66.0 63.9 59.9 69.9 67.0 64.0 60.2 70.1 67.2 64.0 60.2 70.1 67.7 64.2 60.3 70.2 68.4 64.2 60.5 70.3 68.8 64.3 60.6 70.4 69.1 64.4 60.7 71.2 69.4 64.5 60.8 71.7 70.0 64.5 61.0 71.7 70.4 64.6 61.0 71.8 71.3 64.6 61.1 cde abde abce 68.96 66.99 63.49 59.55 abcd 2.20 2.29 1.28 1.27. 註:a 表示與該數據第一組數據有顯著差異;b 表示與該數據第二組數 據有顯著差異,c、d、e 以此類推。. 41.
(53) 90. S.C. weight (mg). 80. 70. 60. 50. 10. 15. 20. 25. 30. 35. rotation rate (r.p.m.). 圖 6. 明膠溶液流速對明膠無縫膠囊重量之影響 (註:明膠 30 %,塑化劑 15 %,藥液流速 21 rpm,冷卻液 0℃). 42. 40.
數據

+7
相關文件
We have made a survey for the properties of SOC complementarity functions and theoretical results of related solution methods, including the merit function methods, the
We have made a survey for the properties of SOC complementarity functions and the- oretical results of related solution methods, including the merit function methods, the
For the proposed algorithm, we establish a global convergence estimate in terms of the objective value, and moreover present a dual application to the standard SCLP, which leads to
The Hilbert space of an orbifold field theory [6] is decomposed into twisted sectors H g , that are labelled by the conjugacy classes [g] of the orbifold group, in our case
For R-K methods, the relationship between the number of (function) evaluations per step and the order of LTE is shown in the following
Map Reading & Map Interpretation Skills (e.g. read maps of different scales, interpret aerial photos & satellite images, measure distance & areas on maps)?. IT
name common laboratory apparatus (e.g., beaker, test tube, test-tube rack, glass rod, dropper, spatula, measuring cylinder, Bunsen burner, tripod, wire gauze and heat-proof
Large data: if solving linear systems is needed, use iterative (e.g., CG) instead of direct methods Feature correlation: methods working on some variables at a time (e.g.,
