國 立 交 通 大 學
工學院精密與自動化工程學程
碩士論文
低碳鋼與不銹鋼異種材料 MIG-Flux
接合製程參數最佳化之研究
Optimization of MIG-Flux Welding Process for Joining of
Low Carbon Steel and Stainless Steel
研 究 生 : 陳 慶 鍊
指 導 教 授 : 周 長 彬 教授
低碳鋼與不銹鋼異種材料 MIG-Flux
接合製程參數最佳化之研究
Optimization of MIG-Flux Welding Process for Joining of
Low Carbon Steel and Stainless Steel
研 究 生 : 陳 慶 鍊
Student
: Ching-Lien Chen
指 導 教 授 : 周 長 彬
Advisor
: Dr. Chang-Pin Chou
國 立 交 通 大 學
工學院精密與自動化工程學程
碩士論文
A Thesis
Submitted to Degree Program of Automation and Precision Engineering
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
in
Automation and Precision Engineering
October 2009
Hsinchu, Taiwan, Republic of China
i
低碳鋼與不銹鋼異種材料 MIG-Flux 接合
製程參數最佳化之研究
研究生:陳慶鍊 指導教授:周長彬 國立交通大學 精密與自動化工程學程 碩士班摘 要
本研究目的主要在探討助銲劑添加對異種材料銲道熔透深度與機械性 質之影響。銲接方式採用不開槽對接,且以氬氣為保護氣體的惰性氣體金 屬極電弧銲接法來進行 Butt joint 實驗。實驗材料選用 SAE 1020 低碳鋼及AISI 304 不銹鋼,活性助銲劑之選用以氧化劑為主,分別為 MnO2、MgCO3、
Cr2O3、MoS2、NiO、MoO3、MgO、Fe2O3、ZnO、SiO2及 TiO2共十一種。
實驗中發現,當採用銲接速度 346 mm/min 及銲接電壓 23.3 V 組合時,將可 得到較佳的銲件機械性質。其中添加 MnO2單一型助銲劑時,可提升銲道深 寬比及降低銲道中肥粒鐵含量,當添加 MoS2-MoO3混合型助銲劑時,可提 高銲道熔深及熔融面積,對於銲道中肥粒鐵含量及銲道微硬度表現皆有極 佳效果。最後利用田口方法,以不同混合比例之 MoS2與 MoO3調製成混合 型助銲劑,搭配銲接電壓、氬氣流量、銲接速度針對銲接製程進行最佳化 實驗。經田口方法可得,當製程參數設定值為銲接電壓 21.4 V、氬氣流量 8 l/min 、 銲 接 速 度 403 mm/min 且 混 合 型 助 銲 劑 粉 末 比 例 為
20%MoS2+80%MoO3時,為 SAE 1020 低碳鋼與 AISI 304 不銹鋼之 MIG-Flux
接合之最佳參數。透過變異數分析(ANOVA)可知,影響銲道深寬比的重要 參數,依序為銲接電壓、混合型助銲劑粉末比例、銲接速度、氬氣流量。
Optimization of MIG-Flux Welding Process for Joining of
Low Carbon Steel and Stainless Steel
Student:Ching-Lien Chen Advisor:Chang-Ping Chou
Department of Automation and Precision Engineering College of Engineering
National Chiao Tung University
Abstract
The purpose of this research is to study the effect of adding several fluxes on the weld penetration and mechanical properties of SAE 1020 low-carbon steel and AISI 304 stainless steel. Butt joint argon MIG(Metal Inert Gas) welding process was made on low-carbon steel SAE 1020 and stainless steel
AISI 304 plate. The activating fluxes used in the experiment were MnO2,
MgCO3, Cr2O3, MoS2, NiO, MoO3, MgO, Fe2O3, ZnO, SiO2 and TiO2. The
experiment found that when using torch moving speed of 346 mm/min and welding voltage of 23.3 V, it will be better mechanical properties. The flux
MnO2 is the best of all fluxes according to the weld depth/width ratio(D/W ratio)
and reduce the weld FN(ferrite content). The mixed fluxes MoS2-MoO3 can
enhance the welding penetration and fusion zone, and it can improve the mechanical properties of the weld micro-hardness and FN. Finally, by employing the Taguchi Methods to achieve optimized welding penetration and the D/W ratio, which were welding voltages, argon flow rate, welding torch travel speed and the weight ratio of MoS2 and MoO3. From the results of
Taguchi Methods experiment, the optimal welding parameters for joining of the SAE 1020 carbon steel and the AISI 304 austenitic stainless steel are (1) welding voltages of 21.4 V; (2) argon flow rate of 8 l/min; (3) welding torch
travel speed of 403 mm/min; and (4) mixed powder combination of 20% MoS2
and 80% MoO3. Beside, from the results of analysis of variance (ANOVA), the
orders of the importance on the D/W ratio of weld pool geometry within the four control factors are (1) welding voltages; (2) mixed powder; (3) welding torch
iii
誌 謝
本論文得以能夠順利完成,在此要先特別感謝恩師周長彬博士的殷切 指導,在研究過程中,不厭其煩的給予指導與協助,謹在此致上由衷的謝 意與敬意。 論文計劃及畢業口試期間,承蒙林玄良博士、李衍榮博士、黃和悅博 士、徐享文博士等委員,對本篇論文的指正與建議,使本篇論文內容更為 完備。感謝吳東明同學在課業及研究方面的的相互交流砥礪。感謝同事傅 熙華在實驗期間的協助。另外,還要感謝黃清松及李育舟為我撰寫推薦函, 使我能順利進入交大機械系攻讀碩士學位,在此表達最誠摯的謝意。 最後,要感謝家人的支持讓我能安心地完成學業,僅以本論文獻給所 有關心及祝福我的人,謝謝你們。目 錄
中文摘要 ... i 英文摘要 ... ii 誌 謝 ... iii 目 錄 ... iv 表 目 錄 ... vii 圖 目 錄 ... viii 第一章 緒論 ... 1 1.1 研究動機及背景 ... 1 1.2 研究方法及目的 ... 4 第二章 文獻回顧 ... 5 2.1 碳鋼 ... 5 2.2 不銹鋼 ... 8 2.3 惰性氣體金屬極電弧銲接(MIG)... 13 2.3.1 惰性氣體金屬極電弧銲原理 ... 13 2.3.2 銲接參數 ... 15 2.3.3 保護氣體 ... 20 2.4 助銲劑 ... 23 2.5 銲道熔深變異之原因 ... 25 2.5.1 表面張力 ... 25 2.5.2 電弧效應 ... 25 2.5.3 電磁力... 26 2.5.4 浮力 ... 26 2.5.5 微量元素的影響 ... 27 2.6 MIG-Flux 製程探討 ... 29 2.6.1 低碳鋼銲接製程對銲道之影響 ... 29 2.6.2 不銹鋼銲接製程對銲道之影響 ... 31 2.7 田口方法之應用 ... 34 2.7.1 田口方法之沿革 ... 34v 2.7.3 直交表之定義、目的及型態 ... 34 2.7.4 信號雜音比(S/N ratio)之特性 ... 35 2.7.5 變異數分析法(ANOVA) ... 36 2.7.6 田口方法之步驟 ... 37 第三章 實驗方法與步驟 ... 38 3.1 實驗流程... 38 3.2 銲接試片之準備 ... 39 3.3 助銲劑調配... 39 3.4 銲接設備... 40 3.5 MIG 用銲線 ... 41 3.6 銲件表面觀察 ... 41 3.7 金相試驗... 41 3.8 銲道滲透深度與寬度量測 ... 42 3.9 肥粒相量測... 42 3.10 微硬度量測... 43 3.11 田口方法的實驗配置 ... 43 第四章 結果與討論 ... 46 4.1 銲接參數確認 ... 46 4.2 無助銲劑對銲道型態之探討 ... 46 4.2.1 無助銲劑對銲道外觀之影響 ... 46 4.2.2 無助銲劑對銲道深寬比、熔深與寬度之影響 ... 48 4.2.3 無助銲劑對銲道剖面形狀與面積之影響 ... 50 4.3 單一型助銲劑對銲道型態之探討 ... 52 4.3.1 單一型助銲劑對銲道外觀之影響 ... 52 4.3.2 單一型助銲劑對銲道深寬比、熔深與寬度之影響 ... 53 4.3.3 單一型助銲劑對銲道剖面形狀與面積之影響 ... 55 4.4 混合型助銲劑對銲道型態之探討 ... 57 4.4.1 混合型助銲劑對銲道外觀之影響 ... 57 4.4.2 混合型助銲劑對銲道深寬比、熔深與寬度之影響 ... 58 4.4.3 混合型助銲劑對銲道剖面形狀與面積之影響 ... 60 4.5 助銲劑對銲道顯微組織之觀察 ... 62
4.5.1 單一型助銲劑對銲道顯微組織之觀察 ... 62 4.5.2 混合型助銲劑對銲道顯微組織之觀察 ... 64 4.6 助銲劑對銲道肥粒鐵含量之探討 ... 66 4.6.1 單一型助銲劑對銲道肥粒鐵含量之影響 ... 66 4.6.2 混合型助銲劑對銲道肥粒鐵含量之影響 ... 66 4.7 助銲劑對銲道微硬度之探討 ... 67 4.7.1 單一型助銲劑對銲道微硬度之影響 ... 67 4.7.2 混合型助銲劑對銲道微硬度之影響 ... 72 4.8 田口方法針對銲接製程進行最佳化實驗 ... 75 4.8.1 各參數對銲道外觀之影響 ... 75 4.8.2 製程參數對銲道型態之影響 ... 77 4.8.3 田口方法結果分析 ... 79 4.8.4 變異數分析 ... 81 4.8.5 確認實驗 ... 82 4.8.6 實驗的再現性 ... 83 4.9 最佳化實驗參數對銲道顯微組織之觀察 ... 85 4.10 最佳化實驗參數對銲道肥粒鐵含量之影響 ... 86 4.11 最佳化實驗參數對銲道微硬度之影響 ... 86 第五章 結論 ... 88 參考文獻 ... 90
vii
表目錄
表 1-1 各種助銲劑於低碳鋼 TIG-Flux 接合製程之深寬比 ... 2 表 2-1 不銹鋼中合金元素的效果 ... 9 表 2-2 不銹鋼之主要分類表 ... 10 表 2-3 不銹鋼之物理性質 ... 10 表 2-4 不銹鋼各系列特性 ... 10 表 2-5 沃斯田鐵系不銹鋼與一般碳鋼銲接特性比較 ... 11 表 2-6 銲接氣體的比重 ... 21 表 2-7 銲接氣體的解離電壓值 ... 21 表 2-8 活性助銲劑與銲道深寬比之關係 ... 32 表 3-1 GM308 化學成份(wt%)... 41 表 3-2 控制因子及其水準值 ... 44 表 3-3 L16(4 5 )直交表的實驗配置 ... 44 表 3-4 MIG-Flux 製程參數配置表 ... 45 表 4-1 無助銲劑對銲道型態之影響 ... 48 表 4-2 異種材料 Butt joint 測試參數-11 單一型種助銲劑 ... 54 表 4-3 異種材料 Butt joint 測試參數-6 種混合型助銲劑 ... 59 表 4-4 銲道型態之銲道深寬比 ... 79 表 4-5 各因子水準之平均 S/N 值 ... 80 表 4-6 變異數分析表 ... 81 表 4-7 最佳參數表(SAE 1020 與 AISI 304) ... 82 表 4-8 確認實驗製程參數配置表 ... 83 表 4-9 確認實驗的結果 ... 85圖目錄
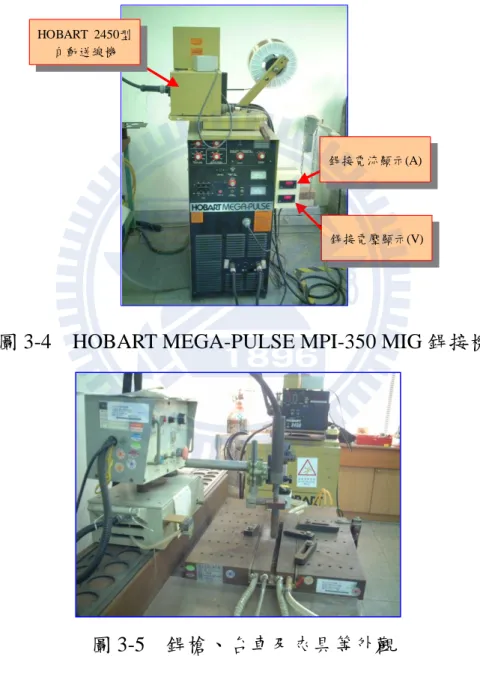
圖 1-1 各種助銲劑於低碳鋼 TIG-Flux 接合製程銲道深寬比 ... 2 圖 1-2 不銹鋼的 TIG-Flux 製程於各電流下之銲道深寬比 ... 3 圖 2-1 碳鋼的含碳量和機械性質的關係 ... 5 圖 2-2 銲接縫溫度與組織關係示意圖 ... 6 圖 2-3 敏化發生示意圖 ... 13 圖 2-4 直流正極性電弧示意圖 ... 14 圖 2-5 MIG 銲接設備示意圖 ... 14 圖 2-6 CO2電弧銲銲法銲接條件之選擇及電弧種類 ... 16 圖 2-7 各種不同直徑銲線及熔融量 ... 16 圖 2-8 銲接電流與熔入深度的關係 ... 17 圖 2-9 同一電流值下電弧電壓與銲道表面形狀和熔深的關係 ... 17 圖 2-10 銲線伸出長度或穿出長度 ... 19 圖 2-11 銲接氣體的熱傳導性 ... 21 圖 2-12 銲接氣體對銲道截面形狀之影響 ... 23 圖 2-13 熔深變異示意圖 ... 26 圖 2-14 各種助銲劑對銲道深寬比之影響長條圖 ... 29 圖 2-15 各種助銲劑對銲道熔透深度影響長條圖 ... 30 圖 2-16 各種助銲劑對銲道微硬度之影響長條圖 ... 31 圖 2-17 活性助銲劑與銲道微硬度之關係 ... 33 圖 3-1 實驗流程 ... 38 圖 3-2 助銲劑調配 ... 39 圖 3-3 助銲劑塗敷 ... 39圖 3-4 HOBART MEGA-PULSE MPI-350 MIG 銲接機 ... 40
圖 3-5 銲槍、台車及夾具等外觀 ... 40
圖 3-6 銲道幾何型態量測示意 ... 42
圖 3-7 Ferritscope M10B-FE 型肥粒相測定儀 ... 42
圖 3-8 Matsuzawa MHT-1 微硬度測定機 ... 43
ix 圖 4-3 不同銲接速度及銲接電壓對銲道熔深之關係圖 ... 49 圖 4-4 不同銲接速度及銲接電壓對銲道寬度之關係圖 ... 49 圖 4-5 不同銲接速度及銲接電壓對銲道深寬比之關係圖 ... 49 圖 4-6 不同銲接速度及銲接電壓對銲道熔深之關係圖 ... 50 圖 4-7 不同銲接速度及銲接電壓對銲道寬度之關係圖 ... 50 圖 4-8 不同銲接電壓及銲接速度之銲道剖面圖 ... 51 圖 4-9 不同銲接速度及銲接電壓對銲道熔融面積之關係圖 ... 52 圖 4-10 不同銲接速度及銲接電壓對銲道熔融面積之關係圖 ... 52 圖 4-11 單一型助銲劑之銲道外觀圖 ... 53 圖 4-12 單一型助銲劑對銲道深寬比之影響 ... 54 圖 4-13 單一型助銲劑對銲道熔深之影響 ... 55 圖 4-14 單一型助銲劑對銲道寬度之影響 ... 55 圖 4-15 單一型助銲劑之銲道剖面 ... 56 圖 4-16 單一型助銲劑對銲道熔融面積之影響 ... 57 圖 4-17 混合型助銲劑之銲道外觀圖 ... 58 圖 4-18 混合型助銲劑對銲道深寬比之影響 ... 59 圖 4-19 混合型助銲劑對銲道熔深之影響 ... 60 圖 4-20 混合型助銲劑對銲道寬度之影響 ... 60 圖 4-21 混合型助銲劑之銲道剖面 ... 61 圖 4-22 混合型助銲劑對銲道熔融面積之影響 ... 62 圖 4-23 單一型助銲劑之銲道顯微組織 ... 63 圖 4-24 混合型助銲劑之銲道顯微組織 ... 65 圖 4-25 單一型助銲劑對銲道肥粒鐵含量之影響 ... 66 圖 4-26 混合型助銲劑對銲道肥粒鐵含量之影響 ... 67 圖 4-27 單一型助銲劑對銲道硬度值之影響 ... 67 圖 4-28 微硬度分佈曲線-未塗助銲劑之銲件 ... 68 圖 4-29 微硬度分佈曲線-MnO2 ... 68 圖 4-30 微硬度分佈曲線-MgCO3 ... 68 圖 4-31 微硬度分佈曲線-Cr2O3 ... 69 圖 4-32 微硬度分佈曲線-MoS2 ... 69 圖 4-33 微硬度分佈曲線-NiO ... 69
圖 4-34 微硬度分佈曲線-MoO3 ... 70 圖 4-35 微硬度分佈曲線-MgO ... 70 圖 4-36 微硬度分佈曲線-Fe2O3 ... 70 圖 4-37 微硬度分佈曲線-ZnO ... 71 圖 4-38 微硬度分佈曲線-SiO2... 71 圖 4-39 微硬度分佈曲線-TiO2 ... 71 圖 4-40 混合型助銲劑對銲道硬度值之影響 ... 72 圖 4-41 微硬度分佈曲線-MnO2-Cr2O3 ... 72 圖 4-42 微硬度分佈曲線-MnO2-MoO3 ... 73 圖 4-43 微硬度分佈曲線-Cr2O3-MoO3 ... 73 圖 4-44 微硬度分佈曲線-MnO2-MoS2 ... 73 圖 4-45 微硬度分佈曲線-MoS2-MoO3 ... 74 圖 4-46 微硬度分佈曲線-MoS2-Cr2O3 ... 74 圖 4-47 各參數對銲道外觀之影響 ... 75 圖 4-48 L16直交表銲道型態之影響 ... 77 圖 4-49 因子效果圖 ... 80 圖 4-50 因子效果差異直條圖 ... 80 圖 4-51 控制因子貢獻率 ... 82 圖 4-52 確認實驗之銲道型態 ... 85 圖 4-53 最佳參數條件下之銲道顯微組織 ... 86 圖 4-54 微硬度分佈曲線-添加助銲劑之確認實驗 ... 87 圖 4-55 微硬度分佈曲線-未添加助銲劑之確認實驗 ... 87
第一章 緒論
1.1 研究動機及背景
惰性氣體金屬極電弧銲接法(inert gas metal arc welding,GMAW, 俗稱 MIG),與 TIG(TIG,tungsten inert gas)在許多方面類似,均有共 同的優點。因此 TIG 銲法之優缺點大部份均可適用於 MIG,在銲接製程 中加入適當保護氣體,可運用於單一材料及異種材料銲接。在材料厚度 方面,最薄約 1 mm,最厚則不受限制,在銲接位置方面,可操作於平銲、 橫銲、立銲及仰銲,銲接效率比手工電弧銲佳,在銲接品質方面,銲道 為連續性,可減少貣銲、收尾所造成之銲道缺陷,且具有銲速快、變形 少、熱影響區窄與銲道含氫量低等優越之銲接特性,故在近年已大量取 代手工電弧銲接,成為現今工業界用量最大的銲接方法[1]。 碳鋼是鐵和碳的合金,根據 Fe-C 平衡狀態圖[2],它的含碳量在 0.02%~2%範圍。現在工業上所使用材料以碳鋼為最多,用途也很廣。304 不銹鋼因添加大量鎳與鉻,具有優異的抗熱性、耐銹性、耐蝕性與耐氧 化性,又因為其含碳量低且銲接後不會有相變化的產生,可以得到穩定 的銲接品質,因而被廣泛使用於石化、國防、核能、食品以及棉質纖維 工業。產品或設備中,並非全部都需使用不銹鋼,通常只有與原料或熱 源接觸部份有使用不銹鋼的必要,其餘結構僅需冺用價格低廉的低碳鋼 即可。因此,如何以最有效率的銲接製程,將不銹鋼東與低碳鋼東接合, 即為一重要的課題。 MIG 是使用消耗性電極,因此大部份採用定電壓之電銲機,以防因 電壓之改變影響電弧長度,以致產生不均勻銲道之缺點;施銲時可藉調 整電壓值來控制電弧長度,而熔接電流的輸出完全由金屬線進給速度來 決定。施銲過程中,加入保護氣體可在電弧周圍形成局部的氣體保護層, 將電弧熔池與空氣隔開。保護氣體能影響銲接中的金屬移傳機構、銲道 形狀、熔透深度、熔填金屬化學成分以及機械性質等。於是,施銲過程 應選用適當保護氣體以提高銲道品質[3]。 不同銲接材料其適用的助銲劑成分亦不同。TIG-Flux 製程的關鍵技 術主要在於活性助銲劑成分的調配。由於活性助銲劑的配方在 Paton Welding Institute,PWI 與 Edison Welding Institute,EWI 方面都有專冺保
護,因此不容侵犯。根據文獻資料可得知,過去的研究發現在低碳鋼的 TIG-Flux 的接合製程中,相較多種助銲劑,塗敷二氧化鈦作為助銲劑時, 其銲道之熔透深度為最佳,如表 1-1 所示,為各種助銲劑於低碳鋼之 TIG-Flux 製程之深寬比,由圖 1-1 可觀察出塗敷各種助銲劑對銲道深寬 比之影響[4]。 表 1-1 各種助銲劑於低碳鋼 TIG-Flux 接合製程之深寬比[4] Without
flux TiO2 Fe2O3 SiO2 Al2O3 ZrO2 CaF2
Depth,D 3.30 5.25 4.50 4.40 4.35 2.30 2.15 Width,W 10.30 8.60 9.50 10.95 11.50 8.60 11.50 D/W ratio 0.32 0.61 0.47 0.40 0.38 0.27 0.19 0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70
without flux TiO2 Fe2O3 SiO2 Al2O3 ZrO2 CaF2
助銲劑種類 D /W ra tio 圖 1-1 各種助銲劑於低碳鋼 TIG-Flux 接合製程銲道深寬比[4]
在不銹鋼的 TIG-Flux 接合製程中,由圖 1-2 可知,塗敷二氧化矽作 為助銲劑在各種電流皆可得到較佳的銲道深寬比[5]。 圖 1-2 不銹鋼的 TIG-Flux 製程於各電流下之銲道深寬比[5] MIG 銲接參數包括:銲線種類及直徑、銲接電壓及電流、保護氣體 流量、銲接速度及助銲劑種類等,這些參數皆會影響銲道品質及銲件機 械性質。因此如何增加銲道的熔透深度並縮小銲道寬度,以及提昇銲接 生產效率,即為銲接界長久以來所致力研發的課題。 本實驗選取數個參數來探討參數對銲接特性的影響,並驗證參數間 的關係,所獲得的實驗結果期待對工業界有所助益。
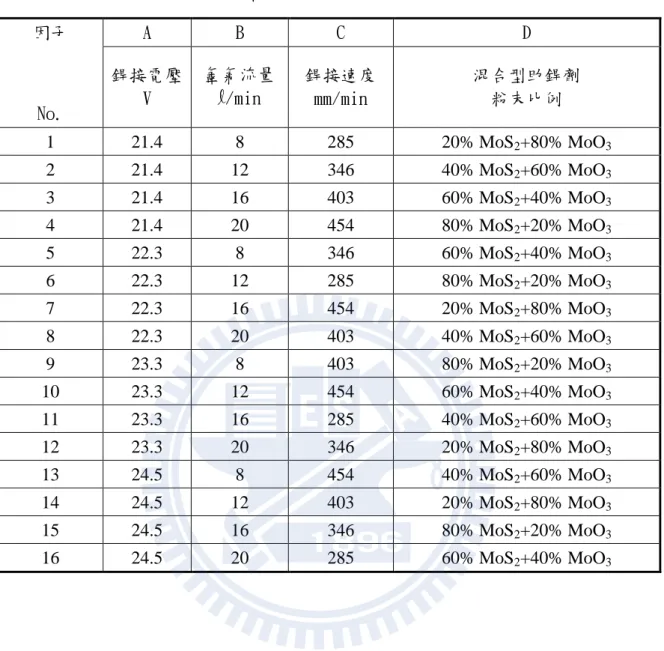
1.2 研究方法及目的 銲接目的在於母材獲得良好的機械性質及銲道品質,因此正確的銲 接參數組合及適當的助銲劑搭配是重要的。本研究主要在探討活性助銲 劑對異種材料(AISI 304 不銹鋼及 SAE 1020 低碳鋼)銲道熔深能力之影 響,其探討的範圍包含下列幾項: (1) 單一型助銲劑對異種材料銲道外觀的影響。 (2) 單一型助銲劑對異種材料銲道型態的影響。 (3) 單一型助銲劑對異種材料銲道微硬度的影響。 (4) 混合型助銲劑對異種材料銲道外觀的影響。 (5) 混合型助銲劑對異種材料銲道型態的影響。 (6) 混合型助銲劑對異種材料銲道微硬度的影響。 (7) 田口方法針對銲接製程進行最佳化實驗。 為研究活性助銲劑對異種材料銲道熔深能力之影響。銲接方法採用 不開槽對接方式,且以氬氣為保護氣體的惰性氣體金屬極電弧銲接法來 進行 Butt joint 實驗。實驗材料選用尺寸為 5 mm × 50 mm × 100 mm 的異 種材料;活性助銲劑之選用以氧化劑為主,分冸為 MnO2、MgCO3、Cr2O3、
MoS2、NiO、MoO3、MgO、Fe2O3、ZnO、SiO2 及 TiO2、共十一種。銲
接過程以金相實驗來觀察銲道微觀組織;以實體顯微鏡來量測銲道型 態,並記錄銲道熔深及寬度以計算深寬比;冺用微硬度測定機來瞭解銲 道機械性質。接下來根據所量測之銲道熔深及熔融面積,取銲件最佳機 械性質之銲接參數進行混合型助銲劑 Butt joint 實驗,以各 50%的比例來 調配成六種混合型助銲劑,並探討混合型助銲劑對銲道熔深及熔融面積 之影響,取銲件最佳銲道幾何型態。最後冺用田口方法的實驗配置,取 銲道深寬比、熔深及熔融面積最佳之混合型助銲劑,調製成四種不同比 例的混合型助銲劑,搭配銲接電壓、氬氣流量、銲接速度針對銲接製程 進行最佳化實驗,以期達到最佳之銲道深寬比與熔深。
第二章 文獻回顧
2.1 碳鋼 所謂碳鋼是鐵和碳的合金,根據鐵碳平衡狀態圖,碳鋼的碳含量在 0.02%~2%皆屬之。現在工業上所用材料以碳鋼為最多,用途也最廣。 碳鋼的各種機械性質大致由含碳量和顯微鏡組織決定,如圖 2-1 所示 為正常化狀態的碳鋼之機械性質和含碳量的關係。由圖中可知,亞共析 鋼各種機械性質和含碳量有密切的關係,如抗拉強度、降伏強度和硬度 等皆隨含碳量增加而增加。但伸長率、斷面收縮率則隨含碳量的增加而 減少。過共析鋼除了硬度和降伏點隨含碳量的增加而增加外,其他機械 性質大致不變[6]。 圖 2-1 碳鋼的含碳量和機械性質的關係[6]碳鋼之銲道金屬的結晶最先開始於熔池及母材的邊界上,作為結晶 核心的是邊界上處於半熔化狀態的晶粒,然後以柱狀或樹枝型式成長, 直到相互接觸為止。在晶粒成長的過程中,有些晶粒成長比較順冺,有 些晶粒則彼此間受到相互的阻礙。銲接時,由於熔池的體積小,部分母 材又隨同一貣熔化,因此銲道金屬易形成過熱組織,其晶粒是粗大化, 這種粗大的晶粒,對金屬的機械性質有很不良的影響。 偏析現象是銲道金屬結晶過程中極易產生的一種缺陷。產生晶內偏 析主要原因為當銲道結晶時,最先結晶的晶粒中心,往往是最純而熔點 最高的元素,而最後結晶的柱狀晶粒的末端及晶層中間,就會聚集一些 低熔點的雜質和元素。在電弧銲接的情況下,銲道的冷卻速度很快,容 易產生晶內偏析的缺陷。一般對低碳鋼,因其晶粒開始和終了的溫度區 間很小,各種元素結晶先後與快慢差冸不大,故低碳鋼銲接時,晶內偏 析的情況並不嚴重。而在高碳鋼、合金鋼銲接時,晶內偏析現象就很嚴 重了,常常會因此而引貣熱裂紋等缺陷。所以高碳鋼、合金鋼等,於銲 接後常需藉熱處理來改善。 銲接時,銲道和熱影響區的金屬在銲接熱源的作用下,都會發生金 相組織的改變,或稱之為〝相變〞。銲接時的這種相變和鋼材在進行熱處 理時發生的相變是相同的。相變後的金相組織,與金屬被加熱的溫度及 在此溫度下停留的時間,冷卻速度等因素有關。銲接時熱影響區各段的 溫度分佈如圖 2-2[7]所示。
1.半熔化區 它是靠近銲道但又局部熔化了的母材區段。在此區內,沃斯田鐵晶 粒是過熱的粗大組織,因而該區雖然很狹窄,但對銲接縫的塑性及衝擊 韌性卻帶來極為不冺的影響。 2.過熱區 它是被加熱至 1100~1490℃範圍內的母材區域。在這樣的高溫下,沃 斯田鐵的晶粒急速成長,形成粗大的沃斯田鐵過熱組織。過熱區之特徵 乃是使熱影響區的塑性、衝擊韌性大大地降低。通常會使衝擊值下降約 25~30%左右。尤其對於易淬火的合金鋼,這一過熱區的影響更壞。當鋼 中碳含量和合金元素含量增高時,這一過熱區的機械性能會顯著的變 壞,有的合金甚至再用熱處理的方法也不易恢復。 3.正常化區 正 常 化 區 (Normalizing zone) 金 屬 被 加 熱 到 稍 微 超 過 相 變 態 點 (Ac3),在 900~1100℃之間,此時沃斯田鐵晶粒比較細小,當熱影響區在 空氣中冷卻時,可能形成晶粒細小正常化組織,所以正常化區有良好的 機械性質,是較理想的區段。 4.部分重結晶區 該區金屬被加熱至 725~900℃之間,低於相變態點(Ac3)。此區相變 態不完全,所以晶粒大小不一。該區能降低銲接縫之機械強度,希望此 區越窄越好。 5.再結晶區 此區溫度在 450~700℃之間。只有經過冷壓加工過的金屬,才能發生 再結晶過程。該區硬度稍有降低,但對其他機械性質影響不大。 6.變韌區 當加熱至 200~500℃時,金屬變韌,稱為變韌區。 以上六個區段都是理論上的分析,實際上在銲接低碳鋼(C<0.25%)時 只能看到三個區段,即過熱區、正常化區、部分重結晶區。如銲接熱影 響區的大小,係受銲接方法、銲接規範、銲接材料等多種因素的影響, 一般情況下,皆希望熱影響區越小越好,但熱影響區太小時,銲接縫產 生的內應力愈大,因此易於形成銲接裂縫。相反地,熱影響區太大時, 雖然可以減小內應力,銲件卻容易產生變形和撓曲的缺陷。
2.2 不銹鋼 不銹鋼之主要合金元素以 Cr 為主,其耐蝕性隨 Cr 含量增加而提高。 Cr 與空氣中的氧作用後會在表面形成一層十分安定且緻密的薄氧化膜 Cr2O3,此氧化膜使金屬與空氣隔絕,不會繼續貣氧化作用以保持表面之 光澤,其不銹鋼各元素之效果,如表 2-1 所示。 一般所稱的不銹鋼是指含 Cr 量在 12%以上;Cr 含量超過 12%且低 於 30%者可耐高溫氧化、硝酸、亞硝酸氣體及高溫高壓氫氣等之腐蝕, 可說幾乎不會再被一般之腐蝕環境所侵蝕;超過者歸類為不銹鋼;低於
12%者屬於耐蝕鋼(Corrosion resisiting steel),超過 30%者,主要是用在
高溫的情況,屬於耐熱鋼的範圍。另在鉻之外再添加鎳者,可進一步耐 硫酸、鹽酸等非氧化性之酸的腐蝕,此稱為鎳鉻(Cr-Ni)系不銹鋼[8]。 不銹鋼依其微觀結構可分為以下四大類:
(1)麻鐵散鐵型不銹鋼(Martensitic stainless steel) (2)沃斯田鐵型不銹鋼(Austenitic stainless steel) (3)肥粒鐵型不銹鋼(Ferritic stainless steel)
(4)析出硬化型不銹鋼(Precipitation stainless steel)
不銹鋼之主要分類表,如表 2-2 所示;不銹鋼之物理性質,如表 2-3 所示。美國鋼鐵協會(American Iron and Steel Institute,AISI)研訂的不 銹鋼規格大多用三位數字表示,第一位數字代表特定之系列(參照表 2-4),本實驗所使用的 304 不銹鋼屬於沃斯田鐵型不銹鋼。 沃斯田鐵型不銹鋼是從 Fe-Cr-Ni 合金系統發展出來的,其所含有的 Cr 元素通常高於 16%,並且有足夠的 Ni 以穩定常溫之沃斯田鐵,或是因 高溫急冷所殘留之沃斯田鐵。其微觀組織屬面心立方(Face centered cubic,FCC)結構,無磁性,也沒有延脆性轉換溫度[8]。此類型的不銹 鋼最主要的特性就是在各種溫度下均保持沃斯田鐵組織 ( Austenitic
structure),亦即不會因溫度的變化而產生相變化(Phase transformation)
表 2-1 不銹鋼中合金元素的效果[8] 元素 作 用 效 果 Al 強的脫氧劑 抑制晶粒成長(形成分散氧化物或氮化物) 氮化鋼的合金元素 Cr 腐蝕及氧化抵抗性增加 硬化能增加 高溫強度增加 (高碳鋼)耐磨性增加 Co 硬化肥粒鐵使鋼具有高溫硬度 降低硬化能 Mn 防止硫造成的脆性 增加硬化能 Mo 使沃斯田鐵的粗大化溫度上昇 使硬化層深入 防止回火脆性 高溫強度、潛變強度、高溫硬度增加 使不銹鋼的腐蝕抵抗性增加 形成耐磨耗粒子 Ni 使鋼之淬火回火韌性增加 使波來鐵及肥粒鐵的韌性增高 使高 Cr-Fe 合金變成沃斯田鐵組織 P 增加低碳鋼的強度 腐蝕抵抗性增加 改良易削鋼的機械性質 Si 為常用之脫氧劑 電磁鐵東用合金 使鋼氧化抵抗性優良 略使鋼的硬化能增加 使低合金鋼的強度增加 Ti 易形成 TiC 之碳化物,防止長時間加熱下不銹鋼內鉻的局部減少 W 使工具鋼內生成硬而耐磨耗性粒子 增進高溫硬度及強度 V 使沃斯田鐵晶粒粗大化溫度昇高 增加硬化能 抵抗回火軟化及使回火時生二次硬化
表 2-2 不銹鋼之主要分類表[8] 按成分分類 按組織分類 1. 鉻系不銹鋼(AISI 400 系) 1.1 麻鐵散鐵型不銹鋼 1.2 肥粒鐵型不銹鋼 2. 鉻鎳系不銹鋼(AISI 200 及 300 系) 2.1 沃斯田鐵型不銹鋼 2.2 析出硬化型不銹鋼 表 2-3 不銹鋼之物理性質[8] 母材 比重 熔點 相對導熱 系數 熱膨脹 係數 比熱 導電 系數 電阻 沃斯田鐵型 不銹鋼 7.9 1395 0.12 9.6 0.117 3.0 75.0 麻鐵散鐵型 不銹鋼 7.7 1430 0.17 9.5 0.118 3.0 57.0 肥粒鐵型 不銹鋼 7.7 1507 0.17 9.5 0.334 3.0 60.0 表 2-4 不銹鋼各系列特性[9] 系列代號 基地組織 主要合金 元素 熱處理的 硬化能 磁性 2XX 沃斯田鐵 Cr-Ni-Mn 不能硬化但可 加工硬化 無磁性 3XX 沃斯田鐵 Cr-Ni 不能硬化 無磁性 4XX 麻田散鐵 Cr 可硬化 有磁性 4XX 肥粒鐵 Cr 不能硬化 有磁性 5XX 麻田散鐵 Cr-Mo 可硬化 有磁性 PH 型析出 硬化型 沃斯田鐵或半沃斯田鐵或麻田 散鐵或沃斯田鐵+肥粒鐵 Cr-Ni 可硬化 (析出硬化) 視基地組 織而定 沃斯田鐵系不銹鋼與一般碳鋼在材料與銲接特性上相比較,有四項 主要差異,分冸為:熱膨脹率、熔點、電阻與熱傳導率[11],其差異特性 及對銲接之影響性,如表 2-5 之說明:
表 2-5 沃斯田鐵系不銹鋼與一般碳鋼銲接特性比較[12] 項目 碳鋼 沃斯田鐵系 不銹鋼 差異說明 (與碳鋼比較) 對銲接之影響性 熱膨 脹率 11.7 17.1~19.2 較高 銲接變形嚴重及容易發生銲道龜裂 熔點 1538 1400~1450 較低 不適合高電流銲接 電阻 69~102 較高 必頇使用低銲接電流,以避免過熱 熱傳 導率 60 18.7~22.8 較低 電弧熱停留時間長,散熱不易 此外,沃斯田鐵系不銹鋼在銲接時所遭遇到的二項主要問題:一是 熱裂縫所引貣的銲道龜裂現象,另一則是散熱不易所引發之銲接衰退 (Weld decay)或敏化(Sensitization),茲分述如下: (1)凝固熱裂[13] 沃斯田鐵不銹鋼因具有較一般碳鋼高的熱膨脹係數與低的熱傳導 性,因而容易產生熱裂縫。熱裂縫主要區分為銲接金屬之凝固熱裂與熱 影響區裂縫,其中以凝固裂縫較受重視。 熱影響區裂縫的理論主要來自液化理論(Liquid theory)。當熱影響區 受到高溫時,會在晶界形成液化薄膜,且因熱應力的作用而造成晶界破 裂,此現象就是熱裂縫的主要成因。造成液化薄膜的來源有以下三項: A.晶界的液化。 B.夾渣物和第二相組成物的液化。 C.低熔點偏析物的析出。 通常銲道中若存在 5~10%的肥粒鐵,可有效抑制熱裂縫的發生;但 一旦肥粒鐵的含量超過 30%時,熱裂的敏感性再度升高[16]。有關肥粒鐵 可降低熱裂縫的原因有以下數點[13]: A.肥粒鐵對 P、S、Si 等雜質的溶解度較高。故先析出肥粒鐵時可有效防 止雜質產生偏析,降低熱裂縫發生的機會。 B.肥粒鐵具有較佳的高溫延性。所以先析出肥粒鐵可釋放部分熱應力, 以避免熱裂縫的產生。 C.肥粒鐵的熱膨脹係數較低,當銲件冷卻時,不致受到太大的收縮應力 而產生熱裂縫。
D.若先析出肥粒鐵,可使銲件固化溫度範圍縮小而避免凝固裂縫發生; 且可避免 P、S、Si 等雜質在晶界析出造成晶界液化。 E.由於肥粒鐵-沃斯田鐵的晶介面不易被液化薄膜潤濕(Wetting),而肥粒 鐵-肥粒鐵及沃斯田鐵-沃斯田鐵的晶介面容易被潤濕,因而容易在單相的 晶介面上產生熱裂縫。 F.肥粒鐵有細化晶粒之效果,會使沃斯田鐵之晶粒變小而晶介面積增加, 進而減少雜質在晶界偏析的程度。 G.由於肥粒鐵-沃斯田鐵的晶介面較崎嶇且不規則,而肥粒鐵-肥粒鐵及沃 斯田鐵-沃斯田鐵的晶介面較平整且規律,因而容易在單相的晶介面上產 生熱裂縫。 (2)敏化現象 沃斯田鐵系不銹鋼於銲接時,緊鄰銲道的熱影響區於冷卻過程中, 長期停留於 550℃~850℃之敏化溫度內,使得碳化鉻在晶界大量析出,造 成其週遭地區的鉻含量低於 13%,形成一鉻缺乏區而降低了抗腐蝕的能 力,如圖 2-3 所示,此一現象又稱之為銲接衰退[15]。而敏化現象也是造 成沃斯田鐵系不銹鋼沿晶應力腐蝕之主因。敏化之發生除了與鋼材化學 成分有關外,與銲接時熱影響區所承受的最高溫度與銲接後的冷卻速度 有密切之關係,此臨界之最高溫度約為 950℃,高於或低於此銲接溫度均 會 降低 敏化的 程度 [16]。 在 冷卻 速度 方面 ,若銲 件於 敏化 溫度區 間 (550℃~850℃)的冷卻時間不超過 1 分鐘,也可避免敏化的發生[17]。至於 合金元素中以碳對敏化現象有最不冺之影響,Ni、Si、P 元素次之;而 N、 Mo、Mn 元素則可以降低銲件之敏化之敏感度。故要消除敏化之不良影 響,可從以下數點著手: A.選用含碳量低之母材,如 304L、304EXL 等,可防止碳化物的析出。 B.使用含 Nb、Ti 元素之母材,因其活性較鉻高故會先與碳化合,可避免 鉻缺乏區的出現。 C.先使用固溶處理使碳化物固溶於基地中,再施以急速冷卻以避開敏化
E.預先冷作加工,但是經冷作加工後,抗腐蝕性降低,尤其是在氮化物環 境中會有應力腐蝕問題產生。 圖 2-3 敏化發生示意圖(a)碳化鉻在晶界析出(b)碳化鉻附近形成鉻缺乏 區(c)腐蝕環境下,鉻缺乏區優先被腐蝕[15] 2.3 惰性氣體金屬極電弧銲接(MIG) 2.3.1 惰性氣體金屬極電弧銲原理
惰性氣體金屬極電弧銲(inert gas metal arc welding,GMAW,俗稱
MIG),係使用裸金屬絲銲線作為電極,與工作物間產生電弧,引為銲接
能源。電弧係由電流經過離子化之氣體層所發生。氣體之分子或原子被 電力擊散,發生游離;即失去電子,留下正電荷。帶正電荷氣體之離子, 由正極流向負極,而電子則由自負極流向正極。總熱量 95%係由電子傳 送,其餘部份由正離子傳送,如圖 2-4 所示。
圖 2-4 直流正極性電弧示意圖[18] 電弧之熱量將母材之銲槽表面及銲線頂端熔化。熔融之銲接金屬能 將銲接區加熱。銲線由銲槍送出,並有氣體蔽護;故端部熔化後之金屬 滴點,穿越電弧落入銲池中,此銲接法所產生之熱能更集中。如圖 2-5 所示。 圖 2-5 MIG 銲接設備示意圖[19] ++ +++
-電 流 方 向 電極(陰極) 離子凝聚區 電漿 電子凝聚區 電子 離子銲線與工作物接觸,並迅速提貣即可貣弧;電弧發生時,送線同時 開始。通常電弧使工作物上產生銲池之後,將銲槍不論手動或機械自動, 沿銲縫緩緩前進,可將銲縫相鄰兩邊連結,亦即熔化之銲接金屬,在電 極之後跟隨凝固,於是漸次完成銲接。
MIG 銲 接 極 性 使 用 直 流 反 極 性 DCRP(direct-current reverse polarity),而 AC 及 DCSR(direct-current straight polarity ) ,則較不適用。 當使用 DCRP 可以穩定電弧,穿透力較強,且具有清潔銲道及周圍作用。 2.3.2 銲接參數 (1)銲接電流(Welding current) 銲接電流是將銲線變成熔滴傳送到母材完成銲接之原動力,銲接電 流又是形成電弧熔透深淺之最大決定因素。其中 CO2遮護氣體金屬電弧 銲,大部分採用定電壓特性之電源機,銲線經由銲槍的銲線嘴送出熔融; 因此,電弧的維持必頇依賴控制銲線之送給速度的變化來微量控制銲接 電流。 短路傳送式與熔球傳送式電弧的電流範圍隨銲線直徑而不同,若銲 線直徑在ψ1.2mm,電流約 200A 以下為短路傳送式電弧,噴渣少,可獲 得外觀美麗平滑銲道。電流約在 200A 以上,則形成熔球傳送式電弧,熔 深增加,適宜銲接厚鈑。 如圖 2-6 所示,為電弧種類和銲接條件之選擇標準,由圖 2-7 得知, 定電壓電源下,銲線直徑一定,銲接電流增大,銲線熔融速度則亦變快。 換言之,定電壓、定電流下,銲線的熔融速度仍為常數,不因銲線粗細 而有不同。 由圖 2-8 得知,如使用 1.6 mm 銲線,維持一定銲線嘴至母材距離, 在一定電流之條件下,銲接速度與熔入深度成反比。
圖 2-6 CO2電弧銲銲法銲接條件之選擇及電弧種類[20] 圖 2-7 各種不同直徑銲線及熔融量[20] 電弧電壓 短路與噴灑電弧 噴灑電弧區 40 50 銲接電流 短路電弧區 mm 東厚 20 50 100 150 200 250 300 350 400 450 500 A 30 混合區 0.60.8 1.0 1.2 1.2 1.6 2.0 0.5 1.0 1.5 2.0 3.0 5.0 6.0 8.0 10.0 15.0
圖 2-8 銲接電流與熔入深度的關係[20] (2)銲接電壓(Welding voltage) 電弧電壓是以電弧長度顯示之,也是決定銲道外觀形狀的最大因 素,其電弧電壓與銲道表面形狀及熔入深度之關係,如圖 2-9 所示。 圖 2-9 同一電流值下電弧電壓與銲道表面形狀和熔深的關係[20] 600 銲線直徑1.6mm 銲線嘴至母材之距離 → 銲接電流(A) 300 400 500 → 熔 入深 度(m m ) 15 10 5 30 cm/min 40 50 60 70 80 太短 良 太長 (A)電壓太低場合 (B)正確電壓 (C)電壓太高場合 (a)電弧短,銲道 表面凸形,熔 入窄且深。 (b)正常狀態外觀 美,熔入適 中。 (c)電弧長,銲道 寬且扁平,熔 入淺。
(3)移動速度(Travel speed) A.移動速度增加,熔透亦增加。但達到某一程度後,移動速度之增 加或減少,都將減少熔透量。 B.移動速度減少之影響: a.單位長度內銲線之熔填率增加。 b.因單位長度熔填金屬增加,故產生大而淺之銲池。熔透度因此而 減少。 c.銲接電弧前進時,熔化金屬有微向弧前流動之趨勢,如此,使電 弧僅能在大而淺之銲池中作用,卻不能與母材發生直接接觸, 故產生寬大銲珠。 d.增加銲珠高度。 C.移動速度過慢,熔池金屬在銲池中堆集愈高,銲道角隅過度堆疊。 產生大型熱影響區(HAZ)。 D.移動速度增高: a.熱量傳導至母材者減少,即熔填率減少,或熔透減少。 b.銲珠之寬度與高度亦減少。 c.可使銲珠邊緣產生銲蝕。因熔化金屬不夠充分,以填補被電弧熔 化之槽縫所導致。 (4)銲線伸出長度(Electrode extension) 銲線伸出長度或穿出長度,指銲線從銲槍內導電火嘴貣至銲線之最 前端為止,其間之距離,如圖 2-10 所示。但為了更符合實用貣見,常自 導電火嘴貣至工作物表面止,量測得到的長度,作為銲線伸出長度之衡 量標準。但需保持銲接電壓為常數,或電弧長一定者。
圖 2-10 銲線伸出長度或穿出長度[21] A. 增加銲線伸出長度,及增加銲線受到電阻作用之預熱量;故只需少量 之銲接電流,即可在所設定之送線速度下將銲線熔化,因此熔填率增 加。 B. 增加銲線伸出長度,減少銲道之熔透量。 C. 增加銲線伸出長度過大,產生熔填金屬量多但熱度不高,充填槽縫之 中。結果形成不良外形之銲珠與熔透極淺之銲道。 D. 增加銲線伸出長度,電弧不穩定,銲渣增加。 E. 增加銲線伸出長度,減低氣體保護作用。正確長度應為 1/4~1/2 吋, 視金屬轉移模式之不同而定。 F. 調整銲線伸出長度,以因應根隙過大或過小。遇根隙太大時,可增加 銲線伸出長度,以減少熔透,增加金屬熔填量。反之,根隙太小時, 則需減少銲線伸出長度,以使增加熔透力。 (5)銲線尺寸 (Electrode size) 每種銲線如果其化學變化成分一定,直徑大小一定,則銲接電流可 允許使用範圍亦屬一定。 A.若銲線直徑較大者: a.可供電流較大時使用。此種情況下可以產生較高的熔填率與較深 之熔透量。 b.如電流保持不變,則電流密集度因直徑較大而減低,但銲線熔化 速度,與電流密集度成比例,故比較低。 蔽護氣體護罩 導電火嘴 平均電弧長度 實際銲線伸出長度 導電火嘴至工作物表面之距離
c.如電流保持不變,因熔透量之大小與電流密集度成比例,因而較 小。 d.如電流保持不變,銲珠之外形較為寬大。 B.直徑較小者: a.如電流保持不變,有較高之銲線熔化速度,亦即有較大之熔填率。 b.如電流保持不變,有較深之熔透度。 C.不同直徑之銲線產生之各種熔填率,故銲線之選擇除了考慮材質 之外,其決定使用直徑大小應依據: a.母材金屬厚度。 b.需要之熔透度。 c.希望之熔填率。 d.銲珠外形。 e.銲接位置。 f.考慮價格。 2.3.3 保護氣體 電弧銲接時使用保護氣體的主要目的有二:一為保護電極、電弧、 熔融金屬及填料金屬等,以避免直接與大氣接觸;另一目的則為擔負貣 銲接時熱能的傳遞,這是由於銲接機主要的作用乃是將電能轉換成熱 能,而這些熱能就是經由銲接氣體來加以傳遞到銲件上。 由使用目的可知保護氣體對銲接工作的影響至鉅,故如何選用適當 的保護氣體乃成為重要課題,以下將就保護氣體的特性及如何選用適當 的保護氣體作一簡單之描述。銲接氣體主要的特性,包括有比重、熱傳 導性及解離電壓值等,茲將其重要特性簡述如下: (1)比重 一般而言,比重大的銲接氣體較適用於平銲。相對地,比重小的銲 接氣體則較適用於立銲或仰銲。如表 2-6 所示即為銲接氣體的比重 (CO2>Ar>O2>N2>He>H2)。
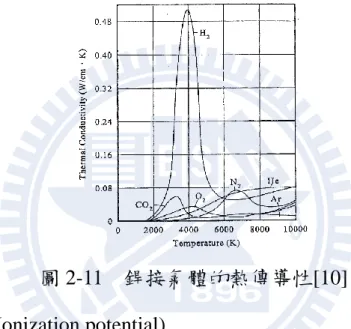
表 2-6 銲接氣體的比重 Welding gas Ar He CO2 O2 H2 N2 Specific gravity 1.380 0.137 1.530 1.105 0.069 0.967 (2)熱傳導性 銲接氣體的熱傳導性可視為氣體將電弧熱量傳遞到銲件的能力,亦 即熱傳導性較高的銲接氣體,將可傳遞較多的電弧熱量到銲件上。如圖 2-11 所示即為銲接氣體的熱傳導性。 圖 2-11 銲接氣體的熱傳導性[10] (3)解離電壓值(Ionization potential) 銲接氣體的解離電壓值可視為氣體形成穩定電弧的難易度,亦即解 離電壓值較低的氣體,將可容易形成穩定的電弧。如表 2-7 所示即為銲接
氣體的解離電壓值(He>ArH2N2>CO2>O2)。
表 2-7 銲接氣體的解離電壓值
Welding gas Ar He CO2 O2 H2 N2
Ionization potentialb 15.7 24.5 14.4 12.5 15.6 15.5 b
(4)銲接氣體之選擇 一般常用的銲接氣體有氬氣、氦氣、二氧化碳、氧氣、氫氣及氮氣 等六種氣體,其中氬氣、氦氣、二氧化碳及氮氣可單獨使用或與其他氣 體相混合使用,至於氧氣與氫氣則需與氬氣相混合使用。在此僅將氬氣、 氦氣、二氧化碳及氮氣等來做一簡單的介紹: A.氬氣(Argon) a.屬於惰性氣體。 b.貣弧較氦氣容易(因為氬氣的解離電壓值較氦氣低)。 c.適用於平銲(因為氬氣比空氣重)。 d.適合薄東材料的銲接(因為氬氣的熱傳導性較氦氣低)。 e.銲池的流動性較差(與氦氣相比較)。 f.會形成較窄而深的銲道截面形狀(與氦氣相比較)。 B.氦氣(Helium) a.屬於惰性氣體。 b.貣弧較氬氣困難(因為氦氣的解離電壓值較氬氣高)。 c.適用於立銲或仰銲(因為氦氣比空氣輕)。 d.適合厚東材料的銲接(因為氦氣的熱傳導性較氬氣高)。 e.銲池的流動性較佳(與氬氣相比較)。 f.會形成較寬而淺的銲道截面形狀(與氬氣相比較)。 g.氣體價格較昂貴。 C.二氧化碳(Carbon dioxide) a.屬於活性(氧化性)氣體。 b.電漿電弧的能量分佈。 c.一般用於低碳鋼材料的銲接。 d.容易產生煙霧與飛濺物。 e.氣體價格較低廉。 D.氮氣(Nitrogen)
d.容易形成氣孔。 e.容易造成鎢電極的損耗與污染。 值得一提的是,由於氬氣電漿電弧呈現中心區域較高而外圍區域較 低的能量分佈,因此會形成窄而深的漏斗狀銲道截面(如圖 2-12(a)所示)。 至於氦氣電漿電弧的能量分佈由於較為均勻,因此會形成寬而淺的碗碟 狀銲道截面(如圖 2-12(a)所示)。由此可得知若欲得到一寬且深的銲道截面 形狀 則可採用氬-氦混合氣體(如圖 2-12(b)所示)。 (a) (b) 圖 2-12 銲接氣體對銲道截面形狀之影響(a)氬氣與氦氣對銲道截面之 影響;(b)氬-氦混合氣對銲道截面之影響 2.4 助銲劑 助銲劑中的化學性質決定了助銲劑的冶金性能,助銲劑鹼度及活性 是常用來表示助銲劑化學性質的指標。根據國際銲接學會 (International Institute of Welding,IIW)將助銲劑鹼度以鹼性指數(Basicity Index B.I.)作 為說明,B.I.計算公式為:[20,22] B.I.=
2 3 2 2
2 2 2 2 2 1 2 1 ZrO TiO O Al SiO FeO MnO CaF O K O Na BaO MgO CaO ………(2.1) 上式中所列為銲劑中的重量百分比。根據計算結果作如下的分類: (1)酸性銲劑( B.I.<1.0 ): 通常酸性銲劑具有良好的銲接性、銲道成形美觀,但是銲道金屬含 氧量高,耐衝擊韌性較低。 (2)中性銲劑( B.I.=1.0~1.5 ): 熔融金屬的化學成份與銲絲的化學性質相近,銲道金屬含氧量有所 降低。(3)鹼性銲劑(B.I.>1.5): 通常鹼性銲劑之熔接金屬的含氧量較低,可以獲得較高的衝擊強 度,但是銲接性較差。 銲劑中的 B.I.值愈大,則熔接金屬之 Mn 分佈較均勻,同時 P 及 S 的 含量較少。氧含量隨著 B.I.值的增加而減少。B.I.值愈小,銲渣愈偏酸性 渣系。此時銲劑的耐火性愈高。熔融速度可提高,銲道比較寬及平整。 此外,相對化學活性係數(Af)可以把各種成份的助銲劑分為高活性助 銲劑( Af≧0.6 ),活性助銲劑( Af=0.3~0.6 ),低活性助銲劑( Af=0.1~0.3 ) 和惰性助銲劑( Af≦0.1 )。助銲劑在銲接過程中,是以液態熔渣形式覆蓋 在銲接金屬表面以保護銲接熔池(Weld pool)不受大氣的污染,並可改善銲 接金屬的化學成份、機械性質及微觀組織等,因此茲將助銲劑中成份之 功用分述如下:[20,22-28] (1) 銲劑中屬於鹼性銲劑的成份有:CaO、MgO、FeO 及 MnO。而屬於酸 性的則有 SiO2,P2O5,TiO2,及 Al2O3。鹼性銲劑具有去硫及磷的能力, 因此衝擊韌性及延性較佳。酸性銲渣則是在銲接過程中容易控制及去 除銲渣容易。但銲接金屬中含有較多的介在物(Inclusion),因此韌性較 低。 (2) Al2O3及 Cr2O3會降低電弧穩定性。 (3) CaO 可改善電弧穩定性,並使銲渣(Slag)之粘度下降。 (4) 銲劑中的 SiO2增加,可調整粘度並增加電流能量(耐高電流)。SiO2, 並可使銲渣中的 MnO2及 FeO 含量增加,銲接金屬中的 Si 及 O 含量 也會增加。 (5) 增加 MnO 可增加電弧熔透性能(Penetration)以及減少對銹的敏感。 MnO 增加同時可增加銲接金屬中的 Mn 及 O 含量。 (6) 銲藥中加入 CaF2的作用,是希望形成 HF 的氣體以降低熔填金屬中的 擴散氫含量。此外,銲接時 CaF2大量的蒸發,產生的氣體有冺於降低 氫的分壓,促使氫在液態金屬中的溶解度降低而達到脫氧的作用。CaF2 還有二個重要的作用,其一,為提高熔渣的透氣性,有冺於熔池中氫
升銲道的熔透深度。
(8) 銲劑中的 CaCO3、MgCO3與 BaCO3經銲接後貣分解作用形成 CO2,分
解的 CO2氣體可與氫原子直接作用生成 OH,達到脫氧的作用。
(9) TiO2、Fe2O3、AlF3與 SiO2可增加銲道的熔透深度。
2.5 銲道熔深變異之原因 對電弧銲接而言,驅動銲池(Weld pool)中熔融金屬流動之力量有四 個: (1) 熱毛細作用所引貣的表面張力。 (2) 銲池表面的電漿電弧。 (3) 流過銲池表面的電流形成之電磁力。 (4) 因銲池內流體密度差異所形成之浮力[15]。 2.5.1 表面張力 根據 Heiple 等人[29-30]的研究結果顯示,銲道熔透深度與熔融液態 金屬之流動狀態有著極密切的關係。其中熔融液態金屬的流動方向主要 是受到銲池表面張力梯度之影響。至於銲池表面張力梯度效應主要則取 決於銲池表面張力之溫度係數(dγ/dT),其中銲池表面張力之溫度係數的 正負值係取決於有無添加活化元素。在純金屬或銲池中不存在活化元素 時,銲池表面張力一般隨溫度的升高而減小(亦即銲池表面張力之溫度係 數為負值),因此熔融液態金屬將會形成由銲池中央向銲池外緣流動的表 面張力流(Outward flow),進而形成寬而淺的銲道截面形狀。然而,當銲 池中存在有活化元素時,銲池表面張力則會隨溫度的升高而增加(亦即銲 池表面張力之溫度係數為正值),因此熔融液態金屬將會形成由銲池外緣 向銲池中央流動的表面張力流(Inward flow),進而形成窄而深的銲道截面 形狀(如圖 2-13 b 所示)。 2.5.2 電弧效應 在電弧銲接的過程中,因為微量元素的影響,常常可以發現電漿電 弧柱會產生收縮現象,伴隨此一現象的發生可以發現銲道的熔透深度增 加。如圖 2-13a 所示,由於電漿電弧中心區域的溫度要遠高於分子解離溫 度,因此微量元素在電漿電弧的高溫作用下,微量元素中的原子將會被 電離成電子與正離子。而在相對溫度較低的電漿電弧柱外圍區域,微量
元素中被蒸發的物質仍會以分子或解離原子的形態存在,且解離原子將 會大量地吸附電漿電弧柱周邊區域中的電子而形成負離子,使得電漿電 弧柱周邊區域中作為主要導電物質的電子數急劇減少,亦即會降低電漿 電弧柱之導電能力或縮小電漿電弧柱之導電面積,進而迫使電漿電弧柱 產生收縮現象。至於此現象將可有效集中電弧熱量,進而使熔深增加。 2.5.3 電磁力 如圖 2-13c 所示,由於流過銲池表面的電流形成之電磁力,引導中央 之高溫熔融金屬向銲池底部流動,可增加電弧銲接之熔深,進而形成窄 且深之銲道。 2.5.4 浮力 銲接時在電弧下方的熔融金屬溫度最高,而銲池二側的溫度最低, 由於物體熱漲冷縮之特性,使得二側的熔融金屬密度高於銲池中央而下 降至熔池底部,迫使中央的金屬液體向二側移動而形成寬而淺之銲道。 如圖 2-13d 所示。 圖 2-13 熔深變異示意圖[28]
2.5.5 微量元素的影響 除上述四種作用力會影響銲道熔深變異外,母材、銲條及保護氣體 中的微量合金元素對於銲池內熔融金屬的流動,亦有重大的影響,以下 將摘要介紹微量元素對銲接性之影響[31,32]。 (1)硫(S)之效應 近年來隨著煉鋼技術之進步,高純度之不銹鋼已成功的被開發。但 隨著鋼材 S 含量的降低,對銲接性卻產生了一些的影響。其銲道穿深/寬 度(D/W ratio) 比值會隨著 S 含量的降低而減低,也就是銲接性變差。這 是由於 S 是表面活性元素,當其含量在 50 ppm 以下時,表面張力溫度係 數是負的,因此會形成淺而寬的銲道,也就是低的 D/W 比值。當 S 含量 高於 50 ppm 時,表面張力溫度係數由負變正,形成深而窄之銲道,也就 是高的 D/W 比值。雖然增加 S 含量可增加穿深,但銲道表面之波紋(Ripple) 及銲蝕(Undercut)現象會比低 S 鋼明顯。 (2)氧(O)之效應 O 對 D/W 比值有非常顯著的效應。當 O 含量在 60 ppm 時,D/W 比 值約 0.3 左右;當 O 含量提高到 100 ppm 時,D/W 比值大幅提高至 0.7。 由於 O 也是表面活性元素,當其含量高於 60 ppm 時,表面張力溫度係數 由負變為正,因此增加了穿深。 (3)鋁(Al)之效應 當 Al 含量在 40 ppm 時,D/W 比值高達 0.7 左右;當 Al 含量增加到 90 ppm 時 D/W 比值大幅降低到 0.3 左右。Al 雖不是表面活性元素,但 Al 會與 O 結合形成氧化介在物,而減低固溶 O 含量,所以 Al 含量越高 時,D/W 比值也越低小。此外,Al 含量越高時,飄浮在銲池表面的含 Al 介在物增多,造成電弧不穩定,使空氣被捲入銲池中,容易導致銲道 二側形成氣孔缺陷。 (4)矽(Si)之效應 Si 含量在 0.5%以下時 D/W 比值隨 Si 的增加而提高;然而,當 Si 含 量高於 0.5%後,D/W 比值隨 Si 的增加而降低。前者是由於隨著 Si 的增 加會降低流體之黏度,增加流體流動之速度;後者則是 Si 的進一步增加
會降低銲池中固溶 O 含量,使 D/W 比值降低。 (5)錳(Mn)之效應 當 Mn 含量在 1.0%以下時,D/W 比值隨 Mn 含量的提高而增加,這 是由於 Mn 之添加會改變銲池表面之浮渣特性所致。然而,進一步提高 Mn 含量則會減低固溶 O 含量,使 D/W 比值降低。 (6)銲接保護氣體之效應 為了改善上述因爐次不同造成穿深變異的問題,許多的改善措施被 提出,例如:於銲接前在母材之表面散佈含氧化物及氟化物之銲藥,試 片表面經噴砂處理來提高粗糙度及採用含輕微氧化性氣體之遮護氣等。 雖然在 Ar 氣中加入微量的 O2或 SO2氣體可提高穿深,但保護氣中的 O2 會污染電極而加速電極之消耗。另外,在 Ar 氣中加入約 5%H2以提高銲 接熱量也可以增加穿深。
2.6 MIG-Flux製程探討 2.6.1 低碳鋼銲接製程對銲道之影響[33] 當銲接電壓 23.3 V、銲接電流 220 A、銲接速度 346 mm/min、對接 間距 2mm 的銲接條件下,其銲接製程對銲道之影響: (1)助銲劑對銲道形態之影響 裸線、單一助銲劑、混合成分助銲劑及包藥銲線對 SAE 1020 低碳鋼
銲道截面型態之實驗結果,以 MoO3 100%助銲劑、MoO3(60%)+Fe2O3(40%)
助銲劑、MoO3(60%)+SiO2(40%)助銲劑、MoO3(80%)+MgCO3(20%)助銲
劑及 Fe2O3(40%)+SiO2(60%)助銲劑成效最佳,對低碳鋼銲道成形的作用 效果最為顯著,可達到完全熔透的最佳銲道穿深效果。 (2)助銲劑對銲道深寬比之影響 圖 2-14 係裸線、單一助銲劑、混合成分助銲劑及包藥銲線對銲道深 寬比之影響,圖中顯示,對深寬比影響最大為 MoO3(60%)+Fe2O3(40%), 其比值可達到 0.53。Without flux(沒有添加任何助銲劑時)之深寬比為 0.31,包藥銲線之深寬比為 0.23 為最小者。 圖 2-14 各種助銲劑對銲道深寬比之影響長條圖[33] NO Flux MoO3 100% Fe2O3 100% SiO2 100% MgCO3 100% MoO3 60% Fe2O3 40% MoO3 60% SiO2 40% MoO3 80% MgCO3 20% Fe2O3 40% SiO2 60% 包藥 D e p th /W id th R a ti o 0.31 0.38 0.41 0.38 0.45 0.53 0.49 0.49 0.46 0.23 0.0 0.1 0.2 0.3 0.4 0.5 0.6
(3)助銲劑對銲道深度之影響 圖 2-15 所示為裸線、單一助銲劑、混合成分助銲劑及包藥銲線對銲 道熔透深度之影響,由圖中得知,以 MoO3(60%)+Fe2O3(40%)之混合助銲 劑效果為最佳,銲道深度為 4.63 mm。Without flux (沒有添加任何助銲劑 時)銲道深度為 2.79 mm,包藥銲線銲道深度最差為 1.99 mm。 圖 2-15 各種助銲劑對銲道熔透深度影響長條圖[33] (4)助銲劑對銲道微硬度之影響 在施銲的過程中,母材因電能轉換成熱能而熔化,在凝固的過程中, 速度的快慢為影響母材銲接處晶粒之大小的原因之一,溫度越高處,凝 固較慢,晶粒亦較粗大,同樣的硬度亦較軟,反之亦然。 圖 2-16 為裸線、單一助銲劑、混合成分助銲劑及包藥銲線對銲道微 硬度之影響,從圖中可知以 MgCO3對微硬度值之影響最高約 274.8 Hv, 另外 Fe2O3最差為 200.6 Hv,Without flux (沒有添加任何助銲劑時)微硬度 值為 228.3 Hv,包藥銲線為 243.7 Hv。 NO Flux MoO3 100% Fe2O3 100% SiO2 100% MgCO3 100% MoO3 60% Fe2O3 40% MoO3 60% SiO2 40% MoO3 80% MgCO3 20% Fe2O3 40% SiO2 60% 包藥 P e n e tr a ti o n (m m ) 2.79 3.49 3.72 3.55 4.26 4.63 4.42 4.33 4.39 1.99 0 1 1 2 2 3 3 4 4 5 5
圖 2-16 各種助銲劑對銲道微硬度之影響長條圖[33] 2.6.2 不銹鋼銲接製程對銲道之影響[34] 當銲接電壓 18.9 V、銲接電流 220 A、銲接速度 454 mm/min、對接 間距 1mm 的銲接條件下,其銲接製程對銲道之影響: (1)活性助銲劑對銲道深寬比之影響 以深度來說,由表2-8中可得知添加活性助銲劑所得到的深度比沒有
添加活性助銲劑要深的銲藥有MgO、MnO2、CaF2、CaCO3、CaO、ZnO。
其中效果最好的銲藥是MgO,有些銲藥所得到的深度比沒有添加活性助
銲劑要差的有Fe2O3、K2CO3、Cr2O3、TiO2、NaF、SiO2、Al2O3及包藥銲
線,其中以包藥銲線的效果最差,其熔透深度僅有GM308銲線不添加任 何助銲劑時的50%。以寬度來說越窄越好,相對地熱影響區愈小,較不會 破壞材料機械性質,由表2-8得知添加活性助銲劑所得到的寬度比沒有添
加活性助銲劑要窄的銲藥有MgO、MnO2、CaF2、CaCO3、CaO、ZnO、
Fe2O3、K2CO3、Cr2O3、NaF、Al2O3及包藥銲線。其中效果最好的銲藥是
MnO2,銲道寬度較不加銲藥時約縮減40%。只有SiO2、TiO2所得到的寬
度是比沒有添加活性助銲劑要寬的。以銲道深寬比來說越高越好。所以 由表2-8得知添加活性助銲劑得到的深寬比比沒有添加活性助銲劑要高的
銲藥有MgO、MnO2、CaF2、CaCO3、CaO、ZnO、Fe2O3、K2CO3、Cr2O3。
其中效果最好的銲藥是MnO2,其銲道深寬比值為1.04。 SAE1020 (非銲道) NO Flux MoO3 100% Fe2O3 100% SiO2 100% MgCO3 100% MoO3 60% Fe2O3 40% MoO3 60% SiO2 40% MoO3 80% MgCO3 20% Fe2O3 40% SiO2 60% 包藥 V icke rs H a rd n e ss( H v) 152.0 228.3 210.9 200.6 240.6 274.8 237.3 212.4 233.8 255.4 243.7 0 50 100 150 200 250 300
表2-8 活性助銲劑與銲道深寬比之關係[34] 銲藥種類 銲道熔透深度 銲道寬度 銲道深寬比 效果 MnO2 5.35 5.12 1.04 193% CaF2 5.27 5.38 0.98 181% CaCO3 5.28 6.22 0.85 157% MgO 5.72 7.56 0.76 140% CaO 4.92 6.59 0.75 138% ZnO 4.73 7.78 0.61 112% Fe2O3 4.46 7.44 0.60 111% K2CO3 4.37 8.00 0.55 101% Cr2O3 3.99 7.30 0.55 101% Without flux 4.58 8.47 0.54 100% NaF 3.89 7.94 0.49 91% TiO2 3.94 9.31 0.42 78% Al2O3 3.26 8.43 0.39 72% SiO2 3.82 10.08 0.38 70% Flux core 2.28 8.44 0.27 50% (2)活性助銲劑添加對銲道形態之影響 單一成分之活性助銲劑對不銹鋼銲道形態之實驗結果。在同一銲接
製程參數條件下,MgO、MnO2、CaF2、CaCO3、CaO、ZnO、Fe2O3等活
性助銲劑有助於提升銲道的深寬比,可以得到窄而深的銲道截面形狀。
其中又以MnO2活性助銲劑的添加對不銹鋼銲道成形的作用效果最為顯
著(可達到完全熔透的最佳銲道穿深效果)。但若添加K2CO3、Cr2O3活性
助銲劑效果則不明顯。反之,若添加了NaF、Al2O3、SiO2、TiO2與及Flux
core 則將會使銲道的深寬比下降,其中以 Flux core 的衰減最為明顯,
僅有原有之 50%。值得一提的是,添加CaF2之助銲劑,雖可提高熔透深
度,但於銲道內卻產生嚴重的氣孔現象,而且銲道產生些微的銲蝕
(3)活性助銲劑對銲道之外觀及熔融面積之影響 單一成分之活性助銲劑對不銹鋼銲道外觀之影響。塗敷MnO2、 Cr2O3、ZnO、CaCO3與K2CO3活性助銲劑會在銲道附近將會產生比較多的 飛濺物(Spatter)。塗敷Al2O3與MgO活性助銲劑則會在銲道附近雖會產生 少許的飛濺物,但可得到較平整的銲道外觀。由此實驗結果可得知,SiO2 與MgO活性助銲劑的添加可得到較佳的不銹鋼MIG銲道外觀。 銲道熔融面積與熱輸入量有明顯之關係,熱輸入量愈高,銲道熔融 面積隨之上升;在MIG-Flux 銲接中,添加活性助銲劑對於熔融面積雖然 有所提升,但以銲道之深寬比進行交叉分析,發現熔融面積與銲道深寬 比並無一定之關係存在,亦即表示輸入熱量的提升並無法完全反應至銲 道的深寬比上,仍頇視銲池內之浮力、電磁力及微量合金…等因素之作 用而定。 (4)活性助銲劑對銲道微硬度之影響 添加活性助銲劑與無添加助銲劑之銲道微硬度量測結果(如圖2-17 所示)。除CaCO3、K2CO3、NaF對於銲道的微硬度值有明顯之提升外,其 餘之活性助銲劑對微硬度值的改變並不明顯。 圖 2-17 活性助銲劑與銲道微硬度之關係[34]
2.7 田口方法之應用 2.7.1 田口方法之沿革
田口方法是冺用名為直交表( Inner Orthogonal Array )的數學工具, 以少數的實驗來研究眾多的決策參數。最早冺用直交表來規劃實驗者為 印度學者 Rao,於 1920 年代,建立了實驗設計的原理及有關資料分析的 方法,亦即變異數分析法(Analysis of Variance;簡稱 ANOVA )。將直交 表應用於發展設計上最成功者為日本田口玄一先生,他發展出穩健設計 的基礎,並且在許多產品的開發成功案例上,驗證穩健設計的基本哲理 [35]。 2.7.2 田口方法的基本原理 田口方法之基本原理,是經由降低變異原因的影響,來改善產品的 品質,而不是去除變異原因。參數設計之原理,是將控制因子配置於直 交表內來進行實驗,再依其品質特性之種類,由損失函數導引出訊號雜 音比( Signal to noise ratio,S/N 比 ),將實驗求得之品質特性轉成 S/N 比 進行分析,經由統計上之推定,可評估在不同參數水準組合下的 S/N 比 值,其中 S/N 比值最大即為最佳參數組合。在此參數下製造之產品,其 變異最小。 最後再用最佳參數水準組合進行確認實驗( Confirmation Run),由確 認實驗所得之 S/N 比與評估之 S/N 比相互比較,評定此實驗是否成功。 2.7.3 直交表之定義、目的及型態 在田口方法中,直交表為參數設計的主要工具。田口博士將直交表 的表示法定為 La(bc),L 表示拉丁方格(直交表的貣源)之意,a 為實 驗次數(即直交表之列數),b 為各因子之水準數,c 則表示直交表之行 數。透過直交表,我們可以輕易地來配置因子及其水準[35]。 直交表包括內側直交表與外側直交表,內側直交表可用來配置可控 因子,外側直交表則用來配置雜訊因子。冺用直交表,我們能以最少次 數的實驗,來決定最佳的製程參數水準。
(2)目的: A.研究可控因子效果。 B.研究雜訊因子效果。 C.評估 S/N 比。 D.針對特殊應用、決定最佳的品質特性。 (3)型態: A.兩水準系列:例如 L4(2 3 )、L8(2 7 )、L16(2 15 )。 B.三水準系列:例如 L9(3 4 )、L27(3 13 )。 C.主效果型:例如 L12(2 11 )。 D.混和型:例如 L8(2 1 x37),其中一行為兩水準,其他七行為三水準。 2.7.4 信號雜音比(S/N)之特性 S/N 比基本上由損失函數可以看出,若調整品質特性之平均值至目標 值上,可使損失減少,而且平均值之調整即為容易,故平均值可視為「有 用的訊號」。 品質特性變異增加,將使損失增大,故變異可視為「有害的訊號」。 因此,S/N 比可定義為[35]: η = 10 x Log10 (有用的訊號 / 有害的訊號) (dB) 由此可以推得各類品質之特性 S/N 比如下:
(1)望目品質特性(Target value is best):此特性具有某一特定之目標值,
例如:硬度、間隙、厚度等。 A.品質特性為連續且非負值。 B.品質特性具有目標值。 C.一般具有可調因子。 望目品質特性之 S/N 比計算公式: η = 10‧Log10 [μ 2/σ2 ] ……… (2.2) 其中, μ:平均值 μ=
n i i y n 1 1 ……… (2.2.1) σ2:變異數 σ2 =
n i i y n 1 ( 1 1 μ)2………(2.2.2) (2)望小品質特性(Smaller is better):目標值為零,例如:磨耗、劣化等。 A.品質特性為連續且非負值。B.品質特性之最佳值為零。 C.無可調因子存在。 望小品質特性之 S/N 比計算公式: η = -10‧Log10 [品質特性的平方平均] η = -10‧Log10 [
n i i y n 1 2 1 ]………(2.3) (3)望大品質特性(Larger is better):目標值為無限大,例如:強度、壽命 等。 A.品質特性為連續且非負值。. B.品質特性愈大愈好,最佳值為∞。 C.無可調因子存在。 處理望大品質特性時,將實驗所得之 y 值取其倒數後,以望小品質特性 方式處理,計算公式如下: η = -10‧Log10 [品質特性倒數平方的平均] η = -10‧Log10 [ 2 1 1 1 i n i y n
]………(2.4) 2.7.5 變異數分析法(ANOVA) 不同的參數對品質特性影響的程度也不同,但是如果要提供各參數 的相對效果,變異數分析法(ANOVA)是一項很好的選擇。而變異數分析 法也是估計誤差變異及預測誤差變異所需要的。對電子信號做傅立葉分 析的一個重要理由,是想決定各個諧波的強度,然後才能冹冸各個諧波 的相對重要性。一個諧波的振幅愈大,則它的強度也愈強。同樣地, ANOVA 的一個重要目的就是要決定不同參數的相對重要性。事實上, ANOVA 與分解電子信號的強度為不同諧波之間有強烈的相似之處[35]: (1)所觀測到的η 值相當於所觀測到的信號。 (2)η 值的平方和相當於信號的強度。 (3)η 值的總平均相當於信號的直流部分。2.7.6 田口方法之步驟 Phadke[36]認為田口方法的參數設計是一套找出可控因子最適水準 的方法,使得產品或製程對雜訊因子不敏感。在使用參數設計時,我們 需先確認品質特性,找出可控因子與雜訊因子,並且以直交表、線點圖 以及 S/N 比為工具來選取最佳的因子水準組合。Phadke 將參數設計分 成三大階段,共計八個步驟: 第一階段:規劃實驗 Step1.確認實驗的目的,大致決定實驗的規模。 Step2.蒐集實驗相關資料,加以整理檢討。 Step3.確定評估品質損失的測試條件及決定品質特性,即望大、望小或望 目的型態。 Step4.決定因子及水準數,通常一次選取四至六個控制因子來進行實驗, 對每個因子我們擇定二或三個水準。 Step5.確定矩陣實驗及資料分析,選擇適合的直交表來配置因子及其水準 。使用直交表的好處是:一、實驗次數可以減少。二、實驗數據容 易分析。 第二階段:執行實驗 Step6.進行矩陣實驗。 第三階段:分析與驗證實驗結果 Step7.分析資料,決定最佳因子水準組合,並預測品質特性值。 Step8.實施驗證實驗和規劃未來對策,進行驗證實驗是田口方法的最後一 個步驟,卻也是最關鍵的一步。目的是驗證矩陣實驗建議的最佳參 數是否有如預期的改善效果,若與預測相符,則表示建議之參數為 我們所需;反之我們必頇加以修正。
第三章 實驗方法與步驟
3.1 實驗流程 圖 3-1 實驗流程 銲接設備與材料準備 銲接參數評估實驗 試片表面處理 銲接參數設計 助銲劑調配(11 種) 單一型助銲劑實驗 金相實驗 銲道微硬度量測 銲道深寬比與面積量測 混合型助銲劑實驗 金相實驗 銲道微硬度量測 銲道深寬比與面積量測 田口方法之實驗配置 田口方法(L16) 變異數分析 執行田口確認實驗 金相實驗 銲道微硬度量測 銲道深寬比與面積量測 實驗結果分析與討論 論文撰寫3.2 銲接試片之準備 銲接方式採用對接,兩種銲接試片分冸為 SAE 1020 低碳鋼及 AISI 304 沃斯田鐵型不銹鋼,試片尺寸皆為 100 mm(L) x 50 mm(W) x 5 mm(T)。先以貼附透氣膠帶圍出 100 mm x 20 mm 的面積,再將助銲劑 粉末塗敷於銲道表面,以冺 MIG-Flux 銲接實驗。 3.3 助銲劑調配 本研究參考文獻資料[33-34,38],選取影響深寬比較大之助銲劑,用
於異種材料對接實驗,助銲劑的種類分冸為 MnO2、MgCO3、Cr2O3、MoS2、
NiO、MoO3、MgO、Fe2O3、ZnO、SiO2及 TiO2。11 種所用之助銲劑採用
日本試藥工業株式會社所生產,粉末粒度為#400 號。調配方式主要將單 一或兩種不同助銲劑粉末加入甲醇溶劑混合,並冺用缽及杵研磨均勻後 (如圖 3-2 示),使之混合成泥漿狀,再冺用扁平毛刷將泥漿狀助銲劑均 勻塗敷於助銲劑塗佈區(如圖 3-3 示),塗敷時僅需塗 2/3 長度即可,剩 於 1/3 可用於實驗對照,待泥漿狀之單一或混合助銲劑中溶劑揮發後再進 行銲接實驗。 圖 3-2 助銲劑調配 圖 3-3 助銲劑塗敷
3.4 銲接設備
本實驗係採用惰性氣體金屬極電弧銲接法( GMAW ),所使用之機型 為美國 HOBART MEGA-PULSE MPI-350 型銲接機,搭配 HOBART 2450 型自動送線機,其外觀照片如圖 3-4 所示。圖 3-5 則為 MIG 銲槍外 觀與所使用銲接夾具之照片。
圖 3-4 HOBART MEGA-PULSE MPI-350 MIG 銲接機
圖 3-5 銲槍、台車及夾具等外觀
銲接電流顯示(A)
銲接電壓顯示(V) HOBART 2450型
![圖 1-1 各種助銲劑於低碳鋼 TIG-Flux 接合製程銲道深寬比[4]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/14.892.119.797.319.981/圖11各種助銲劑於低碳鋼TIGFlux接合製程銲道深寬比4.webp)
![表 2-1 不銹鋼中合金元素的效果[8] 元素 作 用 效 果 Al 強的脫氧劑 抑制晶粒成長(形成分散氧化物或氮化物) 氮化鋼的合金元素 Cr 腐蝕及氧化抵抗性增加 硬化能增加 高溫強度增加 (高碳鋼)耐磨性增加 Co 硬化肥粒鐵使鋼具有高溫硬度 降低硬化能 Mn 防止硫造成的脆性 增加硬化能 Mo ](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/21.892.118.794.153.1074/不銹鋼用效果抗性高溫強度增加高碳磨性成的.webp)
![表 2-2 不銹鋼之主要分類表[8] 按成分分類 按組織分類 1. 鉻系不銹鋼(AISI 400 系) 1.1 麻鐵散鐵型不銹鋼 1.2 肥粒鐵型不銹鋼 2](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/22.892.119.801.278.941/不銹鋼按成分分按組織分鉻系不銹AISI散鐵型不銹鋼肥粒鐵型不銹鋼.webp)
![圖 2-4 直流正極性電弧示意圖[18] 電弧之熱量將母材之銲槽表面及銲線頂端熔化。熔融之銲接金屬能 將銲接區加熱。銲線由銲槍送出,並有氣體蔽護;故端部熔化後之金屬 滴點,穿越電弧落入銲池中,此銲接法所產生之熱能更集中。如圖 2-5 所示。 圖 2-5 MIG 銲接設備示意圖[19] +++++-電流方向電極(陰極) 離子凝聚區電漿 電子凝聚區電子離子](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/26.892.317.624.131.465/電弧落入銲池中此銲接法所產生之熱能更集中所示電流方區電子離子.webp)
![圖 2-8 銲接電流與熔入深度的關係[20] (2)銲接電壓(Welding voltage) 電弧電壓是以電弧長度顯示之,也是決定銲道外觀形狀的最大因 素,其電弧電壓與銲道表面形狀及熔入深度之關係,如圖 2-9 所示。 圖 2-9 同一電流值下電弧電壓與銲道表面形狀和熔深的關係[20] 600銲線直徑1.6mm銲線嘴至母材之距離→ 銲接電流(A)300400500→ 熔入深度(mm)15105 30 cm/min 40 50607080太短良太長(A)電壓太低場合(B)正確電壓(C)電壓](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/29.892.128.782.135.1044/銲接電電弧電表面形狀和熔深的關係線直徑銲線嘴至母材→電壓.webp)
![圖 2-10 銲線伸出長度或穿出長度[21] A. 增加銲線伸出長度,及增加銲線受到電阻作用之預熱量;故只需少量 之銲接電流,即可在所設定之送線速度下將銲線熔化,因此熔填率增 加。 B](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/31.892.245.673.126.395/預熱只需少量之銲接電流即可在所設定之送線速度下將銲線熔化B.webp)
![圖 2-16 各種助銲劑對銲道微硬度之影響長條圖[33] 2.6.2 不銹鋼銲接製程對銲道之影響[34] 當銲接電壓 18.9 V、銲接電流 220 A、銲接速度 454 mm/min、對接 間距 1mm 的銲接條件下,其銲接製程對銲道之影響: (1)活性助銲劑對銲道深寬比之影響 以深度來說,由表2-8中可得知添加活性助銲劑所得到的深度比沒有 添加活性助銲劑要深的銲藥有MgO、MnO 2 、CaF 2 、CaCO 3 、CaO、ZnO。 其中效果最好的銲藥是MgO,有些銲藥所得到的深度比](https://thumb-ap.123doks.com/thumbv2/9libinfo/8143204.166752/43.892.198.734.143.448/不銹鋼銲接條件下其銲接製程對銲影響活性劑對助銲劑要深的銲藥.webp)