行政院國家科學委員會專題研究計畫 成果報告
創新型球擠光工具與球拋光工具應用於 STAVAX 模具鋼自動 化表面精加工之研究
研究成果報告(精簡版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 96-2221-E-011-107-
執 行 期 間 : 96 年 08 月 01 日至 97 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 修芳仲
計畫參與人員: 碩士班研究生-兼任助理人員:廖梓宏、莊俊雄
報 告 附 件 : 出席國際會議研究心得報告及發表論文
處 理 方 式 : 本計畫可公開查詢
中 華 民 國 97 年 10 月 18 日
行 政 院 國 家 科 學 委 員 會 補 助 專 題 研 究 計 畫 成 果 報 告
※※※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※ ※
※ ※
※ ※
※ ※
※ ※
※ ※
新型球擠光與球拋光工具應用於STAVAX模具鋼 表面精加工之研究
Research on the Surface Finish of STAVAX Tool Steel Using Innovative Ball Burnishing and Ball Polishing Tools
※※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:█個別型計畫 □整合型計畫 計畫編號: NSC-96-2221-E-011-107
執行期間:民國96 年 08 月 1 日起至民國 97 年 07 月 31 日
計畫主持人:修芳仲 副教授
計畫參與人員:廖梓宏、莊俊雄、陳茂全
本成果報告包括以下應繳交之附件:
█專題研究計畫成果精簡報告
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
█出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立台灣科技大學 機械工程研究所
中 華 民 國 97 年 10 月 18 日
行 政 院 國 家 科 學 委 員 會 專 題 研 究 計 畫 結 案 報 告
新型球擠光與球拋光工具應用於STAVAX模具鋼表面精加工之研究
Research on the Surface Finish of STAVAX Tool Steel UsingInnovative Ball Burnishing and Ball Polishing Tools
計畫編號:NSC-96-2221-E-011-107 執行期限:96 年 8 月 1 日至 97 年 7 月 31 日
主持人:修芳仲 副教授 國立台灣科技大學 機械工程系 計畫參與人員:廖梓宏、莊俊雄、陳茂全 國立台灣科技大學 機械工程系
一、中文摘要
本計畫旨在研發一創新型內建荷重計 擠光工具及研發一具有雙自由度新型拋光 工具,應用於熱處理STAVAX不生銹塑膠模 具鋼之自動化表面精加工之研究,其主要目 的在探討擠光及拋光加工後之表面粗糙度 改善情形,並以田口法對熱處理STAVAX 模具鋼找出滾動式擠光及新型拋光工具拋 光最佳化參數,再將其參數應用於2.5D曲面 與3D自由曲面上,觀察其應用於曲面之表 面粗糙度改善情形。本研究之最佳參數以田 口實驗L18直交表進行之,且由變異數分 析,探討該參數對表面粗糙度之影響,再經 全 因 子 及 驗 證 實 驗 取 得 最 佳 化 之 參 數 組 合。而將滾動式擠光最佳參數應用於熱處理 STAVAX模具鋼平面試件,平均表面粗糙度 可達Ra 0.03 μm ( Rmax 0.032 μm )。新型拋光 工具應用於非球面鏡模仁,經球擠光加工後 平 均 表 面 粗 糙 度 約 可 達 Ra 0.08 μm ( Ry 0.732 μm ),使用拋光最佳參數進行拋 光加工,拋光加工後非球面鏡模仁平均表面 粗糙度可改善至Ra 0.02 um(Ry0.53 um)。
關鍵字:擠光加工,田口實驗法,最佳擠光 參數,表面粗糙度,拋光加工。
Abstract
This research presents the development of an innovative load-cell-embedded burnishing tool, and a new spherical-like polishing tool integrated with a CNC machining center, to improve the surface roughness of the STAVAX plastic mold stainless steel. The optimal ball burnishing parameters for the rolling -contact type burnishing tools, and the optimal plane surface spherical -like polishing parameters, have been determined after conducting the Taguchi’s L18 matrix experiments, ANOVA analysis, and full factorial experiments. The optimal plane rolling-contact type burnishing parameters for the STAVAX plastic mold stainless steel were the combination of the lubricant of water-soluble Oils( 1:50 ) , the ball material of WC ( Co 6% ) , the burnishing force of 850 N , the feed of 800 mm/min ,the stepover of 60 μm, and the burnishing path orthogonal to the ball milling direction. The surface roughness of the test specimens could be improved from about Ra 0.8~1.3 μm to Ra 0.03 μm ( Rmax 0.032 μm ) on average using the optimal plane surface
rolling –contact type ball burnishing parameters. Based on the results of the experiments, the optimal plane surface polishing parameters were the combination of the wheel material of wool, the wheel revolution speed of 1,600 rpm, the stepover of 40 um, the abrasive of aluminum oxide (Al2O3) with the grid diameter of 0.1 um, the depth of penetration of 80 um, the feed of 300 mm/min, the slurry mass concentration of 1:30, and the procession speed of 100 rpm.
Applying the optimal plane surface spherical-like polishing parameters to a burnished aspheric lens mold, the average surface roughness could be improved from Ra 0.08 μm ( Ry 0.732 μm ) to Ra 0.02 um(Ry
0.53 um).
Keywords: Load-cell-embedded burnishing tool, Taguchi’s method for experiments, Optimal burnishing parameters, Surface roughness, Spherical-like polishing tool
二 、 文 獻 探 討 與 目 的
近年來,塑膠材料廣泛應用於電腦、通 信產品、消費性電子產品及其它工業用產 品,而塑膠產品之製程以射出成型等模製成 型為主流,因此,塑膠模具之品質日益受到 重視。一套良好的模具,像是提高模具硬 度、耐磨耗、韌性以使其堅硬耐磨增進壽命 等材料特性之外,改善表面狀況降低其粗糙 度也是重要的課題之一。
然而,塑膠射出模的表面精度會直接影 響到射出件的表面粗糙度,因而對精密模具 表面品質之要求也就相對提高。一般而言,
傳統的表面精製加工法為輪磨(Grinding)、
磨料研磨(Lapping)及拋光(Polishing)等,對 於自由曲面模具之表面精製,大都仍以熟練 之技工以手工予以拋光。傳統的精製方法,
已不能滿足較為複雜大平面之3D 曲面的表 面精加工之要求。
根據文獻的探討可知,應用於塑膠模具 之材料有工具鋼【4】、AHSS(Advanced High Strength Steels) 【1】、AISI P20【5】、ASSAB XW-5【6】、PDS5【7~9】、NAK80【40】等。
應用於玻璃模具之材料有鑄鐵、不銹鋼、碳 化鎢等【15】。其中在有些材料於拋光後會 有氧化腐蝕及模具材晶粒變形等現象,其中 以碳化鎢的品質最好,但由於加工性差且價 格昂貴,因此,業界也有人使用瑞典ASSAB 公司生產之 STAVAX 高鏡面不生锈塑膠模 具用鋼作為玻璃模仁的材料,因此,本計畫 選用瑞典ASSAB 公司生產之 STAVAX 高鏡 面不生锈塑膠模具用鋼材料,其主要考慮此 材料有優良的抗腐蝕性、高拋光性、耐磨性 及機械加工性,對於經過熱處理完後,此材 料更有絕佳的鏡面拋光性【41】。
近年來,國內、外有許多相關研究在探 討球擠光加工(Ball burnishing),如圖 1 所 示,使工件表面產生局部塑性變形,以改善 表面粗糙度、表面硬度、疲勞壽命等特性,
並探討擠光加工參數之最佳化【10~11】。目 前 應 用 於 球 擠 光 加 工 之 機 台 主 要 為 車 床
【2、3、11、14】及切削中心機【1、12、
13】。應用於球擠光加工研究之材料有 AISI 1045 中碳鋼、工具鋼、不銹鋼及銅、鋁等 非鐵金屬,且近年來擠光加工所研究之材 料,皆以高硬度材料為主【1、3、4】,而材 料經擠光加工後,其表面粗糙度可大幅改善 對於模具用鋼,Ra 值可改善至 0.08 μm
【5】。本實驗室先前設計製作之球擠光工具 為一滑動接觸型,若欲提升加工速度及品 質,宜改良為滾動接觸型。
三、結果與討論 近年來,有關拋光加工之國內外相關文
獻乃利用機械手臂對模具以接觸式來對自 由曲面進行拋光,或利用工具機進行非接觸 式或半接觸式的液動壓拋光研究【16~18】,
以及使用磁流變拋光進行光學鏡片及自由 曲面拋光【19~23】,或本實驗室研究之球拋 光與振動式球拋光進行小型自由曲面拋光 等【24~25】,或是以拋光環尋找拋光路徑最 佳化【26~30】,也有許多學者對於拋光之負 荷、進給率、磨料粒徑、轉速等加工參數進 行研究【31~39】,而根據文獻,以力量控制 進行研磨加工【14】,具有改善表面粗糙度 之效果。本實驗室先前設計製作之球拋光工 具,僅適用於小面積之自由曲面拋光,若欲 進行大面積之拋光,宜重新設計一新型之大 面積球拋光工具。
3.1 創新型內建荷重計球擠光工具之設計 本計畫所研發之創新型內建荷重計擠 光工具設計圖,如圖3 所示,以直徑 3/8 inch 為主要之擠光球,此設計以模具彈簧之反作 用力為擠光力來源,其穩定性、磨耗性與最 大荷重比一般彈簧為佳,因此能提高擠光加 工之最大擠光力與穩定性,且該擠光工具前 端之擠光裝置,可任意更換擠光加工之型式 如滾動式擠光或滑動式擠光。滾動式擠光加 工用之工具,使用於較為平緩之曲面,其加 工角度約為±30°,若加工較為陡峭之曲面將 使 用 滑 動 式 擠 光 加 工 , 只 需 更 換 筒 夾 ( Collect chuck )內之套筒大小,並裝入擠光 棒即可加工,如圖4(a)(b)所示分別為滾動式 與滑動式擠光加工工具之實體圖。
以羊毛球對 STAVAX 模具鋼進行拋 光,經研究結果可知,其主要之加工參數因 子為壓深(拋光力)與拋光液【24】,要達到 好的拋光加工效果,拋光球與工件之間需維 持一固定最佳拋光力。
該創新型內建荷重計擠光工具,具有下 列特點:
1.可更換不同彈簧常數之彈簧,對不同材料 進行擠光加工,且可藉由內部預力調整螺 絲,調整擠光工具之初始預力。
有鑑於此,本研究利用研製的新型內建 荷重計擠光工具、新型球拋光工具、切削動 力計(Dynamometer)、綜合加工機(Machine Center)及表面粗糙度量測儀等設備,進行 STAVAX 模具鋼表面精加工之研究。本研究 首先使用最佳化球擠光參數進行擠光加工 後;再利用新型拋光工具對擠光後的工件進 行拋光加工,以田口實驗L18直交表與變異 數分析決定最佳化球擠光參數、拋光參數,
最後將得到的最佳化參數應用於逆向工程 所建構之非球面鏡片模仁自由曲面上,來進 行最佳化擠光、拋光加工,然後比較2D 與 3D 表面粗糙度的差異,以提供未來對模具 加工有興趣的學界或業界之技術參考,整體 研究計畫流程,如圖2 所示。
2.本擠光工具可依自由曲率的大小及工件 之 材 質 來 更 換 所 需 之 擠 光 球 , 如 碳 化 鎢 (WC)、氮化矽(Si3N4)等。
3.藉由彈簧可消除擠光球沿自由曲面路徑 移動之定位誤差及吸收機械之振動,並可減 少擠光球與試件間因摩擦而生的黏著現象 以保護工件表面。
4.藉由荷重計以及自行以 Visual Basic 撰寫 之量測加工力分析程式,可感知目前擠光力 之大小。
5.擠光工具內部設計具有防止荷重計超出 負荷之裝置,以防止荷重過大造成荷重計之 損害。而此荷重計,可適用於熱處理過後較 硬之工件材質。另外擠光工具可裝置光電尋 邊設備( OP-20 )用於尋邊。
3.2 新型近似球拋光工具之設計與製作 新型球拋光工具主要是由馬達、皮帶、
皮帶輪及拋光輪等所組成的,如圖5 所示。
馬達主要是帶動1:2 的皮帶輪經由 2:1 的斜 齒輪改變方向來帶動1:1 的皮帶輪來使拋光 輪產生旋轉 ,CNC 主軸主要是帶動整個 新型拋光工具,使其拋光輪產生對 Z 軸之 轉速 ,藉由兩種旋轉方向來產生近似球 旋轉的拋光工具,來對工件表面進行拋光加 工,如圖6、圖 7 所示,為新型拋光工具之 設計圖與各個部分之爆炸圖。
w2
w1
本計畫所研發的新型球拋光工具之特 點,主要是1.能裝設於 CNC 工具機上進行 加工、2.拋光加工時能具有雙自由度的旋轉 使拋光輪均勻磨耗、3.能替換拋光輪。如圖 8 所示為新型拋光工具之實體圖。
3.3 拋光輪之速度分析
如圖9 所示,為拋光輪公式推導示意圖 與向量圖在B 點的位置為
O =
B
B r r
rr = ro +r/ R kr R rj θ
θ sin
cos +
−
對B 點微分可得
j R j R k R k R
r &
B
r
&r
&r
&r
&r = sinθθ − cosθ + cosθθ + sinθ
i j k j
k k k
r r r
&r
r
&r r
1 1
1 0
ω ω
ω
−
=
=
=
=
Χ Χ
在B 點的速度為
i R
j R
k R
rB
r r r
&r = ω sinθ + ω cosθ − ω sinθ
1 2
2 (1)
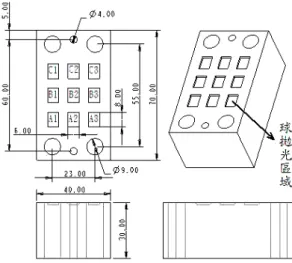
3.4 平面球擠光、球拋光試片之設計 本研究所用之球擠光、球拋光試片材料 為 STAVAX 高鏡面不生锈塑膠模具用鋼,
經熱處理後之使用硬度為 HRC50±1。首 先,用粗銑將素材銑至所要的尺寸,再經過 熱處理使其硬度達到所需之硬度,並進行表
面之研磨加工,其試件設計,如圖10 所示。
圖示之孔主要是將試件固定於動力計及微 動力計上之設計,以進行L18不同之擠光參 數之實驗,並將擠光後的工件同樣進行 L18
拋光參數之實驗,其中材料表面上規劃有九 塊加工區域,分別以A、B、C 三區塊表示,
每一區塊代表一組實驗,而每一組實驗又重 覆做三次。
3.5 實驗系統之整合 3.5.1 球擠光加工系統架構
本研究實驗系統架構如圖 11 所示,係 由切削中心機配置FANUC 0M 控制器、切 削動力計、動力計分析軟體、荷重計、放大 器、創新型內建荷重計擠光工具、個人電腦 等所組成。其刀具加工路徑模擬採用Power Mill 軟體進行,進而將刀具路徑轉換成 NC Code 檔,再經 RS232 介面傳輸至立式切削 中心機( 楊鐵 MV–3A ) Fanuc Series 0-M 數 值控制器進行 NC 碼路徑編譯來進行擠光 加工,並藉由動力計分析軟體與自行撰寫之 荷重計量測加工力分析軟體,來觀察擠光加 工之力量變化。
3.5.2 球拋光加工系統架構
拋光加工系統如圖12 所示,主要是由 切削中心機配置Fanuc series 0-M 控制器、
切削動力計、擠光工具、MP700 探頭、新 型拋光工具、個人電腦所組成。其加工路徑 模擬採用Power Mill 軟體進行,進而轉換成 NC Code,再經 RS232 傳輸至立式切削中心 機Fanuc series 0-M 數值控制器中進行拋光 加工,在拋光時使用自動循環磨料系統進行 加工。
3.5.3 切削動力計及微動力計
在擠光、拋光加工中,為了得知其力量 大小之變化,本計畫使用瑞士 Kistler 公司
之Type 9273 切削動力計以及微動力計,如 圖 13、14 所示。配合動力計 Easyest - measuring force 軟體以及微動力 DaqBoard /2000 軟體來分析擠、拋光加工中,其中力 量變化之情形。動力計因力作用所得到的訊 號經由Type 5807A 電荷放大器,提供與切 削力量成正比的之電壓值作訊號輸出,經放 大及濾波的處理後,透過DT 707A 資料轉 換卡,轉送至電腦顯示切削力量。切削動力 計架於立式綜合切削中心機上,加工時不能 有鬆動的情況,以降低量測誤差。
3.5.4 觸發式探頭(MP700 探頭)
本計畫使用RENISHAW 公司專利生產 的 三 點 接 觸 觸 發 式 探 測 器(Touch trigger probe),如圖 15 所示,整合於切削中心機 上,作加工間檢測,該探頭可藉由自動換刀 指令將其裝置在CNC 工具機主軸上,進行 尺寸與定位上的量測工作。探頭本身是一硬 體結構,需搭配OMM 紅外線接收器,將觸 發訊號傳遞至CNC 控制器才能完成加工間 檢測。
3.5.5 以田口式實驗法決定 STAVAX 材料之 最佳擠光加工參數
球擠光加工所選用之因子與水準,如表 1 所示,潤滑劑選擇牛油與太古油兩種;加 工間距選擇 40 μm、80 μm、120 μm;擠光 球材質將採用直徑 3/8" G25 之高硬度碳化 鎢( WC ( Co 6% ) )、碳化鎢( WC ( Ni 6% ) ) 及陶瓷材料氮化矽( Si3N4 )三種;擠光力方 面以250 N、500 N 及 750 N 為其水準配置;
加工路徑方向則與前製程加工方向平行、
45°、垂直為其水準配置;擠光加工進給速 率 以 200 mm/min 、 500 mm/min 、 800 mm/min。
試件在擠光加工前須經過熱處理使其 硬度達到HRC 50±1,再利用球銑削加工將
熱處理後之表面粗糙度達至 Ra 0.5~1.2 μm 即可進行滾動式擠光加工田口實驗。本實驗 採用 L18直交表,故 1 個循環需作 18 組實 驗,為確保實驗之準確度需作 3 個循環共 54 組實驗。其實驗與 S/N 比計算結果如表 2 所示。
利用田口實驗法找出對表面粗糙度影 響最重要的因子,以決定最佳的擠光參數,
經過田口式實驗法之直交表 L18、變異數分 析(ANOVA)及全因子實驗之後,即可得知 針對 STAVAX 材料之最佳平面擠光參數之 組合。最佳平面擠光參數組合如表3 所示。
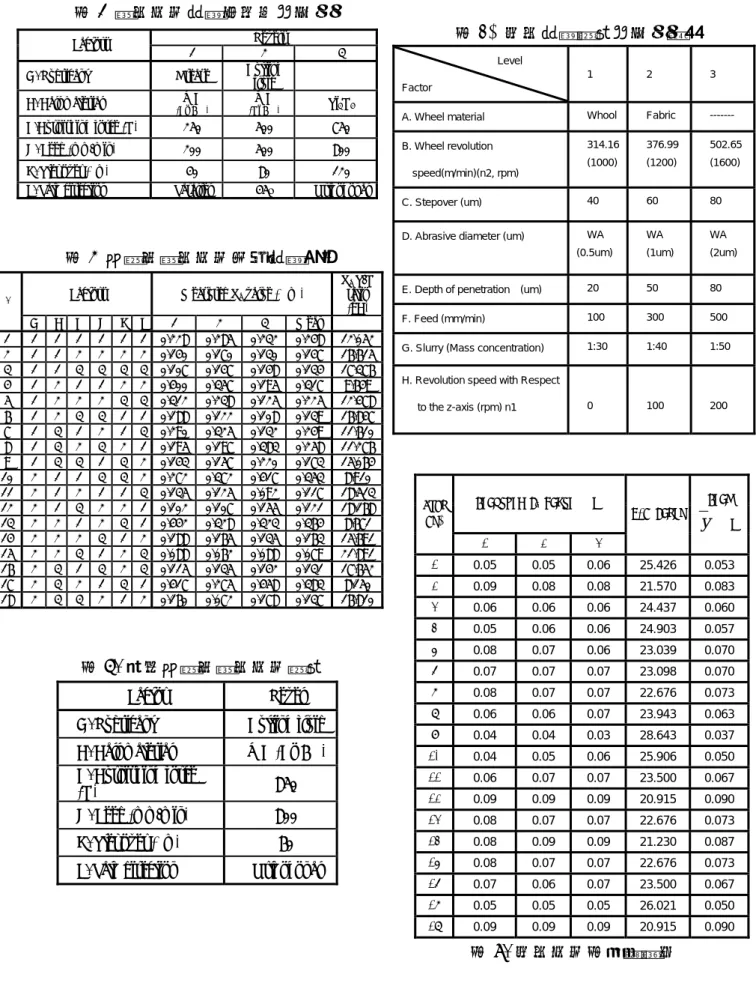
3.5.6 以田口式實驗法決定 STAVAX 材料之 最佳球抛光加工參數
工件經球擠光前加工後,再進行球拋光 加工,而影響球拋光加工製程的主要參數有 拋光球的轉速、磨料的粒徑、進給速率、拋 光間距及壓深等,因此本計畫擬以上述提及 之各項實驗因子(factor),每個因子分別給予 三個水準(level),如表 4 所示,由以上的因
子及水準,可利用田口式之 直交
表,如表 5,進行 18 組實驗,並量測其表 面粗糙度,由實驗結果以 Smaller-the-better 之型式,計算S/N 比,以便找出使表面粗糙 度最小之最佳參數(因子)比,再進行變異數 分析(Analysis of Variance , ANOVA ),找出 二個貢獻率最大之因子,並選擇適當的水 準,再作其全因子實驗,以進一步分析其對 表面粗糙度之影響,最後可得最佳拋光參數 如表6 所示,並使用其最佳拋光參數來進行 3D 自由曲面拋光加工。
) 3 2
( 1 7
18 ×
L
3.6 最佳化參數之實際應用
3.6.1 最佳新型球擠光工具加工參數應用於 自由曲面之表面精加工
本計畫對3D 自由曲面應用為電腦鍵盤 之Eenter 鍵,而 3D CAD 模型建構流程,
首 先 使 用 本 校 所 購 置 之 RENISHAW Cyclone 掃描式三次元量床進行外形輪廓之 點資料掃瞄,接著將其點資料讀入 CATIA 軟體之逆向模組進行自由曲面建構及自由 曲率曲面分析,最後再將建構完成之自由曲 面,繪製加工夾持底座,並建構成實體模 型,便完成Eenter 鍵逆向工程實體建構。
四、計劃成果自評
本研究成功地開發完成新型內建荷重 計擠光工具之設計與製造,及具有ㄧ雙自由 度旋轉軸之新型拋光工具,作中型STAVAX 塑膠模具鋼之表面精加工,並經由田口實驗 法分別找出擠光、拋光之最佳參數組合,並 可實際應用於3D 自由曲面之擠光、拋光加 工。本計劃研究成果已撰寫二篇論文投稿於 國際知名期刊 Precision Engineering,目前 分於審查中及第一次修改;本研究成果已由 學校技轉中心申請一項國內專利及一項美 國專利;本研究成果亦可供國內相關學者、
業者作自動化表面精加工之參考。
本計畫3D 自由曲面之擠光加工,將使 用表3 所得之最佳參數組合,對 3D 自由曲 面Enter 鍵,進行擠光加工。經最佳滾動式 擠光加工後, 本計畫 3D 自由曲面將以 KEYENCE 彩色雷射 3D 立體形狀量測顯微 鏡 VK-9500 進行量測,擠光區域分 5 個區 塊量測,其量測區塊參數示意圖,如圖 16 所示。實際加工完成實體照片如圖 17 所 示,擠光加工平均表面粗糙度0.03 μm(Ra)。
3.6.2 最佳拋光工具加工參數應用於自由曲 面之表面精加工
本計畫之 3D 球拋光載具為非球面鏡片 與滑鼠自由曲面,將滑鼠自由曲面經設計、
建構實體、粗銑、二次粗銑、熱處理、精銑、
擠光與拋光加工後,對其進行表面粗糙度量 測。利用3D 立體形狀量測顯微鏡對滑鼠自 由曲面量測,圖18 為滑鼠自由曲面拋光加 工路徑模擬圖,圖19 為滑鼠自由曲面之實 體圖,圖20 為滑鼠自由曲面拋光加工不同 區塊量測參數示意圖,此區域面積約270 x 202 μm2, 量 測 後 表 面 粗 糙 度 為 0.02 μm(Ra),Ry值為0.50 μm,另外同樣對非球 面鏡片進行加工與量測,其加工與量測過程 和滑鼠自由曲面流程相同,圖21 為非球面 鏡片拋光加工路徑模擬圖,圖22 為非球面 鏡片之實體圖,圖23 為非球面鏡片拋光加 工不同區塊量測參數示意圖,此區域面積約 270 x 202 μm2,量測後表面粗糙度為0.02 μm (Ra),Ry值為0.53 μm。
五、參考文獻
1. L.N. López de Lacalle, A. Lamikiz, J.
Muñoa and J.A. Sánchez, “Quality improvement of ball-end milled sculptured surfaces by ball burnishing ”, International Journal of Machine Tools and Manufacture, Vol.
45, Issue 15, December 2005, P 1659-1668 2. M.H. El-Axir and A.A. Ibrahim , “Some surface characteristics due to center rest ball burnishing ”, Journal of Materials Processing Technology, Volume 167, Issue 1, 25 August 2005, Pages 47-53
3. Liviu Luca, Sorin Neagu-Ventzel and Ioan Marinescu , “Effects of working parameters on surface finish in ball-burnishing of hardened steels ”,Precision Engineering, Volume 29, Issue 2, April 2005, Pages 253-256
4. Loh, N.H., Tam, S.C., Miyazawa, S.,
“Application of experimental design in ball burnishing”, Int. J. Mach. Tools Manufacture, Vol. 33, No. 6, p841-852, 1993.
5. Lee, S.S.G., Loh, N.H., “Computer -integrated ball burnishing of a plastic -injection-mold”, Journal of Materials Processing Technology, Vol. 57, No. 1-2, p189-194, Feb. 1996.
6. Loh, N.H., Tam, S.C., Miyazawa, S.,
“Application of experimental design in ball burnishing”, Int. J. Mach. Tools & Manufacture, Vol. 33, No. 6, p841-852, 1993.
7. Shiou, F.J., Chen, C.H., “Determination of Optimal Ball Burnishing Parameters for Plastic Injection Mold Steel”, International Journal of Advanced Manufacturing Technology, Vol.21, No.3, pp. 177-185, 2003
8. Shiou, F.J., Chen, C.H., “Freeform surface
finish of plastic injection mold by using ball-burnishing process,” Journal of Materials Processing Technology, Vol. 140, pp. 248-254, 2003.
9. Shiou, F.J., Lee, W.D., “Automated surface finishing of plastic injection mold steel with spherical grinding and ball burnishing processes”, The Int. Journal of Advanced Manufacturing Technology, 2004.
10. Lee, S.S.G., Tam, S.C., Loh, N.H., Miyazawa, S., “An investigation into the ball burnishing of an AISI 1045 free-form surface”, Journal of Materials Processing Technology, Vol. 29, No 1-3, p203-211, Jan. 1992.
11. Lee, S.S.G., Loh, N.H., “Computer -integrated ball burnishing of a plastic -injection-mold”, Journal of Materials Processing Technology, Vol. 57, No 1-2, p189-194, Feb. 1996.
12. Hassan, A. M., Al-Bsharat, A. S.,
“Influence of burnishing process on surface roughness, hardness, and microstructure of some non-ferrous metals”, Wear, Vol. 199, No.
1, Nov. p1-8, 1996.
13. Loh, N. H., Tam, S. C., Miyazawa, S., “Use of response surface methodology to optimize the finish in ball burnishing”, Precision Engineering, Vol. 12, No. 2, Apr. p101-105, 1990.
14. C.H. Liu, Adrian Chen, C.-C.A. Chen, Yin-Tien Wang , “Grinding force control in an automatic surface finishing system”, Journal of Materials Processing Technology 170 ,2005 p367–373.
15. 伍秀菁,汪若文,林美吟,” 光機電系統 整合概論 ”,國家實驗研究院儀器科技研究 中心,2005.
16. 章少衡,「液動壓拋光加工法之參數模 式」,國立中山大學機械工程研究所碩士論 文,1993.
17. 洪春琪,「複合式液壓拋光法之設計與特 性分析」,國立中山大學機械工程研究所碩士 論文,1993.
18. 張永沂,「液動壓拋光法於半接觸潤滑狀 態下之加工率特性」, 國立中山大學機械工 程研究所碩士論文,1995.
19. 張云,馮之敬,趙廣木,”磁流變拋光工 具及其去除函數”,北京清華大學精密儀器與 機械學系,2004.
20. 程灝波,馮之敬,王英偉、張云、郭占社、
余景池,”超光滑光學表面的磁性類Bingham 流體確定性拋光”,北京清華大學精密儀器與 機械學系,2005.
21. 程灝波,馮之敬,王英偉,”永磁流變拋 光中磁流變液的性能研究”,北京清華大學精 密儀器與機械學系,2005.
22. 程灝波,馮之敬,王英偉,”磁流變拋光 超光滑光學表面”,北京清華大學精密儀器與 機械學系,2005.
23. 程灝波,王飛,馮之敬,”具有公自轉運 動形式的可更新磁流變拋光工具,北京清華 大學精密儀器與機械學系,2006.
24. 修芳仲,邱泓翔,”以振動式球拋光製程 做鏡面不銹鋼之自動化表面精加工研究” , 中國機械工程學會第二十三屆全國學術研討 會,崑山科技大學,台南,台灣,2006.
25. 修芳仲,徐智誠,”以球擠光與球拋光製 程作塑膠模具用鏡面不銹鋼之自動化表面精 加工研究”,中國機械工程學會第二十三屆全 國學術研討會,崑山科技大學,台南,台灣,
2006.
26. 修芳仲,鄭至雄,徐智誠,「以球擠光與 拋光製程於鏡面鋼材模仁之自動化表面精加 工研究」,中國機械工程學會第二十一屆全國
學術研討會,國立中山大學,高雄,台灣,
2004.
27. 修芳仲,鄭境明,「對模具用鋼之表面施 以球擠光與電鍍加工製程,並利用田口方法 作拋光加工之最佳參數決定」,中國機械工程 學會第二十一屆全國學術研討會,國立中山 大學,高雄,台灣,2004.
28. 范光照、黃偉明, ”精密曲面加工與機上 量測系統的研製”,中國機械工程學會第十四 屆全國學術研討會論文集, 中壢,1997.
29. 嚴文雄, ”自動化磨拋路徑及其磨拋參數 之研究”, 淡江大學機械工程學系碩士班碩 士論文,1999.
30. 王振宇, ”整合雷射量測之表面形貌辨識 與自動碎形磨拋路徑研究”, 淡江大學機械 工程學系碩士班碩士論文,2001.
31. Furukawa, T., Rye D. C., Dissanayake, M.
W. M. G. D. and Jbarratt, A., “Automated Polishing of an Unknow Three-Dimensional Surface”, Robotics and Computer -integrated Manufacturing, Vol. 12, No. 3, pp. 261-279, 1996.
32. Jiang, Ming, Komanduri, R., “Application of Taguchi Method for Optimization of Finishing Conditions in Magnetic Float Polishing”, Wear 215, pp. 59~71, 1997.
33. NAGATA, Fusaomi and WATANABE, Keigo, “Teaching System for a Polishing Robot Using a Game Joystick”, SICE 2000 July 26-28, 2000.
34. Chen, Chao-Chang A. and Duffie, Neil A.,
“Development of an Automatics Surface Finishing System Based on Closed-Loop Surface Topography Control”, Journal of Materials Processing Technology, Vol. 39, 1990.
35. Duffie, N. A., Feng, S. C., “Surface
Finishing with Automated Inspection and Grinding”, Computer-Aided Design and Manufacture of Dies and Molds, The Winter Annual Meeting of The American Society of Mechanical Engineering Chicago, Illinois, 1998.
36. Mizugaki, Y., Sakamoto, M., “Development of a Metal-Mold Polishing Robot System with Contact Pressure control Using CAD/CAM Data”, Annals of the CIRP, Vol. 37, n2, 1990.
37. Salje, O., Prof. Dr.-lng. Paulmann, R.,
“Relation between Abrasive Process”, Annals of the CIRP, Vol. 37, n2, 1988.
38. Xie, Youngsong, Bhushan, Bharat, “Effect of Particle Size, Polishing Pad and Contact Pressure in Free Abrasive Polishing”, Wear 200, 1996.
39. AGHAN, R. L. and SAMUELS, L. E.,
“Mechanisms of Abrasive Polishing”, Wear 16, 1970.
40. Maeda, H. An F theta lens system, U.S.
Patent 4401362,1983
41. 台 灣 盛 百 股 份 有 限 公 司 , http://www.assab.com.tw/home.asp
六、圖表
圖 3. 創新型內建荷重計擠光工具設計圖 圖 1. 球 擠 光 加 工 示 意 圖
創新型內建荷重計擠光工具與 新型大面積拋光工具設計製造
平面試件設計、熱處理與精加工
平面球擠光加工
田口方法之平面拋光實驗
變異數分析 (ANOVA)
平面拋光之全因子實驗
決定平面拋光之最佳參數組合
大非球面光學鏡片模仁與滑鼠自由曲面之設計
以球擠光與最佳拋光參數對大非球面光 學鏡片模仁與滑鼠自由曲面進行加工
模具製作與鏡片模仁 之表面粗糙度量測 表
面 粗 糙 度 量測 粗 糙 度 量 測 儀
、 原 子力 顯 微 鏡
原 子 力 顯 微 鏡 與 立 體 形 狀 量 測 顯 微 鏡
圖4. 創新型球擠光工具實體圖 (a)滾動式 (b)滑動式
圖5. 新 型 球 拋 光 加 工 示 意 圖 圖2. 研究流程圖
圖6. 新 型 拋 光 工 具 設 計 圖
圖10. 球擠光、拋光加工試件設計圖
圖11. 球擠光系統實驗架構 圖7. 新型拋光工具之各個部分爆炸圖
圖8. 新型拋光工具之實體圖
圖12. 拋光系統架構圖 圖9. 拋光輪速度分析示意圖與向量圖
圖13. Kistler Type 9273 切削動力計
圖14. 微動力計
圖15. RENISHAW MP700 探頭
圖17 Enter鍵加工完成實體圖
圖18. 滑鼠自由曲面拋光加工路徑模擬圖
圖19. 滑鼠自由曲面之實體圖
圖20. 滑鼠自由曲面拋光加工不同區塊量 測參數示意圖
圖16 擠光不同區塊量測參數示意圖
圖21. 非球面鏡片拋光加工路徑模擬圖
圖22. 非球面鏡片實體圖
圖23. 非球面鏡片拋光加工不同區塊量測 參數示意圖
表1 擠光加工實驗之因子與水準
表 4. 拋光實驗參數與水準配置
Levels Factors
1 2 3 A. Lubricant Grease Cutting
fluid - B. Ball material WC
(Co 6% )
WC
(Ni 6% ) Si3N4
C.Burnishing force (N) 250 500 750 D. Feed (mm/min) 200 500 800
E. Stepover (μm) 40 80 120
F. Path direction Parallel 45° Orthogonal
表2 滾動式擠光加工田口實驗結果
Factors Measured Ra value ( μm )
Ra S/N ratio (dB) .
A B C D E F 1 2 3 Mean
1 1 1 1 1 1 1 0.228 0.285 0.232 0.248 12.052 2 1 1 2 2 2 2 0.140 0.170 0.130 0.147 16.615 3 1 1 3 3 3 3 0.107 0.147 0.148 0.134 17.376 4 1 2 1 1 2 2 0.400 0.357 0.195 0.317 9.649 5 1 2 2 2 3 3 0.312 0.238 0.125 0.225 12.478 6 1 2 3 3 1 1 0.188 0.122 0.108 0.139 16.847 7 1 3 1 2 1 3 0.290 0.325 0.132 0.249 11.610 8 1 3 2 3 2 1 0.195 0.197 0.383 0.258 11.276 9 1 3 3 1 3 2 0.143 0.157 0.220 0.173 15.064 10 2 1 1 3 3 2 0.272 0.372 0.417 0.353 8.910 11 2 1 2 1 1 3 0.135 0.125 0.092 0.117 18.513 12 2 1 3 2 2 1 0.102 0.107 0.155 0.121 18.168 13 2 2 1 2 3 1 0.442 0.328 0.323 0.364 8.671 14 2 2 2 3 1 2 0.188 0.165 0.135 0.163 15.691 15 2 2 3 1 2 3 0.088 0.062 0.088 0.079 21.891 16 2 3 1 3 2 3 0.115 0.135 0.142 0.131 17.652 17 2 3 2 1 3 1 0.417 0.275 0.458 0.383 8.150 18 2 3 3 2 1 2 0.160 0.072 0.178 0.137 16.810
表3. 最佳滾動式擠光加工參數
Factor Level A. Lubricant Cutting fluid
B. Ball material WC (Co 6%) C. Burnishing force
(N) 850
D. Feed (mm/min) 800
E. Stepover (μm) 60 F. Path direction Orthogonal
Level
Factor
1 2 3
A. Wheel material Whool Fabric ---
B. Wheel revolution
speed(m/min)(n2, rpm)
314.16 (1000)
376.99 (1200)
502.65 (1600)
C. Stepover (um) 40 60 80
D. Abrasive diameter (um) WA (0.5um)
WA (1um)
WA (2um)
E. Depth of penetration (um) 20 50 80
F. Feed (mm/min) 100 300 500
G. Slurry (Mass concentration) 1:30 1:40 1:50
H. Revolution speed with Respect
to the z-axis (rpm) n1 0 100 200
Measured Ra Value(μm) Expt
No.
1 2 3
S/N Ratio
Mean
y(μm)
1 0.05 0.05 0.06 25.426 0.053 2 0.09 0.08 0.08 21.570 0.083 3 0.06 0.06 0.06 24.437 0.060 4 0.05 0.06 0.06 24.903 0.057 5 0.08 0.07 0.06 23.039 0.070 6 0.07 0.07 0.07 23.098 0.070 7 0.08 0.07 0.07 22.676 0.073 8 0.06 0.06 0.07 23.943 0.063 9 0.04 0.04 0.03 28.643 0.037 10 0.04 0.05 0.06 25.906 0.050 11 0.06 0.07 0.07 23.500 0.067 12 0.09 0.09 0.09 20.915 0.090 13 0.08 0.07 0.07 22.676 0.073 14 0.08 0.09 0.09 21.230 0.087 15 0.08 0.07 0.07 22.676 0.073 16 0.07 0.06 0.07 23.500 0.067 17 0.05 0.05 0.05 26.021 0.050 18 0.09 0.09 0.09 20.915 0.090
表5. 拋光加工表面粗糙度
Factor Level
A. Wheel material Wool
B. Wheel revolution speed (m/min) (n2, rpm)
502.65 (1600)
C. Stepover (um) 40
D. Abrasive diameter (um) 0.1 E. Depth of penetration (um) 80
F. Feed (mm/min) 300
G. Slurry (Mass concentration) 1:30 H. Revolution speed with respect to the z-axis (rpm), n1
100
表 6. 最佳拋光參數組合
出席國際學術會議心得報告
計畫編號 NSC-96-2221-E-011-107
計畫名稱 新型球擠光與球拋光工具應用於 STAVAX 模具鋼表面精加工之研 究
出國人員姓名
服務機關及職稱 修芳仲 副教授, 國立台灣科技大學 機械工程研究所 會議時間地點 September 24-27, 2007, Tohoku University, Sendai, Japan
會議名稱 International Symposium on Measurement Technology and Intelligent Instrument (ISMTII 2007)
發表論文題目
1. Development of a Closed Loop Micro-/Nano-Positioning Stage with Small Tilting Angles ( 轉 投 稿 於 Journal of Chinese Institute of Engineers, Accepted, SCI, 2008)
2. Simultaneous Flatness and Surface Roughness Measurement of a Plastic Sheet Using a Fan-Shaped Laser Beam Scanning System(收錄於! fz!L Fohjoffsjoh!Nbufsjbmt!Wpmt/!492.493!)3119*!qq!344.347- EI*
一、參加會議經過
藉由參加此次研討會,得以和許多國外學者(日本、德國、英國、美國、韓國、蘇 聯、中國大陸、新加坡等)進行學術交流,並參觀東北大學精密製造研究所,計畫主持 人並或邀擔任 Session Chair。本人於此研討會中發表二篇論文,分別轉投稿於 SCI 及 EI 期刊。
二、與會心得
參加此次研討會,對未來之精密量測及精密加工之研究方向有新的啟發;亦有機會 參觀東北大學精密製造研究所,該所先進設備完善,有多台超精密加工機,進行模仁之 鏡面加工研究,收穫良多。