行政院國家科學委員會專題研究計畫 成果報告
高壓聚乙烯-乙酸乙烯酯整廠製程之模擬及控制(2/2)
計畫類別: 個別型計畫
計畫編號: NSC93-2214-E-011-003-
執行期間: 93 年 08 月 01 日至 94 年 07 月 31 日 執行單位: 國立臺灣科技大學化學工程系
計畫主持人: 錢義隆
計畫參與人員: 賴世章、賴嘉興、曾彥道
報告類型: 完整報告
報告附件: 出席國際會議研究心得報告及發表論文
處理方式: 本計畫涉及專利或其他智慧財產權,2 年後可公開查詢
中 華 民 國 94 年 8 月 23 日
行政院國家科學委員會專題研究計畫期末報告
高壓聚乙烯-乙酸乙烯酯整廠製程之模擬及控制(2/2)
Simulation and Control of a Plantwide High-Pressure Polyethylene-Vinyl Acetate (PEVA) Process
計畫編號:NSC 93-2214-E-011-003 執行期限:93/08/01-94/07/31
主持人:錢義隆 國立台灣科技大學化工系教授
一、中文摘要
本 研 究 的 目 的 為 針 對 工 業 上 EVA 樹 脂 (Ethylene-Vinyl Acetate) 在 高 壓 反 應 器 (Autoclave Reactor)中的共聚合反應程序,考慮其產品品質及產 量,常需因應市場需求而變化,為能維持與調整高分 子產品性質,本研究探討了影響產品性質因素的控制 問題。為了能準確預測出工廠在各個不同品別的產品 性質,本研究利用動力參數最適化搜尋的方式,得到 分別適用高、低熔融指數組的兩組動力參數,使得模 式能預測出符合不同品別的產品性質,且將得到的動 力參數組應用至動態控制的討論。研究中並以簡易的 方式模擬整廠架構且藉由系統變數變化對產品性質影 響的討論,找出對產品性質有較單純直接影響的變 數,來設計在產率增加及品別轉換的情形下,產品性 質儘速達到新品別產物規格之品別轉換策略,由模擬 結果可得到不錯的操作效果。
關鍵詞:乙烯-乙酸乙烯酯共聚物、高壓反應器、聚合 反應動力參數、熔融指數、品別轉換 Abstract
The aim of this research is to discuss the control of the variables for affecting product specifications of EVA free radical copolymerization in a high-pressure autoclave reactor. In order to predict product properties such as production rate, melting index, and comonomer weight percent for seven different grades, we try to obtain the optimal kinetic parameters set for the process model.
From different melting indexes, two sets of optimal kinetic parameters are found. One applies to three grades of lower melting indexes; another applies to four grades of higher melting indexes. These optimal kinetic parameters sets are used in the process dynamic simulation. The operating variables which influence mostly and directly to the product specifications are obtained. A suitable grade transition strategy is developed to speed up the time to new grade and also minimize the waste produces during the grade transition. Simulation results demonstrate that the strategy we offer gives reasonably good results.
Keywords: Ethylene-Vinyl Acetate Copolymerization, Autoclave reactor, Polymer Reaction Kinetic Parameters, Melting Index, Grade Transition.
二、計畫緣由與目的
工業上高分子產品的品質及產量,常需因應市場 需求而變化,因此操作條件並非長期固定在某一原始 條件下,而必須常作調整達到產品品質或產量改變的 市場經濟目的。而在原始操作條件改變的情形下,常 會伴隨不符合產品規格的次級產物產生。在為維持設 定的產品品質,減少不符合產品規格的次級產物之目 的下,本研究討論在整廠觀點下的溫度控制、產量改 變與品別轉換的問題,利用操作變數(溫度、壓力、單 體、共單體與鏈轉移劑進料量)的變化,間接地控制產 品品質,維持產品品質的要求。本研究主要承接上年
度的第一部份之研究所建立 EVA 的共聚合反應器模
式,修正其在為使不同品別預測的結果都能符合實際 工廠提供數值,所做的動力參數最適化的部分,引用 的文獻參數有錯誤的地方。並利用修正後的反應器模 式作上述之探討。
三、動力參數最適化
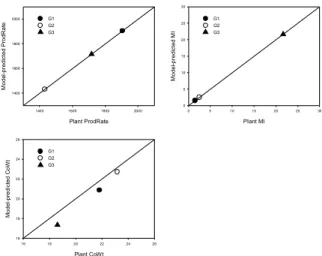
在上年度的第一部份之研究所建立 EVA 共聚合反 應器模式中,使用工廠模式提供的動力參數所預測出 的產品性質結果,僅是符合單一品別,對於其他品別 而言,此動力參數並不適用。而為了使模式能準確預 測出實際工廠中不同品別的產品性質,則必須尋找出 一組適用所有品別的動力參數。工廠中總共有七種品 別的產品性質可作為尋找動力參數的依據,而作為依 據的產品性質為產率(PR)、熔融指數(MI)和聚合物中共 單體的比例(CW)。此產品性質之七種品別經調整尺度 後的工廠值如表一.。
為減輕尋找最適化動力參數步驟的複雜性,能有 效率且簡化找尋最適化動力參數的步驟,本研究首先 找出相關文獻中可利用的動力參數值及反應速率常數 的關係式,應用到建立的模式中。
表一. 各品別工廠性質表
PR MI CW
Grade1 1905 1.52 21.81 Grade2 1432 2.49 23.17 Grade3 1716 21.65 18.6 Grade4 2016 89.21 8.51 Grade5 1959 87.8 9.44 Grade6 1715 166.47 19.19 Grade7 1763 417.35 19.27
其中,由Ham & Rhee (1996),可找出同為高壓製
程的LDPE 程序之加成反應動力參數的數值為
÷÷ ø çç ö
è
æ - ´ + ´
´
´
=
-RT
k
p113 . 6 10
9exp 2 . 71 10
42 . 343 10
5P
及聚合物之鏈轉移反應動力參數的值為
÷÷ ø çç ö
è
æ - ´ + ´
´
´
=
-RT k
cpP
5 4
8
11
1 . 08 10 exp 3 . 92 10 1 . 98 10
而一般來說,共聚合反應中的加成反應間的關係 可表示一比例關係,如式 3
21 22 2 12 11
1
,
p p p
p
k r k k
r = k =
在高溫高壓下,文獻中將乙烯與乙酸乙烯酯的單體活 性比固定為1.2 與 1.1 如下(Ratzsch et al. 1971):
1 . 1
, 2 . 1
21 22
12 11 p
p p p
k k
k = k =
並參考Ham & Rhee (1996)、Bokis et al.(2002)假設 不對稱終結反應與結合終結反應的速率相同
即
k
td= k
tc。且由Atherton. et al.(1962),共聚合的終結反應存 在一關係式為:
22 2 11 1 21
12 td td td
td k F k F k
k = = +
我們將上述相關文獻中可利用的動力參數值及反應速 率常數的關係式代入模式中,而其餘未能從文獻中得 到的動力參數關係,仍暫用工廠提供的數值。然後進 行各個反應的動力參數值對產物性質影響的敏感度測 試,找出對於影響產物性質最為顯著的動力參數,來 做為最適化過程中的操作變數。結果如表二。
表二. 產物性質與反應對照表
產物性質 影響性質最明顯之反應
PR 加成反應、終結反應
MI
加成反應、修正劑、單體的鏈 轉移反應、β-末端分裂反應
CW 加成反應
在共聚合物的組成
CW 方面,雖加成反應比其他
的動力參數較具影響力,但其實際的絕對影響力卻並 不大。因此嚴格來看,所有的動力常數對共聚合物的 組成其實都不具太大的影響力。由此可知,若要改變 動力常數來擬合共聚合物的組成,其效果應不會太好。
而由聚合物化學(1993)一書中可知共聚合物的組 成會與單體活性比以及進料中單體的比例有以下關 係:
] [ ] ][
[ 2 ] [
] ][
[ ] [
2 2 2 2 1
1 1
2 2 1
2 2 2 1
2
M r M M M r
M M M r r
r CW r
M M
M
+ +
= +
= +
因此單體活性比及進料中單體的比例會影響
CW 大
小。也就是說,一旦給定了單體活性比與進料中單體
的比例,那
CW 也就被決定下來而與動力常數無關。
對於加成反應來說,其對產率與熔融指數都有相 當大的影響力。為了可使產率與熔融指數作各別階段 之最適化的目標函數,增加搜尋的便利性,我們先不 將其作為最適化之操作變數,而使用文獻中的數值。
因此,動力參數最適化的過程可分為三個階段:
1. 調整終結反應之動力常數:
å=
÷ ÷
ø ö ç ç
è
æ -
=
7 1Pr 2
,
, i i
edicted i i V
E
PR
PR PR
a
a Plant
Plant A
min OF
10
2.調整修正劑、單體之鏈轉移反應與β-末端分裂反應 之動力常數:
å= ÷÷
ø ö çç
è
æ -
= 7 1
Pr 2
, 0,
min
i i
edicted i i V
E
A MI
MI MI
a
a Plant
Plant OF2
3. 將上兩階段尋得之動力常數,作為目標函數 OF3的
起始值:
2 7
1
2 Pr Pr ,
0,
min å
= ÷÷
ø ö çç
è
æ -
÷ +
÷ ø ö çç
è
æ -
=
i i
edicted i i i
edicted i i V
E
A MI
MI MI PR
PR PR
a
a Plant
Plant Plant
Plant OF3
(6)
(7)
(8)
(9) (4)
(5) (1)
(2)
(5) (3)
利用此三個階段所得到最適化動力參數結果找到了兩 組最適化的動力參數。如圖一與圖二。一組適用於較 低
MI 的 G1、G2 與 G3,另一組適用較高 MI 的 G4、
G5、G6 與 G7。
Plant ProdRate
1400 1600 1800 2000
Model-predicted ProdRate
1400 1600 1800
2000 G1
G2 G3
Plant MI
0 5 10 15 20 25 30
Model-predicted MI
0 5 10 15 20 25 30
G1 G2 G3
Plant CoWt
16 18 20 22 24 26
Model-predicted CoWt
16 18 20 22 24 26
G1 G2 G3
圖一. 工廠與模式預測的產品性質(G1,G2,G3)
Plant ProdRate
1600 1800 2000 2200
Model-predicted ProdRate
1600 1800 2000
2200 G4
G5 G6 G7
Plant MI
0 100 200 300 400 500
Model-predicted MI
0 100 200 300 400 500
G4 G5 G6 G7
Plant CoWt
5 10 15 20 25
Model-predicted CoWt
5 10 15 20 25
G4 G5 G6 G7
圖二. 工廠與模式預測的產品性質(G4,G5,G6,G7)
四、反應器溫度控制
針對工業上高分子產品的品質及產量,常需為因 應市場需求而變化。因此操作條件並非長期固定在某 一原始條件下,而必須要常作調整達到產品品質或產 量改變的市場經濟目的。根據研究顯示影響高分子產 品性質的因素包含有單體、共單體、鏈轉移劑的進料 量、反應器操作溫度、反應器操作壓力...等,為維持與 調整高分子產品性質,影響因素的控制討論為重要議 題。本文承接的反應器模式,其在模式的建立上,假 設壓力的動態變化與溫度、成份濃度變化動態相較來 為快,而忽略其動態響應,將壓力視為固定。而流量 控制的動態也較為快速。所以我們假設壓力與流量皆 為完美控制(Perfect Control),忽略其控制動態變化,以 反應器溫度作為控制架構的主要討論。並以工業界較
為廣泛使用的PI 控制器作為控制使用對象。
反應器的溫度控制,本研究參考文獻Ham & Rhee (1996)、Chan (1993)與工廠提供資料,以起始劑的進料 流量作為操作變數來控制反應器的溫度。由圖三可知 此反應器被模擬為七個區段連續攪拌槽的串聯,其三 股起始劑進料是從反應區 1、2、4 區進入,而反應器 進料是由反應區 1、2、3、4、5 區進入,起始劑進料 直接進入的反應區 1、2、4 區的溫度可量測,因此就 為我們所要控制的對象,各不同品別這三區之溫度設 定值均可能不同,因此溫度控制的目的必須要使設定 值改變能儘快達成,而同一品別的操作可能會有如產 量增減等干擾,故此三溫度控制環路也要儘速排除干 擾對溫度環路的影響。
圖三. 高壓反應器進料與出料示意圖
本研究開始時,想以反應曲線法來找出此 3
´
3 系統的操作變數與控制變數間的轉移函數,再進一步計 算出控制器的參數。但在開環情況下,此程序的起始 劑進料作少許變化,即會致使反應器溫度發散,呈現 開環不穩定的現象。經由隨意的開閉環測試,得知此 系統在環路 1(選擇以進入反應區 1 起始劑進料流量來 控制反應區 1 的溫度)閉環的情況下,則會變為開環穩 定的情形。
因此本研究在控制器參數調諧上,先找出環路 1 的控制參數,再以得到的控制參數將環路 1 閉環,找 出其餘 2×2 的開環轉移函數,藉以決定其餘兩個環路
的控制參數。在求得三組配對的PI 控制器參數的過程
中,先以 Relay 控制找出環路 1 的 Ku、Pu數值,利用 Tyreus-Luyben 調諧法則計算出環路 1 的 PI 控制器參 數,見表三。再在環路 1 閉環的情形下,以反應曲線 法作模式識別,找出進入反應區 2 及 4 起始劑進料流 量與反應區 2 及 4 溫度間的開環轉移函數關係再以 RGA 分析得到環路 2 及 4 的變數配對(選擇以進入反應 區 2 起始劑進料流量來控制反應區 2 的溫度;選擇以 進入反應區 4 起始劑進料流量來控制反應區 4 的溫
度),利用利用 IMC-PI 調諧法則以閉環時間常數等於
程序時間常數(
t
cl= t
)計算出環路 2、4 的PI 控制器 參數,亦可見表三。表三. 各溫度環路之 PI 控制器參數 Kc τI (sec)
環路 1 67.44 46.20
環路 2 9.88 41.29
環路 4 3.78 56.40
在得到三個環路的控制器參數後,利用單體、共 單體、鏈轉移劑與惰性物合併進入的五股流中的第一 股流量(圖三中INL(1))在時間為 10 秒時作正負 10%的 改變與反應區 1 的溫度之各別設定點在時間為 10 秒時
作正負 10%的改變以上兩種變數的改變,來觀察控制
結果的好壞。如圖四、圖五。由圖可知,在面對干擾 影響及設定點改變都有不錯的控制結果。
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0
Trm1 (oC)
1 4 8 .5 1 4 9 .0 1 4 9 .5 1 5 0 .0 1 5 0 .5 1 5 1 .0 1 5 1 .5 1 5 2 .0
IN L (1 ) flo w ra te +1 0 % IN L (1 ) flo w ra te -1 0%
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0
Trm2 (oC)
1 5 5 . 6 1 5 5 . 8 1 5 6 . 0 1 5 6 . 2 1 5 6 . 4 1 5 6 . 6
IN L (1 ) flo w r ate +1 0 % IN L (1 ) flo w r ate - 10 %
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0
Trm4 (oC)
1 6 9 .7 1 6 9 .8 1 6 9 .9 1 7 0 .0 1 7 0 .1 1 7 0 .2 1 7 0 .3 1 7 0 .4
IN L (1 ) flo w ra te + 10 % IN L (1 ) flo w ra te -1 0 %
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0
INI(1) (m3 /hr)
0 . 0 0 2 4 0 . 0 0 2 6 0 . 0 0 2 8 0 . 0 0 3 0 0 . 0 0 3 2 0 . 0 0 3 4 0 . 0 0 3 6 0 . 0 0 3 8 0 . 0 0 4 0 0 . 0 0 4 2 0 . 0 0 4 4
IN L (1 ) flo w ra te + 10 % IN L (1 ) flo w ra te -1 0%
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0
INI(2) (m
3 /hr)
0 .0 0 2 1 1 0 .0 0 2 1 2 0 .0 0 2 1 3 0 .0 0 2 1 4 0 .0 0 2 1 5 0 .0 0 2 1 6 0 .0 0 2 1 7 0 .0 0 2 1 8
IN L( 1) flo w r ate +1 0 % IN L( 1) flo w r ate - 10 %
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0
INI(4) (m
3 /hr)
0 . 0 0 5 5 7 5 0 . 0 0 5 5 8 0 0 . 0 0 5 5 8 5 0 . 0 0 5 5 9 0 0 . 0 0 5 5 9 5 0 . 0 0 5 6 0 0 0 . 0 0 5 6 0 5 0 . 0 0 5 6 1 0 0 . 0 0 5 6 1 5
IN L (1 ) flo w ra te +1 0 % IN L (1 ) flo w ra te -1 0%
圖四. 干擾排除之控制環路情形
tim e ( s )
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0
Trm1 (oC)
1 3 0 1 3 5 1 4 0 1 4 5 1 5 0 1 5 5 1 6 0 1 6 5 1 7 0
T rn 1 s p +1 0 % T rn 1 s p -1 0 %
tim e ( s )
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0
Trm2 (oC)
1 5 4 .5 1 5 5 .0 1 5 5 .5 1 5 6 .0 1 5 6 .5 1 5 7 .0 1 5 7 .5 1 5 8 .0
T rn 1 s p +1 0 % T rn 1 s p -1 0%
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0
Trm4 (oC)
1 6 9 . 2 1 6 9 . 4 1 6 9 . 6 1 6 9 . 8 1 7 0 . 0 1 7 0 . 2 1 7 0 . 4 1 7 0 . 6 1 7 0 . 8 1 7 1 . 0
Tr n 1 s p +1 0 % Tr n 1 s p - 1 0%
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0
INI(1) (m3 /hr)
0 . 0 0 2 9 0 . 0 0 3 0 0 . 0 0 3 1 0 . 0 0 3 2 0 . 0 0 3 3 0 . 0 0 3 4 0 . 0 0 3 5 0 . 0 0 3 6 0 . 0 0 3 7
T rn 1 s p +1 0 % T rn 1 s p - 10 %
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0
INI(2) (m
3 /hr)
0 . 0 0 1 6 0 . 0 0 1 8 0 . 0 0 2 0 0 . 0 0 2 2 0 . 0 0 2 4 0 . 0 0 2 6 0 . 0 0 2 8
T rn 1 s p +1 0 % T rn 1 s p -1 0 %
tim e (s )
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0
INI(4) (m3 /hr)
0 .0 0 5 5 0 0 .0 0 5 5 2 0 .0 0 5 5 4 0 .0 0 5 5 6 0 .0 0 5 5 8 0 .0 0 5 6 0 0 .0 0 5 6 2 0 .0 0 5 6 4 0 .0 0 5 6 6 0 .0 0 5 6 8
T rn 1 s p +1 0 % T rn 1 s p -1 0 %
圖五. 設定點改變之控制環路情形
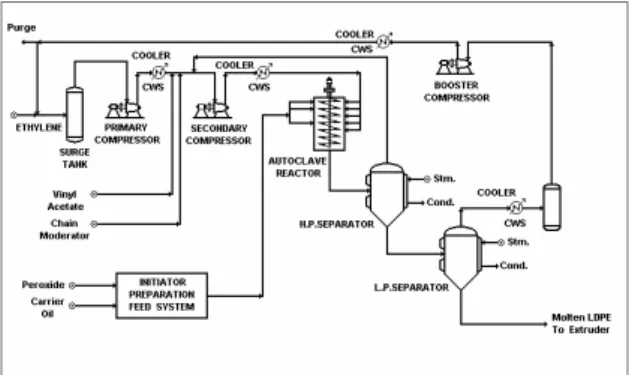
五、整廠架構建立與控制
由於商業保密的原因,我們避免對外公開工廠所
提供的實際架構,因此本研究所討論的EVA 的整廠架
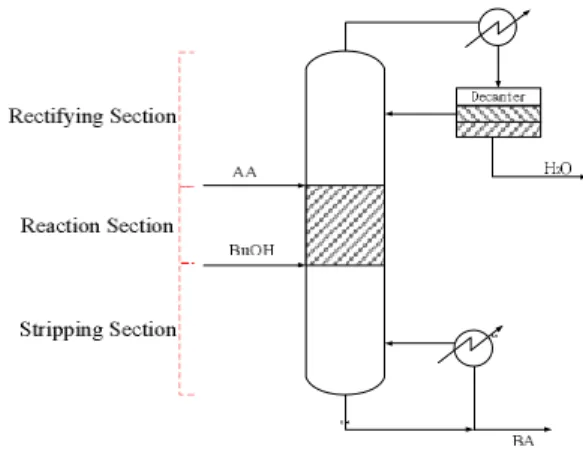
構,將使用一般高壓低密度聚乙烯流程(如圖六)來近似 取代實際工廠提供的架構。
圖六. 整廠架構流程圖
如圖六所示,整廠流程中新鮮單體乙烯進料流與 高壓迴流物質流(包含了單體、共單體與鏈轉移劑)混合 後進入第一壓縮機區,此股流混合了新鮮共單體乙酸 乙烯酯、鏈轉移劑進料與低壓迴流物質流(包含了單 體、共單體與鏈轉移劑)則進入第二壓縮機區加壓進入 反應器,而起始劑進料與溶劑則一起進入反應器。
經反應過後起始劑幾乎被完全反應完,則反應器 的出料包含了剩餘單體、共單體、鏈轉移劑、少量溶 劑與聚合產物。其出料流經過高壓及低壓分離器,將 單體、共單體與鏈轉移劑分離出來再迴流至反應器,
少量迴流將排出系統以防止惰性成分之累積。而少量 溶 劑 與 聚 合 產 物 則 被 分 離 送 往 下 游 之 擠 出 器 (Extruder)。
本研究在整廠架構中的反應器部份是採用上年度 的第一部份之研究所建立的模式,再搭配使用本研究 所搜尋到的最適化動力參數。而在下游程序單元的建 立上,假設下游程序的單元溫度、壓力皆被嚴格的控 制住而忽略其動態變化;且總體質量變化相較比成份 濃度變化來為快,而忽略總體質量動態改變。使用以 上假設,本研究在下游程序單元的建立上,只考慮了 兩個高、低壓分離槽與兩個儲槽的成份濃度變化。而 分離槽的模擬上,放棄含聚合物之複雜熱力學的氣液 平衡關係,假設進出單元的物質成份流具有一固定比 率,且含有五分鐘時間常數的一階系統來模擬其動態 變化。儲槽亦以具有五分鐘時間常數的一階系統模擬 其動態變化。
使用以上假設,在整廠的架構中,本研究以反應
器溫度作為控制架構的主要討論。在求得PI 控制器參
數的過程中,我們以上一章節所得的調諧策略尋找控 制器的參數。各環路的控制器參數可見下表四。因在 反應器溫度控制時的討論例子為品別一,而在整廠控
制時的討論例子為品別七,所以在表三、表四的控制 器參數數值有頗大的差異。
表四 各溫度環路之PI 控制器參數
Kc τI (sec)
環路 1 363.79 17.60
環路 2 7.70 870.66
環路 4 9.57 1058.95
在得到三個環路的控制器參數後,利用單體、共 單體、鏈轉移劑的新鮮進料流量各別在時間為 2 小時
時作正負 10%的改變、反應區 1 的溫度之設定點在時
間為 2 小時時作正負5%的改變與反應器的操作壓力之
設定點在時間為 2 小時時作正負5%的改變以上三種變
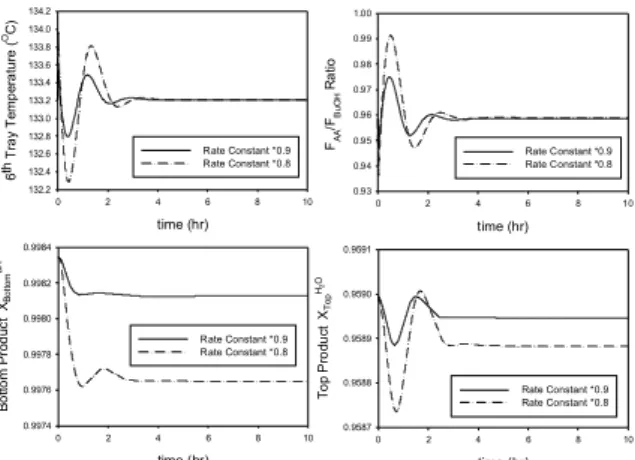
數的改變,來觀察控制結果的好壞與產品性質模擬結 果。如圖七至圖十四。由圖七、九、十一、十三、十 四可知,在面對干擾影響及設定點改變都有不錯的控 制結果。
由圖八可見單體的新鮮進料流量的改變,對產品 產率有同向的影響、對熔融指數有反向的影響、對共 單體比率有反向的影響。其因反應物單體的增加,會 增加產物的產率及降低共單體在高分子產物中的比 率。且單體的增加對加成反應有加速作用,而加成反 應加速,即會造成成長中的高分子鏈較易接續下去,
使得平均分子量上升,熔融指數的下降。
由圖十可見共單體的新鮮進料流量的改變,對產 品產率有同向的影響、對熔融指數有反向的影響、對 共單體比率有同向的影響。其因反應物共單體的增 加,會增加產物的產率及共單體在高分子產物中的比 率。且共單體的增加對加成反應有加速作用,而加成 反應加速,即會造成成長中的高分子鏈較易接續下 去,使得平均分子量上升,熔融指數的下降。
由圖十二可見鏈轉移劑的新鮮進料流量的改變,
對熔融指數有反向的影響,而對產品產率與共單體比 率的影響不大。其因鏈轉移劑的增加,對產物修正劑 之鏈轉移反應有加速作用,而鏈轉移反應加速,即造 成成長中的高分子鏈較易被截斷,使得平均分子量下 降,熔融指數的上升。但鏈轉移劑的流量改變,對加 成反應與單體、共單體濃度比率並無直接的影響,因 此對產品產率與共單體比率的影響不大。
因溫度及壓力對反應有著整體的影響,不若單 體、共單體、鏈轉移劑的新鮮進料流量改變,那樣單 純地只對特定的反應有較大之影響。再加上反應器模 擬成七個反應區串聯,使得溫度及壓力對產品性質的 影響分析更加複雜,因此在此部份只重視溫度控制的 效果,而不對產品性質的影響作分析討論。
tm e ( hr)
0 1 0 2 0 3 0 4 0 5 0 6 0
Trm2 (
o C
)
1 7 8 1 8 0 1 8 2 1 8 4 1 8 6 1 8 8 1 9 0
fre s h e th ylen e +1 0 % fre s h e th ylen e - 10 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0 6 0
Trm4 (oC)
1 8 0 1 8 2 1 8 4 1 8 6 1 8 8 1 9 0
fres h e thy le n e +1 0%
fres h e thy le n e -1 0 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0 6 0
INI(1) (kg/hr)
6 . 6 6 . 8 7 . 0 7 . 2 7 . 4 7 . 6 7 . 8 8 . 0 8 . 2
fre s h e th yle ne + 10 % fre s h e th yle ne -1 0%
tim e (hr )
0 1 0 2 0 3 0 4 0 5 0 6 0
INI(2) (kg/hr)
3 .0 3 .5 4 .0 4 .5 5 .0 5 .5 6 .0
fres h e thy le n e +1 0%
fres h e thy le n e -1 0 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0 6 0
INI(4) (kg/hr)
3 .0 3 .2 3 .4 3 .6 3 .8 4 .0 4 .2 4 .4 4 .6
fr es h e th y le ne +10 % fr es h e th y le ne -1 0 % tm e (h r)
0 1 0 2 0 3 0 4 0 5 0 6 0
Trm1 (
o C)
1 8 3 .9 9 7 5 1 8 3 .9 9 8 0 1 8 3 .9 9 8 5 1 8 3 .9 9 9 0 1 8 3 .9 9 9 5 1 8 4 .0 0 0 0 1 8 4 .0 0 0 5 1 8 4 .0 0 1 0
fre s h ethy len e +1 0%
fre s h ethy len e - 10 %
圖七. 單體進料
±
10%控制環路情形tim e (h r )
0 2 0 4 0 6 0 8 0 1 0 0
Production Rate (kg/hr)
1 6 0 0 1 6 5 0 1 7 0 0 1 7 5 0 1 8 0 0 1 8 5 0 1 9 0 0 1 9 5 0
fr e s h e thy le n e +1 0 % fr e s h e thy le n e - 1 0 %
tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
Melt Index (g/min)
3 4 0 3 6 0 3 8 0 4 0 0 4 2 0 4 4 0 4 6 0 4 8 0 5 0 0 5 2 0
fre s h eth y le n e + 1 0%
fre s h eth y le n e -1 0 %
tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
Comonomer Weight percent (%)
1 6 . 5 1 7 . 0 1 7 . 5 1 8 . 0 1 8 . 5 1 9 . 0 1 9 . 5 2 0 . 0 2 0 . 5
fre s h eth y le n e + 1 0 % fre s h eth y le n e -1 0 %
圖八. 單體進料
±
10%產品性質變化情形tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
Trm1 (
o C
)
1 8 3 .9 9 9 7 1 8 3 .9 9 9 8 1 8 3 .9 9 9 9 1 8 4 .0 0 0 0 1 8 4 .0 0 0 1 1 8 4 .0 0 0 2
fres h v in yl a c e ta te +1 0 % fres h v in yl a c e ta te -1 0%
tm e ( hr)
0 1 0 2 0 3 0 4 0 5 0
Trm2 (oC)
1 8 3 . 2 1 8 3 . 4 1 8 3 . 6 1 8 3 . 8 1 8 4 . 0 1 8 4 . 2 1 8 4 . 4 1 8 4 . 6 1 8 4 . 8
fr es h v in yl a c etate +1 0 % fr es h v in yl a c etate - 10 %
tim e (hr )
0 1 0 2 0 3 0 4 0 5 0
Trm4 (
o C
)
1 8 3 .8 1 8 4 .0 1 8 4 .2 1 8 4 .4 1 8 4 .6 1 8 4 .8 1 8 5 .0
fre s h v iny l ac e ta te +1 0%
fre s h v iny l ac e ta te -1 0 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(1) (kg/hr)
7 .1 6 7 .1 7 7 .1 8 7 .1 9 7 .2 0 7 .2 1
fr es h v in yl a c eta te +1 0 % fr es h v in yl a c eta te -10 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(2) (kg/hr)
4 .2 0 4 .2 5 4 .3 0 4 .3 5 4 .4 0 4 .4 5 4 .5 0 4 .5 5
fre s h v in y l a c e ta te + 10 % fre s h v in y l a c e ta te -1 0 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(4) (kg/hr)
3 . 6 0 3 . 6 2 3 . 6 4 3 . 6 6 3 . 6 8 3 . 7 0 3 . 7 2 3 . 7 4 3 . 7 6 3 . 7 8 3 . 8 0
fre sh v in yl a c e ta te +1 0 % fre sh v in yl a c e ta te -1 0%
圖九. 共單體進料
±
10%控制環路情形tim e (h r )
0 1 0 2 0 3 0 4 0 5 0
Production Rate (kg/hr)
1 7 2 0 1 7 4 0 1 7 6 0 1 7 8 0 1 8 0 0 1 8 2 0
fr es h v in yl a c e ta te +1 0 % fr es h v in yl a c e ta te - 10 %
tim e (h r)
0 2 0 4 0 6 0 8 0
Melt Index (g/min)
3 9 5 4 0 0 4 0 5 4 1 0 4 1 5 4 2 0 4 2 5 4 3 0 4 3 5
fre s h v in y l a c e ta te + 1 0%
fre s h v in y l a c e ta te -1 0 %
tim e ( h r)
0 1 0 2 0 3 0 4 0 5 0
Comonomer Weight percent (%)
1 6 .5 1 7 .0 1 7 .5 1 8 .0 1 8 .5 1 9 .0 1 9 .5 2 0 .0
fre s h v in y l a c e ta te + 1 0%
fre s h v in y l a c e ta te -1 0 %
圖十. 共單體進料
±
10%產品性質變化情形tim e (hr )
0 2 0 40 6 0 8 0 1 0 0
Trm1 (
o C
)
1 8 3 . 9 99 8 0 1 8 3 . 9 99 8 5 1 8 3 . 9 99 9 0 1 8 3 . 9 99 9 5 1 8 4 . 0 00 0 0 1 8 4 . 0 00 0 5 1 8 4 . 0 00 1 0 1 8 4 . 0 00 1 5 1 8 4 . 0 00 2 0
fr es h p ro py le n e +10 % fr es h p ro py le n e -1 0%
tm e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
Trm2 (oC)
1 8 3 .9 4 1 8 3 .9 6 1 8 3 .9 8 1 8 4 .0 0 1 8 4 .0 2 1 8 4 .0 4 1 8 4 .0 6
1 8 4 .0 8 fres h p ro py le n e +10 %
fres h p ro py le n e -1 0 %
tim e (hr )
0 2 0 4 0 6 0 8 0 1 0 0
Trm4 (
o C
)
18 4 . 4 2 18 4 . 4 4 18 4 . 4 6 18 4 . 4 8
18 4 . 5 0 fre s h pro p ylen e +1 0%
fre s h pro p ylen e -1 0 %
tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
INI(1) (kg/hr)
6 .6 6 .8 7 .0 7 .2 7 .4 7 .6 7 .8
fre s h pr op ylen e +1 0 % fre s h pr op ylen e -10 %
tim e ( hr)
0 2 0 4 0 6 0 8 0 1 0 0
INI(2) (kg/hr)
4 .1 4 .2 4 .3 4 .4 4 .5 4 .6 4 .7
fre s h p rop y le ne +1 0 % fre s h p rop y le ne -1 0%
tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
INI(4) (kg/hr)
3 . 4 3 . 5 3 . 6 3 . 7 3 . 8 3 . 9 4 . 0
fr es h p rop y le ne + 10 % fr es h p rop y le ne -1 0%
圖十一. 鏈轉移劑進料
±
10%控制環路情形tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
Production Rate (kg/hr)
1 7 7 3 .5 1 7 7 4 .0 1 7 7 4 .5 1 7 7 5 .0 1 7 7 5 .5 1 7 7 6 .0 1 7 7 6 .5
fre s h p ro p yle n e +1 0 % fre s h p ro p yle n e - 1 0%
tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
Melt Index (g/min)
3 4 0 3 6 0 3 8 0 4 0 0 4 2 0 4 4 0 4 6 0 4 8 0 5 0 0
fre s h p ro p y le n e +1 0 % fre s h p ro p y le n e -1 0%
tim e (h r )
0 2 0 4 0 6 0 8 0 1 0 0
Comonomer Weight percent (%)
1 8 . 2 3 1 8 . 2 4 1 8 . 2 5 1 8 . 2 6 1 8 . 2 7 1 8 . 2 8 1 8 . 2 9
fr es h p ro p yle ne +1 0 % fr es h p ro p yle ne -1 0 %
圖十二. 鏈轉移劑進料
±
10%產品性質變化情形tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
Trm1 (
o C
)
1 7 0 1 7 5 1 8 0 1 8 5 1 9 0 1 9 5
T rm 1 +5 % T rm 1 -5 %
tm e ( hr )
0 1 0 2 0 3 0 4 0 5 0
Trm2 (
o C
)
1 8 3 .0 1 8 3 .2 1 8 3 .4 1 8 3 .6 1 8 3 .8 1 8 4 .0 1 8 4 .2 1 8 4 .4 1 8 4 .6 1 8 4 .8 1 8 5 .0
T rm 1 +5 % T rm 1 - 5%
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
Trm4 (
o C
)
1 8 4 . 1 1 8 4 . 2 1 8 4 . 3 1 8 4 . 4 1 8 4 . 5 1 8 4 . 6 1 8 4 . 7 1 8 4 . 8
Tr m 1 +5 % Tr m 1 -5 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(1) (kg/hr)
7 . 0 0 7 . 0 5 7 . 1 0 7 . 1 5 7 . 2 0 7 . 2 5 7 . 3 0 7 . 3 5
T rm 1 +5 % T rm 1 -5 %
tim e (h r )
0 1 0 2 0 3 0 4 0 5 0
INI(2) (kg/hr)
4 . 1 4 . 2 4 . 3 4 . 4 4 . 5 4 . 6
T rm 1 +5 % T rm 1 -5 %
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(4) (kg/hr)
3 .6 4 3 .6 6 3 .6 8 3 .7 0 3 .7 2 3 .7 4
T rm 1 +5 % T rm 1 -5 %
圖十三. 反應器之反應區 1 溫度設定點
±
5%控制環路情形t im e (h r)
0 5 1 0 1 5 2 0
Trm1 (
o C)
1 8 3 . 9 2 1 8 3 . 9 4 1 8 3 . 9 6 1 8 3 . 9 8 1 8 4 . 0 0 1 8 4 . 0 2
1 8 4 . 0 4 p re s s u re + 5%
p re s s u re -5 %
t m e (h r)
0 5 1 0 1 5 2 0
Trm2 (
o C
)
1 7 6 1 7 8 1 8 0 1 8 2 1 8 4 1 8 6 1 8 8 1 9 0
p re s s u re +5 % p re s s u re -5 %
tim e (h r)
0 5 1 0 1 5 2 0
Trm4 (
o C
)
1 7 8 1 8 0 1 8 2 1 8 4 1 8 6 1 8 8
p re s s u re + 5%
p re s s u re -5 %
t im e (h r)
0 5 1 0 1 5 2 0
INI(1) (kg/hr)
5 . 5 6 . 0 6 . 5 7 . 0 7 . 5 8 . 0 8 . 5 9 . 0 9 . 5
p re s s u re +5 % p re s s u re -5 %
tim e ( h r)
0 5 1 0 1 5 2 0
INI(2) (kg/hr)
2 3 4 5 6 7 8
p r es s u r e +5 % p r es s u r e - 5 %
t im e (h r)
0 5 1 0 1 5 2 0
INI(4) (kg/hr)
2 .0 2 .5 3 .0 3 .5 4 .0 4 .5 5 .0 5 .5 6 .0
p re s s u re +5 % p re s s u re -5 %
圖十四. 壓力
±
5%控制環路情形在產量增加的討論上,我們利用單體、共單體、
鏈轉移劑的新鮮進料流量同時在時間為 2 小時時作正
10%的改變,而反應區 1、2、4 的溫度與反應器的操作 壓力皆維持在原先的設定值,藉此簡單的操作希望能
達到產品產率也增加 10%的結果。由圖十五、十六可
觀察出控制結果的好壞與產品性質模擬結果。由圖十 五可知,在面對單體、共單體、鏈轉移劑的新鮮進料 流量增加的干擾影響有不錯的控制結果。而由圖十六
可知,產品產率部份如我們所預期的有增加 10%左右
的結果,而熔融指數、共單體比率的部份與原先的設 定值的差異並不太大。
由先前的討論,我們可利用對熔融指數、共單體 比率有較單純直接影響的操作變數,分別為鏈轉移
劑、共單體的新鮮進料流量來修正其與原先的設定值 的差異。圖十七為單體、共單體、鏈轉移劑的新鮮進
料流量同時在時間 5 小時時作正10%的改變,且在 100
小時時鏈轉移劑的新鮮進料流量增加為原設定值的 11.45%,而在 200 小時時共單體的新鮮進料流量增加
為原設定值的10.18%。由圖十七可知,利用共單體、
鏈轉移劑的新鮮進料流量來修正圖十六與原先的設定 值的差異,可達到不錯的操作結果。
tim e (hr )
0 2 0 4 0 6 0 8 0
Trm1 (
o C
)
1 8 3 . 9 97 0 1 8 3 . 9 97 5 1 8 3 . 9 98 0 1 8 3 . 9 98 5 1 8 3 . 9 99 0 1 8 3 . 9 99 5 1 8 4 . 0 00 0 1 8 4 . 0 00 5 1 8 4 . 0 01 0
p ro du c tion ra te + 10 %
tim e ( hr)
0 2 0 4 0 6 0 8 0
Trm2 (
o C
)
17 8 17 9 18 0 18 1 18 2 18 3 18 4 18 5
p ro d uc tio n rate +1 0%
tim e (hr )
0 2 0 4 0 6 0 8 0
Trm4 (oC)
1 8 0 1 8 1 1 8 2 1 8 3 1 8 4 1 8 5
pr od u ctio n ra te +1 0 %
tim e (h r)
0 20 4 0 6 0 80
INI(1) (kg/hr)
7 .1 6 7 .1 8 7 .2 0 7 .2 2 7 .2 4 7 .2 6 7 .2 8 7 .3 0 7 .3 2 7 .3 4
p rod u ctio n ra te +1 0 %
tim e ( hr)
0 2 0 40 6 0 8 0
INI(2) (kg/hr)
4 .2 4 .4 4 .6 4 .8 5 .0 5 .2 5 .4 5 .6 5 .8 6 .0
pr od uc tio n ra te +1 0%
tim e (h r)
0 2 0 4 0 6 0 8 0
INI(4) (kg/hr)
3 . 6 3 . 8 4 . 0 4 . 2 4 . 4 4 . 6
p ro du c tion rate +10 %
圖十五. 產品產量+10%控制環路情形
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
Production Rate (kg/hr)
1 7 5 0 1 8 0 0 1 8 5 0 1 9 0 0 1 9 5 0 2 0 0 0
p ro d uc tio n r ate +1 0 %
tim e (h r)
0 2 0 4 0 6 0 8 0 1 0 0
Melt Index (g/min)
4 0 6 4 0 8 4 1 0 4 1 2 4 1 4 4 1 6 4 1 8 4 2 0 4 2 2 4 2 4 4 2 6
p ro d uc tio n r ate +1 0 %
tim e ( hr )
0 2 0 4 0 6 0 8 0
Comonomer Weight percent (%)
1 8 . 2 0 1 8 . 2 1 1 8 . 2 2 1 8 . 2 3 1 8 . 2 4 1 8 . 2 5
1 8 . 2 6 p ro d uc tio n r ate +1 0 %
圖十六. 產品產量+10%產品性質變化情形
tim e (h r)
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 0
Production Rate (kg/hr)
1 7 5 0 1 8 0 0 1 8 5 0 1 9 0 0 1 9 5 0 2 0 0 0
pr od u c tio n ra te +1 0 %
tim e (h r)
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 0
Melt Index (g/min)
4 0 6 4 0 8 4 1 0 4 1 2 4 1 4 4 1 6 4 1 8 4 2 0 4 2 2 4 2 4 4 2 6
p ro du c tio n r ate +1 0 %
tim e ( hr )
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 0
Comonomer Weight percent (%)
1 8 . 2 0 1 8 . 2 1 1 8 . 2 2 1 8 . 2 3 1 8 . 2 4 1 8 . 2 5 1 8 . 2 6
p ro du c tio n ra te +1 0 %
圖十七. 產品產量+10%產品性質變化情形
在實際高分子工業中,為了因應市場不同的需 求,一種高分子常需被利用製造成不同的最終產品,
如瓶罐、薄膜...等等的產品。而每種不同的最終產品 都有其各自需求的高分子產物性質。所以在操作過程 中,常需從某一產品別操作條件轉換到另一產品別操 作條件,以生產不同產物性質的高分子產品,此類變 化產物性質的行為被稱為品別轉換的操作。
由於符合規格產品與次級產品市場價格相差甚 大,因此次級產品的產量減少與轉換時間的縮短為品 別轉換討論的重要議題。而此兩種目標需視市場要求 來判定何者較為重要。當產品市場價格高時,品別轉 換操作傾向以轉換時間的縮短為較重要目標,當產品 市場價格低時,操作傾向較重視次級產品的產量減 少,因當產品的市場價格低時,不符規格之產品可能 會有無法銷售出去的問題。而在本研究的討論重點,
我們放在轉換時間的縮短方面。
在此以低 MI 品別組間的轉換(品別 2 轉換至品別 3)作為討論例子。圖十八、十九為在時間為 2 小時時 將舊品別的操作條件階梯式切換到新品別的操作條 件,所得到的控制結果與產品性質變化結果。由圖十 八可知,在基礎策略下的各品別轉換有不錯的控制結 果。且由圖十九可知,在基礎策略下的各品別轉換中,
產率與共單體比例的轉換較為快速,而熔融指數的轉 換則須花費較長時間,因此縮短熔融指數的轉換時 間,即為此品別轉換討論的主要目標。我們利用對熔 融指數有較直接單純影響的鏈轉移劑進料,作兩階段 策略的操作方式,來調節熔融指數轉換所花費的時間。
tim e ( h r)
0 1 0 2 0 3 0 4 0 5 0
Trm1 (
o C
)
1 5 5 1 6 0 1 6 5 1 7 0 1 7 5 1 8 0 1 8 5 1 9 0
b a s e c a s e
tim e ( hr )
0 1 0 2 0 3 0 4 0 5 0
Trm2 (
o C
)
1 6 0 1 6 5 1 7 0 1 7 5 1 8 0 1 8 5 1 9 0
b a s e c a s e
tim e ( hr )
0 1 0 2 0 3 0 4 0 5 0
Trm4 (
o C
)
1 6 0 1 6 5 1 7 0 1 7 5 1 8 0 1 8 5 1 9 0
b a s e c as e
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(1) (kg/hr)
0 1 2 3 4 5 6 7
b a s e c a s e
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(2) (kg/hr)
1 .0 1 .5 2 .0 2 .5 3 .0 3 .5 4 .0
b a s e c a s e
tim e (h r)
0 1 0 2 0 3 0 4 0 5 0
INI(4) (kg/hr)
0 .5 1 .0 1 .5 2 .0 2 .5 3 .0
b a s e c as e
圖十八. 品別 2→3 基礎策略控制環路情形