行政院國家科學委員會專題研究計畫 成果報告
啟發式派工法則最佳化 TDD 與 IDD 績效
計畫類別: 個別型計畫 計畫編號: NSC93-2213-E-009-108- 執行期間: 93 年 08 月 01 日至 94 年 07 月 31 日 執行單位: 國立交通大學工業工程與管理學系(所) 計畫主持人: 李榮貴 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 94 年 8 月 12 日
行政院國家科學委員會專題研究計畫成果報告 啟發式派工法則最佳化TDD 與 IDD 績效
Heuristic dispatching rule to optimize TDD and IDD performance 計劃編號:NSC 93-2213-E-009-108 執行期限:93 年 8 月 1 日至 94 年 7 月 31 日 主持人:李榮貴 國立交通大學工業工程與管理學系 一、中文摘要 在生產排程的決策過程中「交期」和「週期」是兩項重要的評量準則,透過 派工法則可以有效的管控訂單週期長短和交期的達成。文獻上有很多派工法則發 展出如何有效達成交期和週期的績效,如最短處理時間(SPT)和最早交期到達 (EDD)派工法則,可以分別達成訂單平均流程時間及最大延遲交貨時間最小化的 效益。但是根據限制理論(TOC)認為,平均流程時間和最大延遲交貨時間,此兩 種指標對工廠整體性而言不夠好,因為當工廠產能有限而導致延遲交貨發生訂單 價值應該區分出他的重要性。另方面不同價值的物料其加工時間長短也應該加以 重視。所以 TOC 提出了兩種新的評量指標即「有效產出天元(TDD)」與「存貨 持有天元(IDD)」。所以對於此兩項指標是否存在好的派工法則能產生較佳的 TDD/IDD 績效?是否能發展出一套以 TDD/IDD 績效最適化之啟發式派工法則? 經由本文驗證工廠在限制理論準則的運作下,其績效評估及派工法則都能得到更 令人滿意表現。 關鍵字:限制理論、有效產出天元、存貨持有天元。 Abstract
Due date and cycle time are two major criterion in the aspect of production scheduling for factories. By the dispatching rules, the two criterion can be effectively controlled and performed well. For example, The SPT and EDD dispatching rules can perform well in terms of mean flow time and maximizing tardiness individually. However, the TOC (theory of constraint) thinks that they are not good indicators for factory as a whole. Such as, the impact of delaying to delivery depends on the value of order. Moreover, for preventing the order from being tardiness, the policy of early releasing raw material in advance will cause higher WIP level and increase flow time of throughput. Therefore, TOC addresses the concepts of TDD (Throughput dollar-day) and IDD (Inventory dollar-day). However no one has studied dispatching rules based on TDD and IDD performance indicators. Therefore the paper develops the heuristic algorithm (TDD/IDD dispatching rule) to maximize TDD and IDD performance. The results demonstrate that the TDD/IDD dispatching rule is feasible and outperforms than other dispatching rules.
二、緣由與目的 交期和週期時間對於生產規劃與控制的是兩個重要的評量基準,而「最大延 遲交貨時間」和「平均流程時間」是最常用來做為訂單交期和週期的績效評量指 標 [1][2][3]。但是對工廠整體性而言,它們真的是最好的績效評量指標嗎? 就交 期績效來看,不同價值訂單其延遲交貨影響程度應該是不同的,譬如$100,000 元的訂單延遲交貨一天和$100 的訂單延遲交貨一天對客戶而言影響程度是不同 的,另外相同價值的訂單延遲交貨一天和延遲交貨一個月的影響程度也是不同 的。因此使用「最大延遲交貨時間」績效指標來評量工廠交期表現,會忽略了訂 單價值及延遲時間長短的重要性。因此限制理論[4]認為當有訂單延遲,訂單價 值及其延遲時間的長短應該同時被評量,所以限制理論提出了新的評量指標「有 效產出天元」TDD (Throughput dollar day)來作為交期績效衡量指標。TDD 代表 加總所有延遲交貨訂單的銷售金額乘上相對延遲交貨期間,這項指標對工廠而言 能真實的反應整體交期績效表現。TDD 指標越大代表績效越差,期望目標是使 TDD 為零。 雖然 TDD 是一個非常好的整體交期績效指標,然而工廠會為了追求 TDD 的達成往往採取預先下料生產,而提早下料到生產系統會導致在製品數量增加, 使得訂單的生產週期時間變長。目前衡量在製品數量的方法是以平均在製品數量 或平均在製品時間作為衡量指標,不同訂單的在製品價值和停留時間長短的影響 程度是不同的,例如價值$100,000 元的在製品數量在生產線停留一天與價值$100 元的在製品數量停留一天其對工廠影響程度是不同的。此外相同價值的在製品數 量在生產線停留一天和停留一個月的影響程度更是不同,所以生產線上在製品的 價值和停留時間長短應該同時被評量。為克服此缺點 TOC 提出另一項評量指標
「在製品存貨天元」 IDD (Inventory Dollar Days)。IDD 代表加總所有在製品的 物料成本乘上相對生產週期(或在工廠停留)時間,這項指標可以有效的控制在製 品在生產系統停留的時間,也能有效的防止為了追求TDD 績效而產生提前下料 的狀況。IDD 指標越大績效越差,雖然不能完全消除 IDD 值,但是期望目標是 使IDD 越小越好[4]。 由上述得知限制理論認為「延遲交貨時間」和「平均流程時間」此兩種指標 只有考慮時間性而忽略了金錢評量因子,它們是局部化的評量基準,會扭曲整體 績效的表現甚至讓管理者做錯決策,因此這兩種評量交期及週期的績效指標應該 被TDD 及 IDD 所取代。當 TDD 和 IDD 兩項指標被大部份工廠採用當作交期和 週期的新評量準則時,並沒有一項研究是探討有關於以TDD/IDD 績效最佳化的 派工法則,因此有下列令人感興趣的議題。 (1) 基本派工法(如 SPT 和 EDD 法則可以分別產生最小化訂單「平均流程時間」 及最小化訂單「最大延遲時間」的效益)在單機的環境中能產生不錯的時間績
效[5]。但導入 TDD 和 IDD 新績效指標後,在單機情況下是否有派工法則能 分別最小化TDD 及 IDD 指標? 如果沒有,這些基本派工法則在 TDD 和 IDD 指標上的表現又如何? (2) 假設 TDD 和 IDD 兩項指標重要性相同,則兩項指標是否可以相加成為另一 個新的評量指標? 相加後的新指標在成本會計上所代表意義為何? 在單機環 境下能否發展出一套快速的派工法則,使TDD 和 IDD 兩項指標和為最小? (3) 在零工式工廠環境下,每個訂單都有既定的生產途程和交期。是否能夠在零 工式工廠中發展出一套啟發式排程演算程序,使整個工廠訂單能達到最佳化 TDD+IDD 績效,換言之使整個工廠的訂單遲交的懲罰成本和在製品持有成 本和最低。 上述三個主題為本文研究的主要動機,希望藉由上述探討來達成下列三個目的。 (1)在排程問題上推翻傳統以時間為基準的績效評量方式,說明它們在生產系統 上應用的缺點和對工廠整體而言不適用之處,並說明應該由限制理論的兩個整 體性的績效指標來取代。 (2)了解常用的基本派工法則,在新績效指標上(TDD/IDD)表現的優劣性。並且了 解 基 本 派 工 法 則 在 時 間 上 的 改 善(Flow time/Max tardiness)與對 工廠成本 (TDD/IDD)的改善是否有一致性。 (3)對於解決複雜的排程問題常需要建構嚴謹的數理模式和演算程序,使得實務 應用較難為一般人所能理解與接受。因此本文針對零工式工廠的複雜排程問題 發展出簡易型的排程演算程序,能夠快速的運用於生產系統的訂單排程,並且 能有不錯的效果,在實務上更簡單明瞭且為人所接受。 三、模擬試驗及數理分析
對於SPT、EDD、WSPT、SLACK、ATC 及 Total profit 六種常用的基本派
工法則,在單機情況下利用統計亂數模擬分別產生100 筆隨機性訂單,試驗這些
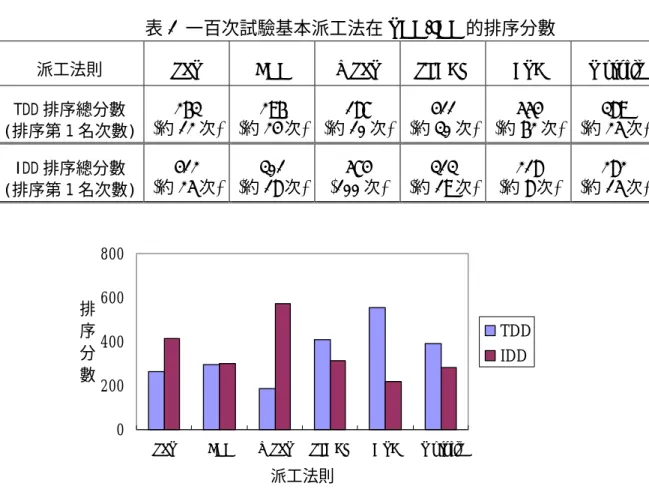
派工法則在TDD 和 IDD 績效指標上的表現。每次的模擬對於 6 種派工法則之 TDD/IDD 指標分別給予 6~1 分的排序分數(分數越高績效越好)。分析 100 次模擬
試驗分析中,累積排序分數越大者表該派工法則在該績效指標上較優。對於TDD
績效指標表現,ATC 派工法較佳,SLACK 次之其 WSPT 法最差。同理對於 IDD 績效指標表現WSPT 最佳,SPT 次之其 ATC 效果最差。如圖 1 所示。
表1 一百次試驗基本派工法在 TDD/IDD 的排序分數
派工法則 SPT EDD WSPT SLACK ATC T profit
TDD 排序總分數 (排序第 1 名次數) 263 (約 12 次) 296 (約 24 次) 187 (約 10 次) 411 (約 30 次) 554 (約 62 次) 389 (約 25 次) IDD 排序總分數 (排序第 1 名次數) 412 (約 25 次) 301 (約 18 次) 574 (100 次) 313 (約 19 次) 218 (約 8 次) 282 (約 15 次) 0 200 400 600 800
SPT EDD WSPT SLACK ATC T profit
派工法則 排 序 分 數 TDD IDD 圖1 派工法則在 TDD/IDD 指標的表現 由上述模擬試驗得知,基本派工法則對 TDD 績效指標表現的優劣分別為 ATC、 SLACK、T-profit、EDD、SPT、WSPT,而對 IDD 績效指標的優劣表現分別為 WSPT、SPT、SLACK、EDD、T-profit、ATC。下一節將以數理方式進行解析。 四、TDD/IDD 目標值數理分析
目標值ΣTDD 和ΣIDD 解析,並令 Zvalue=ΣTDD+ΣIDD 如式(1)、(2)和(3)。
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
= = = = = = = = = = = − × = − − × = − + × = − × = = k i n j i ij i k i n j n j ij i ij i n j i ij k i n j ij i k i i i i k i i i k i i SL Id S Max P d Id S Max d Id P S Max d C Max S T S TDD 1 1 1 1 1 1 1 1 1 1 1 ]} [ , 0 { )]} ( [ , 0 { ]} [ , 0 { )} , 0 ( { (1)∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
= = = = = = = = = = = + × = − + × = − + × = − × = = k i n j ij ij i k i i n j n j ij ij i k i n j n j i ij ij i k i i i i k i i i k i i Id P M A Id P M A Id P M A C M F M IDD 1 1 1 1 1 1 1 1 1 1 1 )] ( [ ] ) ( [ ) ( ) ( (2)∑
∑
∑
∑
= = = = + × + − × = k i n j ij ij i k i n j i ij i value Max S Id SL M P Id Z 1 1 1 1 )] ( [ ]} [ , 0 { (3) 由式(1)及(2)可得知參數 Si、Mi、Pij、SLi 為已知,如要最小化目標值,則唯 一可控制參數為Idij 。所以不同派工法則下對於訂單加工優先順序,會產生不同 程度的訂單等候加工時間,而形成不同的ΣTDD 與ΣIDD 目標值。另對於本文 研究的TDD 及 IDD 指標,經分析其中 TDD 指標中「延遲交貨天數」和 IDD 指 標中的「存貨持有時間」因子,兩者分別與文獻上探討的排程評估準則「加權延 遲時間」和「加權流程時間」相類似[6][7]。而從文獻探討可得知單機環境下求 解最小化加權延遲時間(最小化 ΣTDDi)實際上是一個 NP-hard 問題,對於任意給 定的權數並無有效的演算法可以使用,但是 ATC 派工法則對大部分的這類問題 能有效的降低目標值[8][9],另外在單機環境下求解最小化加權流程時間(最小化 ΣIDDi指標),以著名的 WSPT 法則最為有效[10][11]。因此綜合上述的推論,結 合限制理論原理發展出一套啟發式的演算程序,有效降低ΣTDD+ΣIDD 目標值。 五、啟發式派工法則的建立 藉由啟發式的推論分析ATC 和 WSPT 派工法則的組成,本研究列出下列兩 項影響ΣTDD+ΣIDD 目標值如下: Log (di-ΣPij) :表交期鬆緊度,當餘裕時間(SLi)越少,訂單交期越緊迫應優先 處理。此因子影響ΣTDDi值。 Mi /ΣPij :表每單位加工時間所能處理的積壓成本。當此因子越大表示所能處理 的在製品積壓成本越多應越優先處理。此因子影響ΣIDDi值。 由於前項因子Log (di-ΣPij)反向影響 ΣTDDi值,後項因子Mi /ΣPij正向影響ΣIDDi值,我們將上述兩因子複合成公式(4)命名為「初步指標」(primary index)。
對於在單機環境下,排程目標要減少ΣTDDi+ΣIDDi值,則訂單的初步指標越大 者應越優先派工。 )] ( /[ )] [( 1 1
∑
∑
= = − n j ij i n j ij i P d Log P M ... (4) 公式(4)指標大小是否能有效降低 Zvalue(即 ΣTDDi+ΣIDDi),是否還存在其它 影響因子,是否能將此指標運用到零工式工廠的多機環境中? 從降低延遲和持有 成本的觀點來看,利用反向思考方式,如果能增加瓶頸資源的利用率,促進瓶頸 資源的利潤產生率,則可以增加系統的有效產出和利潤。而使系統有效產出和利 潤增加的方法,必定相對的同時會降低系統的延遲成本(注重交期)和持有成本(縮 短流程時間)。假設此觀點是正確的,我們根據限制理論的概念來解釋上述的問題,並且將此概念運用到零工式工廠。因此導入限制理論的觀念來修正「初步指 標」使此複合式派工法則更能符合實際運用。對工廠而言最小化 Zvalue在成本會
計上的意義為最小化延遲和持有成本[12][13][14]。依據限制理論的觀點如能充份 利用系統瓶頸資源則可以創造出系統的最大經濟效益。因此瓶頸資源的有效產出 將影響到延遲和持有成本的降低,因為瓶頸資源的有效產出即代表系統利潤製造 速度(profit velocity),此亦為影響 Zvalue的重要因子,而訂單在受限資源(CCR)的
有效產出,即為瓶頸機器上單位時間的利潤產生率(Si-Mi)/Pi-CCR。因此我們修正
公式(4)而發展出公式(5)「優先指標 P.I.(i) (Priority Index)」的觀念,換言之當訂單
的優先指標越大時,代表其加工順序越優先。我們稱以此優先指標排定訂單加工 順序的派工法則為啟發式的「TDD/IDD 派工法則」。如果系統為單機環境則該單 機即定義為瓶頸資源,如果為零工式工廠則必需先找出系統的瓶頸資源。然後計 算每個訂單的P.I.(i)指標值,P.I.(i)值越大代表訂單應越優先處理。
)] /[log( )] [( ) ( )] /[log( ) ( . . 1 1 1 1 ) (
∑
∑
∑
∑
= = = = − − = − = n j ij i n j ij i CCR i i i n j ij i n j ij i CCR i i i P d P M P M S P d P M P TH I P (5) 對於一般生產系統而言有高的當機率、高的在製品水準、特殊或專用的機 器、屬於綁機機台或者是需要較多產能需求的機器設備,甚至是生產排程人員依 經驗判定或是主觀的認定等等都有可能成為瓶頸資源。依照限制理論的觀點,系 統或是次系統內只存在一個瓶頸資源,瓶頸資源的有效產出決定生產系統的產 出。當系統限制發揮100%之效率後,此一系統產出即達到最高,此時若要增加 系統之有效產出,必需提升受限資源之產能。當瓶頸資源獲得改善或提升後,瓶 頸資源會產生轉移(shifting)現像,必須重新定義出新的瓶頸。因此對於零工式工 廠而言,排程的重點以瓶頸機器為主。本研究提出以下啟發式排程演算程序。 程序一:找出系統瓶頸資源。如為單機則該機即為受限資源(CCR),計算系統中 每台機器處理訂單所需的產能需求,需要產能最多的機器設備定義為受 限資源。程序二:對於受限資源計算每個訂單的P.I.(i)值,訂單排序依P.I. (i)指標值大的優
先進入系統加工,目地在確保優先進入瓶頸資源處理,以加快利潤產生 速度。 程序三:繪製甘特圖,計算每個訂單離開系統的完工時間。如果系統無訂單延遲 情況發生則跳到程序四,否則跳到程序五。 程序四:因系統無訂單延遲令ΣTDDi為零,另計算ΣIDDi值,跳到程序六。 程序五:計算ΣTDDi值和ΣIDDi值後跳到程序六。 程序六:計算出 Zvalue程序停止。如果系統受限資源產能獲得提升而發生瓶頸資 源轉移,則就機器尚未完成加工之訂單部份,重新回到程序一。
六、結論 以往工廠對於接單的參考依據是計算各類產品之總利潤(total profit)大小來 排定加工的優先順序,對於生產線上訂單的排程則是強調以交期和週期時間的績 效為主要目標,因此特別強調如何最小化訂單的「平均流程時間」或降低「最大 延遲交貨時間」,以達到最佳的機器利用率。然而以上兩項評量尺度(時間和金錢) 若分別用於評量系統的績效時會產生偏差或做錯誤的決策,因此限制理論提出了 系統評估指標TDD 及 IDD 的觀念。當以 TDD 及 IDD 來評量整個工廠系統後, 必須思考如何重新安排生產線訂單的排程以增進系統的最大效益。限制理論將過 去的成本觀及時間觀的理念加以結合,並考慮生產系統中的重要制約因素「瓶頸 作業」,結合上述三項要因,使工廠以產出觀及利潤速度的觀念來加速工廠的利 潤產生率。因此本文以「限制資源單位時間的有效產出」(利潤產生率 Throughput per unit CCR time)來作為工廠訂單排程的主要決策因子。在實際運用上對於零工 式工廠環境下焦點在於瓶頸機器的評估,因此對於零工式工廠的排程問題,可以 視為瓶頸機台的單機排程問題,如此大大降低排程的複雜度,同時也獲得不錯得 TDD/IDD 績效。
七、參考文獻
1. Tsai, C.H., Chang, G.T. and Li, R.K., (1997) Integrating order release control with due-date assignment rules. Int J Prod Res., 35(12), 3379-3392.
2. Tseng, T.Y., Ho, T.F. and Li, R.K., (1999) Mixing macro and micro flow time estimation model: wafer fab example. Int J Prod Res., 37(11), 2447-2461.
3. Chung, S.H. and Huang, H.W., (1999) The block-based cycle time estimation algorithm for wafer fabrication factories. International Journal of Industrial Engineering, 6(4), 307-316.
4. Goldratt, E.M., (2000) Essays On The Theory Of Constraints. North River Press, Great Barrington.
5. Sule, D. R., (1997) Industrial Scheduling. PWS publishing Company, Boston.
6. Kutanoglu, E. and Sabuncuoglu, I., (1997) An analysis of heuristics in a dynamic job shops with weighted tardiness objectives. Int J Prod Res, 37(1), 165-187.
7. Lin, A.H., (2000) Scheduling Open Shops to Minimize total Weighted Tardiness. Dissertation, Department of Industrial Engineering and Management, Chaoyang University of Technology.
8. Pinedo, M., (2002) Scheduling Theory, Algorithm, and System, 2nd edn. Prentice Hall, New Jersey.
9. Potts, C.N. and Van Wassenhove, L.N., (1991) Single machine tardiness sequencing heuristics. IIE Transactions, 23(4), 346-354.
10. Bedworth, D.D. and Bailey, J.E., (1987) Integrated Production Control Systems. Management, Analysis, Design. 2nd edn. John Wiley and Sons, New York.
11. Rajendran, C. and Ziegler, H., (1997) An efficient heuristic for scheduling in a flow shop to minimize total weighted flow time of jobs. Eur J Oper Res., 103(1), 129-138. 12. Holsenback, I.E., Russell, R.M., Markland, R.E. and Philipoom, P.R., (1999) An
improved heuristic for the single-machine, weighted tardiness problem. Omega-Int. J. Mgmt. Sci., 27(4), 485-495.
13. Rajendran, C. and Ziegler, H., (1999) Heuristics for scheduling in flow shops and flowline-based manufacturing cells to minimize the sum of weighted flow time and weighted tardiness of jobs. Comput Ind Eng., 37(4), 671-690.
14. Volgenant, A. and Teerhuis, E., (1999) Improved heuristics for the n-job single-machine weighted tardiness problem. Comput. Ops. Res., 26(1), 35-44.