以複合電鑄製作多孔洞結構之研究
64
0
0
全文
(2) 以複合電鑄製作多孔洞結構之研究 A Study on the Fabrication of Porous Structure Using Composite Electrodeposition. 研 究 生:劉志軒. Student:jr-shiuan Liu. 指導教授:陳仁浩. Advisor:Ren-Haw Chen. 國 立 交 通 大 學 機 械 工 程 研 究 所 碩 士 論 文. A Thesis Submitted to Institute of Mechanical Engineering College of Engineering National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering June 2004 Hsinchu, Taiwan, Republic of China 中華民國九十三年六月.
(3) 以複合電鑄製作多孔洞結構之研究. 學生:劉志軒. 指導教授:陳仁浩教授. 國立交通大學機械工程研究所碩士班. 摘. 要. 隨著生物科技的進步,各種生物晶片不斷的被研發出來,而微過濾晶 片是利用各種形狀的過濾通道,過濾出所需要的物質。本研究為了製作出 多孔洞結構,將在氨基磺酸鎳電鑄液中以不同的石墨粉濃度及電流密度為 參數進行複合電鑄,並且經由加熱處理使石墨氧化成為二氧化碳以製造出 多孔結構,根據這些多孔結構的孔徑大小可以獲得各種規格的過濾結構元 件。 實驗結果發現,電鑄層結構會隨電流密度的增加而更加緊密,而當石 墨粉濃度提高時,鑄層中石墨粉的分佈密度會隨之提高,然而其鑄層組織 卻會越來越鬆散。而電鑄最後的結果顯示,石墨粉容易被金屬鎳完全的包 覆,很難與氧反應成二氧化碳,必須設法予以改善,否則將無法形成多孔 洞結構。. i.
(4) A Study on the Fabrication of Porous Structure Using Composite Electrodeposition Student:Jr-Shiuan Liu. Advisor:Dr. Ren-Haw Chen. Institute of Mechanical Engineering National Chiao Tung University. Abstract With the progress of bio-technology, bio-chips for various applications have been developed. The microfilter chip is developed to filter the needed substances by various shape of filter channel. In this thesis, the concentration of graphite powder in the liquid nickel sulfamate and. current. density. are. chosen as. parameters. for. composite. electrodeposition of nickel and graphite powder. In addition, after electrodepositing, the graphite powder is oxidized into carbon dioxide through heating process for obtaining porous structure. Filter devices of various specifications can be made by controlling the hole dimension of the porous structure. Experimental results revealed that the increasing current density impacted the structure of composite layer. The concentration of graphite powder in the composite layer increased with that in the electroforming solution, resulting in an incompact composite layer. However, the graphite powder was easily covered by nickel which hindered the graphite powder from oxidizing during the subsequent heating process, causing failure in the fabrication of porous structure. Further studies focus on this problem are necessary. ii.
(5) 致謝 在兩年的研究生涯當中,首先要感謝陳仁浩老師的諄諄教導,在研究 上以自己研究上的心得提供許多的建議與指導,使我在研究過程中可以順 利解決問題。感謝劉安誠與盧明初學長在活上與研究上對我的照顧,同時 也感謝實驗室中的同學與學弟,彼此互相的勉勵及幫助,使我的研究生涯 更加充實。感謝我的高中和大學同學,在這期間所帶給我的歡樂及多采多 姿的生活。 感謝我的爸爸、媽媽及姊姊,因為家人在各方面的支持,使我可以專 心完成學業,謝謝。. iii.
(6) 目錄. 頁次 中文摘要………………………………………………………………………i 英文摘要……………………………………………………………………ii 致謝………………………………………………………………………iii 目錄…………………………………………………………………………iv 表目錄………………………………………………………………………vi 圖目錄………………………………………………………………………vii 第一章 序論…………………………………………………………………1 1.1 研究背景……………………………………………………………1 1.2 文獻回顧……………………………………………………………2 1.3 研究動機與目的……………………………………………………3 1.4 研究方法……………………………………………………………4 第二章 複合電鑄原理………………………………………………………6 2.1 前言…………………………………………………………………6 2.2 電鍍的基本原理……………………………………………………6 2.3 電鑄的諸條件及其影響…………………………………………7 2.4 複合電鑄……………………………………………………………9 2.4.1 機械俘獲機制 ………………………………………………10 2.4.2 電泳機制 ……………………………………………………10 2.4.3 二階段吸附理論 ……………………………………………10 第三章. 複合電鑄實驗的規劃…………………………………………16. 3.1 實驗目的…………………………………………………………16 3.2 實驗設計…………………………………………………………16 3.3 複合電鑄實驗流程…………………………………………………16 3.3.1 實驗設備 ……………………………………………………16 3.3.2 電鑄液配方 …………………………………………………17 iv.
(7) 3.3.3 石墨粉 ………………………………………………………17 3.3.4 實驗參數 ……………………………………………………18 3.3.5 實驗步驟 ……………………………………………………18 3.4 實驗量測與分析…………………………………………………19 3.4.1 石墨粉熱處理氧化分析 ……………………………………19 3.4.2 電鑄層厚度量測及顯微結構觀察 …………………………20 3.4.3 成份分析 ……………………………………………………20 第四章. 實驗結果…………………………………………………………29. 4.1 石墨粉的 TGA 測試…………………………………………………29 4.2 石墨粉的氧化比率………………………………………………29 4.3 鎳電鑄結果………………………………………………………30 4.4 複合電鑄結果………………………………………………………30 4.4.1 複合電鑄層沈積觀測 ………………………………………30 4.4.2. X 射線能譜分析儀分析……………………………………31. 4.4.3 不同參數下及熱處理後複合電鑄層觀測 …………………31 4.4.3.1 電鑄層與電流密度關係 ……………………………31 4.4.3.2 固定電鑄的總電流量 ………………………………32 4.4.3.3 電鑄層與濃度關係 …………………………………32 4.5 顯微結構加熱比對……………………………………………33 第五章. 結論………………………………………………………………49. 參考文獻……………………………………………………………………52. v.
(8) 表目錄. 頁次 表 2-1 陰極上金屬沈積克數的計算表…………………………………12 表 2-2 各種電流波形的特性……………………………………………12 表 3-1 氨基磺酸鎳成份規格……………………………………………21 表 3-2 複合電鑄實驗之鍍液配方………………………………………21 表 4-1 石墨粉加熱 4 小時後氧化比率結果…………………………34 表 4-2 石墨粉加熱 24 小時後氧化比率結果 ………………………34 表 4-3 10g/L-2ASD 鑄層厚度…………………………………………34 表 4-4 10g/L 鑄層厚度………………………………………………34 表 4-5 50g/L 鑄層厚度………………………………………………35. vi.
(9) 圖目錄. 頁次 圖 2-1 電鍍反應示意圖……………………………………………13 圖 2-2 電流波形……………………………………………………14 圖 2-3. 二階段吸附理論示意圖…………………………………………15. 圖 3-1. 電鑄設備示意圖…………………………………………………22. 圖 3-2. 電鑄槽……………………………………………………………22. 圖 3-3. 電鑄支撐架………………………………………………………23. 圖 3-4. 陽極 S 鎳餅及不銹鋼網………………………………………23. 圖 3-5 攪拌器……………………………………………………24 圖 3-6 電磁加熱器…………………………………………………24 圖 3-7 電源供應器…………………………………………………25 圖 3-8 原子結構圖…………………………………………………25 圖 3-9 石墨粉粒徑分佈……………………………………………26 圖 3-10 熱重分析儀器……………………………………………………27 圖 3-11 高溫爐 ……………………………………………………………27 圖 3-12 HITACHI S-4000 掃瞄式電子顯微鏡…………………………28 圖 3-13 高解析度場射掃描電子顯微鏡暨能量散佈分析儀……………28 圖 4-1. 石墨粉的 TGA 測試結果…………………………………………35. 圖 4-2. 10ASD-240min 電鑄結果的鎳顯微組織照片……………………36. 圖 4-3. 10ASD-240min 電鑄並加熱後的鎳顯微組織照片………………36. 圖 4-4. 10g/L-2ASD-10min 表面圖………………………………………37. 圖 4-5. 10g/L-2ASD-30min 表面圖……………………………………37. 圖 4-6. 10g/L-2ASD-60min 表面圖……………………………………37. 圖 4-7. 10g/L-2ASD-120min 表面圖……………………………………37. 圖 4-8. 10g/L-2ASD-10min 顯微組織照片………………………………38. 圖 4-9. 10g/L-2ASD-10min 顯微組織照片………………………………38. 圖 4-10 10g/L-2ASD-30min 顯微組織照片………………………………39 圖 4-11 10g/L-2ASD-60min 顯微組織照片………………………………39 vii.
(10) 圖 4-12 10g/L-2ASD-120min 顯微組織照片……………………………40 圖 4-13 30g/L-5ASD-240min 顯微組織照片……………………………41 圖 4-14 30g/L-5ASD-240min 成份分析…………………………………41 圖 4-15 30g/L-5ASD-240min 加熱後顯微組織照片……………………42 圖 4-16 30g/L-5ASD-240min 加熱後成份分析…………………………42 圖 4-17 10g/L-2ASD-240min 加熱後顯微組織照片……………………43 圖 4-18 10g/L-5ASD-240min 加熱後顯微組織照片……………………43 圖 4-19 10g/L-10ASD-240min 加熱後顯微組織照片 …………………44 圖 4-20 10g/L-10ASD-48min 加熱後顯微組織照片……………………44 圖 4-21 50g/L-2ASD-240min 加熱後顯微組織照片……………………45 圖 4-22 50g/L-5ASD-240min 加熱後顯微組織照片……………………45 圖 4-23 50g/L-10ASD-240min 加熱後顯微組織照片……………………46 圖 4-24 50g/L-10ASD-48min 加熱後顯微組織照片……………………46 圖 4-25 10g/L-5ASD-240min 顯微組織照片……………………………47 圖 4-26 10g/L-5ASD-240min 加熱後顯微組織照片……………………47 圖 4-27 50g/L-5ASD-240min 顯微組織照片……………………………48 圖 4-28 50g/L-5ASD-240min 加熱後顯微組織照片……………………48 圖 5-1 石墨粉電鑄過程………………………………………………51. viii.
(11) 第一章 1.1. 序論. 研究背景 電鍍是在金屬、合金或非金屬製品的表面上沈積一薄層其他金屬. 或合金,早期可用來裝飾物品,例如在器皿和首飾鍍上美麗的外觀。 漸漸地隨著工業的迅速發展以及新技術發展的需要,為了使物件擁有 更高或特殊的性能,例如較強的耐蝕性或耐磨性、較大的硬度、反光 性、導電性、磁性、可銲性等,也紛紛在物件表面上鍍上一層金屬。 此外電鍍也由傳統的表面工業技術,逐漸轉換成為一項重要的工業技 術[1]。 電鑄製程是把原型母模放在陰極上,利用電鍍原理沉積至適當的 厚度,再使其與母模分離,此製程可用以生產各種金屬模具和精密零 組件。在光電、電子,微機電等產業快速發展,且強調輕薄短小、提 升附加價值的今日,傳統的車、銑、鉋、磨、鑽等機械加工方式,己 無法滿足精密微結構模具的製造,故精密電鑄製程的應用已日益受到 重視。以前主要應用於票卷印製、低價模具複製,今日則廣泛應用於 光碟片、全像片及光學模仁複製。在光電、電子及微機電產業蓬勃發 展帶動下,電鑄的應用領域將更形擴大。精密電鑄技術的特性為(1) 只要一道加工程序,即可得形狀複雜工件; (2)對母模複製性極佳, 可複製量產用公模; (3)複製精度高,適合作光學訊號複製; (4)配 合其他加工技術,可得多種特殊設計工件。 一般合金鑄層之應力會隨硬度的增加而加大,亦即為獲得較高之 硬度,可能無法避免高內應力的產生。因應鑄層低應力高硬度之要 求,複合電鑄技術的發展受到重視。所謂複合電鑄是將一種或多種不 溶性之固體微細顆粒,其大小約為微米至奈米等級,均勻鑲埋於金屬 中所形成之特殊鑄層,藉以改良因單一物質所無法滿足之功能。一般 而言,此種複合鑄層的應用主要在於提升耐蝕性、耐磨耗性、耐氧化 性或增加潤滑性質,因此常用之固體粉末包括有碳化矽(SiC) 、氧化 1.
(12) 鋁(Al2O3) 、鑽石、碳化鎢(WC) 、二硫化鉬(MoS2) 、鐵弗龍(PTFE) 與氟化石墨等。目前各種不同之複合鑄層已為世界各國廣泛應用,如 以鎳-碳化矽(Ni-SiC)複合電鑄進行汽機車汽缸與工具機軸之表面處 理。鎳-鑽石粉末(Ni-diamond)複合鑄層則可以用於切割鑽石、齒 科醫療等方面之刀刃上,其性能皆比純金屬優越甚多。[2] 精密電鑄結合半導體製程技術,可製造出微小的生機光電元件及 功能整合的微系統。利用此新製造技術可使產品因微小化而提高其性 能、品質、可靠度及附加價值,同時降低製造成本,所以微機電系統 的發展在世界各地都備受矚目,同時被認為是最具發展潛力及前瞻性 的研究領域[3]。. 1.2. 文獻回顧 複合鍍層的主要目地是為了提高材料的表面性質,並以此作為研. 究的目標。1972 年 N. Guglielmi 研究鎳—二氧化鈦以及鎳—碳化矽複 合電鍍,並提出二階段吸附理論,說明在複合電鍍過程中,微粒子的 吸附機制[4],成為複合電鍍領域中重要的一項理論。其後陸續有學 者進行各種複合電鍍的研究。以各種不同的金屬作為分散相,1982 年 S.W.Watson 與 R.P.Walters 研究鉻與鎳複合電鍍的特性[5]。1995 年 M.Verelst 等人以鎳—氧化鋁複合電鑄,並且討論其熱力學特性[6]。 1988 年 X.Changgeng 等人在鎳—碳化矽複合電鍍中增加磷,以鎳、 碳化矽及磷三相共同電鍍[7]。除了以金屬作為分散相外,1996 年 G.N.K.Ramesh Bapu 與 S.Mohan 以鐵弗龍作為分散相進行電鍍[8]。 2003 年張愷容的鎳與石墨複合電鑄研究中,鎳與微米等級的石墨共 同沈積在一起,提出新的應用領域[13]。 另一方面,複合電鍍過程中,影響微粒子的共沈積的因素也有許 多研究論文發表。1973 年 J. M. Sykes 和 D. J. Alner 研究表面活性劑 的使用以促進高分子粒子在複合電鍍過程中的沈積[9]。1976 年 J. Foster 和 B. Cameron 發表攪拌與電流密度對於複合鍍層分散相沈積 2.
(13) 的影響[10]。1980 年 J. Zahavi 和 H. Kerbel 以鎳—碳化鉻複合鍍層研 究粒子尺寸濃度與分佈的關係,探討影響分散相進入基質內的因素 [11]。1986 年 J. Sadowska-Mazur、M. E. Warwick 和 R. Walker 研究錫 鎳合金—碳化矽複合鍍層,探討鍍液中電流密度、溫度、粉末濃度對 分散相與基質結合性的影響,並比較複合鍍層和純錫鎳合金的性質 [12]。 隨著生物技術的進步,有越來越多的微結構需求,而微流道的製 作也更受到重視。過去在微流道的製作上經常都以犧牲層技術或配合 電鍍技術等方式製做,當然也有其它的方法來製作微流道,像R. Willem Tjerkstra 等人利用電化學蝕刻的方式製造出多層微流道 [14]。微流道中為了達到其它目的會額外增加其它設施,像是利用壓 電材料[15]或是利用加熱方式[16]來做為驅動器,驅動流道中的流 體,或是為了控制流體的溫度可以在微流道上增加加熱器,利用電阻 通電後產生熱,甚至在結構設計上達到冷卻的效果[17][18]。運用上, 可利用微流道孔徑大小不同作為過濾元件[19],或是作為化學反應的 場所[20],更進一步希望結合IC電路控制元件達到Lab-on-a-chip的目 的。. 1.3 研究動機與目的 隨人類基因圖譜定序完成,逐漸明白基因結構,科學家下一個 課題即「基因解碼」 ,便是了解數萬個基因所代表的意義和其相互關 係,以及蛋白質組織功能研究,而結合微電子、微機械、生命科學 和生物訊息等的綜合產物---「生物晶片」 ,正是加速解碼的工具。生 物晶片應用的範圍含蓋了基因功能研究、新藥開發、臨床檢驗、菌 種篩選、環境控制等等。因此許多人相信,二十一世紀將是生物晶 片蓬勃發展的世紀,甚至取代半導體晶片,成為產業新主流。 生物晶片的概念起源於二十世紀 80 年代後期,廣義地說,生 物 晶 片 是 將 生 物 有 關 的 大 分 子 (Macromolecules) , 如 DNA 或 3.
(14) Cell ,用微面積、高密度之工業技術,精確的製造 (Fabrication) 在 如玻璃片或 Nylon 膜之固體材料上,製成應用於生物化學分析的產 品,其作用對象可以為基因、蛋白質或細胞組織等。生物晶片技術 的主要特點是其分析可信度及精確性高、分析速度快,所使用的樣 品及試劑少。總體來說,目前生物晶片研究在國際上仍屬於初期發 展階段,但已有許多重大成果,如基因晶片 (Genechip, DNAchip or Microarray)、蛋白質晶片 (protein chip)、微流體晶片 (Microfluidics) 及實驗室晶片(Lab-on-a-chip)。除了可以做基因表達的分析外,更重 要是可以從事 Single nucleotide polymorphism 的鑑定,此對許多遺 傳疾病的診斷非常有幫助[21]。 由於生物晶片按其用途可分為樣品製備、生化反應、結果檢測 三大類,而縮微晶片實驗室(Lab-on-a-chip)是上述三類晶片的集成。 典型的樣品製備晶片包括三維結構過濾器、介電電泳 (dielectrophoresis)晶片,它們可用於分離濃縮特定種類的細胞。其中 微過濾用晶片是利用在矽片上刻出各種形狀的過濾通道,通道大小 為幾個微米,然後在矽片上黏合上一個玻璃蓋片而完成。舉例來說, 血球晶片微過濾器的工作原理是根據人類白血球的尺寸比紅血球大 的特點,使人的外周血流過微過濾器時只讓血漿和尺寸較小的紅血 球及血小板通過而攔截住尺寸較大的白血球。另一應用是它可將孕 婦外周血中的極少量的胎兒細胞過濾出來,供下一步作產前診斷 用。因此「過濾」乃是生物晶片中一個非常基本且必要的功能。本 論文即嘗試由複合電鑄製造出多孔結構,將來可根據這些多孔結構 的孔徑大小之控制來獲得各種過濾元件,另外再結合微流道以作為 發展具有更複雜功能的生物晶片系統。. 1.4. 研究方法 本研究使用石墨粉末與氨基磺酸鎳電鑄液來進行複合電鑄,先製. 成鎳與石墨的複合板材,再藉由加熱氧化處理使複合材料內的石墨粉 4.
(15) 氧化成二氧化碳氣體,而在材料內形成連續孔洞,形成多孔結構。電 鑄過程中的電流密度大小、石墨粉的濃度是主要的控制參數,而電鑄 及加熱氧化處理後的材料則分別利用掃瞄式電子顯微鏡(SEM)及 X 射線能譜分析儀(EDS)來觀察其組織結構以及各成分的分佈狀況。 希望經由掌握這些電鑄特性,能提供進一步改善製程的參考資料,以 期獲得所要的多孔結構元件。. 5.
(16) 第二章 2.1. 複合電鑄原理. 前言 電鑄是利用電鍍原理,在電解液中將金屬離子還原成各類金屬或. 合金。電鑄與電鍍的基本差異為:電鍍的電著層較薄,主要在表面狀 態、且需與基材緊密的接合,目的為金屬材料的防蝕、防鏽及表面美 化;電鑄層較厚,可與母模脫離而成為獨立的成品。因此電鑄的精確 度決定於母模的精度,母模的精度良好,就可以完全複製母模。. 2.2. 電鍍基本原理 電鍍基本原理是使金屬鹽類溶液中之金屬離子還原而在陰極析. 出金屬。在一電鍍系統中,被鍍物是放置於陰極(Cathode) ,而欲鍍 之金屬放置於陽極(Anode) ,浸泡於含有欲鍍物之金屬離子 M n+ 之電 解液(Electrolyte)中,外加一電壓使得系統形成一電流通路而促使 反應發生,於是陽極金屬解離成為金屬離子,其反應為 M → M n + + ne −. (2-1). 而在陰極發生金屬離子得到電子而還原為金屬,其反應為 M n + + ne − → M. (2-2). 即陽極與電解液介面之陽極金屬會解離成離子而進入溶液中,同時陰 極附近的金屬離子經由外部電路得到電子,還原成金屬在陰極表面析 出,如圖 2-1 所示。 金屬電解沈積過程並非自發進行的反應,需要外界電源提供能 量,此能量的大小等於沈積金屬所需要的電量與該金屬沈積時過電位 的乘積。電解時所通入電量與化學反應生成物質量間的關係,首先由 法拉第研究,他於 1833 年提出著名的法拉第定律(Faraday’s Law) [22],根據法拉第定律,沈積相當於一莫耳電子在電極上所引起的氧 化還原反應物質所需的電量均為一法拉第(F) 。因此,由法拉第定律,. 6.
(17) 我們可以得到一個用於電鍍上的應用公式: W =. ItA nF. (2-3). 其中 W:陰極析出或陽極溶解的質量(g) I:通入電流大小(A) t:通電時間(second) A:原子量(g/mole) n:金屬離子之電荷數 F:法拉第常數,1F = 96500 庫侖 因此在陰極上沈積的克數可由上面公式計算出來,如表 2-1 所 示。 一般而言,電鍍層的析出量並不完全等於法拉第定律所預測者, 例如:陰極因氫離子放電而產生氫氣,陽極產生氧氣,從理論電量減 去放出這些氣體所費的電量,才能算是實際的金屬析出量。另外受到 溶液的導電性、極化、擴散、離子移動和電極表面狀況等條件影響, 可以預期所施加的電流之使用率會偏離 100﹪,對於實際應用情形, 此現象可由電流效率描述: 實際沉積量(Actual Deposit) 電流效率(Current Efficiency)=----------------------------------------------×100% 理論沉積量(Theoretical Deposit). (2-4). 當上式所指為陰極沉積量時稱為陰極效率,若為陽極溶解量則稱 為陽極效率。. 2.3 電鑄的諸條件及其影響 電鑄液的主要組成包含供給被鍍金屬離子的金屬鹽、活性化陽 極、幫助溶解以及導電度輔助液和 PH 緩衝液等,也有再加微量的光 澤劑及平滑劑。這些成分希望為溶解度大者,特別是主要成分的金屬 7.
(18) 鹽其濃度大則有高電流密度的使用,而形成所謂的高速度的電鑄。 電鑄液的 PH 值受到陰極氫的產生的影響,又因電鑄液中沈澱物 以及添加劑的作用而變化,所以各種電鑄液的 PH 值必須調整到最適 當的值。PH 值關連陰極的氫發生狀態,PH 低時,H+濃度大,會增大 內部應變,減少延性。PH 值的變動源自於陰陽兩極的反應,例如陽 極不溶解的話,電鑄液中的金屬成分減少,因產生氧而以下式使溶液 成為酸性。 2 H 2 O → O2 + 4 H + + 4e −. (2-4). 反之在陰極產生氫,電鑄液如下成為鹽基性。 2 H 2 O + 2e − → 2OH − + H 2. (2-5). 另外陽極的電流效率大於陰極時,陰極旺盛產生氫,電鑄液成為鹽基 性,陰極較大的話,陽極旺盛產生氧,電鑄液成為酸性。兩極的效率 不相等的話,PH 會變動,PH 上生的話,表示陰極效率低於陽極效率, 下降的話,表示陽極效率低於陰極效率。因此在電鑄液中要加上適當 的緩衝劑,用以調節陰極及陽極效率。例如在酸性亞鉛電鑄液(PH 為 3.5)中添加硫酸鋁、醋酸鈉,在電鑄鎳時(PH 為 3.7~5.7)添加 硼酸,在電鑄鎘時(PH 為 5.0~5.7)添加硼酸、硫酸鋁、醋酸鈉以 作為緩衝劑。 作為添加劑的各種無機和有機物被用來作為光澤劑及平滑劑,當 這些附著在陰極上時會使析出的金屬結晶細微化、平滑化及光澤。當 電鑄液的表面張力小陰極的表面張力,表示濕潤良好,並防止產生於 陰極的氣體附著在電鑄表面[23]。 影響電鑄結果除了上述的電鑄液外,還有電流密度、液溫、攪拌、 及電流波形等。陰極電流密度主要是受陰極分極的大小所支配,表示 金屬離子在陰極析出的速度,當此速度和電鑄液中離子補充速度呈平 衡狀態時稱為「適正電流密度」 ,因而陰極分極大適正電流密度就小。 電流密度過大超越了限界電流密度則電鑄成了所謂暴亂的狀態。這是 因為氫的析出,使得陰極面上的 PH 值上升,氫化物及鹽基性鹽被吸 8.
(19) 藏在電鑄中。為防止這種現象,可將電流密度適當降低、攪拌、提高 液溫、提高金屬濃度及添加適當的 PH 緩衝劑等方法。 攪拌的方法有移動陰極方法及搖動液體本身的方法兩種。移動陰 極方法勢將陰極做上下、左右及迴轉等運動。液體搖動方法有從泵過 濾、螺旋槳攪拌、空氣攪拌及超音波等。 電鑄電流常用直流,而改變電流波形可改善電鑄結果,目前已有 各種電流波形實用化,主要有逆電流法(PR 法) 、交直變換法、交直 重疊法及斷續法等(圖 2-2) 。 非直流波形所得的電鑄效果有下列特性: (1)減少兩極的分極,比起只有直流時,電鑄電壓減低,可用 高電流密度。 (2)電流效率通常減低,但在有添加劑或低電流效率的電鑄液 中,有時反而改善。 (3)可得緻密的電鑄金屬,以適當的電流波形,不用光澤劑, 可得光澤效果。也可增大電鑄液中的不純物容許量。 (4)可減少電鑄金屬中的氫含有量,可得富延展性的軟質金屬。 表 2-2 為各種電流波形的特性[24]。. 2.4. 複合電鑄 電鑄沈積的複合鑄層是將第二相微粒與電鑄金屬共沈積而獲得. 的一種覆層。因此複合鑄層的基本組成有兩部分,一是通過還原反應 所形成的基質金屬,其組成連續相,稱為複合鑄層的基質;另一部份 則為不溶性固體顆粒,它們通常均勻鑲嵌於基材金屬中,組成一個不 連續相,稱為分散相。如果不經過特殊的加工處理,基質金屬和固體 顆粒之間是呈物理性的混雜,相互間幾乎不發生化學反應及擴散現 象,所以鑄層可同時獲得基質金屬與固體顆粒的綜合性能。作為基質 的金屬與合金有鎳、鈷、銅、鈦、鉻、鐵及鎳—鈷、銅—錫、鉛—錫. 9.
(20) 合金等,做為分散相的物質有鋁、鋯、鈦、矽之氧化物,鈦、鉭、矽、 鎢、硼之碳化物,硼、矽之氮化物,鈦、鋯、鈮之硼化物,鉬、鎢之 硫化物,石墨、氟化石墨、有機高分子、金屬細絲、金屬鬚晶等。 與普通的電鑄不同,複合電鑄要求的沈積速率及電鑄效率均較高 的電鑄液,如此將有利於微粒進入鑄層當中。此外,電鑄液與微粒間 不能有太強的化學反應,而為了使微粒能在電鑄液中懸浮分佈均勻, 攪拌也較一般電鑄來的重要[25]。 複合電鑄過程中,由於兩相的存在,主要有三種機制最為重要, 以下將分別說明。 2.4.1. 機械俘獲機制(Mechanical Clading). 微粒進入電鑄金屬層內可被認為是一個隨機過程,在這個過程 中,由於溶液受到劇烈攪拌,懸浮的微粒都有被帶到陰極的可能,但 絕大多數的粒子都由於剪切力的作用被沖刷掉。少數粒子則由於周圍 金屬離子或陽離子在陰極還原沈積的速度夠快而得到固定。 2.4.2. 電泳機制(Electrophoretic Mechanism). 電泳是溶液中荷電微粒在外加電場作用下產生運動的一種現 象。微粒表面的性質決定其運動方向,若微粒帶正電,便會向陰極移 動。 2.4.3. 二階段吸附理論(Two-Step Successive Adsorption). 1972 年由 N. Guglielmi 提出,這個理論是一個以二個連續吸附 步驟為基礎的機制。在第一階段中,微粒子鬆弛地吸附在陰極的表 面,並且與懸浮的微粒處於平衡,此時微粒仍然被吸附的離子和溶劑 分子包圍著。在第二階段中,微粒脫離吸附離子和包圍的溶劑分子, 於陰極表面產生強烈以及不可逆的電化學吸附,之後微粒埋入金屬基. 10.
(21) 底中。圖 2-2 即為二階段吸附理論之示意圖。. 11.
(22) 表 2-1 金屬. 離子. 陰極上金屬沈積克數的計算表 原子量. 原子價. (克) 銀. Ag. 銅. +. 每法拉第沈 積克數(克). 107.88. 1. 107.88. Cu+. 63.57. 1. 63.57. 金. Au+. 197.20. 1. 197.20. 鎳. Ni++. 58.693. 2. 29.35. 錫. Sn+++. 118.70. 3. 29.67. 表 2-2 各種電流波形的特性 電流波形 直流法. 電. 鑄. 的. 特. 性. 電流效率最好。 光澤效果最佳。. PR 法. 電流效率低,電鑄金屬速度慢,凹點的生成比直流法 少。. 交直重疊 無逆電 交直重疊 有逆電 交直變換法. 電流效率良好,速度較快。 電流效率低,電鑄速度比斷續法好。 電流效率良好,電鑄速度同斷續法,凹點少。 光澤效果僅次於 PR 法。. 斷續法. 電流效率優於 PR 法。 電鑄速度比 PR 快。 凹點少,僅次於交直法。. 12.
(23) 圖 2-1 電鍍反應示意圖. 13.
(24) 直. 流. 法. P. R. 法. 斷. 續. 法. 交直重疊法. 交直變換法. 圖 2-2 電流波形. 14.
(25) 圖 2-3 二階段吸附理論示意圖. 15.
(26) 第三章 3.1. 複合電鑄實驗的規劃. 實驗目的 以複合電鑄的方法同時電鑄出具有石墨粉和金屬鎳的結構,經由. 高溫爐加熱後,使複合結構中的石墨粉氧化成二氧化碳,以形成多孔 洞的結構。 在複合電鑄過程當中,鍍液的種類、組成、添加劑的種類及濃度、 電鍍時的溫度、陰極電流密度、pH 值、石墨粉濃度及攪拌方式等等, 都會影響電鑄的性質。而在本研究中,石墨粉與鎳之間的比例關係為 討論重點,因此針對陰極電流密度(Cd)和石墨粉濃度來進行實驗。 另外,為了形成多孔洞的結構,必需觀察複合電鍍後熱處理情形。. 3.2. 實驗設計 實驗中為了製作出強壯和穩定結構,因此使用氨基磺酸鎳作為電. 鑄液以電鑄出金屬「鎳」,並以石墨粉作為分散相,使其將來在高溫 加熱後會轉化成二氧化碳而氣化消失,形成多孔洞的金屬鎳結構。 另外為了提高石墨粉沈積的速率,電鑄設備設計上將陰極導電基 板(例如:銅片)和陽極鎳塊以水平方式擺放,如圖 3-1 所示,加上 以機械攪拌來攪拌鍍液,使得鍍液中的石墨粉可受到重力影響,懸浮 在導電基板的表面,增加石墨粉沈積在陰極導電基板的機會。. 3.3. 複合電鑄實驗流程. 3.3.1. 實驗設備. 電鑄設備共分為六個部分: 1. 電鑄槽:槽體本身結構使用厚度 5 mm 之玻璃板,槽內尺寸長 230 mm,寬 140 mm,高 240 mm,見圖 3-2。另外以不導電 的壓克力材料製作電鑄支撐架,用來放置陰極導電基板和陽 16.
(27) 極鎳塊,見圖 3-3。 2. 陽極:由 S 鎳餅及不鏽鋼網所組成。將 S 鎳餅置於不鏽鋼網 中,見圖 3-4。 3. 陰極:使用厚度 0.5 mm 之銅片,將其裁切成 25 mm × 25 mm 之大小,背面貼防鍍膠帶作為電鑄基板。 4. 攪拌裝置:以馬達帶動風扇旋轉,帶動液體的流動,見圖 3-5。 5. 加熱系統:使用電磁加熱攪拌器,溫度範圍室溫~400℃,轉 速範圍 100~1500 rpm,電壓 600W/115V,見圖 3-6。 6. 電源供應器:規格 10V,10A,供應直流電。見圖 3-7。 3.3.2. 電鑄液配方. 電鑄液主要採用氨基磺酸鎳( Ni(SO3 NH 2 )2 ⋅ 4 H 2 O ) ,為一種清澈、 無味的深綠色液體,表 3-1 中所列為氨基磺酸鎳之成份規格,每公升 氨基磺酸鎳最低含量為 1016 g/L,比重在 20℃時為 1.54~1.59,一般 均為 1.55。此鎳電鑄液具有以下列優點: (1)鑄層內應力低,機械性 質佳;(2)沈積速率快;(3)電著性(throwing power)均勻。 另外為了使電鑄結構達到所需的品質,並添加(1)硼酸:目的 是為了使電鑄液的 pH 值穩定。 (2)NPA:為濕潤劑,可降低表面張 力並減低電鍍過程中所產生的氫氣停留在陰極表面造成之孔痕。 (3) EPC-30:為柔軟劑,可消除內應力,並提高鍍層硬度,以及使鍍層 光澤。表 3-2 中所列為複合電鑄實驗之鍍液配方。 3.3.3. 石墨粉. 石墨是天然界中以自然元素 (Native element)形式存在的一種 礦物,化學成分是碳 (C),與金剛石為化學成分相同、晶體結構不同 的同質異構物 (Polymorphism),見圖 3-8。石墨屬於六方晶系,晶體 型態為片狀或板狀,集合體則呈鱗片狀、土狀、塊狀;硬度 1-2,質 地很軟也容易剝開,並具有滑膩的感覺;沿底面有一組完全解理,很 17.
(28) 容易沿此解理剝開;具有半金屬光澤;顏色為鐵黑色或鋼灰色,容易 沾手;黑色條痕;比重約 2.21-2.26。石墨具有良好的導電性與導熱 性,潤滑性極佳,它的熔點高達 3000℃,因此常常被用來製造耐火 材料、電池、電極、坩鍋、電刷、炭棒、原子反應器中的中子減速劑 等;和油混合後可作減磨劑,潤滑劑;另外石墨不易氧化,也不受酸 類的影響,但與熱硝酸會起作用。 實驗中石墨粉是購買自泓聚實業股份有限公司,粒徑分佈範圍 0.972 µm~26.16 µm,平均粒徑 4.8 µm,圖 3-9 為導電石墨粒徑分佈 圖。 3.3.4. 實驗參數. 電鑄液溫度(T)為 45℃,鍍液酸鹼值(pH)為 3.9 左右。此外 添加石墨粉於電鑄液中,濃度為 10 及 50 g/L,並改變陰極電流密度 (Cd)分別為 2 ASD、5 ASD 及 10 ASD,電鑄的時間有 10 分鐘、30 分鐘、1 小時、2 小時和 4 小時等。 電流密度定義如下: 1 ASD = 1 A / dm2 3.3.5. (3-1). 實驗步驟. (一)清洗鍍槽 1. 將鍍槽先用自來水清洗去灰塵及髒污。 2. 以 5%,60℃的硫酸溶液浸泡 12 小時以上。 3. 將硫酸溶液倒掉後,再用蒸餾水清洗。 (二)電鑄基板準備 1. 銅片裁切成 25 mm × 25 mm 的大小。 2. 將銅片以砂紙研磨去表面的雜質及金屬銹。 3. 用肥皂和丙酮清洗銅片表面灰塵及油垢。. 18.
(29) 4. 用吹風機吹乾。 5. 最後在背面貼上一層防鍍膠帶。 (三)調配鍍液 1. 將氨基磺酸鎳使用液倒入鍍槽中 2. 打開攪拌系統及加熱系統,設定溫度。 3. 加入所需量之導電石墨粉。 4. 將調配好的鍍液充分攪拌 1~2 小時。 (四)開始電鑄 1. 將陰極、陽極放置在電鑄支撐架中,然後浸於鍍液中。 2. 調整並固定電流至所需之大小。 3. 開啟電源供應器之開關,並開始計時。 4. 電鑄完後,關閉電源及加熱系統,並將電鑄品取出、清洗、 烘乾。 (五)剪裁及加熱處理 1. 將電鑄好的試片剪裁若小塊。 2. 放入高溫爐中,設定溫度及時間。 3. 加熱處理後,緩慢冷卻至室溫。. 3.4. 實驗量測與分析. 3.4.1. 石墨粉熱處理氧化分析. 首先將石墨粉放入熱重分析儀器(Thermogravimetry Analysis, TGA)中,觀察石墨粉溫度與重量的變化情形。另外,再取石墨粉放 入高溫爐,設定溫度,觀測石墨粉在形成二氧化碳後重量的改變。實 驗中所使用之熱重分析儀器(TGA 2950 Thermogravimetric Analyzer, Du Pont Instruments,圖 3-10)為國立交通大學材料工程系所所提供。 而高溫爐型號為 NEY MINIGLAZE/2,加熱溫度範圍為室溫~1100℃ 或室溫~2000℉。圖 3-11 為高溫爐之外觀。 19.
(30) 3.4.2. 電鑄層厚度量測及顯微結構觀察. 將電鑄後試片及高溫加熱後的試片放入掃瞄式電子顯微鏡 (Scanning Electron Microscopy,SEM)中觀察厚度及顯微結構。本 研究中所使用之掃瞄式電子顯微鏡為國家奈米元件實驗室(NDL)所 提供,機型為 HITACHI S-4000(圖 3-12),加速電壓 0.5~30 kV,電 子槍為冷陰極場發射電子源(CCFE) ,解析度 1.5 nm,放大倍率 X20 ~X300000,最大試片尺寸 Airlock Chamber 為 75 mm(直徑)× 25 mm (高度) ,Sample Chamber 為 100 mm(直徑) ,可觀察範圍 25 mm × 25 mm,傾斜-5°~+45°,旋轉 360°,可偵測訊號為二次電子影像及 X-ray -7. Mapping,真空度 2×10 Pa(電子源)。 3.4.3. 成份分析. 利 用 X 射 線 能 譜 分 析 儀 ( Energy Dispersive X-Ray Spectrometer,EDS)分析鑄層中鎳金屬及石墨粉之含量。本研究中 所使用的儀器為國立交通大學奈米中心所提供的高解析度場射掃描 電子顯微鏡暨能量散佈分析儀(S4700I) ,見圖 3-13。其 EDS 可提供 5. 92. 全能譜定性分析(B ~U )、定量分析及元素分佈圖 。. 20.
(31) 表 3-1 氨基磺酸鎳成份規格 成份. 單位. 標準分析值. 規格. 鎳加鈷. g/L. 185. 最低 181. 氨根( NH 4 + ). mg/L. 20. 最高 100. 硫酸根( SO4 2+ ). g/L. 0.3. 最高 1.0. 氯離子( Cl − ). mg/L. 極微. 最高 10. 鈣. mg/L. 0.7. 最高 10. 鉻. mg/L. <0.1. 最高 2. 鈷. mg/L. 1.6. 最高 20. 銅. mg/L. 1. 最高 2. 鐵. mg/L. 1. 最高 5. 鉛. mg/L. 0.5. 最高 1. 鋅. mg/L. 0.5. 最高 2. 資料來源:音喬股份有限公司. 表 3-2 複合電鑄實驗之鍍液配方 成份. 濃度. 氨基磺酸鎳溶液. 3L. 硼酸. 45 g/L. NPA. 3 ml/L. EPC-30. 5 ml/L. 21.
(32) 圖 3-1 電鍍設備示意圖. 圖 3-2. 電鍍槽 22.
(33) 圖 3-3. 圖 3-4. 電鑄支撐架. 陽極 S 鎳餅及不銹鋼網. 23.
(34) 圖 3-5. 攪拌器. 圖 3-6 電磁加熱器. 24.
(35) 圖 3-7 電源供應器. (a). (b) 圖 3-8 原子結構圖 (a)石墨結構:碳原子組成許多平面結構,所以十分脆弱。 (b)鑽石結構:碳原子為立體網狀結構,所以十分堅硬。. 25.
(36) dv = 0.0817 10% = 2.105 50% = 4.818 90% = 10.13. ch. 1 2 3 4 5 6 7 8 9 10 11 12 13. 粒徑 704.0 592.0 497.8 418.6 352.0 296.0 248.9 209.3 175.0 148.0 124.5 104.7 88.00. 累積 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00. mv = 5.643 mn = 1.916 ma = 3.910 ca = 1.535 sd = 3.011. Particle Transparency Scherical Particles Particle Refractive Index Fluid Refractive Index. : : : :. Reflec n/a n/a n/a. 頻度 ch. 粒徑 累積 頻度 ch. 粒徑 累積 頻度 ch. 粒徑 累積 0.00 14 74.00 100.00 0.00 27 7.778 79.94 9.64 40 0.618 0.00 0.00 15 62.23 100.00 0.00 28 5.541 70.30 11.29 41 0.688 0.00 0.00 16 52.33 100.00 0.00 29 5.500 59.01 11.79 42 0.578 0.00 0.00 17 44.00 100.00 0.00 30 4.625 47.22 11.20 43 0.486 0.00 0.00 18 37.00 100.00 0.00 31 3.889 36.02 9.77 44 0.409 0.00 0.00 19 31.11 100.00 0.00 32 3.270 26.25 7.90 45 0.344 0.00 0.00 20 26.16 100.00 0.43 33 2.750 18.35 6.00 46 0.289 0.00 0.00 21 22.00 99.57 0.69 34 2.313 12.35 4.34 47 0.243 0.00 0.00 22 18.50 98.88 1.18 35 1.945 8.01 3.10 48 0.204 0.00 0.00 23 15.56 97.70 1.88 36 1.635 4.91 2.14 49 0.172 0.00 0.00 24 13.08 95.72 3.28 37 1.375 2.77 1.42 50 0.145 0.00 0.00 25 11.00 92.44 5.11 38 1.155 1.35 0.86 0.00 26 9.250 87.33 7.39 39 0.972 0.49 0.49. 圖 3-9 石墨粉粒徑分佈 資料來源:泓聚實業股份有限公司. 26. 頻度 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00.
(37) 圖 3-10. 熱重分析儀器. 圖 3-11 高溫爐. 27.
(38) 圖 3-12. 圖 3-13. HITACHI S-4000 掃瞄式電子顯微鏡. 高解析度場射掃描電子顯微鏡暨能量散佈分析儀. 28.
(39) 第四章 4.1. 實驗結果. 石墨粉的 TGA 測試 將 約 5 毫克 的石墨粉放入熱重分析儀器( Thermogravimetry. Analysis, TGA)中,參數設定為 900℃,每分鐘上升 30℃,觀察石墨 粉加熱時重量的的變化,結果如圖 4-1 所示。圖中顯示石墨粉在溫度 加熱至 900℃的過程中,重量不會減少,表示所選用的石墨粉並不會 在 900℃內熔解或是汽化使得重量減少,這與資料所示石墨的熔點達 3000℃吻合,另外在加熱的過程中由於在儀器內只有通入惰性氣體 「氮氣」,因此在沒有氧的環境中,石墨粉也就不會氧化而形成二氧 化碳使得重量減少。至於重量不減反而稍微增加,這可能是儀器在加 熱後,量測重量的感測器受熱而有稍許誤差所產生的。. 4.2. 石墨粉的氧化比率 為了進一步瞭解石墨粉氧化的情形,將大約 1 克的石墨粉放入高. 溫爐中加熱,並且保持外部的空氣可進入到高溫爐內,氧化比率計算 方式為加熱後石墨粉減少的克數除以原本未加熱的石墨粉克數。 石墨粉加熱前重量(g)-石墨粉加熱後剩餘重量(g) 氧化比率(﹪)= ------------------------------------------------------------×100% 石墨粉加熱前重量(g). (4-1). 表 4-1 為在不同溫度加熱時間 4 小時下石墨粉氧化的情形,而表 4-2 為在加熱 24 小時下石墨粉氧化的情形。在表 4-1 中所示,在 700℃時 石墨粉幾乎完全被氧化,600℃時氧化比率約為四分之三,450℃幾乎 沒有氧化。當加熱時間增加為 24 小時,在溫度 600℃下也幾乎完全 氧化,而在 500℃以下氧化的比率有限。因此根據石墨粉加熱的結果, 可作為將來複合電鑄後加熱溫度及時間的參考。. 29.
(40) 4.3 鎳電鑄結果 在進行石墨與鎳的複合電鑄前,先單純在基板上電鑄鎳,以先瞭 解鎳層結構,並對這一層鎳結構進行熱處理。圖 4-2 為電流密度 10ASD 電鑄時間 4 小時所電鑄出的鎳微結構照片,圖中顯示鎳的結 構相當的細密,而且相當的平整。之後,將鎳放到加熱爐中,加熱至 600℃加熱時間 24 小時,結果如圖 4-3 所示,鎳由原本細密的平面經 過熱處理後會形成許多微小的結晶顆粒,由於鎳的熔點為 1457℃, 因此,這可能是鎳因受熱產生再結晶的現象,或是鎳與氧反應而形成 的氧化物。. 4.4 複合電鑄結果 4.4.1 複合電鑄層沈積觀測 為了觀察電鑄層沈積的情形,首先,先以電鑄時間為變數來觀測 複合電鑄層成長的情形,以 10g/L 的石墨粉濃度及電流密度 2ASD 為 主,電鑄時間分別為 10 分鐘、30 分鐘、60 分鐘、120 分鐘。圖 4-4 至圖 4-7 分別為不同時間下電鑄出來的結構外觀。電鑄出來的複合結 構呈現灰黑色,而且結構呈現顆粒狀分佈,不像純鎳結構的細密平 整,當電鑄時間 10 分鐘時,可看出結構的底部呈現銀白色,這應該 是石墨粉在未附著在陰極基板前先電鍍出的一層鎳,由於結構呈現顆 粒狀分佈,所以電鑄到後來表面會凹凸不平並形成許多的小孔洞。 為了進一步瞭解電鑄層結構,將試片放入掃瞄式電子顯微鏡 (Scanning Electron Microscopy,SEM)下觀察。圖 4-8 及圖 4-12 可 看出電鑄的初期時,石墨粉附著在基板的情形,由於石墨粉顆粒平均 約為 5μm 並且附著的速度遠大於鎳離子還原成鎳的速度,所以造成 複合電鑄層以顆粒的方式沈積。在石墨粉不斷的沈積上去後,以及鎳 離子不斷還原成鎳,複合鑄層結構越來越密實,尤其是底部,結構越 是密實。隨時間電鑄結構的厚度如表 4-3 所示,沈積速度大致上成線. 30.
(41) 性成長。 4.4.2. X 射線能譜分析儀分析. 雖然從上面可看出石墨粉沈積的情形,但為了確認這些顆粒是否 就是石墨粉,因此將電鑄出來的試片放入 X 射線能譜分析儀(Energy Dispersive X -Ray Spectrometer,EDS)進行組成成份之分析。測試 的試片為石墨粉濃度為 30g/L,電流密度為 5ASD,電鑄時間為 4 小時。 測試的目標為圖 4-13 中白色的方塊內,組成成份分析結果如圖 4-14,證實了石墨粉的確有電鑄上去。另外根據先前石墨粉氧化結 果,將試片加熱至 600℃,加熱時間 24 小時,然後進行成份分析, 將圖 4-15 作全面的分析。分析的結果如圖 4-16 所示,雖還殘留少許 碳,但表示大部分的石墨粉被氧化而消失,符合前面石墨粉氧化的結 果。 4.4.3 不同參數下及熱處理後複合電鑄層觀測 本實驗會對每一個電鑄完後的試片都加熱至 600℃,且加熱時間 24 小時,以使石墨氧化,然後觀察試片的顯微組織,在此電鑄的條 件變數有濃度、電流密度及電鑄時間。電鑄結果如圖 4-17 至圖 4-24 所示,電鑄層厚度如表 4-4 及 4-5 所示,以下幾節分別進行討論。 4.4.3.1 電鑄層與電流密度關係 以石墨粉濃度 10g/L、電鑄 240 分鐘而言,最後電鑄出來的鑄層 厚度大約在 600∼700μm 之間(表 4-4),由於電鑄出來的結構表面 高低不平,因此總體來看電流密度大小對鑄層的厚度並沒有多大影 響。 根據圖 4-17 至圖 4-19 所示,發現電流密度越大,最後電鑄出來 的鑄層越密實,反之,電流密度越小,鑄層較鬆散且孔洞較多。根據 4.4.1 節所討論結果來分析,鑄層一開始是由許多石墨粉顆粒不斷的 31.
(42) 堆疊,由稀疏的顆粒到最後形成較緊密的堆疊,加上鎳離子的還原, 填補原本顆粒與顆粒之間的間隙,而當電流密度越大,鎳離子還原的 速度就越大,可填補較多的顆粒間隙,而當電流密度小時,便無法即 時填補其中的間隙而留下許多的孔洞。 當石墨粉濃度提高至 50g/L 時,鑄層的厚度變化有較為明顯的不 同(表 4-5),但並也非成直線比例增加。至於從顯微組織結果來看 (圖 4-21 至圖 4-23),電流密度越大電鑄出來的鑄層越密實,而電 流密度越小,鑄層越鬆散,原因與上面所述相同。 4.4.3.2 固定電鑄的總電流量 如果固定電鑄的總電流量(即電流密度與電鑄時間的沈積) ,以 電流密度 2ASD 電鑄時間 240min 與電流密度 10ASD 電鑄時間 48min 來 作為比較,當石墨粉濃度 10g/L 時,從鑄層厚度看來(表 4-4)電流 密度 2ASD-240min 的厚度大於 10ASD-48min 的厚度,這可能為電流密 度 2ASD-240min 電鑄的時間較長,使得石墨粉有較多的機會沈積在上 面。至於微結構看來(圖 4-17 與圖 4-20),電流密度 10ASD-48min 密實的比例大於電流密度 2ASD-240min,符合上一節所討論的電流密 度大小影響。 當石墨粉濃度提高至 50g/L 時,從鑄層厚度看來(表 4-5)電流 密度 2ASD-240min 的厚度與 10ASD-48min 的厚度差距不大,主要還是 在石墨粉沈積上,因石墨粉沈積的方式是隨機的,所以會造成厚度差 距不大。至於微結構看來(圖 4-21 與圖 4-24)結果石墨粉濃度 10g/L 相同。 4.4.3.3 電鑄層與濃度關係 在比較電鑄層與電流密度關係後,再把 10g/L 與 50g/L 兩種濃度 做比較。首先在鑄層厚度方面(表 4-4 與 4-5),電流密度在 10ASD 時差距不大,電流密度在 5ASD 以下反而濃度 10g/L 所電鑄出來的厚 32.
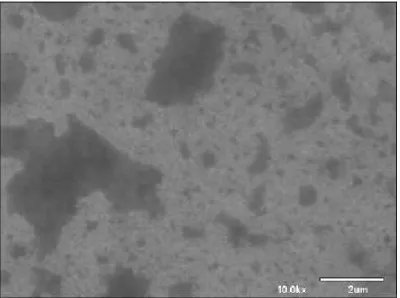
(43) 度較大。雖然理論上而言石墨粉濃度越大,石墨粉沈積的機率越高, 電鑄層厚度應該越高,但實際上石墨粉沈積在陰極基板上是屬物理性 沈積,還需要鎳離子的還原再將石墨粉固定在陰極基板上,因此儘管 濃度不同,但通入的電流量相同,電鑄出來的厚度還是可能會差不 多。至於濃度越大,鑄層的厚度反而越小,這可能是在實驗的過程中 由於石墨粉濃度過高,鑄層成長的方向除了從基板底部向上成長外, 還向側邊成長,漸漸地電鑄的面積增加,而電流固定下,造成實際的 電流密度減小,因此產生這種情形。 至於在微結構觀察下(圖 4-17 至圖 4-24),當濃度高時微結構 會較為稀疏,原因還是上述所說,鑄層往側面成長,降低了電流密度, 造成鎳無法填充,形成較多孔洞。. 4.5. 顯微結構加熱比對 由前面的微結構加熱後圖片觀察下來,並沒有如預期產生多孔結. 構,因此對微結構做加熱前及加熱後比對,觀察微結構受熱的影響。 當石墨粉濃度 10g/L。其電流密度 5ASD,電鑄時間為 240min,電鑄 出的微結構如圖 4-25 所示,之後,加熱至 600℃,加熱時間 24 小時, 最後如圖 4-26 所示,由結果看來並沒有多大的變化。當石墨粉濃度 提高至 50g/L,電鑄結果如圖 4-27 所示,而圖 4-28 為加熱後的結果, 結果顯示也沒有如預期產生孔洞,相反地,微結構在經由熱處理後反 而加大原有的裂痕。無法產生孔洞的原因在於石墨粉的表面會先電鍍 一層的鎳,因此在這層鎳的阻擋下,石墨粉無法與氧結合,再加上鎳 不斷的補充其間的空隙,更大幅的減少石墨與氧接觸的機會,在鎳的 包覆下,使得微結構最後無法如預期形成多孔結構。. 33.
(44) 表 4-1 石墨粉加熱 4 小時後氧化比率結果 溫度(℃) 氧化比率(%). 450. 600. 700. 0.167. 71.105. 99.999. 表 4-2 石墨粉加熱 24 小時後氧化比率結果 溫度(℃) 氧化比率(%). 400. 500. 550. 600. 0.858. 11.092. 85.446. 98.815. 表 4-3 10g/L-2ASD 鑄層厚度 電鑄時間(min). 10. 30. 60. 120. 鑄層厚度(μm). 65.1. 126. 282. 482. 表 4-4 10g/L 鑄層厚度 電鑄時間. 240min. 48min. 電流密度(ASD). 2. 5. 10. 10. 鑄層厚度(μm). 606. 708. 672. 396. 34.
(45) 表 4-5 50g/L 鑄層厚度 電鑄時間. 240min. 48min. 2. 5. 10. 10. 鑄層厚度(μm). 372. 556. 682. 407. 重量百分比(﹪). 電流密度(ASD). 110 105 100 95 0. 200. 400. 600. 800. 溫度(℃). 圖 4-1 石墨粉的 TGA 測試結果. 35. 1000.
(46) 圖 4-2 10ASD-240min 電鑄結果的鎳顯微組織照片. 圖 4-3 10ASD-240min 電鑄並加熱後的鎳顯微組織照片. 36.
(47) 圖 4-4 10g/L-2ASD-10min 表面圖. 圖 4-5 10g/L-2ASD-30min 表面圖. 圖 4-6 10g/L-2ASD-60min 表面圖. 圖 4-7 10g/L-2ASD-120min 表面圖. 37.
(48) 圖 4-8 10g/L-2ASD-10min 顯微組織照片. 圖 4-9 10g/L-2ASD-10min 顯微組織照片. 38.
(49) 圖 4-10 10g/L-2ASD-30min 顯微組織照片. 圖 4-11 10g/L-2ASD-60min 顯微組織照片. 39.
(50) 圖 4-12 10g/L-2ASD-120min 顯微組織照片. 40.
(51) 圖 4-13 30g/L-5ASD-240min 顯微組織照片. 圖 4-14 30g/L-5ASD-240min 成份分析. 41.
(52) 圖 4-15 30g/L-5ASD-240min 加熱後顯微組織照片. 圖 4-16 30g/L-5ASD-240min 加熱後成份分析. 42.
(53) 圖 4-17 10g/L-2ASD-240min 加熱後顯微組織照片. 圖 4-18 10g/L-5ASD-240min 加熱後顯微組織照片. 43.
(54) 圖 4-19 10g/L-10ASD-240min 加熱後顯微組織照片. 圖 4-20 10g/L-10ASD-48min 加熱後顯微組織照片. 44.
(55) 圖 4-21 50g/L-2ASD-240min 加熱後顯微組織照片. 圖 4-22 50g/L-5ASD-240min 加熱後顯微組織照片. 45.
(56) 圖 4-23 50g/L-10ASD-240min 加熱後顯微組織照片. 圖 4-24 50g/L-10ASD-48min 加熱後顯微組織照片. 46.
(57) 圖 4-25 10g/L-5ASD-240min 顯微組織照片. 圖 4-26 10g/L-5ASD-240min 加熱後顯微組織照片. 47.
(58) 圖 4-27 50g/L-5ASD-240min 顯微組織照片. 圖 4-28 50g/L-5ASD-240min 加熱後顯微組織照片. 48.
(59) 第五章. 結論. 本實驗為了製作出多孔洞,將以不同的石墨粉濃度、電流密度為 參數進行複合電鑄,並將電鑄完的試片加熱處理,使石墨粉氧化,最 後形成多孔洞結構。而根據各項實驗結果,得到的結論整理如下: 1、. 本次所採用的的石墨粉,在沒有氧氣的情形下加熱,重量不會 有所變化,而當處在空氣中加熱時,大約溫度在 550℃以上有 較明顯的氧化現象,再將溫度提高到 700℃,石墨粉氧化的速 度更加的明顯,只需幾小時約一克的石墨粉就可以完全氧化。. 2、. 從微結構的的組織看來,電鑄的整個過程如下:. (1) 由於石墨粉的粒徑約為 4μm,所以一開始無法固定在陰極基 板,因此會先在陰極的基板沈積出一層的鎳,然後漸漸地懸浮 至陰極基板的石墨粉顆粒開始會被鎳所固定。圖 5-1(a)(b)所 示。 (2) 由於石墨粉具有導電性,因此附著在陰極基板的石墨粉表面就 會開始鍍上一層的鎳金屬,然後其它的石墨粉顆粒落到這些鍍 上一層鎳的石墨粉後,這些顆粒也因為導電而因此被鎳電鍍上 去,之後這些顆粒就被固定下來,隨著電鑄的時間增加這些石 墨粉顆粒便不斷的堆疊上去,使結構越來越密。圖 5-1(c)所示。 (3) 在石墨粉堆疊的同時,鎳離子不斷的會因電子還原成鎳金屬並 補滿顆粒間的間隙,這也是電鑄出來的結構其底層都會較為的 結實。圖 5-1(d)所示。 3、. 從電流密度和石墨粉濃度的電鑄條件看來,電流密度影響的是 鎳離子還原的速度,還原的速度越快,鑄層的結構就越密實, 反之,速度越慢就會留下許多因顆粒堆疊所留下的孔洞。而鑄 層的厚度取決於石墨粉沈積,因此當石墨粉濃度越高應該會有 較大的厚度,但從實驗的結果看來,過多的石墨粉可能會使電 鑄層向側邊成長,降低了電流的密度,除了厚度沒有增加,結 49.
(60) 構反而較稀疏。 4、. 由於石墨粉的表面會電鍍一層的鎳,因此在這層鎳的阻擋下, 石墨粉無法與氧結合,再加上鎳不斷的補充其間的空隙,更大 幅的減少石墨與氧接觸的機會,在鎳的包覆下,使得微結構最 後無法如預期形成多孔結構。僅管從 EDS 的成分分析看來,加 熱前可以看到有碳的成分存在,而加熱後碳的成分大幅的減 少,這可能為電鑄的過程中,仍有少部分的石墨粉沒有完全的 被鎳所包覆,因此在加熱後這些裸露的石墨粉會被氧化消失, 但鑄層內部的石墨粉完全被鎳屬隔絕所以無法氧化。 本次實驗中,最大的問題出在石墨粉的導電特性,原本希望藉由. 石墨粉導電的特性,增加石墨粉沈積的機會,但也由於導電特性使得 石墨粉表面會先電鍍上一層的鎳,尤其是鎳的沈積是屬於連續相,完 全阻斷與氧接觸的機會,無法形成多孔洞結構。因此在將來的實驗 中,如果要採取同樣方法製作多孔結構,應採取不具導電性的物質作 為分散相,避免這些分散相在電鑄的開始就受到金屬的包覆,然後設 法增加沈積的速度,或是能更有效的控制分散相的分佈,尤其在攪拌 設備方面,必須能使分散相均勻且有效的散佈,使這些的分散相能連 續接合起來,最後再將這些分散相去除,以製作出可控制的多孔結構。. 50.
(61) 石墨粉 鎳 銅基板 (a). (b). (c). (d) 圖 5-1 石墨粉電鑄過程. 51.
(62) 參考文獻 [1] AJ. B. Mohler著,電鍍工程學,四版,尤光先譯,財團法人徐氏基金會,台 北,中華民國六十八年八月三十日。 [2] 微機電系統技術與應用,初版,行政院國家科學委員會精密儀器發展中心出 版,中華名國 92 年 7 月。 [3] 吳清沂, 鍾震桂, 微機電系統技術簡介, 科儀新知, Vol. 18, No. 3, pp. 26-40, 1996. [4]. N. Guglielmi, “Kinetics of the Deposition of Inert Particles From Electrolytic Baths”, Journal of the Electrochemical Society, Vol. 119, No. 8, pp. 1009-1012, August 1972.. [5] S.W. Watson and R.P. Waltrs, “The Effect of Chromium Particles on Nickel Electrodeposition”, J. Electrochem. Soc, Vol. 138, No. 12, pp. 3633-3637, 1991. [6]. M. Vereslst, J.P. Bonino, M.Brieu and A.Rousset, “Thermomechanical Properties of Ni-Al2O3 Metal Matrix Composites Produced by Electroforming”, Materials Science and Engineering, Vol. 191, pp. 165-169, 1995.. [7]. X. Changgeng, D.Zonggeng and Z. Lijun, “The Properties of Electrodeposited Ni-P-SiC Composite Coatings”, Plating and Surface Finishing, pp. 54-57, Oct 1988.. [8] G.N.K. Ramesh Bapu and S. Mohan, “Electrodeposition of Nickel-Polytetrafluoroethylene(PTFE)Polymer Composites”, Plating and Surface Finishing, pp. 86-88, Apr 1996. [9] J. M. Sykes, and D. J. Alner, “Mechanisms for the Formation of Electrodeposited Composite Coatings”, Transactions of the Institute of Metal Finishing, Vol. 52, No. Part 1, pp. 28-30, Spring 1974. [10] J. Foster, and B. Cameron, “Effect of Current Density and Agitation on the Formation of Electrodeposited Composite Coatings”, Transactions of the Institute of Metal Finishing, Vol. 54, No. Part 4, pp. 178-183, Winter 1976. [11] J. Zahavi, H. Kerbel, “Nickel Electrodeposited Composite Coatings Containing Solid Particles”, Proceedings-International Conference on Software Engineering, Metal Finishing Society of Japan, pp. 208-213, October 1980. 52.
(63) [12] J. Sadowska-Mazur, M. E. Warwick, and R. Walker, “Electrodeposition and Properties of Tin-Nickel/Silicon Carbide Composited Coatings”, Transactions of the Institute of Metal Finishing, Vol. 64, No. Part 4, pp.142-148, November 1986. [13] 張愷容, 「鎳-石墨複合電鑄之研究」 ,國立交通大學碩士論文,中華民國92 年6月。 [14] R. Willem Tjerkstra, Johannes G. E. Gardeniers, John J. Kelly, and Albert van den Berg, “Multi-Walled Microchannels: Free-Standing Porous Silicon Membranes for Use in _TAS”, Journal of Microelectromechannel Systems, VOL. 9, NO. 4, pp. 495-501, DECEMBER 2000. [15] Xiaohao Zang, Zhaoying Zhou, Xiongying Ye, Yong Li, and Wendong Zhang, “A PZT-driven micropump”, Micromechatronics and Human Science, pp. 269 -272, DECEMBER 1998. [16] Jr-Hung Tsai and Liwei Lin, “A Thermal-Bubble-Actuated Micronozzle-Diffuser Pump”, Journal of Microelectromechannel Systems, VOL. 11, NO. 6, pp. 665-671, DECEMBER 2002. [17]. Chad Harris, Kevin Kelly, Tao Wang, Andrew McCandless, and Shariar Motakef, “Fabrication, Modeling, and Testing of Micro-Cross-Flow Heat Exchangers”, Journal of Microelectromechannel Systems, VOL. 11, NO. 6, pp.. 726-735, DECEMBER 2002. [18] Francisco Arias, Scott R. J. Oliver, Bing Xu, R. Erik Holmlin, and George M. Whitesides, “Fabrication of Metallic Heat Exchangers Using Sacrificial Polymer Mandrils”, Journal of Microelectromechannel Systems, VOL. 10, NO. 1, pp. 107-112, MARCH 2001. [19] Xing Yang, Joon Mo Yang, Yu-Chong Tai, and Chih-Ming Ho, “Micromachined membrane particle filters”, Sensors and Actuators 73, pp. 184–191, 1999. [20] Matthew W. Losey, Rebecca J. Jackman, Samara L. Firebaugh, and Martin A. Schmidt, “Design and Fabrication of Microfluidic Devices for Multiphase Mixing and Reaction”, Journal of Microelectromechannel Systems, VOL. 11, NO. 6, pp. 709-717, DECEMBER 2002. [21] 徐作聖, 邱奕嘉及曹嘉倩,「微機電產業發展策略之研究-以生物晶片為例」, http://nr.stic.gov.tw/ejournal/scipolicy/sr9102/9102t1.htm. 53.
(64) [22]. 田中正三郎著,應用電化學,賴耿陽譯,復漢出版社,台北,中華民國八 十七年八月。. [23] 高溪興,最新電鍍實務,文笙書局,台北,中華民國七十一年一月。 [24] 友野理平等著,實用電鍍技術全集,再版,賴耿陽譯,復漢出版社,台北, 中華民國七十九年十月。 [25]. 洪國翔,「鎳基納米級碳化矽粉末複合鍍電化學及顯微結構之研究」,長庚 大學,工學院學生參與專題研究計畫成果報告,中華民國八十九年。. 54.
(65)
數據




+7




Outline
相關文件
Microphone and 600 ohm line conduits shall be mechanically and electrically connected to receptacle boxes and electrically grounded to the audio system ground point.. Lines in
When ready to eat a bite of your bread, place the spoon on the When ready to eat a bite of your bread, place the spoon on the under plate, then use the same hand to take the
Fields, “Electroless Nickel Plating”, Metal Handbook 9 th Edition, Vol 5, Surface Cleaning Finishing
The organic properties existed in bulk solution of the filters and the surface of filters were respectively dominiated by the fulvic-like and aliphatic protein whichever the
Particularly, combining the numerical results of the two papers, we may obtain such a conclusion that the merit function method based on ϕ p has a better a global convergence and
Then, it is easy to see that there are 9 problems for which the iterative numbers of the algorithm using ψ α,θ,p in the case of θ = 1 and p = 3 are less than the one of the
Define instead the imaginary.. potential, magnetic field, lattice…) Dirac-BdG Hamiltonian:. with small, and matrix
We investigate some properties related to the generalized Newton method for the Fischer-Burmeister (FB) function over second-order cones, which allows us to reformulate the
