Ultraviolet-assisted synthesis of encapsulating adhesives and their application
for lifetime improvement of organic light emitting diodes
Chen-Ming Chen
a, Ming-Hua Chung
a, Tsung-Eong Hsieh
a,*, Bohr-Ran Huang
b, Huai-En Hsieh
b,
Fuh-Shyang Juang
c, Yu-Sheng Tsai
c, Mark O. Liu
d, Jen-Lien Lin
da
Department of Materials Science and Engineering, National Chiao-Tung University, Hsinchu 30010, Taiwan, ROC
b
Graduate School of Optoelectronics Engineering, National Yunlin University of Science and Technology, Yunlin 640, Taiwan, ROC
c
Institute of Electro-Optical and Materials Science, National Formosa University, Huwei, Yunlin 63208, Taiwan, ROC
d
Material and Chemical Research Laboratories, Industrial Technology Research Institute, Hsinchu 300, Taiwan, ROC
a r t i c l e
i n f o
Article history: Received 7 May 2008
Received in revised form 16 June 2008 Accepted 4 July 2008
Available online 24 July 2008
PACS: 73.90.+f 72.80.Le 87.15.Mi 85.60.Jb Keywords:
Electrical properties and measurements Polymers
Luminescence OLEDs
a b s t r a c t
The lifetimes of organic light emitting diodes (OLEDs) have been successfully enhanced with the modu-lation of LiF thickness and the utilization of encapsulating adhesives, which have been successfully and quickly synthesized with UV irradiation. Experimental results demonstrate that LiF and lab-made encap-sulating adhesives can block the invasion of moisture as well as oxygen in the atmosphere into the OLEDs so that the lifetimes of devices with their encapsulation are 18-folds longer than those without encapsulation.
Ó 2008 Elsevier B.V. All rights reserved.
1. Introduction
Organic light emitting diodes (OLEDs) have attracted much attention because of their widespread applications such as dis-plays, illuminations, and so on. Compared with other competitors (e.g. liquid crystal displays, mercury lamps, etc.), OLEDs exhibit the predominance of lower cost, less power consumption, higher contrast ratio, faster response time, better brightness, and larger viewing angles[1–5]. However, the lifetime has recently become a crucial obstacle to the commercialization of OLEDs since mois-ture and oxygen in the air corrode the metal electrode and organic materials, causing dark spots while the device is lighted up and drastically decreasing the lifetime [6,7]. Although the literatures about the lifetime promotion for the encapsulation of OLEDs with metal or glass can have been reported[8–10], the process of pack-age is inconvenient and expensive. Recently, inorganic materials (e.g. SiO2, Al2O3, etc.) [11], polymers (e.g. polyacrylics, PET,
poly(p-xylylene), etc.)[12,13]and their combinations (i.e.
organ-ic/inorganic hybrid composites)[14] have also been utilized for the gas barrier application. Nevertheless, the lifetimes of OLEDs with the packages of these materials are not satisfactory. There-fore, we have tried to encapsulate OLEDs with multi-layer struc-tures to meet the requirements of long lifetimes.
In this paper, we have firstly fabricated the OLEDs and depos-ited lithium fluoride (LiF) as the protection layer on the metal elec-trode to increase the lifetimes of OLEDs. In order to further improve the lifetimes, the encapsulating adhesives have been rap-idly prepared with ultraviolet (UV) irradiation and spin-coated on the LiF layer. Experimental results manifest that introduction of lab-made encapsulating adhesives can substantially prolong the lifetimes of devices and effectively avoid the corrosion of the or-ganic layers and metal electrodes.
2. Experimental 2.1. Materials
Naphthyl phenyl benzidine (NPB; hole transport material), tris-[8-hydroxyquinoline] aluminum (Alq3; light emitting material),
1567-1739/$ - see front matter Ó 2008 Elsevier B.V. All rights reserved. doi:10.1016/j.cap.2008.07.007
*Corresponding author. Tel.: +886 3 5712121x55306; fax: +886 3 5724727. E-mail address:[email protected](T.-E. Hsieh).
Current Applied Physics 9 (2009) 746–749
Contents lists available atScienceDirect
Current Applied Physics
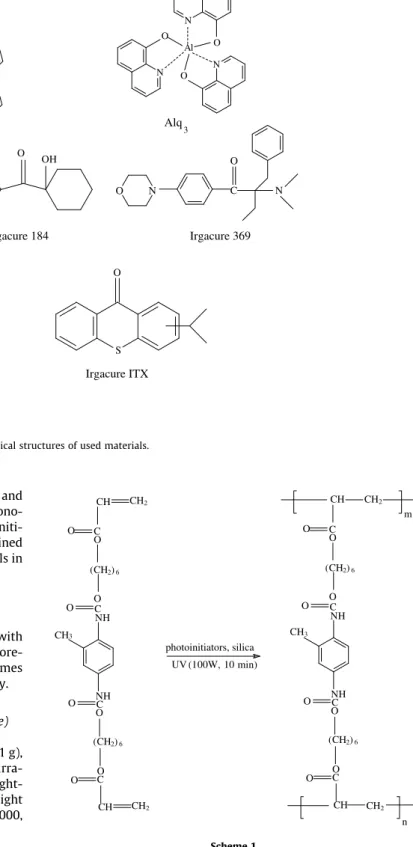
lithium fluoride (LiF; electron injection/protection material), and silica (filler) were purchased from Aldrich Co. (Fig. 1). The mono-mers of encapsulating adhesives (PU-Acrylate) and the photoiniti-ators (Irgacure 184, Irgacure 369, and Irgacure ITX) were obtained from UCB Co. and Ciba Co., respectively (Fig. 1). All the materials in this study were used without further purification.
2.2. Instruments
The molecular weight and viscosity were measured with a Waters Alliance GPC V200 and a Viscolite 700, respectively. More-over, we recorded the electroluminescent properties and lifetimes of OLEDs by Keithley 2400 and Spectrascan PR650, respectively. 2.3. Synthesis of UV curable encapsulating adhesives (PU-Acrylate)
PU-Acrylate monomer (90 g), silica (10 g), Irgacure 184 (1 g), Irgacure 369 (0.5 g), and Irgacure ITX (0.5 g) were stirred and irra-diated by a UV lamp (100 W) for 10 min (Scheme 1). The weight-average molecular weight (Mw), number-average molecular weight
(Mn), Mw/Mn ratio, and viscosity of PU-Acrylate were 153,000,
72,600, 2.11, and 16,300 cps, respectively. 2.4. Fabrication of OLEDs
The fabrication of OLEDs was executed in a glove box. Firstly, the ITO glass (5X/h) was ultrasonically washed with the acetone, methanol, and de-ionized water for 5 min. After dried with a stream of nitrogen as well as the oven and treatment of O2plasma
for 90 s, we deposited NPB (hole transport layer; 50 nm), Alq3
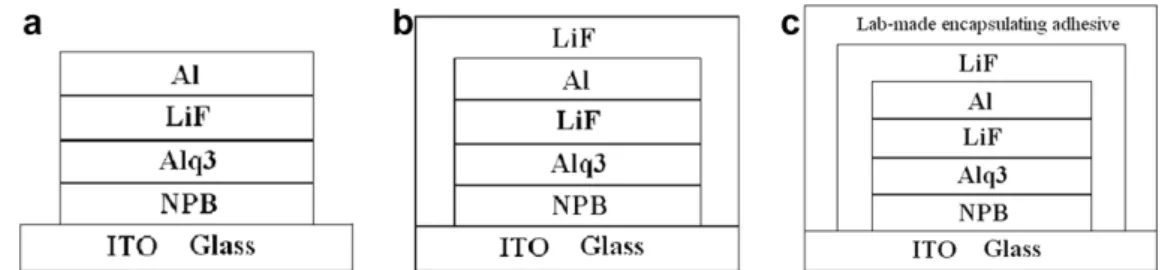
(light emitting layer; 50 nm), LiF(electron injection layer; 3 nm), Al (cathode; 80 nm) layer by layer onto the ITO glass with vacuum evaporation (Type 0 ofFig. 2a). Then the protection films (LiF) with
two different thicknesses (i.e. 80 and 100 nm) were deposited onto the Al layer (Type I ofFig. 2b) in order to investigate the gas barrier effect for the thickness of the protection layer. The similar process was used in the fabrication of Type II (Fig. 2(c)). The encapsulation of Type II was executed with spin-coating of lab-made encapsulat-ing adhesives on the LiF protection layer (stage I: 1500 r.p.m. for 20 s; stage II: 3500 r.p.m. for 30 s) and curing by UV illumination for 10 s (Fig. 2c). The thickness of encapsulating adhesives was 100
l
m, measured by a surface profiler.N N Al O N O N O N O OH O C O N S O CH3 NH C O O (CH2)6 O C O CH CH2 NH O C O (CH2)6 O C O CH2 CH NPB Alq 3 Irgacure 184 Irgacure 369 Irgacure ITX PU-Acrylate monomer N
Fig. 1. The chemical structures of used materials.
CH3 NH C O O (CH2)6 O C O CH CH2 NH O C O (CH2)6 O C O CH2 CH CH CH2 O CO (CH2)6 O C O NH CH2 CH O C O (CH2)6 O O C NH CH3 m n photoinitiators, silica UV (100W, 10 min) Scheme 1.
3. Results and discussion 3.1. UV-assisted synthetic procedure
UV is the electromagnetic radiation of 180–400 nm and pos-sesses high energy. The main principle of UV-assisted synthetic procedure is to induce the dissociation of photoinitiators, generat-ing free radicals to result in initiation, propagation, and termina-tion for free radical polymerizatermina-tion [15]. Scheme 1 represents UV-assisted synthetic procedure of encapsulating adhesives. In this study, the reaction of PU-Acrlylate with UV-assisted synthetic pro-cedure takes only 10 min, while that with conventional thermal methods takes several hours for completion. Moreover, the viscos-ity for PU-Acrylate prepared by UV irradiation (16,300 cps) are lar-ger than that prepared by conventional thermal methods (8500 cps; reaction duration = 16 h) and no solvent is necessary in the UV-assisted synthetic procedure. These advantages fit the requirements for the low-cost and clean production of encapsulat-ing adhesives or other polymeric materials.
3.2. Lifetime enhancement
As shown inFig. 3a, the lifetimes of lab-made OLEDs are deeply influenced by the thickness of the protection layer, LiF. Without LiF, the luminance sharply drops when the device is lighted up and the half-lifetime, defined as the duration while the luminance decays from the original amount to its half, is only 4 h, revealing the oxy-gen and moisture in the air deteriorates the corrosion of metal elec-trodes and organic layers. When LiF is deposited, however, the half-lifetime drastically rises to be 20 (LiF = 80 nm) and 31 h (LiF = 100 nm), respectively, representing the LiF has the resistance of the oxygen and moisture in the air and thus the lifetimes of lab-made OLEDs are prolonged. Experimental results manifest that the lifetimes of OLEDs can be modulated with the LiF thickness and the devices with thicker LiF films exhibit better barrier effects.
Although the half-lifetimes of lab-made OLEDs have been pro-moted to reach 31 h, we are still not satisfied. In order to further improve the lifetimes, we have tried to spin-coat lab-made encap-sulating adhesives and cure it with UV illumination as shown in Fig. 2c. The LiF layer inserted between the cathode and the encap-sulating adhesives not only exhibits a little gas barrier capability as described above but also avoids the corrosion of encapsulating adhesives (i.e. PU-Acrylate), which are slightly acidic, on the cath-ode (Al layer). As shown inFig. 3b, utilization of lab-made encap-sulating adhesives dramatically enhances the half-lifetimes of devices to achieve 72 h, which are 2.3-folds to those of Type I (LiF = 100 nm) and 18-folds to those without encapsulation (Type 0). This result shows that the polymer matrix (PU-Acrylate) and the filler (silica) can further block the entry of moisture and oxygen in the air into the OLEDs, suppressing the degradation of organic materials and metal electrodes. In comparison with commercial UV curable epoxy-based encapsulating adhesives (EPO-TEK OG112-4; Epoxy technology Inc.), lab-made encapsulating adhe-sives exhibit longer lifetimes and shorter curing duration since the half-lifetimes and curing times of EPO-TEK OG112-4 are 35 h and 2 min, respectively. This represents that PU-Acrylate are alter-native polymer matrices to epoxy resins for the encapsulation of electric devices via the appropriate prescription of photoinitiators and dispersion of fillers. Compared with the literature data for the lifetimes of OLEDs[12], lab-made electroluminescent devices with multi-layer encapsulation exhibit better gas blocking capabil-ity since the half-lifetimes of devices with packages reported in the literature are only 3.1-folds to those without packages.
Experimental results have proved that LiF and lab-made encap-sulating adhesives for OLEDs encapsulation have better lifetime enhancement than other known materials because PU-Acrylate ex-hibit more excellent water proof propensities than other polymers [16]and high adhesion strength with LiF[17]. Moreover, LiF has tougher chemical resistance to encapsulating adhesives than other inorganic materials[18]. Consequently, the encapsulation with the
Fig. 2. The structures of lab-made OLEDs. (a) Type 0: ITO glass/NPB(50 nm)/Alq3(50 nm)/LiF(3 nm)/Al(80 nm); (b) Type I: ITO glass/NPB(50 nm)/Alq3(50 nm)/LiF(3 nm)/
Al(80 nm)/LiF(80/100 nm); (c) Type II: ITO glass/NPB(50 nm)/Alq3(50 nm)/LiF(3 nm)/Al(80 nm)/LiF(100 nm)/encapsulating adhesive (100lm).
Fig. 3. The lifetimes of lab-made OLEDs (a) Type 0 and I (b) Type II. 748 C.-M. Chen et al. / Current Applied Physics 9 (2009) 746–749
association of LiF and PU-Acrylate can effectively reduce the gas permeability. In the near future, we will keep on synthesizing other excellent encapsulating adhesives with different polymer matrices and fillers by UV process to further improve the lifetimes of OLEDs, accelerating the commercialization.
4. Conclusions
We have successfully increased the lifetimes of OLEDs by the introduction of protection layer (LiF) and encapsulating adhesives, which can be synthesized by swift UV procedure. With LiF and encapsulating adhesives, the half-lifetimes of devices can be heightened to 18 times longer than those without encapsulation. Acknowledgement
Financial support by ITRI 7354DC4300 is highly appreciated. References
[1] K. Müllen, U. Scherf, Organic Light Emitting Devices: Synthesis, Properties and application, Wiley-VCH, New York, 2006, p. 410.
[2] A. Bettencourt-Dias, Dalton Trans. 22 (2007) 2229. [3] C.H. Chen, J. Shi, Coord. Chem. Rev. 171 (1998) 161. [4] S. Wang, Coord. Chem. Rev. 215 (2001) 79.
[5] H. Meng, Z.R. Li, Organic Light-Emitting Materials and Devices, RSC Press, London, 2006, p. 672.
[6] S.F. Lim, W. Wang, S.J. Chua, Mat. Sci. Eng. B 85 (2001) 154.
[7] L.M. Do, K. Kim, T. Zyung, H.K. Shim, J.J. Kim, Appl. Phys. Lett. 70 (1997) 3470.
[8] S.K. Kim, B.H. Hwang, J.H. Lee, J.I. Kang, K.W. Min, W.Y. King, Curr. Appl. Phys. 2 (2002) 335.
[9] B.M. Henry, F. Dinelli, K.Y. Zhao, C.R.M. Grovenor, O.V. Kolosov, G.A.D. Briggs, A.P. Roberts, R.S. Kumar, R.P. Howson, Thin Solid Films 355 (1999) 500. [10] E.M. Moser, R. Urech, E. Hack, H. Kuenzli, E. Mueller, Thin Solid Films 317
(1998) 388.
[11] A.G. Erlat, B.M. Henry, J.J. Ingram, D.B. Mountain, A. McGuigan, R.P. Howson, C.R.M. Grovenor, G.A.D. Griggs, Y. Tsukahara, Thin Solid Films 388 (2001) 78. [12] G.H. Kim, J. Oh, Y.S. Yang, L.M. Do, K.S. Suh, Polymer 45 (2004) 1879. [13] Y.S. Jeong, B. Ratier, A. Moliton, L. Guyard, Synth. Met. 127 (2002) 189. [14] C. Charton, N. Schiller, M. Fahland, A. Hollander, A. Wedel, K. Noller, Thin Solid
Films 502 (2006) 99.
[15] H.R. Allcock, F.W. Lampe, Contemporary Polymer Chemistry, second ed., Prentice Hall, Englewood Cliffs, New Jersey, 1990, p. 51.
[16] H.R. Allcock, F.W. Lampe, Contemporary Polymer Chemistry, second ed., Prentice Hall, Englewood Cliffs, New Jersey, 1990, p. 156.
[17] A.V. Pocius, Adhesion and adhesive technology: an introduction, Munich/ Hauser publishers, New York, 1997, p. 326.
[18] J.T. Lutz Jr., R.F. Grossman, Polymer Modifiers and Additives, Marcel Dekker, New York, 1988, p. 260.