行政院國家科學委員會專題研究計畫 成果報告
階梯式微溝槽射出成形電腦輔助模流分析與最佳化研究
計畫類別: 個別型計畫
計畫編號: NSC93-2212-E-011-024-
執行期間: 93 年 08 月 01 日至 94 年 07 月 31 日 執行單位: 國立臺灣科技大學機械工程系
計畫主持人: 陳恩宗 共同主持人: 陳炤彰 計畫參與人員: 林煒晟
報告類型: 精簡報告
處理方式: 本計畫可公開查詢
中 華 民 國 94 年 10 月 12 日
行政院國家科學委員會專題研究計畫成果報告
階梯式微溝槽射出成形電腦輔助模流分析與最佳化研究 Computer Aided Mold Flow and Optimization on Injection
Modeling of Multi-Step Micro Grooves 計畫編號:NSC 93-2212-E-011-024
執行期限:93 年 08 月 01 日至 94 年 07 月 31 日 主持人:陳恩宗 台灣科技大學機械系 共同主持人:陳炤彰 台灣科技大學機械系 計畫參與人員:林煒晟 台灣科技大學機械系
一、中文摘要
本研究利用田口法配合類神經網路,
再以 Moldflow 軟體模擬分析來求取微溝槽 成形情況的最佳化參數,經運算後達到收 斂的條件以尋求最佳解,如此可在模具設 計時,將誤差事先補償,以最少次數的模 擬及實驗得到代表性的結果,進而達到良 好之轉寫性,具有節省成本與縮短成品上 市時間之功能。研究結果發現(1)保壓壓力 對階梯式微溝槽之收縮翹曲影響最為顯 著,料溫為次顯著參數,(2)利用田口分析 配合類神經網路求解最佳化方法可迅速得 出最佳解及最佳解之對應值,與模流分析 軟體分析驗證結果之誤差僅達 1.23%,證明 田口分析配合類神經網路為一可行之求解 最佳化解方法。
關鍵詞:模流分析、階梯式微溝槽、微射 出成形、田口法、最佳化
Abstract
This research is to find the optimal injection parameters for filling of multi-step micro grooves (MSMG) by mold flow analysiswith Taguchi’smethod and neural network method. The convergence of calculation for optimal parameters has been obtained for compensating error in mold design. Results of simulation have shown that (1) the packing pressure is the most significant factor to the warpage of injected part and the plastics temperature is the second significant effect; (2) combination of
Taguchi’smethod and theneuralnetwork method can efficiently find the optimal solution of injection parameters and simulated results have verified the error of filling time is only 1.23%. Therefore, the optimal parameters can be found by the developed method based on theTaguchi’s method and neural network method.
Keywords: Micro injection molding,
Moldflow analysis, Micro-stage micro grooves, Taguchi method, Optimization
二、緣由與目的
目前階梯微溝槽應用常用於繞射元件、
導光板 LGP 上 Pattern 及 LCD/FLP 擴散片與 增光片和生物晶片基板等產品。
本研究係延續 92 年度計畫成果針對階梯 式微溝槽之射出成形性進一步探討製程參數 最佳化的問題,以 Moldflow 模流軟體分析再 搭配田口分析及類神經網路,運用此方法,
可預測出在不同型式的階梯式微溝槽配合不 同之射出參數所能得到的溝槽完整性,
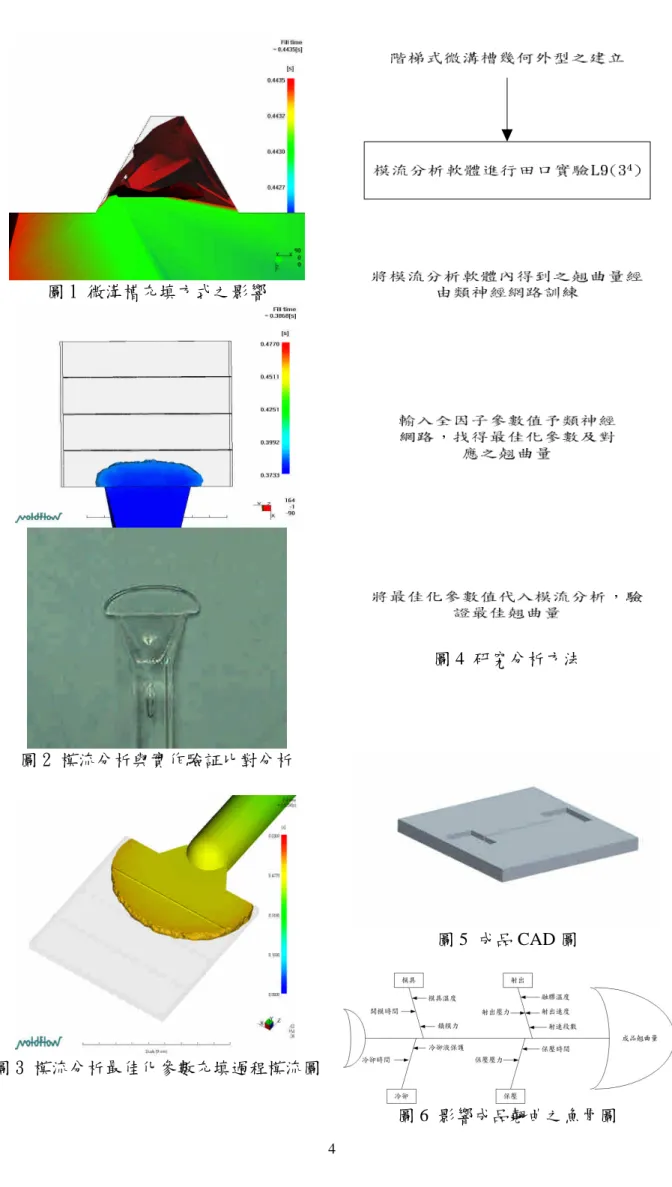
92 年度計畫成果主要在建立微溝槽幾 何參數模式(Geometric Parametric Mold, GPM) ,探討微溝槽充填方式之影響如圖 1,以及應用最佳化方法並針對不同形狀溝 槽,由模流分析與實作驗証比對分析如圖 2。整個研究方法流程中是先建立微溝槽幾 何參數模式(GPM)再以先前研究成果中在 鏡片模仁上用鑽石車削之微溝槽射出成形 模具為根本,進行模流分析與急速冷卻實
驗成果比對,然後針對不同型式溝槽,進 行模仁修改或製作,再導入最佳化方法,
對模具設計,如澆口位置、形狀大小、冷 卻水路及射出參數,如射壓、射速、射溫、
保壓和冷卻方式等參數探討最佳化之可行 性如圖 3 並與實作驗証其結果。
文 獻 回 顧 部 分 , Varner 【 1 】 利 用 MoldFlow 軟體應用數學模型的概念來模擬 塑膠流動到模穴內,在建立模具之前預先 決定最佳化的模具狀態,來減少工作程 序,1989 年 Nagarsheth【2】利用流動模 擬分析與統計的技術,並且考慮模溫、熔 溫、射出時間、射出壓力等進而求出射出 成形模具的最關鍵加工參數最佳化。Yu et.al.【3】等以不同模仁製造方式 (CNC 加工鋼材、電鑄鎳模), 不同製程製程參 數 (模溫、射溫、射速、射出量、保壓壓 力),不同材料(PMMA、PC),不同微結構尺 寸(5μm~100μm)來探討在生物微機電系 統之微流體載片的微射出成型製程。其結 果顯示射速及模溫為最重要的製程參數目 為影響轉寫性最重要之參數。其以 C-Mold 模流分析軟體分析與實驗結果有差異,因 C-Mold 為 2.5D 軟件與實際充填過程有 異。Yao and Kim【4】致力於微溝槽之微 成形充填過程之模擬分析,其分析過程並 探討黏度,滑動邊界條件及表面張力對充 填過程之影響。結果顯示在微成形過程 中,表面張力效應並不重要,滑動邊界條 件對管壁數微米距離影響甚巨,在微尺度 時,黏度與原先並不相同,必須考慮流體 分子之吸引力。陳宗平【5】以自製之衝擊 式微射出成形機針對微射出表面微結構之 轉寫性能及氣對流式可調變模溫控制系統 進行研究。結果發現在成品成型能力上,
較高模溫與衝擊氣壓有利成型,且成品尺 寸收縮較小。高模溫有助於 PMMA 微結構之 轉寫性,可得較佳微結構成品表面,低融 膠溫度及高模具溫度可提升微結構之轉寫 性能。吳俊毅【6】建立階梯式微溝槽之凸 型模仁 DSM(Direct Si-Molding)相關參數 對 MSMG(Multi-Step Micro Grooves)成形 性影響分析,並以模流分析探討微溝槽填 充模式。Pandelidis 與 Zou【7-8】利用遺 傳基因演算法求取射出成形法最佳化設 計,遺傳基因演算法是全域搜尋法,特性
在於流動函數模擬產品和目標函數只需最 小值,即可解決結果最佳化問題,同時發 表利用遺傳基因演算法尋找最佳化之模具 射出口位置,Kim【9】等人利用遺傳基因 演算法以模具溫度、材料熔溫、充填時間 為組成條件求出最佳化參數組合,Mok 與 Kwong【10】回顧歷年來數學模式、數值模 擬、遺傳基因演算法(GA)等方法尋找射出 成形製程參數之研究,認為遺傳基因演算 法可以迅速求出最佳的模具製程參數,
Mok、Kwong 與 Lau【11】利用混合神經網 狀系統與遺傳基因演算法求出成形模具的 初始製程參數,增加產品品質。
以相同材料與不改變模具設計的前提 下 , 利 用 田 口 法 搭 配 類 神 經 網 路 配 合 Moldflow 軟體模擬分析,來求取階梯式微 溝槽製程參數之組合的最佳化,依據文獻 參考,田口法及類神經網路在射出成形之 應用上,具有節省成本與縮短成品上市時 間之功能,本研究主要為分析研究及探 討 , 目 前 常 用 的 模 流 分 析 軟 體 有 MoldFlow、C-Mold、Moldex 等,於研究中 引入田口法搭配類神經網路分析理論,以 探討各參數對階梯微射出成形之影響。
本計畫目的在引進模流分析方法並結合田 口法搭配類神經網路,尋求最佳成形參 數,避免產生變形或短射現象發生。
三、研究方法與結果
研究方法如圖 4,詳細說明如下 1. 微溝槽幾何外型之建立:由吳俊毅
【26】所建立之階梯式微溝槽幾何外 型以 CAD 繪製,幾何外型如圖 5。
2. 運用田口方法進行模流分析:使用模 流分析軟體 Moldflow MPI 5.0 進行 模流分析,在模流分析軟體內進行網 格 分 割 以 及 水 路 及 流 道 系 統 之 配 置,田口方法套用 L9(34)直交表,
依據影響成品翹曲之魚骨圖如圖 6 選 擇料溫、模具溫度、保壓壓力、冷卻 時間等四個射出參數為分析要點,水 準則依照經驗及參考吳俊毅之論文 進行配置如表 1。模流分析前處理圖 如圖 7。
3. 類神經網路訓練:將田口法共九次得
到之成品翹曲量之值輸入予 MATLAB 類 神 經 網 路 工 具 箱 進 行 訓 練 之 動 作,使用之類神經網路如圖 8。
4. 類神經網路模擬:將全因子實驗參數 共 81 組輸入倒傳遞類神經網路進行 模擬,得到相對應最佳化參數之最佳 翹曲值。
5. 模流分析驗證:將最佳化參數值再利 用模流分析軟體進行分析,得到之翹 曲量與類神經網路預測之翹曲量進 行驗證。
研究結果:
1. 由田口分析之 S/N 圖可知保壓壓力對 階梯式微溝槽之收縮翹曲影響最為 顯著,料溫為次顯著參數,如圖 9。
2. 類神經網路經過訓練之後可得到適當 之權重值,可再輸入任意之模擬值進 行模擬,並能直接輸出得到相對應之 結果值,節省田口法後續變異數分析 之時間及繁雜之數值運算。
3. 利用田口分析搭配類神經網路求解最 佳化方法可迅速得出最佳解及最佳 解之對應值,與模流分析軟體分析結 果(圖 10)之誤差僅達 1.23%,證明田 口分析搭配類神經網路為一可行之 求最佳化解方法。實際實驗射得之成 品如圖 11。
四、結論
本計畫運用田口方法搭配類神經網路 求解最佳化參數,可直接求得對應值,節 省分析時間;利用模流分析軟體,可快速 得到參數搭配之分析結果,省卻現場試模 之時間,與實際成品之比對可驗證模流分 析軟體的準確性。
針對階梯式微溝槽之射出成品而言,
保壓壓力為影響翹曲量最顯著之因子,料 溫為次顯著因子,找得顯著因子之後可進 而求得最佳參數組合,經過類神經訓練模 擬之後,可得對應之翹曲值,與模流分析 軟體分析之結果誤差僅有 1.23%,故可證實 本研究方法為一可行且快速求解之最佳化 方法。
參考文獻
【1】Varner, A. M., "Moldflow EM Dash Computer Age Approach to Design of Molds and Plastics Parts," Society of Plastics Engineering, pp.598-599, 1980
【2】Nagarsheth, P. S., "Optimization of Center Processing Parameters for Injection Modeling Using Flow Simulation Analysis and Statistical Techniques,”Annual Technical
Conference –Society of Plastic Engineering, pp.1699-1703, 1989
【3】Yu, Liyong, C.G.Ko, L.J.Lee, K.W. Koelling and M. J. Madou, "Experimental Investigation and Numerical Simulation of Injection Molding With Micro-Features," Polymer Engineering and Science, Vol.42, No.t, pp.871-888, 2002
【4】Yao, Donggang and Kim Byung, "Simulation of the Filling Process in Micro Channels for Polymeric Materials," Journal of
MicroMechanics and MicroEngineering, vol.12, pp.604-610, 2002
【5】陳宗平,“微射出模溫控制系統及微結構轉 寫能力探討”,國立台灣大學機械工程研究 所碩士論文,2001。
【6】吳俊毅,”階梯式微溝槽之射出成形分析研究”
國立台灣科技大學機械工程研究所碩士論 文,2004。
【7】Pandelidis, I. and Q. Zou, "Optimization of Injection Molding Design Part I: Gate Location Optimization," Polymer Engineering and Science, vol.30, No.15, pp.873-882, 1990
【8】Pandelidis, I. and Q. Zou, "Optimization of Injection Molding Design Part Ⅱ: Molding Conditions Optimization," Polymer Engineering and Science, vol.30, No.15, pp.883-892, 1990
【9】Kim, S.J., K.Lee, Y. I. Kim, "Optimization of Injection Molding Conditions Using Genetic Algorithm," Processing of Spire the
International Society for Optical Engineering, Vol.2664, No.3, pp.173-180, 1996
【10】Mok, S. L. and C. K. Kwong, "Review of Research in the Determination of Process Parameters for Plastic Injection Molding,”
Advances in Polymer Technology and Science, Vol.8, No.3, pp.225-236, 1999
【11】Mok, S. L., C. K. Kwong and W. S. Lau, "A Hybrid Neural Network and Genetic Algorithm Approach to the Determination of Initial Process Parameters for Injection Molding,”The
International Journal of Advanced
Manufacturing Technology and Science, Vol.8, No.6, pp.404-409, 2001
圖 1 微溝槽充填方式之影響
圖 2 模流分析與實作驗証比對分析
圖 3 模流分析最佳化參數充填過程模流圖
圖 4 研究分析方法
圖 5 成品 CAD 圖
圖 6 影響成品翹曲之魚骨圖
表 1 射出參數之選擇
Level 1 2 3
1 Melt temp. (℃) 240 250 260 2 Mold temp. (℃) 50 70 90 3 Packing pressure (MPa) 20 30 40 4 Cooling time (sec) 12 15 18
圖 7 模流分析模型圖
圖 8 類神經網路圖
圖 9 S/N 反應圖
圖 10 最佳化參數模流分析之翹曲結果
圖 11 成品圖