國 立 交 通 大 學
機械工程學系
碩 士 論 文
保壓過程之模溫控制對於聚乳酸、聚乳
酸/洋麻纖維和聚乳酸/蒙脫土射出成形
品的高次構造形成之影響
Effects of the mold temperature control in the compacting stage
on the superstructure of the injection molded PLA, PLA/KF, and
PLA/MMT parts.
指導教授:陳仁浩 教授
研 究 生:陳立偉
保壓過程之模溫控制對於聚乳酸、聚乳酸/洋麻纖維和
聚乳酸/蒙脫土射出成形品的高次構造形成之影響
Effects of the mold temperature control in the compacting stage on the superstructure of the injection molded PLA, PLA/KF, and PLA/MMT
parts.
研 究 生:陳立偉
Student:Li-Wei Chen指導教授:陳仁浩
Advisor:Ren-Haw Chen國立交通大學
機械工程學系
碩士論文
A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science in
Mechanical Engineering July 2009
Hsinchu, Taiwan, Republic of China
保壓過程之模溫控制對於聚乳酸、聚乳酸/洋麻纖維和聚乳
酸/蒙脫土射出成形品的高次構造形成之影響
研究生:陳立偉 指導教授:陳仁浩 國立交通大學機械學系 摘要 摘要 摘要 摘要 通常的塑膠產品僅使用幾週至數年而已,但其分解時間卻長達約 900 年之久,這樣的產品廢棄後會對地球環境造成相當大的不良影 響。且近年來由於石油與礦物等有限的資源日益枯竭,材料價格起伏 不定,生質材料與能源漸漸受到重視且有越來越多的相關研究。本研 究的目的是要以強化材增強生質材料之性質,使生質材料能做更廣泛 的應用。研究中以生質材料聚乳酸分別與強化材洋麻纖維和蒙脫土做 混練,再以聚乳酸及其複合物做射出成形且在其保壓階段操控模具溫 度,並進行成形樣品的機械性質調查,探討高次構造的影響。 研究結果顯示:聚乳酸需要高溫且長時間的保壓才會有高次結構 的產生,但若是高次結構不夠密集,亦無法對拉伸強度有所強化。而 在與強化材混練過後的試片方面,由於強化材所預期的分散效果沒有 達到,再加上混練時,因為長時間處於高溫下且混練機的強烈剪切作 用,造成 PLA 的劣化使得分子量下降。所以在拉伸強度方面,有混 練過的試片其拉伸強度普遍低於純 PLA 試片。Effects of the mold temperature control in the compacting stage on the superstructure of the injection molded PLA, PLA/KF, and PLA/MMT
parts.
Student:Li-Wei Chen Advisor:Ren-Haw Chen
Department of Mechanical Engineering National Chiao Tung University
Abstract
The plastic productions are usually used just for several weeks to several years, but their degradable time is a very long time, about 900 years. The kind of productions will make largely bad effects on the environment. Lately, finite resources such as oil and minerals, became fewer and fewer, and the price of materials went up and down. More studies will be done about bio-material and bio-energy as more and more attention is paid to them. The purpose of this study is to reinforce the properties of bio-material. Therefore, the bio-material can be applied more generally. This study will blend the bio-material, polylactic
acid(PLA), with kenaf fibers, respectively, and montmorillonite(MMT). After that, when PLA and the compositions make injection molding, I will control the mold temperature in the compacting stage. Then, surveying mechanical properties of the molded samples and discussing effects of the superstructure.
According to the study result: PLA in the compacting stage needs a long time at high temperature to generate superstructure. If the
superstructure is not highly concentrated enough, it will not reinforce the tensile strength of PLA. About the PLA samples with blending
reinforcement, their tensile strength is lower than the PLA samples. Because of that, decentralization of reinforcement was not achieved. Furthermore, a long period of time at high temperature with shear effect in the blending machine caused the degradation and molecular weight decrease of PLA.
目錄 目錄 目錄 目錄 中文摘要 ... I 英文摘要 ... II 目錄...IV 表目錄...VI 圖目錄... VII 第一章 序論 ...1 1.1 研究背景 ...1 1.2 研究動機 ...3 1.3 文獻回顧 ...7 1.4 研究方法與目的...9 第二章 生物可降解塑膠與射出成形原理 ...10 2.1 生物可降解塑膠...10 2.2 聚乳酸與其強化材... 11 2.2.1 聚乳酸(PLA)... 11 2.2.2 洋麻纖維...14 2.2.3 蒙脫土(Montmorillonite) ...15 2.3 射出成形原理...16 2.4 製品成形機制...18 2.4.1 成形製品的充填機制 ...19 2.4.2 成形製品的保壓機制 ...20 2.4.3 成形製品的冷卻機制 ...21 2.5 成形品內的材料高次構造 ...21 2.5.1 高次構造的原理與機制 ...21 2.5.2 溫度變化對結晶效應的影響...22 2.6 高次構造之觀察實驗 ...23 第三章 實驗設計與規劃...27
3.1 實驗目的與規劃...27 3.2 實驗材料與實驗裝置 ...27 3.2.1 實驗材料...27 3.2.2 實驗設備...28 3.3 材料機械性能與高次構造分析之設備與方法 ...34 3.3.1 抗拉強度測試 ...34 3.3.2 硬度測試...36 3.3.3 偏光顯微鏡(POM)...37 3.3.4 場發射掃描式電子顯微鏡(SEM)...38 第四章 射出成形結構之成形履歷與探討 ...39 4.1 成形參數條件設定...39 4.2 硬度之量測結果...40 4.3 拉伸強度之量測結果 ...42 4.4 拉伸斷面之觀察...44 4.4.1 PLA 試片拉伸斷面...44 4.4.2 PLA/KF 試片拉伸斷面 ...45 4.4.3 PLA/MMT 試片拉伸斷面 ...50 4.5 試片高次構造之探討 ...55 第五章 結論與建議 ...61 5.1 結論 ...61 5.2 改進建議 ...62 參考文獻 ...63
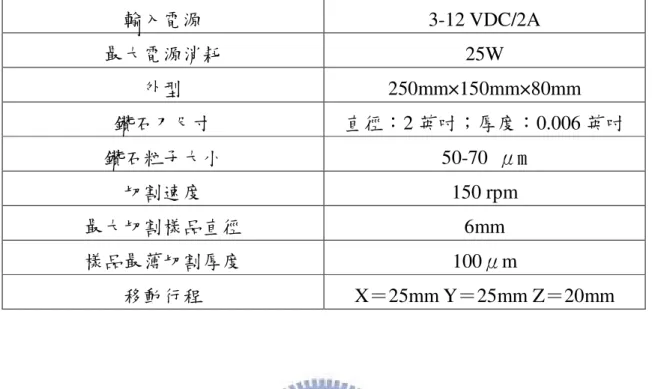
表目錄 表目錄 表目錄 表目錄 表 1.1PLA 與工程塑膠的比較...5 表 1.2 根據 3C 產品用材料所需的特性列出之優劣分析[23]5 表 1.3 生物可降解高分子之物性優劣比較[3] ...6 表 1.4 各種生分解材料與價格(2006/12)[3]...6 表 1.5 天然纖維與電子級玻纖的比較[5] ...8 表 2.1 積極開發的綠色塑膠[21]...26 表 3.1 聚乳酸之原料與製成品的物性與化性 ...28 表 3.2 射出成形機之機器規格 ...29 表 3.3 混練裝置規格 ...30 表 3.4 鑽石刀切割機規格 ...31 表 3.4 電腦伺服控制材料試驗機規格...35 表 4.1 成形參數規劃 ...39 表 4.2 PLA 試片之硬度量測數據...40 表 4.3 PLA/KF 試片之硬度量測數據...41 表 4.4 PLA/MMT 試片之硬度量測數據...41
圖目錄 圖目錄 圖目錄 圖目錄 圖 1.1 挑戰製造性能優越之生質複合材料[5] ...4 圖 2.1 綠色塑膠循環圖[21]...10 圖 2.2 PLA 瓶子在堆肥環境下 30 天的變化[23] ...14 圖 2.3 洋麻纖維與 PLA 複合,應用於汽車的內裝[23] ...15 圖 2.4 蒙脫土結構示意圖[24]...16 圖 2.5 射出成形主要流程圖 ...17 圖 2.6 射出成形完整流程示意圖[25] ...18 圖 2.7 正、負光型球晶結構圖與指示圖:(a)正光型球晶與其 指示圖關係 (b)負光型球晶與其指示圖關係。[28] ....25 圖 3.1 ARBURG ALLROUNDER 270S 射出成形機示意圖31 圖 3.2 暐吉企業製水循環式模溫控制機...32 圖 3.3 晏邦電機工業製 THD-25 料桶乾燥機...32 圖 3.4 混練裝置...33 圖 3.5 鑽石刀切割機 ...33 圖 3.6 超薄切割機...33 圖 3.7 電腦伺服控制材料試驗機...34 圖 3.8 TECLOCK 硬度測試機...36 圖 3.9 偏光顯微鏡...37 圖 3.10 場發射掃描式電子顯微鏡...38 圖 4.1 硬度量測區域示意圖 ...40 圖 4.2 PLA 試片之拉伸強度...42 圖 4.3 PLA/KF 試片之拉伸強度...42 圖 4.4 PLA/MMT 試片之拉伸強度 ...42 圖 4.5 PLA 試片拉伸斷面(a)全斷面 (b)部分放大。...44 圖 4.6 PLA/KF 試片於模溫 30℃保壓 1 分鐘之拉伸斷面(a)全 斷面 (b)部份放大。 ...46
圖 4.7 PLA/KF 試片於模溫 30℃保壓 5 分鐘之拉伸斷面(a)全 斷面 (b)部份放大。 ...46 圖 4.8 PLA/KF 試片於模溫 80℃保壓 1 分鐘之拉伸斷面(a)全 斷面 (b)部份放大。 ...47 圖 4.9 PLA/KF 試片於模溫 80℃保壓 5 分鐘之拉伸斷面(a)全 斷面 (b)部份放大。 ...47 圖 4.10 PLA/KF 試片於模溫 90℃保壓 1 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...48 圖 4.11 PLA/KF 試片於模溫 90℃保壓 5 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...48 圖 4.12 PLA/KF 試片於模溫 100℃保壓 1 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...49 圖 4.13 PLA/KF 試片於模溫 100℃保壓 5 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...49 圖 4.14 PLA/MMT 試片於模溫 30℃保壓 1 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...51 圖 4.15 PLA/MMT 試片於模溫 30℃保壓 5 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...51 圖 4.16 PLA/MMT 試片於模溫 80℃保壓 1 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...52 圖 4.17 PLA/MMT 試片於模溫 80℃保壓 5 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...52 圖 4.18 PLA/MMT 試片於模溫 90℃保壓 1 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...53 圖 4.19 PLA/MMT 試片於模溫 90℃保壓 5 分鐘之拉伸斷面(a) 全斷面 (b)部份放大。...53 圖 4.20 PLA/MMT 試片於模溫 100℃保壓 1 分鐘之拉伸斷面 (a)全斷面 (b)部份放大。 ...54
(a)全斷面 (b)部份放大。 ...54 圖 4.22 PLA 試片於模溫 80℃保壓 5 分鐘之偏光顯微照片, 其放大倍率分別為(a)1000 倍內層 (b)1000 倍外層。.56 圖 4.23 PLA 試片於模溫 90℃保壓 5 分鐘之偏光顯微照片, 其放大倍率分別為(a)500 倍內層 (b)500 倍外層 (c)1000 倍內層。...57 圖 4.24 PLA 試片於模溫 100℃保壓 5 分鐘之偏光顯微照片, 其放大倍率分別為(a)100 倍 (b)400 倍內層 (c)400 倍外 層 (d)1000 倍內層 (e)1000 倍外層。...58 圖 4.25 PLA/MMT 試片於模溫 90℃保壓 5 分鐘之偏光顯微 照片,其放大倍率分別為(a)1000 倍內層 (b)1000 倍外 層 (c)1000 倍內層局部放大。 ...59 圖 4.26 PLA/MMT 試片於模溫 100℃保壓 5 分鐘之偏光顯微 照片,其放大倍率分別為(a)100 倍 (b)200 倍內層 (c)200 倍外層 (d)1000 倍內層 (e)1000 倍外層。 ...60
第一章 第一章 第一章 第一章 序論序論序論序論 1.1 研究背景研究背景 研究背景研究背景 人類生活進步到二十世紀,塑膠的發明取代了木材、金屬等天然材料, 被人大量的使用。塑膠是石油產物製造而成的合成材料,從有塑膠材料至 今,短短近百年的時間,各種塑膠產品的多樣化讓它與人類生活密切地結 合;各種包裝材料、身上穿的衣服、建築用的建材、各類機器的零件....不 管食、衣、住、行,哪一樣都脫離不了它。塑膠已經遍佈於人們的週遭, 成為生活中不可缺少的物資。 這麼好的東西,卻面臨了二大問題:第一是石油能源的消耗,第二是 廢棄後的處理問題。如果要繼續享受塑膠帶來的便利,就必須正視這些問 題。 1.石油能源的消耗: 石油的存量有限,故由原生料製成的塑膠數量亦有限;如果以為便宜的 塑膠品,即是取之不盡、用之不竭的,那真是大錯特錯了,所以找尋替 代石油的原料是勢在必行的。而且大部份的塑膠都能再重複利用,如果 就讓它用一次就結束生命,實在太可惜了! 2.廢棄後的處理問題: 台灣目前的垃圾量隨人口及經濟的成長而不斷成長,但處理方式仍以掩 埋為主,地狹人稠的台灣早已不堪負荷。其中塑膠類約佔垃圾比例的五 分之一,若是能做其他方式的處理,便可減少掩埋場的負擔。 塑膠由於不易在自然情況下分解,常被稱為千年公害;有些被人隨意丟 棄在路邊,造成景觀的破壞;有些被人露天燃燒,造成空氣的污染。然 而人們總忽略了真正的原因,是未讓塑膠類廢棄物進入合適的處理管道 所致。 為了處理各種廢棄的塑膠,各國政府制定相關的政策且研究開發廢棄
塑料處理的各種技術,其中發展生物可降解高分子(biodegradable polymer, BDP)與回收再生利用技術為最主要的兩個方向。而生物可降解高分子從原 料角度來分,以生物資源為原料的高分子稱為生物基高分子(biobase polymer,BP),另一是以石油資源為原料的石油基高分子。 生物可降解高分子及其製品是近年來各國研究的重點,在短短幾年 中,已公佈了大量的專利且開發出多種生物可降解高分子,而在這些材料 中,特別是可再生天然生物質資源所衍變得到的生物基高分子,具有良好 的生物分解性且原材料豐富易取得,所以其研究開發更受各國重視。相對 於普通的石油基高分子,生物基高分子可降低石油資源的消耗,減少對石 油的依賴﹔同時在原料的生產過程中消耗二氧化碳﹔其製品使用完畢後, 可被分解於大自然之中。從永續發展的觀點分析,可降低二氧化碳的含量、 節省石油資源的生物基高分子完全可以滿足永續發展的需求[1]。 國際間已逐漸意識到生物可降解產品在應用上極具價值,於是針對判 斷可分解塑膠之測試方法及規範制訂逐漸形成共識,必須完全通過三項評 定基準:1.能與天然可分解資材如葉草、木屑及紙一樣以相同的分解速率透 過微生物分解機制轉換為二氧化碳、水及腐質;2.在堆肥之最終產品裡不得 有可供辨識的塑膠;3.不能對堆肥助益或復育作物之生長有所衝擊且不能超 過重金屬含量[2]。 在眾多已發展的生物降解高分子材料中,聚乳酸(polylactic acid,PLA) 被視為最具發展潛力的材料之一。主要是因為其具有完全可生物降解性且 以可再生資源為原料,是一種維持地球碳循環平衡的原料。
1.2 研究動機研究動機 研究動機研究動機 近年來人們對於環保議題的重視,加上國際原油的價格不斷攀昇,不 經讓人想起 Hanswerner Mackwitz 所說的:如果我生產一個分解時間長達約 900 年的塑膠產品,卻僅使用幾週或幾天而已,這種做法必定有問題。與此 同時,各種替代性生物可降解塑膠材料因應而生,其中完全可生物分解高 分子 PLA 更是被視為最具廣泛應用和環保應用價值的新型高分子材料。 PLA 材料優點具體來說有下列幾項: 1. 材料天然、無毒、透氣性高,PLA 製品經由美國 FDA 認可,可直接 與食物接觸。(就算盛裝含有酸性,酒精成分之食材,也不會釋放任 何危害人體之物質) 2. 使用任何廢棄物處理方式(如焚化、掩埋、回收、堆肥)皆不至對環境 造成任何影響。 3. 可取代以石油為基質的傳統塑膠材料,且有同類傳統塑膠製品之物 性,使用方法相同。 4. 丟棄後,經堆肥環境及掩埋處理可經由微生物完全分解。 PLA 具有前景的主要原因在於,相較其他生物降解高分子它具有較佳 的性質與價格競爭力,且易於多數的設備上做加工[3],但純 PLA 結晶速度 很慢、本身質脆、加工熱穩定性差以及製品耐久性差等缺點,限制其作為 工程塑膠的應用[4]。因此,改善 PLA 的機械與熱性質成了目前的主要課題, 而添加纖維或是其他強化材料做 PLA 的強化則為現今的主要方法之一[5]。
圖 1.1 挑戰製造性能優越之生質複合材料[5] 本研究除了常用的添加強化材外,在加工處理方面,主要是以保壓過 程之溫度控制來觀察對於 PLA 射出成形品之高次構造形成的影響。 生質複合材料 加工處理 強化材表面 有效的改質 增效作用 高分子基質 改質 高性能之生質複合 公式
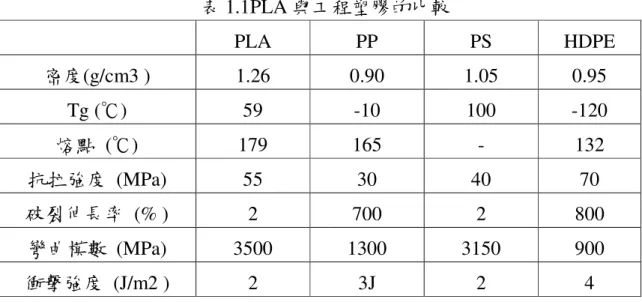
表 1.1PLA 與工程塑膠的比較 PLA PP PS HDPE 密度(g/cm3 ) 1.26 0.90 1.05 0.95 Tg (℃) 59 -10 100 -120 熔點 (℃) 179 165 - 132 抗拉強度 (MPa) 55 30 40 70 破裂伸長率 (% ) 2 700 2 800 彎曲模數 (MPa) 3500 1300 3150 900 衝擊強度 (J/m2 ) 2 3J 2 4 表 1.2 根據 3C 產品用材料所需的特性列出之優劣分析[23] 複材 3C 產品 需求之物性 PLA 工程塑膠 工程塑膠/ 碳纖維 PLA/工程 塑膠 工程塑膠/ 奈米碳管 耐熱性 X ○ ◎ ○ ◎ 耐衝擊性 X ◎ ○ ◎ ○ 剛性 X X ◎ ○ ◎ 環境友好性 ◎ X X ○ X 抗電磁遮蔽性 (EMI) X X X X ◎ 塑膠流動性 (成形性) ◎ ◎ X ◎ ○
表 1.3 生物可降解高分子之物性優劣比較[3] PHB PCL PBS PLA 熔點 ○ X △ ○ Tg △ X X ○ 拉伸強度 X △ △ ○ 彈性率 ○ X X ○ 伸長率 X ○ ○ X O2透過係數 X ○ △ △ 水蒸氣透過係數 X ○ ○ △ 價格競爭力 △ X △ ○ 表 1.4 各種生分解材料與價格(2006/12)[3] 材料 製造商 HDT(°C) 單價(NT/KG) PLA NatureWorks 53-58 70-90 PHB/V Shimatsu 130-140 150-250 PBS SHOWA 90-100 180-200 PBAT BASF 85-95 130-150 PCL Solvey 50-60 250-280 PVOH Kurarey --- 110-130
1.3 文獻回顧文獻回顧 文獻回顧文獻回顧 從研究中顯示,高分子材料由高溫熔融狀態至冷卻成形的加工過程 中,在不同的加工履歷下會有不同的結晶行為和相分佈等的高次構造,這 些現象影響了其最終的物理、光學與機械性質,而致使成形品產生特殊的 性能表現[6]。由於射出成形是目前最普遍與迅速的塑膠加工法,在射出成 形的過程中,結晶性聚合物在模穴內部歷經融熔流動狀態、橡膠態(rubbery state)及結晶固化,其成形品內部結構與形態受射出速率、熔融溫度、模具 溫度、壓力大小與時間等加工履歷影響甚巨。其中在溫度履歷方面的研究, 材料在冷卻過程中受到不同的熱履歷,會影響其內部高次構造的結晶行 為,進而對機械性質有一定的影響[7]。 在強化材方面,若是由天然纖維與生分解高分子所形成之生物可完全 降解之複合物,由於其特質對環境友善,所以被稱之為綠色複合物[8]。從 節約資源和保護環境的角度考慮,綠色複材的研究和產品開發越來越引起 關注,且天然纖維基本上和其他纖維有相同的參數和性質,參考下表 1.5, 一般皆被期待和高分子基材與其相搭配之合成纖維一樣,賦予相同之強化 效應,在汽車業方面,相較於玻璃纖維而言,使用天然纖維可降低零件質 量且可以降低產品生產時所需的能量[9],生產 1 磅的洋麻纖維需要 6500 BTUs,然而生產相同重量的玻璃纖維所需的能量約為 23500 BTUs[10],雖 然天然纖維有許多顯而易見的優點在,但很多參數經常具有相當大程度之 非均勻性,如表面特性、直徑、截面形狀、長度和強度等皆常顯現非均勻 性,因此在製造可接受再現性之複合材料有相當的難度[11]。 近年來已經有不少研究使用天然植物纖維來增強生分解高分子。 Seung–Hwan Lee 等在 PLA/竹子纖維和 PBS/竹子纖維的揉合過程中,將低 濃度的賴氨酸二異氰酸酯(lysine–based diisocyanate,LDI)當作偶聯劑加入 其中,用以提高兩種複合材料的拉伸強度、防水性和介面黏結力且還可延 緩細菌的分解速度[12]。Oksman 等使用雙螺桿擠出機制作含亞麻纖維 30~40%的 PLA/亞麻複合材料,其強度比 PP/亞麻複合材料高出約 50%,且
等使用 30%含量的回收報紙纖維(recycled newspaper cellulose fiber,RNCF) 增強 PLA,增強後的複合材料與純 PLA 相比較,其拉伸和彎曲模數有顯著 的提高,且在許多機械和熱機械性質方面皆有不錯的性能[4]。而洋麻纖維 強化 PLA 之複合材料具有優異的耐熱性、剛性和拉伸強度,這主要是因為 洋麻纖維與 PLA 之間具有較強相互作用力[14]。除了上述的植物纖維外, 也有研究使用鳳梨葉(pineapple leaf)[15]、瓊麻(sisal)[16]、黃麻(jute)[17]、 苧麻(ramie)[18]、大麻(abaca)[19]等作為生分解塑膠的強化材。 大多數的天然植物纖維添加之後,材料的拉伸強度、彎曲強度、彈性 模數和熱變形溫度等都可有不同程度的提升,其中洋麻纖維對 PLA 的增強 效果是最顯著的。 除了天然纖維外,為了保持生物降解性能,使用無機奈米材料(如滑石、 雲母、蒙脫土等)來強化 PLA 的研究亦不在少數。Paul 等以 TGA 觀察顯示 出,隨著蒙脫土含量的增加,PLA 複合材料的熱穩定性亦會提高,但當含 量超過 5%時,複合材料的熱穩定性反而會降低[20]。 表 1.5 天然纖維與電子級玻纖的比較[5] 纖維種類 密度(g/cm3 ) 彈性模數(GPa) 比模數(彈性模數/密度) 電子級玻纖 2.55 73 29 大麻 1.48 70 47 亞麻 1.4 60-80 43-57 黃麻 1.46 10-30 7-21 瓊麻 1.33 38 29 椰子皮纖維 1.25 6 5 棉花 1.51 12 8 洋麻 1.4 53 38
1.4 研究方法與目的研究方法與目的 研究方法與目的研究方法與目的 本研究擬選擇生物可降解高分子 PLA 與洋麻纖維、有機蒙脫土,以單 螺桿擠製機依重量百分比摻混出固定比例之 PLA/洋麻纖維與 PLA/有機蒙 脫土複合材料作為研究對象。 在實際射出成形時,控制模具溫度與保壓時間長短來影響複合材料之 高次構造的形成,待冷卻後脫模取出試片,並做後續形態觀察與機械性質 測試。 在實驗結果的觀察與分析上,係利用試片顯微鏡之形態觀察方法,探 討複合物之相分佈及結晶性等高次結構,並與成形試片之機械性質測試結 果相互比較分析,以了解模具溫度與保壓時間所影響之高次構造對其機械 性質的影響,做為提升複合物材料製品性能的參考。本研究所採用的顯微 鏡分析分別使用偏光顯微鏡做結晶性的觀察,以及用掃描式電子顯微鏡做 表面形貌的觀察。
第二章 第二章 第二章 第二章 生物可生物可生物可生物可降解塑膠降解塑膠降解塑膠與射出成形原理降解塑膠與射出成形原理與射出成形原理 與射出成形原理 2.1 生物可降解生物可降解塑膠生物可降解生物可降解塑膠塑膠 塑膠 簡單的說,生物可降解塑膠就是能利用自然界微生物進行分解,最後 成為水和二氧化碳或甲烷的塑膠。因為可分解,這種產品可和一般動植物 垃圾與牲畜排泄物,乃至於樹枝、樹葉一起做堆肥,成為土壤改良材料與 綠地土壤甚至肥料。若進行甲烷氣體化,則可回收成為能源。也可稱之為 綠色塑膠。 圖 2.1 綠色塑膠循環圖[21] 而生物可降解塑膠根據來源的不同可以分為以下三種:微生物產生 系、天然物系和化學合成系。 (1) 微生物產生系:
在自然界中,有許多微生物會在體內形成聚酯以作為儲存能量之物質, 使用生物合成之方法,這些微生物可在最佳條件下有效的發酵形成聚 酯。 (2) 天然物系: 可以使用纖維素、澱粉及其他天然高分子材料來製造生物可降解塑膠, 假如所使用之天然高分子沒有經過任何化學改質,則其物理性質會有問 題,因此,大多數的情況下都會進行化學改質。由於使用天然材料,因 此生物分解性高,而且當使用澱粉及其他較便宜的物資時,有助於產品 的成本下降。 (3) 化學合成系: 大部分化學合成之高分子材料都不會被微生物分解,不過脂肪族聚酯及 水溶性高分子材料可以輕易的被微生物分解,這兩類高分子材料可以用 化學方法合成。假如生產量可以擴大,則由於可以使用傳統化學合成技 術,因此生產成本相當容易降低。 這三種方法並非彼此間不相關,可以把其中兩種進行摻合,透過材料 的互相摻合,使其優缺點互相調配[22]。已開發的現況可參考表 2.1。 2.2 聚乳酸與聚乳酸與其聚乳酸與聚乳酸與其其其強化材強化材強化材 強化材 2.2.1 聚乳酸聚乳酸聚乳酸聚乳酸(PLA) 聚乳酸的發展 聚乳酸的發展 聚乳酸的發展 聚乳酸的發展:::最早是在 1931 年由 Carothers 等人所發現並對 PLA 的: 合成進行研究,當時是在真空條件下通過加熱乳酸而得到 PLA。而初期關 於 PLA 的研究大都是以醫療材料為目的,這主要是因為當時 PLA 的成本還 太高。直到 1986 年,PLA 才被認為是一項有潛力的日用塑膠,Battelle 公 司和杜邦公司也開始投入相關的生產與加工技術的研究。而當 Cargill 公司 向市場提供了廉價的、高純度的、高分子量的 PLA,才是真正成為其快速 發展的契機,因此,具有實用價值的 PLA 薄膜、纖維等的開發才有了實質 性的發展。
聚乳酸的合成 聚乳酸的合成 聚乳酸的合成 聚乳酸的合成:::聚乳酸的單體是乳酸。在乳酸分子中有一各羥基和一: 個羧基兩個官能基,具有相當的活性,在適當條件下容易脫水縮合成聚乳 酸。根據此特性聚乳酸有兩種最多人使用的合成方法: (1) 直接縮聚法: 此法主要是由精製的乳酸直接進行脫水縮合成 PLA 的方法。此為最早 也是最簡單的 PLA 生産方法。製備的過程可簡單表示如下: 其主要特點是生産流程短,成本低,生産過程對環境友好,具有一定的 技術優勢,但是製得的 PLA 平均分子量一般小於 5000,所以難以達到 高分子材料製品的加工要求,故不利於工業化生産。 通常乳酸聚合時間的長短受催化劑的影響,且聚合物分子量的高低與聚 合溫度及水份含量也有著一定的關係。由於聚合反應時溫度高於 180 ℃,製得的聚合物極易氧化著色,因而往往會給聚乳酸的聚合、加工帶 來諸多的不便。爲了解決這一問題,目前已有一些企業開展了這方面的 技術研究。例如日本三井東亞化學公司通過採用特殊縮聚方法,正在研 製分子量高、雜質少、穩定性好、成型加工容易,且産品性能不易劣化 的優質 PLA 聚合物,隨著這一技術的成功開發和應用,將有望爲 PLA 的生産開闢新的途徑。 (2) 丙交酯開環聚合法: 此為目前最常見的方法。此法的製造過程爲:首先將乳酸脫水環化製成 丙交酯,之後再將丙交酯開環聚合而得 PLA。製備的反應式可簡單表示 如下:
通常兩步法合成的 PLA 含有殘留單體和少量催化劑,且平均分子量較 高,應用範圍也較廣。然而兩步法也存在生産流程較長,生産成本較高, 過程較複雜,且在生産中需消耗大量試劑等。對於兩步法生産技術而 言,乳酸的環化和提純是製備丙交酯的技術難點,也是製備 PLA 的關 鍵所在。在兩步法生産 PLA 過程中,丙交酯的開環聚合屬鏈式聚合反 應,並且聚合條件和生產過程參數的選擇往往隨引發劑的不同而改變。 聚乳酸的特性 聚乳酸的特性 聚乳酸的特性 聚乳酸的特性::::PLA 與一般的高分子材料不同,主要在於其兩項特性。 (1) 完全生物可降解性: PLA 在自然環境下的降解速度是所有綠色塑膠中屬於相當慢的一種,根 據土質的不同,需經過數年才能逐漸分解為水和二氧化碳,但在堆肥環 境下卻可以分解的很快,短則一周,長則一個月即可完全分解。如圖 2.2 所示:
圖 2.2 PLA 瓶子在堆肥環境下 30 天的變化[23] (2) 植物來源性: PLA 是以生物資源為原料的高分子。Natureworks 公司是以玉米澱粉為 原料生產 PLA 的,最近也開始研究使用糧食以外的原料(如有機垃圾、 農業收割後的廢棄物、伐木廢屑等)來生產 PLA。無論是上述哪一種方 式,對於使用後的 PLA 製品不需要做專門回收,它會隨著時間而逐漸 分解;若是回收後以焚燒處理也不需要擔心會排放有害氣體。經過處理 後的 PLA 製品只是將二氧化碳回歸到自然界中,並不會額外增加其他 有害物質,且可與植物的光合作用形成一個碳循環系統,對地球資源的 永續發展有相當的貢獻。 2.2.2 洋麻纖維洋麻纖維洋麻纖維洋麻纖維
洋麻(kenaf)是錦葵科木槿屬中的一個種,學名 Hibiscus cannabinus L.。 一年生之草本韌皮纖維作物,又可稱為槿麻、鍾麻、紅麻。洋麻纖維拉力 強、耐腐、散水快,通常被用於製造麻袋、麻布,或者織成地毯、製造繩 索等。
洋麻的光合作用速度是普通植物的 3~9 倍,是自然界吸收二氧化碳水 平最高的一種植物,因此對於防止地球溫室效應有極高的功效,而在適當
的溫度環境下,3 個月可使洋麻生長到大約 3 公尺上下,如此快速的生長速 度更可無匱乏的供應在各項需求的行業上。除了此項益處外,洋麻纖維有 較高的機械性質和生物可降解性。近年來,也有被使用於造紙業與汽車工 業上如圖 2.5,以此降低森林的破壞。 圖 2.3 洋麻纖維與 PLA 複合,應用於汽車的內裝[23] 2.2.3 蒙脫土蒙脫土蒙脫土蒙脫土(Montmorillonite) 黏土礦物是由矽四面體及鋁八面體兩種基本單位所組成。矽四面體結 構是由四個氧原子圍繞著一個矽原子組成的基本單元,再由基本單元組成 矽土層,在矽土層中每個矽四面體底部的三個氧原子與鄰近的四面體共 用。鋁八面體則是由六個氫氧基圍繞著一個鋁原子所形成,再由八面體單 元組成鋁八面體層。當矽的四面體層與鋁八面體層以 2:1 的比例組成,也就 是兩層矽的四面體層中間夾一鋁八面體,且每一化學簡式單元僅具有 0.25~0.6 之層電荷,因只具有偏低之層電荷,層間作用力陽離子和水可進 入層間,所以可自由地膨脹,即歸類為膨潤石類。而蒙脫土即屬於黏土礦 物中的膨潤石類,其粒徑微小(1µm 以下)、廣大表面積,且具有相當良好的 吸附能力之天然黏土礦物。由於具有特殊的晶體結構和物理、化學性質, 使得蒙脫土具有良好的吸水性、膨潤性、吸附性及陽離子交換等優異性質。 下圖即為蒙脫土之結構示意圖:
圖 2.4 蒙脫土結構示意圖[24] 2.3 射出成形原理射出成形原理 射出成形原理射出成形原理 射出成形的原理是將塑膠粒以固定量且間歇的方式,由進料漏斗加 入,送至加熱管中加熱使其融化後,透過活塞柱向前推進,經過噴嘴射入 模具的模穴中。當模穴充滿後,經保壓一段時間後,由模具的冷卻系統將 塑膠料冷卻成固體,待降低到所要求的溫度後,即可開模頂出成品,然後 繼續下一個射出循環。 射出成形的主要流程,可用下圖表示:
圖 2.5 射出成形主要流程圖 射出成形的主要機制與流程,可以分成幾個部分,下列以最普遍的螺 桿式射出成形機為例子來說明: (1) 鎖模:通常母模是靜止固定的狀態,然後公模移動靠近並關閉之。射出 成形,是使用高射出壓力材料注入模具內,因此關閉模具時,要求非常 高的鎖模力。 (2) 射出流動:在加熱汽缸內,保持一定溫度壓力狀態下的溶融塑膠材料, 螺桿前進的擠壓壓力而進行射出的動作。 (3) 壓縮保壓:射出後螺桿或活塞不會馬上收回,而會維持模穴內壓力,待 澆口冷卻凝固後,才會回到原來位置。 (4) 模具冷卻:以通過模具水路(亦有空氣冷卻者)的冷卻水帶走注入於模穴 內的溶融塑膠材料之熱量,使其漸漸固化冷卻下來。 (5) 開模頂出:待塑膠降低到適當溫度後,即可打開模具,進行頂出動作, 取出成品。 下圖可提供更完整的概念:
圖 2.6 射出成形完整流程示意圖[25] 2.4 製品成形機制製品成形機制 製品成形機制製品成形機制 熔融塑料透過射出螺桿的擠壓、加熱及高速射出至較冷的模穴,接著歷 經保壓、冷卻固化到脫膜前的成形過程,高分子熔融塑料經歷了複雜的溫 度、壓力與剪切應力等相變化過程履歷,其本身的機械性質、熱性質與光 學性質也隨之產生複雜的變化,例如:模具溫度的提高使高分子熔料體積 膨脹,造成密度變小;壓力提高卻造成壓縮效應使密度變大等。此外,高
分子熔融塑料的黏度變化對於成形製品的性能品質也有很大的影響,提高 成形條件的溫度可降低熔融塑料的黏度,提升成形容易度,但卻會造成冷 卻時,因溫差過大,產生大量的收縮,影響製品的尺寸精密度等,這些交 互相關影響的條件都得列入我們成形時考慮的範疇。因此下列將對成形製 品有所關連的條件作一討論: 2.4.1 成形製品的充填機制成形製品的充填機制成形製品的充填機制成形製品的充填機制 高分子射出成形中,其充填過程時間很短,但由於它的充填完整與否決 定了製品的整體結構性與密實性,關係著成形品的品質好壞,因此瞭解模 穴充填過程及其物理現象是很重要的。 高分子熔融塑料流入模穴後,受到模穴的冷卻作用,與模穴表面接觸部 分,開始冷卻固化,形成一層固化層;固化層厚度在澆口與塑料行進波前 位置附近較薄,隨著熔融塑料的充填,固化層厚度隨之增加;此乃由於熔 融塑料由澆口進入模穴初期溫度較高,接觸的冷模壁部分較少,因此被模 壁帶走的熱量與固化層厚度均較少;隨著充填過程進行,塑料行進波前逐 漸充填整個模穴,所接觸之冷模壁越來越多,散逸之熱量與新進熔融塑料 所帶之熱及黏滯剪切應力所產生的潛熱之和接近平衡,所以固化層厚度成 一穩定值,增加不多;而熔融塑料以噴泉流動方式進行充填,中間部分的 熔融塑料距離低溫的模壁較遠,受到較少的熱量逸失,使固化層較薄。此 外,噴出熔融塑料在接觸較冷模壁瞬間固化的行為,不僅限制殘餘應力與 分子鍊的鬆弛行為[26],同時也使高分子體積來不及收縮,或結晶性材料來 不及結晶,等到產品脫膜後,因環境溫度的變化,使成形製品產生分子鍊 鬆弛或體積收縮等情形,同時也會造成產品的翹曲變形行為。熔融塑料前 端的『噴泉效應』流動行為,不僅影響成形品表面品質,並且對成品形態 學也產生影響,如成品截面的配向性分佈、結晶度分佈或熔接線強度等。 成品厚度方向的分子配向性分佈不平均時,由於分子鍊的鬆弛行為不均 勻,造成整體的收縮不平均,因此產品會有翹曲變形發生。 射出成形的充填過程,不僅影響成品表面品質,如產品光澤度或流痕
等,同時也影響最後成形品之尺寸精度,包括收縮與翹曲變形等。由此可 知射出成形之充填過程,乃是射出過程最重要的根本,良好的高分子充填 行為,包括模穴內均勻的溫度、壓力分佈及均勻的流場,才能製造出高品 質的成品。 2.4.2 成形製品的保壓機制成形製品的保壓機制成形製品的保壓機制成形製品的保壓機制 當高分子塑料充填滿整個模穴瞬間時,充填過程即結束,開始進行保壓 過程,此時塑料封口尚未固化,模穴內熔體仍有流動,隨著充填行為的增 加,模內壓力也會繼續提升,因此藉由螺桿的進給會提供一保壓壓力,也 稱為二次注射壓力,用以繼續維持模穴內充填的行為。此外,由於高模溫 的影響,高分子塑料體積會受熱膨脹;至冷卻時,受到模具冷卻的影響, 溫度逐漸降低,體積開始收縮。提供的保壓壓力具有抑制膨脹的功用,彌 補此一收縮行為的發生,使熔融塑料能繼續充填入模穴當中,密實成形品 的結構,減少產品冷卻後的收縮效應。 射出成形的保壓過程中,最重要的因子是保壓壓力與保壓時間,兩者皆 會對凝固點及成形品收縮率有明顯的影響:提高保壓壓力、延長保壓時間 會使凝固延遲,有助於縮小成形品的收縮率,但卻有可能會發生過度保壓 的效應,使成形品內部殘餘應力增加,減少產品壽命,降低成形品可靠度; 但若保壓壓力太小或保壓時間太短,則不能發揮密實充填成形品微結構的 特性,導致在冷卻收縮階段會產生大幅收縮的現象,影響製品的精密尺寸。 此外,保壓壓力的轉換時機也是參數條件中的一個關鍵,適當的時機將有 助於建構更穩定的模穴內變化及更佳的流場變化,對於成形品的物理和機 械性質有更正向的幫助。 另外,對於微薄的製品設計或是高深寬比的微機構設計,在充填時的注 射壓力無法將這些部分填滿時,將可藉由充填結束後的保壓壓力,進一步 的更加充填、密實整個微機構設計,避免發生產品短射的現象。 因此,保壓壓力與保壓時間對成形品的精密尺寸與機械性質有其重大的影 響,掌握適當的參數將對製品的品質有極大的提升。
2.4.3 成形製品的冷卻機制成形製品的冷卻機制成形製品的冷卻機制成形製品的冷卻機制 一般而言,射出成形機的冷卻機制耗時最長,約佔整的循環過程時間的 70~80%,因此冷卻系統設計之好壞,將直接影響到成形製品的品質與其 精密度。良好的冷卻系統,將可縮短熔融塑料固化所需之時間,有效的增 加生產速率、降低成本,並可使成形品各部分均勻冷卻,防止產品因熱應 力所造成之收縮與翹曲等缺陷產生。 在射出成形整個過程當中,實際的冷卻行為是一直在進行的,並不是澆 口固化或保壓過程結束時才發生。因此整個成形週期中,模具溫度一直在 變化;在充填過程時,由於熔融塑料一直進入模穴內,所以模具溫度逐漸 升高,當保壓過程持續進行時,一直到脫膜取出產品,其熱量由冷卻水帶 走,或由模具傳導致外界環境的空氣中,模具溫度又逐漸降低。長時間的 冷卻過程,最重要的考慮項目為冷卻效果的均勻性,若產品沒有均勻冷卻, 則會有不均勻的收縮行為發生,因此成形品容易產生翹曲變形的缺陷。此 外,冷卻時間也是一重要的考慮項目,冷卻時間太長,不僅增加成本,同 時也影響成形週期;但冷卻時間太短,則產品未完全固化,脫膜時容易受 到外力的作用而變形。因此均勻且穩定的冷卻系統將有助於我們減低缺陷 的產生,並提高成形微結構的品質。 由於射出成形的冷卻時間很長,除了增加成本之外,也會影響成形週 期、成形品精密尺寸與品質。所以適當的冷卻時間與水路的安排,為微射 出成形加工設計的重要項目。 2.5 成形品內的材料高次構造成形品內的材料高次構造 成形品內的材料高次構造成形品內的材料高次構造 2.5.1 高次構造的原理與機制高次構造的原理與機制高次構造的原理與機制高次構造的原理與機制 高分子聚合物的特性主要是由分子與分子間(Intermolecular)以及分子 內(Intramolecular)之相同鍵結力所引起的。這種鍵結力也存在於同成份的低 分子物質中。換言之,高分子塑料所表現之特性乃是起因於其巨大的分子 以及相似於鏈結結構的可柔曲性這兩個因素相互影響而導致分子間產生強
大的引力場和物理交纏度以及物理作用力。因此,高分子依其分子內、分 子本身及其分子間之結構可分類為[27]:
(1) 一次結構:即分子內結構,是指鏈之構造單位,如:順式、反式,同 排、對排等。即高分子之化學組成及組態(Configuration)。
(2) 二次結構:即分子本身結構,係指一高分子鏈之排列狀態,及其構造
形狀(Conformation)。其結構有伸展鏈(Extended chain)、雜亂捲繞
(Random coil)、規則性捲繞(Folded chain)及螺旋體(Spiral chain or helix)。 (3) 三次構造:指高分子間形成之聚集狀態,雜亂捲體之細胞狀結構、麵 糰結構、鬚狀微泡結構(Fringed-Micelle structure)、折疊鏈 (Folded-chain)之高分子結晶與重疊螺旋體(Super-helix)。 (4) 高次結構:即數種三次結構同時分佈於一高分子內,依其不同的排列 方式,產生獨特的特性,進而相互影響高分子的性能,也是決定成 形品性能的最直接因素。 其中,由於高次構造與成形條件參數具有直接的關聯,影響高次構造 的因素:結晶效應,可由參數條件的變化去影響它們的發展,因此我們探 討在何種成形條件下所產生的高分子內部結構將對我們成形製品的品質有 相關聯的影響。 2.5.2 溫度變化對溫度變化對溫度變化對溫度變化對結晶效應結晶效應結晶效應結晶效應的影響的影響的影響的影響 參數條件中的溫度可說是高分子結晶過程最敏感的因素,即使溫度只 相差 1℃,結晶速率可相差很多倍。高分子成形過程中,由熔融溫度以上降 到玻璃轉換溫度以下,這一過程稱為冷卻速度,它是決定晶核存在或生長 的條件。射出成形時,冷卻速度決定於熔融溫度和模具溫度之差,可大致 分為三部分: 等溫冷卻區:當模溫接近於最大結晶速度溫度時,這時兩者之間的溫 差小,冷卻速度慢,結晶幾乎在靜態等溫條件下進行,此時分子鏈自由能
大,晶核不易生成,結晶緩慢,冷卻週期加長,形成較大的球晶。 快速冷卻區:當模溫低於結晶溫度時,冷卻速度增快,結晶在非等溫 條件下進行,大分子鏈段來不及折疊形成晶片,這時高分子鬆弛過程滯後 於溫度變化的速度,於是分子鏈在遽冷下形成體積鬆散、來不及結晶的無 定形區。例如:當模具模穴表面溫度過低時,成形製品表層就會出現這種 情況,而在成形製品內部由於溫度梯度的關係,冷卻速度較慢,就形成了 具有微晶結構的結晶區。 中速冷卻區:如果把冷卻溫度控制在高分子最大結晶速度溫度與玻璃 轉化溫度之間,這時接近表層的區域最早生成結晶,由於模溫較高,有利 於製品內部晶核生成和球晶(Spherulites)長大,結晶也比較完整。 由於在中速冷卻區時的結晶速率快、模溫較低、製品脫膜容易,且成 形週期短,所以射出成形條件常在這一溫度區來選擇模溫對成形條件最有 利。 2.6 高次構造高次構造之觀察實驗高次構造高次構造之觀察實驗之觀察實驗之觀察實驗 在高分子的高次構造觀察方面,擬以偏光顯微鏡(Polarized Optical Microscope,POM)觀察其結構組織的高次結構型態,如:結晶、球晶構造、 粒度分佈與偏光程度等性質,在不同的成形參數條件下有何變化。 偏光顯微鏡的檢視原理乃是運用結晶高分子所具有的折射率性質與結 晶光軸(Optical Axis)特性,藉以分辨高分子結晶區域與非結晶區域,並
可區分出正常光(Ordinary light)與異常光(Extraordinary light),依據此特
性,將可判斷結晶為等向性(Isotropic)結晶或是非等向性(Anisotropic)結 晶。
此外,由於高分子結晶狀態大部分皆會進一步形成球晶,可由高分子 鏈折疊排列而成的層板成長方式,分為:(a)以成核點為中心一圈一圈往外 成長的兩種方式及 (b)往成核點向外成長。而因為分子鏈的排列方向具有高
動依折射率的變化繪成橄欖球形狀表示,稱為指示圖,其中長軸方向代表 分子鏈的排列方向。當分子鏈與入射光源垂直時,橄欖球形狀指示圖成平 躺狀態;反之即呈垂直狀態,如圖 2.7 所示。透過高分子球晶的折射性質, 將可應用於分析高次結構上的組成。 偏光顯微鏡的運作原理是設置兩個偏光鏡,一在載物台的下面稱為起 偏板(Polarizer),另一在載物台上面的鏡筒之內,稱為分析板(Analyzer)。 當入射光通過偏光板時,會使光受到偏極化的影響,而只允許光從一個特 定方向經過。如兩偏光板偏光方向相互平行,從顯微鏡底部上來的光線便 可直接上來,使鏡筒明亮;如兩者偏光方向相互正交也就是交叉偏光 (Crossed polars)的情況下,底部上來的光線便無法透上來,於是鏡筒黑 暗,稱此現象為消光(Extinction)。 配合上述的原理與儀器設計,將等向性結晶置於偏光顯微鏡的載物 台,令起偏鏡與分析鏡的偏光方向為正交,則光線從起偏鏡上來通過結晶 時,光線偏振方向不變,與原來通過起偏鏡的方向相同,再通過分析鏡時, 光線便完全被阻截,鏡筒呈現黑暗即消光,因此可用來作為鑑別等向性結 晶的方法;若將非等向性的單軸結晶置於載物台時,可分兩種情形: (1) 若由起偏鏡上來的光線速度方向和結晶光軸平行時,其效果與通過等 向性結晶一樣,會產生消光的現象。 (2) 若由起偏鏡上來的光線速度方向不與結晶光軸平行時,光線會被分解成 正常光與異常光,因此將結晶旋轉一周 360°,會有四次機會與上、下 偏光板的透光方向平行,而出現四個消光位置,即每轉 90°就會消光一 次。 偏光顯微鏡在分析鏡下方有一缺口,與起偏鏡或分析鏡呈 45 度角,是 用來插入銳敏色版。銳敏色版具有延遲 565nm 波程差的功能,是用來消除 某些特定波長,只留下其互補色出現在視野中,可用來分辨球晶型態為正
光性球晶(Positive spherulite)或負光性球晶(Negative spherulite)。當偏光
顯微鏡插入銳敏色版後,負光性球晶的第一、三象限會因為與敏銳色版的 互補作用使雙折射率(Birefringence)變小,而在第二、四象限則正好相反,
使雙折射率變大,對照偏光顯微鏡的干涉色圖(Interference color chart),雙 折射略大於 565nm 時呈藍、綠色,略小則呈黃、橙色。所以正光性球晶會 在第一、三象限的顏色為藍、綠色調;第二、四象限呈黃、橙色調;反之, 則為負光性球晶。 因此,偏光顯微鏡利用起偏鏡過濾不同方向的光源,只留下單一方向 的光線透過,再去照射欲檢視的高分子結晶試片,藉由不同結晶型態所具 有的折射性質,即會出現獨特的光學顏色與型態,以分辨高分子構造的型 態。 圖 2.7 正、負光型球晶結構圖與指示圖:(a)正光型球晶與其指示圖關係 (b) 負光型球晶與其指示圖關係。[28]
表 2.1 積極開發的綠色塑膠[21] 分類 高分子名稱 簡稱 特質 備註 聚羥基酪酸 PHB H 硬 微生物 產生系 聚(羥基酪酸/羥基己酸鹽) PHBH H~S 硬~軟 酯化澱粉 H~S 硬~軟 醋酸纖維素 CA H 硬 聚胺基葡糖/纖維素/澱粉 H 硬 天然物 系 澱粉/化學合成系綠色塑膠 H~S 硬~軟 聚己內酯 PCL 聚(己內酯/丁烯琥珀酸) PCLBS 聚琥珀酸丁酯 PBS 聚(丁烯琥珀酸/幾二酸酯) PBSA 聚(丁烯琥珀酸/碳酸鹽) PEC S 像聚乙烯 那樣柔軟 聚(對苯二甲酸乙二醇酯/琥珀酸) PETS H 聚(丁烯己/二酸酯/對苯二甲酸) PBAT 聚(丁二胺乙二酸酯/對苯二甲 酸) PTMAT 讓 PET 與 PBT 變性 成為具有 生分解性 聚琥珀酸乙酯 PES S 軟 聚乙烯醇 PVA H 硬 聚乙二酸醇 PGA S 軟 聚乳酸 PLA H 硬 化學合 成系 (聚乳酸/聚羥基丁烷醇酯)成塊共 聚物 PLA-co-PHB H~S 硬~軟 樹脂的本特性:H 硬質樹脂(Tg>室溫)、S 軟質樹脂(Tg<室溫)
第三章 第三章 第三章 第三章 實驗設計與規劃實驗設計與規劃實驗設計與規劃實驗設計與規劃 3.1 實驗目的與規劃實驗目的與規劃 實驗目的與規劃實驗目的與規劃 高分子材料根據成形條件的不同,可對材料性質作出頗具彈性的調 整,藉由成形條件的控制,可以得到用途廣泛的功能性高分子。而本實驗 一方面藉由保壓過程之溫度控制,另一方面以添加天然強化材的方式以期 望能得到聚乳酸(PLA)強度方面的改善。 在材料規劃方面為 PLA、PLA 與洋麻纖維所形成之複合物及 PLA 與有 機蒙脫土所形成之複合物三大研究主軸。 首先先將材料混練成所需之複合物後,放入射出成形機進行射出成 形,而在保壓的階段採用維持原模溫 1 分鐘後冷卻與持續原模溫 5 分鐘後 再做冷卻兩種方式,其後將樣品做拉伸與硬度測試,用以觀測溫度控制與 添加強化材的影響,之後透過場發射掃描式電子顯微鏡(SEM)與偏光顯微鏡 (POM)之觀測,將前面所得之結果作一探討與分析。 3.2 實驗材料與實驗裝置實驗材料與實驗裝置 實驗材料與實驗裝置實驗材料與實驗裝置 3.2.1 實驗材料實驗材料實驗材料實驗材料 採用偉盟工業股份有限公司所販售之聚乳酸,編號為 NCP0005 之聚減 水乳酸交酯(Polylactide)製成的原料粒,主要應用於射出成形。此原料主要 佔 95%且於加工前先進行 10 小時 60°C 之乾燥處理,其物性與化性如表 3.1 所示。 強化材方面佔 5%,採用財團法人塑膠發展中心所提供之洋麻纖維,洋 麻纖維在混練前先將其長度剪切至約 3mm,而後將其烘乾,再向工研院中 興院區材化所借用單螺桿混練機(如圖 3.4)做混練造粒。以及敦厚貿易公司 代理 Nanocor Nanoclay 之有機蒙脫土,採用的有機蒙脫土為編號 I.44P 之產 品,其經過四氨化物的改質後具有易加工且熱穩定性更高,最主要的在於
可以使用在疏水性的材料上,且 MMT 屬於天然的材料並不會對環境造成負 擔,此正好符合實驗的需求。而在目前已開發的五種高分子與黏土奈米複 合材料之合成方法中採用其中的高分子熔融插層法,此法是將高分子和改 質黏土磨成粉狀,兩者取定量混合好後,放入擠出機料斗中。物料上面再 放入純高分子,以方便混合料在擠出過程中,能有足夠的壓差能產生推擠 的力量,並藉由螺桿旋轉所產生之強大剪切力,將高分子鏈插入黏土層中, 或甚至黏土層狀結構遭到破壞,均勻分散於高分子基材中,達到充分混合 之效果。這部份是委託工研院光復院區材化所做混練與加工。 表 3.1 聚乳酸之原料與製成品的物性與化性 原料與製成品之物性與化性 原料特性 原料特性 原料特性 原料特性 測試值 ASTM 檢測標準 比重 1.21 D792 流動特性 10-30 D1238 透明性 良好 機械的特性 機械的特性 機械的特性 機械的特性 降伏強度(MPa) 48 D638 延伸率(%) 2.5 D638 Notched Izod 衝擊強度(J/m) 0.16 D256 彎曲強度(MPa) 83 D790 彎曲彈性率(MPa) 3828 D790 3.2.2 實驗設備實驗設備實驗設備實驗設備 (1) 射出成形機:本實驗室使用之射出成形機為德國 ARBURG 公司所生 產的,型號為 ALLROUNDER 270S,外觀如圖 3.1 所示,此射出成形 機具有油壓封閉迴路之控制系統,操作者藉由電腦視窗可直接編輯成 形時所設定之參數與程序,包括射出壓力、射出速率、保壓壓力、保 壓時間、塑料溫度及冷卻時間等,其機器規格如表 3.2 所示。
(2) 模溫機:暐吉實業有限公司所生產之冷水式溫度控制機,其具有兩組 降溫水路提供模具進行冷卻,如圖 3.2 所示。 (3) 數據擷取盒:由美國 GW INSTRUMENT 公司所生產的#iNet100B 資料擷取盒,其可以直接量測熱電偶、應變規、熱敏電阻、電流、電 壓及電阻訊號,並具有通道(Channel)類比訊號輸出及 8 條數為訊號 I/O 線。隨機所附之應用軟體,可提供長條圖及示波圖之顯示,且每 一頻道具有獨立之類比濾波、積分時間、取樣率及數位訊號濾波等功 能設定。 (4) 料桶乾燥機:晏邦電機工業製,型號 THD-25,如圖 3.3。 (5) 混練裝置:株式会社明星金属工業所製作,型號 FRP-V32,如圖 3.4, 其規格如表 3.3。
(6) 鑽石刀切割機:South Bay Technology(U.S.A.)製造,型號 TL-MS1,如 圖 3.5,其規格如表 3.4。 表 3.2 射出成形機之機器規格 項目 單位 數值 螺桿直徑 mm 22 理論射出容量 cm3 30 最大射出壓力 MPa 232 最大射出速率 cm3/s 78 最大射出力量 kN 30 射 出 單 元 射出馬力 kW 13.7 鎖模力 ton 50 最大鎖模行程 mm 350 最大容許模高 mm 525 鎖 模 單 元 最大容許模板尺寸 mm 270x270
表 3.3 混練裝置規格 FRP-V32 長 1000mm 寬 450mm 外 型 高 980mm 螺桿裝置 ψ32mm L/D = 20 擠出量 5~10Kg/H 馬達裝置 AC200V/1.5KW 馬達控制方式 V.V.V.F 加熱器裝置 AC200V/3.23KW 溫度控制方式 P.I.D 控制 溫度控制點 4 點控制(H-1/H-2/H-3/H-4) 冷啟動預防 ±15℃/30 分 啟動信號 蜂鳴器 5 回 可 塑 化 部 噴嘴直徑 ψ2.5(標準) 型式 單個 刀具 ψ60×4 枚刃 or 6 枚刃 刀具上部 40×90×25t 平刃 馬達裝置 AC200V/60W 馬達控製方式 相位 滾輪馬達裝置 AC200V/60W 顆粒長度 1.5~5.0mm 空 冷 造 粒 部 耗氣量 120L/min (6.0kg/cm2)
表 3.4 鑽石刀切割機規格 輸入電源 3-12 VDC/2A 最大電源消耗 25W 外型 250mm×150mm×80mm 鑽石刀尺寸 直徑:2 英吋;厚度:0.006 英吋 鑽石粒子大小 50-70 μm 切割速度 150 rpm 最大切割樣品直徑 6mm 樣品最薄切割厚度 100μm 移動行程 X=25mm Y=25mm Z=20mm 圖 3.1 ARBURG ALLROUNDER 270S 射出成形機示意圖
圖 3.2 暐吉企業製水循環式模溫控制機
圖 3.4 混練裝置
圖 3.5 鑽石刀切割機
3.3 材料機械性能與高次構造分析材料機械性能與高次構造分析之設備與方法材料機械性能與高次構造分析材料機械性能與高次構造分析之設備與方法之設備與方法之設備與方法 3.3.1 抗拉強度抗拉強度抗拉強度抗拉強度測試測試測試測試 本實驗所使用機台是系上複合材料結構實驗室的電腦伺服控制材料試 驗機,此機台由弘達儀器股份有限公司所生產,型式為 HT-9102A,如圖 3.7 所示,規格如表 3.4。原理是將試片至於試驗機內,然後施加壓力,則試片 隨拉力之荷重增加而逐漸伸長,將每一荷重及其所對應之伸長量逐一記錄 下來,由此加以分析材料之諸性質。且採用 ASTM D638 所要求之規範做拉 伸測試。 圖 3.7 電腦伺服控制材料試驗機
表 3.4 電腦伺服控制材料試驗機規格 KGF 2000 容量選擇 KN 20 力量 N, kN, g, kg, ton, lb 單位切換 位移 mm, cm, inch 荷重分解度 1/20,000 荷重精度 ±1% 力量放大倍率 x 1, x 2, x 5, x 10 自動分段 測試寬度(mm) 560 標準型 聯板行程(mm) 980 標準型 測試行程 聯板行程扣除上下夾具及夾持長度 測試速度選擇(mm/min) 0.5~500 or 0.2~200 全速時最大荷重 (kgf) 1000 全荷重時最大速度(mm/min) 100 速度精度 ±0.5% 伺服控制 位移分解度 (mm) 0.001 傳動馬達 AC 伺服式馬達 規格 3Ø, 220VAC, 50/60Hz 容量 2000Kgf 20kN 電源 耗電量 2KVA 主機 (cm) 130 x 60 x 213 體積 控制箱 (cm) 電腦型 120 x 60 x 74 重量(kg) 主機 800, 控制箱 100
3.3.2 硬度硬度硬度硬度測試測試測試測試 由於 PLA 屬於硬質塑膠,故使用台灣中澤股份有限公司所代理之 TECLOCK 硬度機,型號 GS-702G,如圖 3.8 所示,此型號適用於硬化塑膠 或塑膠硬度大於 A TYPE 90 之硬質塑膠。其測試方式是根據 ASTM D 2240,將硬度計以垂直的方式壓在所要測試的樣品上,當壓力面接觸試片 後一秒鐘內讀取最大值,且此硬度計所得之硬度為蕭氏硬度。 圖 3.8 TECLOCK 硬度測試機
3.3.3 偏光顯微鏡偏光顯微鏡偏光顯微鏡偏光顯微鏡(POM) Axioskop40,Zeiss 製,目鏡倍率為 10X,物鏡則有 5X、10X、20X、 50X、100X,配備偏光鏡、延遲板及 CCD 影像擷取系統,也可當作一般光 學顯微鏡使用,如下圖 3.9 所示。 採用的觀測方法,將分為兩部分: (1) 利用消光原理來判斷高次結構的等向性與非等向性結晶。 (2) 利用球晶的光學性質及銳敏色板的特性,分辨球晶型態為正光性球晶 或負光性球晶。 圖 3.9 偏光顯微鏡
3.3.4 場發射掃描式電子顯微鏡場發射掃描式電子顯微鏡場發射掃描式電子顯微鏡場發射掃描式電子顯微鏡(SEM) 此儀器是向國家奈米元件實驗室(NDL)所借用,機型為 HITACHI S-4000,解析度可達 1.5nm,放大倍率為 30 倍至 300000 倍,如圖 3.10 所 示。其觀測方式為:首先將試片破斷面鍍膜用以增加導電性,再利用電子 槍之電子束打在試片上,檢測器再根據反射之二次電子來顯示出試片表面 的形貌。 圖 3.10 場發射掃描式電子顯微鏡
第四章 第四章 第四章 第四章 射出成形結構之成形履歷與探討射出成形結構之成形履歷與探討射出成形結構之成形履歷與探討射出成形結構之成形履歷與探討 4.1 成形參數條件設定成形參數條件設定 成形參數條件設定成形參數條件設定 在射出成形中,所需控制的成形參數極多,本實驗參數規劃將以保壓時 間和保壓時的溫度控制作為主要的控制變因。對於固定參數與控制變因的 範圍決定如下: (1) 塑料溫度:由原料供應商所給的料筒四段溫度為進料區段 165℃、壓縮 區段 195℃、計量區段 205℃、噴嘴 205℃,但若以此條件做射出成形 時,在進料部分會有尖銳的摩擦聲出現,經請教財團法人塑膠發展中心 與 ARBURG 公司後得知,PLA 在做射出成形時都會有此類的問題發 生,若提高進料區段溫度且降低螺桿轉速則可有效減輕塑料與料筒間的 摩擦,進而使尖銳的摩擦聲變小聲。於是最後的進料區段溫度設定為 180℃。 (2) 保壓時間與保壓時的模溫:保壓時間採用 1 分鐘和 5 分鐘,用顯著的時 間差距來對照長時間保壓與短時間保壓的不同處,藉以清楚得知長時間 所產生的影響。在保壓的模溫方面,先設定一組室溫 30℃,而後參考 Pengiu Pan[29]以 DSC 所做的 PLA 結晶化溫度 97.7℃,另外設定三組溫 度 80℃、90℃、100℃。保壓過後,開始降溫到 50℃才做頂出將試片取 出。 (3) 其餘參數:由於本實驗不對成形品之收縮翹曲等其餘問題進行探討,因 此其於如保壓力、鎖模力等參數皆以容易順利成形為目標設定一固定 值,最後,其餘參數之實驗參數如表 4.1 所示。 表 4.1 成形參數規劃 保壓力(bar) 鎖模力(kN) 射壓(bar) 射速(cm3 /s) 500 200 600 25
4.2 硬度之量測結果硬度之量測結果 硬度之量測結果硬度之量測結果 在試片的流動剪切前、中、後各取一區域,如圖 4.1,每一區域分別做 三次硬度量測後平均,同一組參數再取 5 個試片做硬度量測平均。最後的 數據如表 4.2-4.4。 圖 4.1 硬度量測區域示意圖 表 4.2 PLA 試片之硬度量測數據 模溫-保壓時間 剪切前 剪切中 剪切後 30℃-1min 83.7 83.5 83.4 30℃-5 min 83.2 84.2 84.6 80℃-1 min 84.1 84.8 84.7 80℃-5 min 84 83.9 84.4 90℃-1 min 83.2 83.2 82.5 90℃-5 min 82.9 83.7 82.8 100℃-1 min 83.8 84.4 82.7 100℃-5 min 84.6 83.9 84.3
表 4.3 PLA/KF 試片之硬度量測數據 模溫-保壓時間 剪切前 剪切中 剪切後 30℃-1min 81.1 83.3 82.2 30℃-5 min 82.5 83.8 82.8 80℃-1 min 83.8 85.1 84 80℃-5 min 84.3 83.6 83.6 90℃-1 min 84.3 83.4 83.4 90℃-5 min 83.8 83.9 84.4 100℃-1 min 83.3 84.6 83.9 100℃-5 min 84.9 84.6 83.9 表 4.4 PLA/MMT 試片之硬度量測數據 模溫-保壓時間 剪切前 剪切中 剪切後 30℃-1min 80.8 81.8 79.5 30℃-5 min 80.6 83.1 82.5 80℃-1 min 83.1 81.9 82.2 80℃-5 min 81.8 81.7 81.9 90℃-1 min 82.9 82.3 81.8 90℃-5 min 81.9 81.9 81.2 100℃-1 min 82.4 81.6 82.2 100℃-5 min 82.9 83.4 82.7 本實驗所添加的洋麻纖維與蒙脫土僅有 5%,且硬度計的量測頭半徑為 0.1mm,所以量測到的部位有可能皆為不含強化材的基質 PLA,所以硬度 方面並不會因強化材的添加而有明顯的變化;而實驗所控制的變因對於硬 度方面的影響,由上述表格比較可知亦無顯著的改變。
4.3 拉伸強度之量測拉伸強度之量測結果拉伸強度之量測拉伸強度之量測結果結果結果 下列圖 4.2-4.4 為保壓模溫與拉伸強度的長條圖,其中每組數據為取 5 組試片做拉伸測試平均後的數值。 圖 4.2 PLA 試片之拉伸強度 圖 4.3 PLA/KF 試片之拉伸強度 圖 4.4 PLA/MMT 試片之拉伸強度 PLA 54.01 47.5 32.19 37.08 45.33 36.23 23.8 22.81 0 10 20 30 40 50 60 30 80 90 100 T (℃) σ (M Pa ) 保壓1分鐘 保壓5分鐘 PLA/KF 25.63 28.29 24.2 11.89 27.85 13.83 15.1 20.17 0 5 10 15 20 25 30 30 80 90 100 T (℃) σ (M Pa ) 保壓1分鐘 保壓5分鐘 PLA/MMT 11.12 18.72 16.41 23.44 28.25 29.26 22.25 23.26 0 5 10 15 20 25 30 35 30 80 90 100 T (℃) σ (M Pa ) 保壓1分鐘 保壓5分鐘
在上述的表中可以觀察出幾項明顯的趨勢 (1) PLA 試片的拉伸強度普遍比添加強化材的試片好,這和混練後強化材與 PLA 間的附著效果有顯著的關係,可能強化材破壞了 PLA 的均勻性, 導致拉伸性能的下降。亦有可能是混練時,因為長時間處於高溫下且混 練機的強烈剪切作用使得 PLA 與強化材混練過後,造成 PLA 的劣化使 得分子量下降[30],從而影響到其拉伸強度。 (2) 在 PLA 的試片測試中,保壓 5 分鐘的拉伸強度皆小於保壓 1 分鐘的拉伸 強度;且當保壓模溫升高時,拉伸強度有下降的趨勢,當長時間保壓時, 90℃與 100℃的強度並無多大的區別。 (3) 在 PLA/KF 試片測試中看不出無明顯的趨勢,主要是因為 KF 在長徑比 和表面形貌上有很大的差異,而且彼此間會有聚集的現象產生,其分布 也並不均勻,這種現象很有可能是發生在 KF 的製造與加工的過程,還 有和 PLA 混練時不均勻所造成,所以在拉伸測試時會有很大的落差,故 這方面的數據無法提供作為參考。 (4) 在 PLA/MMT 試片測試中保壓 5 分鐘的拉伸強度會大於保壓 1 分鐘的拉 伸強度,此方面的趨勢與 PLA 試片正好相反,在此極有可能是因為長時 間的保壓使得原先因混練分子量下降的 PLA 密實度變大,且和 MMT 間 能夠有更緊密的附著,所以在拉伸測試中有較佳的性能。 (5) 在 PLA/MMT 試片測試中,短時間保壓的部份,強度在高模溫部份會比 低模溫部份來的高,而在長時間保壓方面,則有相反的趨勢,但在 100 ℃時保壓時間似乎對於拉伸強度方面沒有影響。
4.4 拉伸斷面之觀察拉伸斷面之觀察 拉伸斷面之觀察拉伸斷面之觀察 4.4.1 PLA試片拉伸斷面試片拉伸斷面 試片拉伸斷面試片拉伸斷面 由於 PLA 分子結構中之羥基與鄰近碳原子的共平面結構,造成其分子 主鏈不易旋轉,因而呈現剛硬質脆之物性,且因分子主鏈不易旋轉,也使 其在射出成形於模具中之熔融冷卻結晶速率變慢。 以 SEM 觀察 PLA 試片之拉伸斷面(圖 4.5)可以看出在表面並不平整且不 規則,但在表面上並沒有發現纖維狀的細絲,由此可知 PLA 屬於具有脆性 性質的材料。在後面加入強化材的圖中也可以看出 PLA 的脆性。 (a) (b) 圖 4.5 PLA 試片拉伸斷面(a)全斷面 (b)部分放大。
4.4.2 PLA/KF試片拉伸斷面試片拉伸斷面 試片拉伸斷面試片拉伸斷面 由 SEM 的觀察可看出 KF 在長徑比,直徑和表面形貌上有很大的差異。 可發現纖維的直徑範圍由 10 到 60 μm 不等,而且纖維常會附著在一起。 這樣的差異很有可能是在纖維製造與加工的過程中所產生,且和 PLA 混練 時不均勻所造成。 下面一系列的圖為 PLA/KF 在不同參數下的 SEM 拉伸斷面。複合材料 的機械性能對於強化材的分散均勻與否和介面作用力的大小有相當的關 係,由 SEM 圖可以提供部分有關於纖維和高分子間的介面作用力與纖維分 布的資訊。 從圖 4.6(b)可看到有些 KF 與 PLA 間的連結情況不錯,且在拉伸測試過 程中纖維從中斷裂,由此可以知道纖維在拉伸過程中有一定的抵抗作用存 在。這有可能是因為在 KF 與 PLA 在連結時,KF 的表面有一層 PLA 薄膜 覆蓋其上,此由圖 4.8(b)可清楚看出,使得 PLA 與洋麻纖維之間的應力傳 遞較佳。 但大部分的 KF 會在拉伸測試過程中與 PLA 分離,如圖 4.7(b)和圖 4.9(b),且在圖 4.10(b)中,可看見有些 KF 的配向與拉伸斷面平行,使得拉 伸應力主要由 PLA 所承受,沒有達到以纖維強化高分子的效果,這也顯示 出在高分子與纖維間的介面作用力需要再進一步的加強。 在纖維的分散性方面,由下列各個(a)圖即可以看出,纖維的分布並不均 勻,因此在這方面也需要加強與改善。
(a) (b) 圖 4.6 PLA/KF 試片於模溫 30℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部份放 大。 (a) (b) 圖 4.7 PLA/KF 試片於模溫 30℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部份放 大。
(a) (b) 圖 4.8 PLA/KF 試片於模溫 80℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部份放 大。 (a) (b) 圖 4.9 PLA/KF 試片於模溫 80℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部份放 大。
(a) (b) 圖 4.10 PLA/KF 試片於模溫 90℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部份 放大。 (a) (b) 圖 4.11 PLA/KF 試片於模溫 90℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部份 放大。
(a) (b) 圖 4.12 PLA/KF 試片於模溫 100℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部份 放大。 (a) (b) 圖 4.13 PLA/KF 試片於模溫 100℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部份 放大。
4.4.3 PLA/MMT試片拉伸斷面試片拉伸斷面 試片拉伸斷面試片拉伸斷面
MMT 本質是一種層狀結構矽質黏土(Layered Silicate Clay),而根據尼龍 6 使用玻璃粉或滑石粉(Talc)等粉體需要 30%用量才有補強效果,而尼龍 6/MMT 複合材料在 MMT 達到奈米級分散時,則只需要含 5%MMT 或更低 量即可達到相同效果,達到機械物性大幅提升外。 本實驗之關鍵在於使原來微米級的 MMT 撥離其積層片狀物而成為奈 米級分散於 PLA 基材中。而預計分散於高分子基材作為補強關鍵之黏土粒 子,預估是由厚度約 1 奈米之片狀物構成,然後要能均勻分散在 PLA 基材 中,因此具有非常高的界面作用面積。此外黏土填充材料之層狀結構具有 很高的長徑比 (Aspect ratio),可以阻礙氣體分子滲透故可以降低氣體擴散 速度,所以黏土填充高分子材料可以提升阻氣性效果,因此可以使用在包 裝材料上。依此論點,阻氣性將有助於阻燃性,因為可以使火焰不容易前 進。 但在 SEM 的局部放大圖中,可以看出 MMT 並沒有達到所預期的奈米 級分散,這主要是因為 PLA 並沒有撥離 MMT 積層片狀,且因為 MMT 的 聚集效應所以僅僅達到微米級分散。而微米級分散的效果就如同傳統複合 材料,所以並無法有明顯的性能改善,且因為粒子過大,在 PLA 試片中 MMT 比較類似雜質般的存在,僅達到破壞的作用而無法增強 PLA 試片的 機械性質。 原本所購買改質後的 MMT 並沒有與 PLA 間建立良好的鍵結,所以與 PLA 間的附著效果並不好,故在拉伸斷面上 MMT 造成 PLA 的含量降低且 MMT 所處的位置使得週遭的 PLA 結構遭到破壞。
(a) (b) 圖 4.14 PLA/MMT 試片於模溫 30℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部 份放大。 (a) (b) 圖 4.15 PLA/MMT 試片於模溫 30℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部 份放大。
(a) (b) 圖 4.16 PLA/MMT 試片於模溫 80℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部 份放大。 (a) (b) 圖 4.17 PLA/MMT 試片於模溫 80℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部 份放大。
(a) (b) 圖 4.18 PLA/MMT 試片於模溫 90℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b)部 份放大。 (a) (b) 圖 4.19 PLA/MMT 試片於模溫 90℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b)部 份放大。
(a) (b) 圖 4.20 PLA/MMT 試片於模溫 100℃保壓 1 分鐘之拉伸斷面(a)全斷面 (b) 部份放大。 (a) (b) 圖 4.21 PLA/MMT 試片於模溫 100℃保壓 5 分鐘之拉伸斷面(a)全斷面 (b) 部份放大。
![圖 1.1 挑戰製造性能優越之生質複合材料[5] 本研究除了常用的添加強化材外,在加工處理方面,主要是以保壓過 程之溫度控制來觀察對於 PLA 射出成形品之高次構造形成的影響。 生質複合材料 加工處理 強化材表面 有效的改質 增效作用 高分子基質 改質 高性能之生質複合公式](https://thumb-ap.123doks.com/thumbv2/9libinfo/8155175.167332/15.918.200.808.111.425/本研究溫度來觀察對射出成形品之高次構造形成高分子基質改質公式.webp)
![表 1.3 生物可降解高分子之物性優劣比較[3] PHB PCL PBS PLA 熔點 ○ X △ ○ Tg △ X X ○ 拉伸強度 X △ △ ○ 彈性率 ○ X X ○ 伸長率 X ○ ○ X O 2 透過係數 X ○ △ △ 水蒸氣透過係數 X ○ ○ △ 價格競爭力 △ X △ ○ 表 1.4 各種生分解材料與價格(2006/12)[3] 材料 製造商 HDT(°C) 單價(NT/KG) PLA](https://thumb-ap.123doks.com/thumbv2/9libinfo/8155175.167332/17.918.179.777.143.891/○△○△△水蒸氣透△表各種生製造商PLA.webp)
![圖 2.2 PLA 瓶子在堆肥環境下 30 天的變化[23] (2) 植物來源性: PLA 是以生物資源為原料的高分子。Natureworks 公司是以玉米澱粉為 原料生產 PLA 的,最近也開始研究使用糧食以外的原料(如有機垃圾、 農業收割後的廢棄物、伐木廢屑等)來生產 PLA。無論是上述哪一種方 式,對於使用後的 PLA 製品不需要做專門回收,它會隨著時間而逐漸 分解;若是回收後以焚燒處理也不需要擔心會排放有害氣體。經過處理 後的 PLA 製品只是將二氧化碳回歸到自然界中,並不會額外增加其他 有害](https://thumb-ap.123doks.com/thumbv2/9libinfo/8155175.167332/25.918.314.656.108.392/高分子食以外一種方回收它會隨著時間而逐分解若是回收後以有害.webp)
![圖 2.4 蒙脫土結構示意圖[24] 2.3 射出成形原理 射出成形原理 射出成形原理射出成形原理 射出成形的原理是將塑膠粒以固定量且間歇的方式,由進料漏斗加 入,送至加熱管中加熱使其融化後,透過活塞柱向前推進,經過噴嘴射入 模具的模穴中。當模穴充滿後,經保壓一段時間後,由模具的冷卻系統將 塑膠料冷卻成固體,待降低到所要求的溫度後,即可開模頂出成品,然後 繼續下一個射出循環。 射出成形的主要流程,可用下圖表示:](https://thumb-ap.123doks.com/thumbv2/9libinfo/8155175.167332/27.918.245.703.127.704/模穴充滿後經保壓一段時間後由模具冷卻系統將料冷下一個射出表示.webp)

![圖 2.6 射出成形完整流程示意圖[25] 2.4 製品成形機制 製品成形機制 製品成形機制製品成形機制 熔融塑料透過射出螺桿的擠壓、加熱及高速射出至較冷的模穴,接著歷 經保壓、冷卻固化到脫膜前的成形過程,高分子熔融塑料經歷了複雜的溫 度、壓力與剪切應力等相變化過程履歷,其本身的機械性質、熱性質與光 學性質也隨之產生複雜的變化,例如:模具溫度的提高使高分子熔料體積 膨脹,造成密度變小;壓力提高卻造成壓縮效應使密度變大等。此外,高](https://thumb-ap.123doks.com/thumbv2/9libinfo/8155175.167332/29.918.224.719.137.758/高分子等相變化過程履歷其本身的機械性質熱性質與學性質也產生.webp)
![表 2.1 積極開發的綠色塑膠[21] 分類 高分子名稱 簡稱 特質 備註 聚羥基酪酸 PHB H 硬 微生物 產生系 聚(羥基酪酸/羥基己酸鹽) PHBH H~S 硬~軟 酯化澱粉 H~S 硬~軟 醋酸纖維素 CA H 硬 聚胺基葡糖/纖維素/澱粉 H 硬 天然物系 澱粉/化學合成系綠色塑膠 H~S 硬~軟 聚己內酯 PCL 聚(己內酯/丁烯琥珀酸) PCLBS 聚琥珀酸丁酯 PBS 聚(丁烯琥珀酸/幾二酸酯) PBSA 聚(丁烯琥珀](https://thumb-ap.123doks.com/thumbv2/9libinfo/8155175.167332/37.918.142.818.146.929/高分子微生物~軟醋酸纖維CAH聚胺基葡糖纖澱粉PCLBS聚琥珀酸丁酯PBS.webp)