國 立 交 通 大 學
工學院
精密與自動化工程學程
碩 士 論 文
彩色濾光片修補方法之比較
及其改善策略之研究
Characteristic Evaluation and Improvement of the
Repair Methods for Color Filter
研 究 生:連文獻
指導教授:陳仁浩 教授
中 華 民 國 九 十 六 年 六 月
彩色濾光片修補方法之比較
及其改善策略之研究
Characteristic Evaluation and Improvement of the
Repair Methods for Color Filter
研 究 生: 連 文 獻 Wen Hsien Lien
指導教授: 陳 仁 浩 Ren Haw Chen
國 立 交 通 大 學
工學院精密與自動化工程學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Automation and Precision
Engineering
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Automation and Precision Engineering
July 2007
Hsinchu, Taiwan, Republic of China
彩色濾光片修補方法之比較
及其改善策略之研究
研究生:連文獻
指導教授:陳仁浩 教授
國立交通大學
工學院精密與自動化工程學程
碩士論文
摘要
薄膜電晶體液晶顯示器(TFT-LCD) 產業為台灣繼半導體產業後,另一 個明星產業。本研究以彩色濾光片為對象,探討如何修補彩色濾光片缺陷。 當面板尺寸愈做愈大,反應速度愈來愈快,原來的的修補方式已無法有效降 低報廢率,各彩色濾光片廠及設備商無不絞盡腦汁,開發出新的彩色濾光片 修補方式,本文針對彩色濾光片的新修補方式,根據實驗結果及特性提出改 善策略。然而,為了降低彩色濾光片的生產成本,一些 TFT-LCD 廠發展出新 的彩色濾光片製作方法 "噴墨列印技術(IJP)",已列為各彩色濾光片廠的 最高發展原則,針對此新製程所產生的缺陷如何作修補也一併作討論分析。For the sake of
Characteristic Evaluation and Improvement of the
Repair Methods for Color Filter
Student:Wen Hsien Lien Advisor: Ren Haw Chen
Institute of Engineering
National Chiao Tung University
ABSTRACT
TFT LCD industry, obviously, is another star industry step after semiconductor in Taiwan. This thesis is subjected to the color filter and discusses how to repair color filter defect. When the panel size is made to be bigger and bigger, the response time is also getting faster and faster. The original type of repair method can't decrease the defect ratio effectively . Thus all color filter makers and equipments suppliers are trying to develop new repair method. This thesis is discussed to the new repair methods for color filter and base on experimentation result and characteristics provide the improvement method. However, for reduce production cost of the color filter; some TFT LCD makers develop new producing method of the color repair called “IJP (Ink Jet Printing)" which has been listed as a top principal of development for every color filter makers. Regarding to the defect repair method caused by this new producing method will be also discussed and analyzed here.
誌謝
「吾生也有涯,然知也無涯」,畢業後踏入社會工作,才能深切體認此 話之真諦,尤其高科技產業,科技日新月益,一日千里,若不能保持積極的 求知慾,則難以於工作崗位有所突破,為保有持續之競爭利基正是吾繼續深 造之原因,首先要感謝恩師 陳仁浩教授,在實驗過程中給予精闢的指導使學 生能順利完成此論文。接著要感謝友達光電 C5A 廠長 謝勝傑博士,支持學 生在職進修之決定,並給予學生機會貢獻所學,將 Color Filter Repair 技術應 用於友達光電彩色濾光片廠。同時感謝同事們能體諒在職進修之辛苦,給予 幫助使我能在工作之餘完成此一論文。 此外謝謝好友佳恩陪伴,使我的在職生涯充滿了歡笑與回憶。 最後要感謝我最親愛的爸媽給我最大的支持與鼓勵,使我能夠專心的進行研 究,在此讓我敬上我最誠摰的敬意與感謝給在職生涯中曾經幫助我的人。 謹將此論文與榮耀獻給我最思念的哥哥目錄 中文摘要 ……… iii 英文摘要 ……… iv 目錄 ……… vi 表目錄 ……… vii 圖目錄 ……… viii 第一章 緒論 ……… 1 1.1 研究背景 ……… 3 1.2 研究動機與目的 ……… 3 1.3 文獻調查 ……… 5 1.4 研究方法 ……… 6 第二章 彩色濾光片的修補方法 ……… 12 2.1 彩色濾光片的結構 ……… 12 2.2 舊有修補方式 ……… 13 2.3 新補色技術方法及其修補特性 ……… 15 第三章 彩色濾光片的修補方式的比較 ……… 31 3.1 修補特性的評估方法與準則 ……… 31 3.2 修補後的附著性 ……… 32 3.3 修補後的高度 ……… 33 3.4 修補後的光學特性 ……… 33 3.5 點亮後的測試 ……… 34 第四章 實驗結果與改善策略 ……… 46 4.1 實驗結果與探討 ……… 46 4.2 改善步驟與實驗設計……… 46 4.3 實驗結果探討 ……… 49 第五章結論與未來研究方向 ……… 57 5.1 結論與建議 ……… 57 5.2 未來研究方向與建議 ……… 58 參考文獻 ……… 60
表目錄
表 1.1 2006 年,平面顯示器總產值 ……… 8
表 1.2 3G ~ 7.5G 經濟切割尺寸 (4 :3) ……… 8
表 1.3 3G ~ 10G 寬螢幕經濟切割尺寸 (寬螢幕) ……… 9
表 1.4 3G ~ 10G 寬螢幕經濟切割尺寸(寬螢幕) ……… 9
表 3.1 彩色膜轉印(Color Film Transfer)附著性測試結果 …… 36
表 3.2 接觸針滴入式(Needle Contact)附著性測試結果 …… 36
表 3.3 彩色膜轉印(Color Film Transfer)修補後高度測試結果 … 36 表 3.4 接觸針滴入式(Needle Contact)修補後高度測試結果 … 37
表 3.5 Monitor 產品的光學特性規格 ……… 37
表 3.6 彩色膜轉印(Color Film Transfer)修補後的光學特性 … 38 表 3.7 接觸針滴入式(Needle Contact)修補後的光學特性 …… 38 表 4.1 初步測試結果 ……… 51 表 4.2 實驗因子/水準 ……… 51 表 4.3 L9 (34 ) 直交表(Orthogonal Array) ……… 52 表 4.4 L9 (34 )實驗表 ……… 52 表 4.5 實驗結果 ……… 53 表 4.6 SN 比 :望小特性 ……… 53 表 4.7 實驗 S?N 比值 ……… 54 表 4.8 S/N 回應 ……… 54 表 4.9 再現性 S/N 比 ……… 55 表 5.1 最終測試結果 ……… 59
圖目錄 圖 1.1 彩色濾光片結構;資料來源:資策會 MIC,2002/7 ………… 10 圖 1.2 15 吋面板監視器材料成本結構 ……… 10 圖 1.3 彩色濾光片材料成本結構 ……… 11 圖 1.4 切割面取數比較 ……… 11 圖 2.1 彩色濾光片結構 ……… 19 圖 2.2 黑色矩陣的製程 ……… 19 圖 2.3 黑色矩陣的缺陷種類 ……… 19 圖 2.4 彩色濾光層的製程 ……… 20 圖 2.5 彩色濾光層常見的缺陷種類 ……… 20 圖 2.6 透明導電膜的製程 ……… 20 圖 2.7 透明導電膜常見的缺陷種類 ……… 21 圖 2.8 間隔物的製程 ……… 21 圖 2.9 間隔物常見的缺陷種類 ……… 21 圖 2.10 彩色濾光片製造流程 ……… 22 圖 2.11 利用雷射去除修補彩色濾光片 ……… 22 圖 2.12 利用捲帶磨削修補彩色濾光片(彩色濾光層) ……… 23 圖 2.13 利用捲帶磨削修補彩色濾光片(間隔物層) ………… 23 圖 2.14 液晶注入層( Cell Gap) ……… 23 圖 2.15 研磨帶組成 ……… 24 圖 2.16 研磨帶顆粒大小,磨材料顆粒大小為 0.3 ~ 0.5μm ……… 24 圖 2.17 研磨帶 (Grinding Film) 成分 ……… 24 圖 2.18 氣壓式對焦(Air Focus)原理 ……… 25 圖 2.19 探針接觸式原理 ……… 25 圖 2.20 彩色膜轉印修補方式 步驟一 ……… 26 圖 2.21 彩色膜轉印修補方式 步驟二 ……… 26 圖 2.22 彩色膜轉印修補方式 步驟三 ……… 26 圖 2.23 彩色膜轉印修補方式 步驟四 ……… 27
圖 2.24 彩色膜轉印修補方式 步驟五 ……… 27 圖 2.25 彩色膜轉印修補方式 步驟六 ……… 27 圖 2.26 彩色膜轉印修補方式 步驟七 ……… 28 圖 2.27 彩色膜轉印修補後照片 ……… 28 圖 2.28 接觸針滴入式修補 步驟一 ……… 28 圖 2.29 接觸針滴入式修補 步補步驟二 ……… 29 圖 2.30 接觸針滴入式修補 步驟三 ……… 29 圖 2.31 接觸針滴入式修補 步驟四 ……… 29 圖 2.32 接觸針滴入式修補 步驟五 ……… 30 圖 2.33 接觸針滴入式修補 步驟六 ……… 30 圖 2.34 接觸針滴入式修補後圖片 ……… 30 圖 3.1 TFT-LCD 構造 ……… 39 圖 3.2 附著性測試修補區域 ……… 39
圖 3.3 彩色膜轉印(Color Film Transfer)附著性測試照片 ……… 39
圖 3.4 接觸針滴入式(Needle Contact)附著性測試照片 ………… 40
圖 3.5 高度測試基準 ……… 40
圖 3.6 彩色膜轉印(Color Film Transfer)修補後高度測試照片 … 40 圖 3.7 接觸針滴入式(Needle Contact) 修補後高度測試照片 …… 41
圖 3.8 Monitor 產品的光學色座標(白色虛線內) ..………… 41
圖 3.9 彩色膜轉印(Color Film Transfer)修補後顏色照片 ………… 42
圖 3.10 彩色膜轉印(Color Film Transfer)修補後的色座標比較 … 42 圖 3.11 接觸針滴入式(Needle Contact)修補後顏色照片 …… 43
圖 3.12 接觸針滴入式(Needle Contact)修補後的色座標比較 …… 43
圖 3.13 彩色膜轉印(Color Film Transfer)修補後點亮狀況 …… 44
圖 3.14 接觸針滴入式(Needle Contact)修補後點亮狀況 …… 45
圖 4.1 高度量測方法 ……… 56
一、緒論
近年多元資訊產品的快速發展,相對的亦帶動其週邊軟、硬體產業 之成長,而薄膜電晶體液晶顯示器(TFT-LCD : Thin-Film Transistor Liquid-Crystal Display)亦在此波趨勢中快速發展。因為除了筆記型電 腦之外,液晶監視器需求也日益增加,再加上如數位相機、數位攝影機、 WEB 手機、PDA等等個人用可攜式資訊產品需求劇增,對液晶市場規模的 成長幅度,將有很大的促進作用。 TFT-LCD 應用產品相當廣泛,包含筆記型電腦、LCD 監視器、LCD 電 視、汽車用顯示器、投影機、數位相機及其他多種產品,但除前三項產品 外,其他多屬中小尺寸產品。大尺寸TFT-LCD 應用產品當中,目前主要集 中在筆記型電腦、LCD 監視器及LCD電視 [1] 由於TFT-LCD 市場需求不斷被開發,預期應用於汽車電視、掌上型 電腦及行動電話等中、小尺寸規格將會愈形蓬勃發展,而使用於筆記型電 腦、桌上型液晶顯示器以及目前各國正積極發展的液晶電視等大尺寸規格 面板,其未來市場之需求更是殷切,故一般業者均預期依TFT-LCD 其輕薄、 省電及低輻射量的特性,勢必取代傳統映像管監視器市場,因此未來市場 流行趨勢仍以運用於筆記型電腦及桌上型液晶顯示器等TFT-LCD 面板為發 展之主流。 為加強投資台灣,政府提出兩兆雙星的產業,即半導體與光電業。 而在行政院積極研擬第一階段三年衝刺計畫中,對於光電業的投資大於半 導體投資。自 2008 年起至 2009 年,面板與半導體將進入投資最高峰,將 成為民間重大投資之中流砥柱。預估至 2009 年面板新增五座七至八代廠, 只增一座五至六代,而 2009 年當年度投資金額為二千八百億元。政院高七至八代廠速度而定。未來三年新增面板投資約八千多億元,而平面顯示 器的產值在 2006 年底將突破一兆元 [2]如表 1.1 所示。 當世界各國高唱綠色環保,流行推向數位,以及TFT-LCD 在廣視角、 高解析度、高彩色飽和度和大畫面等技術不斷突破之下,LCD 監視器迅速 取代CRT 監視器市場,尤其歐洲聯盟規定2004 年全面禁用CRT 監視器。 當各大面版廠持續擴廠下,TV 面版已朝向1英吋100美元的報價,除非有 突破性的製程技術 [3] (如IJP :inject printing,四道 TFT 製程)等, 否則各大廠需朝降低材料成本及提升良率下著手,以獲得利潤。從2004年 為5代廠為主流,2005年隨即易主為5.5及6代廠,2006年更有7 , 7.5 ,8 代 廠的出現。日本夏普公司更計劃斥資5000億日元(約合42.6億美元),投入 液晶面板第10代生產線建設。據<日本經濟新聞>報道,夏普將在2007年第 三季動工、2008年年中開始量產。 從 2000 年 TFT-LCD 從主流 3 代玻璃機板 550x650mm,至 2007 年即 到達 10 代玻璃機板 (2800x3000mm),短短的 7 年間玻璃面積增大了 23.4 倍,TFT-LCD 產業儼然成為了尺寸追逐賽 [4]。TFT-LCD 產業隨已經到了 微利時代,蓋廠除了要考慮量產時機是否符合景氣循環的最佳時間點,亦 要預測當時的主流尺寸,以最經濟的切割尺寸投入市場,若稍有疏失,即 可能將上千億的資金投到賠錢的世代。如(表 1.2)與(表 1.3)及(表 1.4)所 示,不同世代所能切割的面取數,以及玻璃機板利用率。以 7.5 代廠的 TFT-LCD 工廠為例,從設備機台下單到機台運至廠房內需要 6~10 個月,機 台進來裝機到量產需經過 6~10 個月的試產;資金方面,土建及廠務設施約 330 億元,另外 900 億元,用來投入 TFT 廠的機器設備、彩色濾光片及後段 模組廠的機器及設備。因此產能開出的時間及所要生產的尺寸,需符合市 場的需求,以達到最大的利益。
1.1 研究背景
彩色濾光片(Color Filter)是彩色顯示器的關鍵零組件,基本結構是 由玻璃基板(Glass Substrate)、黑色矩陣(Black Matrix)、彩色層 (Color Layer)、ITO(Indium tin oxide 銦錫氧化物)導電膜及間隔物 (Photo Spacer)所組成(如圖 1.1 所示)。彩色濾光片的製造方法有十多 種,較常用的技術有顏料分散法、染色法、印刷法及電著法,其中以顏料 分散法因具備高可靠度、高解析度、及耐高溫特性,廣為業者採用 [5] TFT 面板所以能呈現彩色的影像,主要就是靠彩色濾光片。背光源透 過液晶及驅動 IC 的控制形成灰階光源,而彩色濾光片上塗佈著紅、綠、 藍三色顏料光阻,光源再通過彩色濾光片即形成紅、綠、藍色光,最後在 人眼中混合形成彩色影像。彩色濾光片為 TFT 面板主要零組件,以 15 吋 TFT 面板材料成本來看,彩色濾光片佔 24%,為佔面板成本比重最大的零 組件(如圖 1.2 所示),高於背光模組的 17%、及驅動 IC 的 17% [1]。 在彩色濾光片所佔總成本的六成中,以玻璃基板佔的成本比重最高 (如圖 1.3 所示)。在國內需求殷切的情況下,國際大廠康寧已計劃在台設 置熔爐,NHT 及旭硝子也在台設立後段加工線;而彩色光阻是彩色濾光片 製造的成功關鍵因素,因此國內彩色濾光片多與國際彩色光阻材料廠有合 作關係。
1.2 研究動機與目的
既然彩色濾光片面板成本比重最大的零組件,其製造成本攸關整個 TFT LCD 的成本,因此如何降低彩色濾光片的成本以及增加彩色濾光產出良率,為各方亟需探討的課題。 以 G6 為例,切割面取數比較如(圖 1.4)所示,假設 G6 整個彩色濾 光片上有一顆缺陷,且此缺陷為規格外,若此為 15 吋產品,則此片的良率 損失為 1/30,若為 65 吋產品,則此片良率損失為 1/2,以面積計算相差 4.3 倍,若以實際售價成本計算,則相差 10 倍以上。因此,在大尺吋面 板上,如何增加彩色濾光片的良率,會直接影響大尺吋面板的成本 [6]。 而修補彩色濾光片的缺陷,乃是改善濾光片良率的有效途徑。本研究的目 的就是欲找出彩色濾光片的最佳的修補方法,以增加彩色濾光片的生產良 率。
另外,因應彩色濾光片新的技術噴墨製作法 IJP (inject print), 及噴墨製作法 [7],及其產生的缺陷種類,需要有別傳統的修補方式。2006 年 8 月 31 日,夏普發佈了螢幕尺寸為 52 英寸(對角線 132cm)、46 英寸 (對角線 117cm)和 42 英寸(對角線 107cm)、配備微波數字電視調諧器 的全高清液晶電視共 6 種型號。這些均為配備 2006 年 8 月開工的日本龜 山第 2 工廠生產的液晶面板的產品,10 月 1 日首次在全球同步上市。螢幕 尺寸不同的 3 種機型均備有揚聲器位於左右以及位於下方的兩種款式。 “龜山第 2 工廠機型"的特點是採用了“黑 ASV 液晶面板",與第 1 工廠 機型相比,實現了更高的對比度、更低的耗電,以及更短的響應時間等。 以採用通過噴墨方式生產的彩色濾光片為首,通過各種措施降低了佔面板 成本約 60%的部件成本,同時還提高了性能。 另外,以一個一年以上良率已穩定的六代面板廠為例,每個月產能一百 二十萬片,每片玻璃可切八片 32 吋電視面板,每月共可產出九百六十萬片 的 32 吋電視面板;其中在彩色濾光片廠部分,一般可分為七道製程及三個 檢查站,每個檢查站中皆有自動光學檢查機,自動光學檢查機將缺陷檢出 後,將資料傳至修補機台,修補機台根據自動光學檢查機的資料找到缺陷
的位置,將缺陷修補至規格內。以目前舊有的修補方法,分別在三個檢查 站的良率為 99% 與 97% 以及 96%,若 32 吋彩色率光片每片售價台幣 2500 元,則每個月六代面板廠良率損失 : 960,000 片(32 吋) * 2500 元 * < 1- (99% * 97% * 96%) >= 1.87 億;光是彩色濾光片的每月良率損失就高達 1.87 億台幣,相當驚人,如何將一般無法修補的缺陷救回,將是面版廠良 率提升的關鍵。
1.3 文獻調查
彩色濾光片完成黑色矩陣及彩色濾光膜後,可利用光學自動缺陷檢 查機(AOI ; Auto Optical Inspection)以光學掃瞄的方式檢查產品是否有大於規格(通常為直徑 30μm)的缺陷(如:異物、黑點等)。接著使用彩色濾 光片修補機 [8],針對缺陷檢查機所檢查出的缺陷加以修補,一般缺陷可 分為三大類 : 高度異物: 即異物高度超過規格(詳細內容 2.2 節),需以研磨方式加以 修補 [9]。 開口部異物: 即異物落於未做彩色層前(詳細內容 2.2 節),此缺陷以雷 射加以修補。 漏光: 彩色層製程造成為完全填滿整個畫素,造成漏光得現象,舊有 的修補方式無法修復,僅將此類缺陷判為不良,避免往下製程,以減少損
失。此缺陷便需要以新修補技術加以修復 [10] 。盡可能地將原屬於不良 的產品救回來,提高生產良率,使公司獲利空間加大。 目前舊有的彩色濾光片修補技術,為雷射修補與研磨修補。一般為 減少整個修補流程,修補設備都具備雷射修補以及研磨修補的功能,然而 雷射修補主要將開口部的區域,即影響下製程區域以YAG 雷射予以去除, 此技術已相當成熟 [11].。而研磨修補技術是針對高度過高的缺陷予以研 磨至規格內,避免產生亮點或暗點,其精度到達次微米等級,動態控制精 度需達0.3μm,並且研磨當中需避免微震動,設備穩定性相當重要 [12]。 針對於漏光的缺陷,以目前的修補技術,無法有效修補;需以補色方 式將漏光部分以相同色度之材料予以填滿,目前有彩色膜轉印(Color Film) [13]及接觸針滴入(Needle Contact) [14]兩種;以及近期工研院發展的噴 墨列印修補(Inkjet Printer) [15]。本論文就既有雷射修補與研磨修補之設備 商,發展新修補技術彩色膜轉印(Color Film)及接觸針滴入(Needle Contact)兩種加以探討。
1.4 研究方法
本論文以彩色濾光片修補技術為探討對象,探討目前舊有的彩色濾光 片修補技術的不足之處,根據彩色濾光片的製程及結構,發展出新的彩色 濾光片修補技術,包括彩色膜轉印(Color Film)及接觸針滴入(Needle Contact)兩種,針對此兩種修補方式,利用實際的修補實驗與光學量測、 並組成面板點亮,探討其修補後的光阻特性,包括附著性、修補後高度、技術的最佳參數,並重新評估做比較。藉以評估未來此新技術導入後的效 益,以及開啟未來彩色濾光片修補方式的新思維。
表 1.1 2006 年,平面顯示器總產值
(資料來源:工研院 IEK-ITIS 計畫 (2006/06))
表1.3 3G ~ 10G 寬螢幕經濟切割尺寸 (寬螢幕)
~10um ITO Thickness ~1500A Cr/CrOx Color Layer 1~2um ~90um ~20~30um Over Coat ~2um
Glass substrate 100 – 200 圖 1.1 彩色濾光片結構; (資料來源:資策會MIC,2002/7) 圖 1.2 15 吋面板監視器材料成本結構 ; (資料來源:工研院經資中心 2004/10)
圖 1.3 彩色濾光片材料成本結構 ; (資料來源:工研院經資中心 2004/10)
二、彩色濾光片修補方法
2.1 彩色濾光片的結構
LCD用的彩色濾光片的結構(圖2.1)含玻璃基板、黑色矩陣、彩色層、 保護膜及ITO導電膜,此光電組件是在透明玻璃基板上製作防反射的遮光 層-黑色矩陣(Black matrix),再依序製作具有透光性紅、綠、藍三原色 的彩色濾光膜層,然後在濾光層上鍍上透明的ITO導電膜,之後製作間隔 物 [16]。 黑色矩陣 (Black Matrix; BM ) 如(圖2.2 )所示,BM 主要是防止畫素間的漏光及混色,以及增加色 彩的對比性,目前使用的材料可分為兩種,分别為1:金屬薄膜:如 Cr 膜, 2:樹脂型:黑色光阻薄膜,以碳黑為主要材料;常見的缺陷有光阻凝集, 異物混入,脫落,基材不良等,如(圖2.3 )所示。 彩色濾光層(RGB Layer; R G B) 彩色濾光層主要以彩色光阻作為濾光膜層 [17] (圖2.4),主要有兩 大組成,分别為:(1)結合劑:選擇具高透明性及耐熱性高的高分子型樹 脂,其能提供整體配方成膜特性的材料,目前以壓克力樹脂為主流;(2) 著色劑:著色劑可採用染料或顏料,使透明分的高分子樹脂具有顏色,一 般需具耐光、耐熱性佳、色彩飽和度高與穿透性好等特點,目前以顏料為 主流。彩色濾光層常見的缺陷有光阻凝集,異物混入,脫落等,如(圖2.5 ) 所示。 透明導電膜(ITO) : 彩色濾光片的ITO 電極與液晶 Pattern電極構成正負極以驅動液晶 分子旋轉,透明電極因具導電性及透光性(圖2.6),因此品質上要求其低電阻值及透光率。透明導電膜製程常見的缺陷有ITO光暈,ITO皺摺等,如 (圖2.7)所示。 間隔物 (Photo Spacer;PS) 彩色濾光片與 TFT 之間需以間隔物 PS (Photo Spacer)加以區隔 開,以利液晶注入,現行大尺寸面版製程如(圖2.8)多以黃光製程來長間隔 層(圖1.4-8)。間隔物製程常見的缺陷有PS 變形,PS偏移等,如(圖2.9) 所示。
一般彩色濾光片於 BM / RGB / PS 製程後,經過 AOI (Auto Optical Inspection;AOI)後,將製程缺陷檢出,再以修復手續( Repair) 將缺陷 修正至規格內,以下為彩色濾光片製造流程(圖 2.10) :
2.2 舊有修補方式
舊有彩色濾光片修補方式可分為兩種,雷射去除(Laser cutter)與捲 帶磨削(Taper Grinding):
雷射去除(Laser cutter)修補方式僅用於 BM (Back Matrix) 層,主 要目的為將殘留於彩色層面積內(亦稱開口部) 的黑色光阻予以去除(如圖 2.11)所示。此方式主要 Laser 為 YAG laser,波長為 355nm 或 532nm, 能 量約為 2mJ ,修補機制為調整參數為 Laser Focus、Laser 能量、 Laser 激發數、Laser 所擊發面積或位置等等 [18]。
捲帶磨削(Taper Grinding)修補方式可用於彩色濾光片製程不良之修 補,主要目的為將過高的缺陷予以磨除(如圖 2.12)所示。
高度過高之缺陷超過間隔物 Spacer 高度的部分,會使 TFT 與彩色濾光 片組合後,形成亮點,故需將缺陷研磨至 Spacer 高度之下(如圖 2.14 所
示),異物高度需小於液晶注入層( Cell Gap)。捲帶磨削修補機制為以研 磨帶 (Grinding Film)將缺陷高度研磨至容許規格內。研磨帶為高分子樹 脂上披覆著研磨材料(如圖 2.15 所示),其研磨材料顆粒大小為 0.3~0.5μm (番號 #10000~#15000) (如圖 2.16 所示)。研磨材料一般為 50~60% 的二氧
化矽(SiO2)與 20~30% 的氧化鋁(Al2O3)以及 10~15% 的碳酸鈣(CaCO3) (如
圖 2.17 所示)。 一般影響研磨品質的參數除以上所示的材料部分外,與研磨速度、下 壓力大小以及速度、研磨間隙、研磨時間等等有關。目前捲帶磨削方式皆 為捲帶式,也就是一方面靠研磨帶旋轉,另一方面將整個研磨頭往下,直 到接觸到欲修補的缺陷上,再控制研磨帶與彩色濾光片的微小距離,使得 過高的缺陷研磨至規格內。控制研磨頭高度為此磨削方式的最關鍵技術, 一般可分為兩種,一種為氣壓式對焦(Air Focus)方式,另一種為探針接觸 式兩種 : 氣壓式對焦(Air Focus): 研磨帶裝置於捲帶卡夾內,利用轉軸旋轉帶動研磨帶,研磨帶於研磨 頭(Grinding head) 尖端接觸,利用氣壓式對焦方式控制研磨頭與缺陷的 間距,達到動態間的高度控制。 氣壓式對焦方式控制研磨頭採用氣流平衡原理,當距離設定好之後,氣流 由下方進入,分別進入間隙(Gap)氣管與研磨頭(Head)氣管兩管,初期間隙 端氣壓較大,簧片(Blade) 會受氣壓影響向左傾斜,受光版 A 受光程度大 於受光版 B,當光訊號轉於電訊號,導致兩端電壓差大於零,此時 研磨頭 下降,當研磨頭接近物體表面時,研磨頭端壓力逐漸增大,簧片逐漸回到 中央,當間隙(Gap) 氣管與研磨頭(Head) 氣管兩管的壓力相等,受光版 A 受光程度等於受光版 B 時,研磨頭停止下降,代表此時研磨頭高度等於所
探針接觸式 : 研磨帶裝置於捲帶卡夾內,利用轉軸旋轉帶動研磨帶,研磨帶於 研磨頭(Grinding head) 尖端接觸,利用左側探針與右側探針所連成的直 線之終點為參考高度,進而控制研磨頭的相對高度達到動態間的高度控制。 探針式控制研磨頭方式的原理,先以左側探針與右側探針連成的直線的 中點為參考高度,與 Tape 與研磨頭所組成的實際研磨高度,做基準校正。 當左側探針與右側探針慢慢接觸至物體表面時,左側探針與右側探針連成 的直線的中點為參考高度,當距離 (Gap)設定好之後,研磨頭慢慢下降, 下降至探針連成參考高度與研磨頭之間的距離等於所設定的距離時,即達 到當時的所設定的距離(如圖 2.19)所示。主要的設備商有 V-tec ; Takano ; SNU。 以上兩種修補機制為針對光阻高度過高的軟性異物作的修補,若對於 漏光及金屬類無法以研磨方式修補的缺陷,並無法作修補。這些無法修復 的 Defect 即是影響彩色濾光片良率的最大因素。
2.3 新補色技術方法及其修補特性
目前新修補技術乃針對此漏光及研磨帶無法修復的缺陷予以開發,這些 新的修補技術不外乎先以雷射將欲修補的缺陷打掉,使之形成適當的面積 大小,再“補色"至原雷射切割處。彩色膜轉印(Color Film Transfer) :
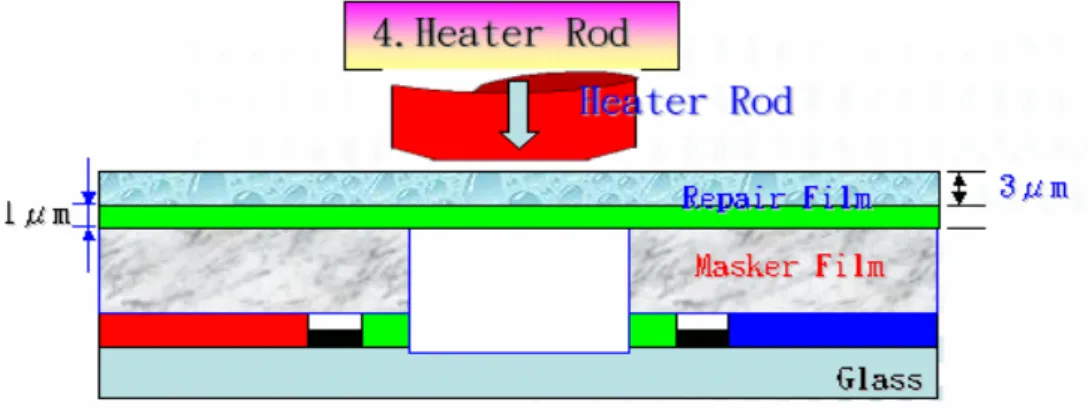
1.第一步於缺陷上貼附一層防護膜( Masker Film)(如圖 2.20),此層防護 膜為高分子樹脂,厚度為 9μm: 2. 以雷射將防護膜與缺陷一同去除及著色層一起打掉(如圖 2.21): 3. 於防護膜上貼上一層與缺陷區域顏色層相同之修補膜(Repair Film) (如圖 2.22),此修補膜包含 3μm 的背膜,以及 1μm 的色膜,此色膜為半 乾半濕的有色 UV 樹脂: 4. 以加熱桿( Heater Rod) (溫度 140°C) (壓力 400 gw) (時間 3 秒) 將 修補膜壓入(如圖 2.23),此時,防護膜會被壓縮,修補膜順勢壓入原先被 雷射打掉的防護膜的空間,並與玻璃機板接觸: 5. 壓入後,持續加熱及加壓,停留約 4~5 秒鐘,修補膜即轉印至玻璃上(如 圖 2.24): 6. 以 UV 照射硬化(如圖 2.25),時間為 5~6 秒鐘;色膜為半乾半濕的有色 UV 樹脂,經照射 UV 燈後,硬化形成固態膜: 7. 將剩餘之防護膜與修補膜移除 (如圖 2.26),色膜即轉印製玻璃上: 修補後圖片(如圖 2.27): 修補參數及特性: 修補參數為: (1). 雷射的功率、波長、擊發數 。 (2). 加熱桿(Heater Rod) 的溫度、壓力、加壓時間。 (3). UV 曝光的時間。 此方式修補的特性為,操作簡單,修補範圍可大至 300*300 μm。 修補特性為:
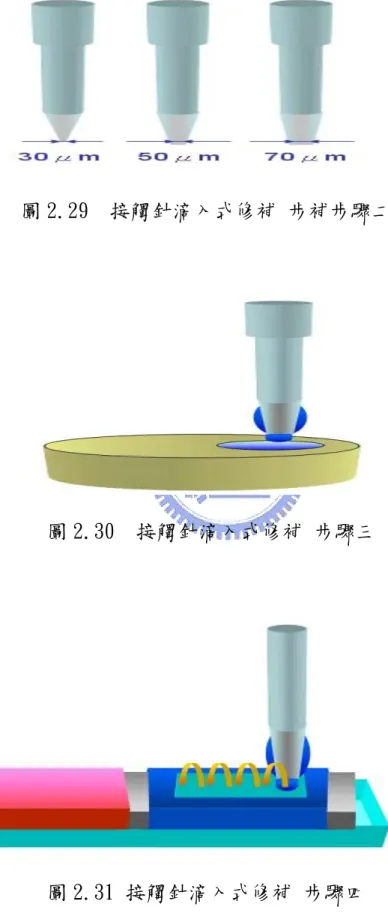
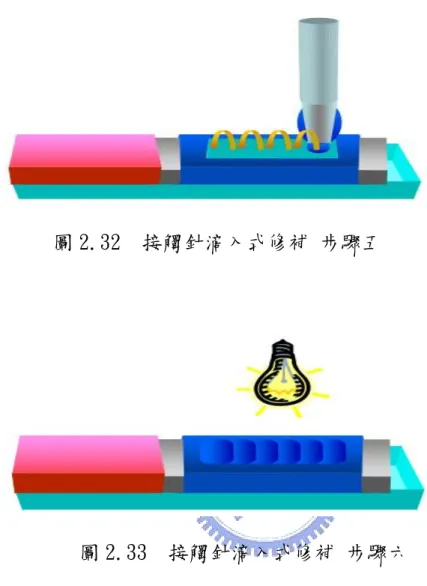
(1). 操作簡單:人工操作僅選擇修補顏色及 Laser 去除區域。 (2). 修補範圍大:一個 Sub-pixel 大小,可一次補完,範圍最大可至 300*300 μm。 (3). 材料複雜:彩色濾光片需開發出與著色層色度相同之色膜。 接觸針滴入式(Needle Contact): 主要以金屬針沾附光阻,再滴到欲修補區域 [14],修補步驟如下: 1. 將缺陷以雷射去除(如圖 2.28) : 2. 選用適合雷射去除面積的接觸針(如圖 2.29),可選擇 30μm、50μm、 70μm : 3. 將接觸針沾附與缺陷顏色層相同之光阻(如圖 2.30): 4. 將沾附光阻的接觸針滴入雷射去除之區域(如圖 2.31): 5. 重複步驟,將欲修補區滴入光阻(如圖 2.32),將雷射去除之區域填滿: 6. 以 UV 照射硬化(如圖 2.33),時間 10 秒鐘: 修補後圖片(如圖 2.34): 修補參數為: (1). 雷射的功率/波長/擊發數 。 (2). 接觸針直徑的選擇。 (3) 光阻滴入的數量。 (4). UV 曝光的時間。 修補特性為:
(1). 操作複雜:人工操作除選擇修補顏色雷射去除區域外,還選擇接觸針 的直徑,並且需判斷光阻滴入的數量。
(2). 修補範圍小:一滴範圍最大φ70μm。
圖2.1 彩色濾光片結構
圖2.2 黑色矩陣的製程
圖2.4 彩色濾光層的製程
圖2.5 彩色濾光層常見的缺陷種類
圖2.7 透明導電膜常見的缺陷種類
圖2.8 間隔物的製程
圖 2.10 彩色濾光片製造流程
圖 2.12 利用捲帶磨削修補彩色濾光片(彩色濾光層)
圖 2.13 利用捲帶磨削修補彩色濾光片(間隔物層)
Color Filter
TFT
Cell Gap Spacer
圖 2.15 研磨帶組成
圖 2.16 研磨帶顆粒大小,磨材料顆粒大小為 0.3 ~ 0.5μm
圖 2.18 氣壓式對焦(Air Focus)原理
圖 2.20 彩色膜轉印修補方式 步驟一 圖 2.21 彩色膜轉印修補方式 步驟二 圖 2.22 彩色膜轉印修補方式 步驟三
圖 2.23 彩色膜轉印修補方式 步驟四 圖 2.24 彩色膜轉印修補方式 步驟五 圖 2.25 彩色膜轉印修補方式 步驟六
圖 2.26 彩色膜轉印修補方式 步驟七 圖 2.27 彩色膜轉印修補後照片 圖 2.28 接觸針滴入式修補 步驟一
圖 2.29 接觸針滴入式修補 步補步驟二 圖 2.30 接觸針滴入式修補 步驟三 圖 2.31 接觸針滴入式修補 步驟四
圖 2.32 接觸針滴入式修補 步驟五
圖 2.33 接觸針滴入式修補 步驟六
三、彩色濾光片的修補方式的比較
3.1 修補特性的評估方法與準則
根據彩色濾光片之特性,於 BM/R/G/B 著色層後做修補 [19],其特性 影響可由三個部分做探討(如圖 3.1) : A.透明導電層(ITO) 附著性 : 著色層R G B 後,需鍍上一層透明導電層(約 150 nm),以便與 TFT 側 的透明導電層形成一電容,並驅動液晶排列,形成光栅。若補色後附著性 不佳,極有可能將補色層與透明導電層一同剝落或僅透明導電層造成剝 落,造成此區域液晶無法正常驅動,形成亮點或暗點。 一般彩彩色濾光片廠測試附著性步驟如下: 先將試片以 60℃溫水加熱 30 分鐘,並用百格刀切出間距 1mm/100 格的小 方格 (11 條線,每條間隔 1 mm,在 1cm 四方內劃成 100 小格,每小格 1mm) ,然後以 3M-5413 膠帶完全貼附測試區域,膠帶與基板成 45 度角,用力 撕去膠帶,觀察膠帶是否殘留測試物。 B. 液晶注入層 (Cell Gap) : 彩色濾光片與 TFT 之間形成的空間的距離,稱為液晶注入層 (Cell Gap),它是由間隔物將彩色濾光片與 TFT 頂開造成的空間,此空間需注滿 液晶,讓此空間形成電容,使液晶能按電壓大小做驅動。倘若一異物頂到 彩色濾光片與 TFT 兩側的透明導電層膜,此區域及形成短路,使得液晶無 法驅動,形成亮點或暗點。 C. 彩色濾光片之色度 : 修補後之區域,仍需通過背光源形成特定色相,其中包含穿透(Y 值)及色度(x,y),若 Y 值過高,形成亮點 [20];若 Y 值過低,形成暗點。若 色度差異過大,則影響此畫素呈像。
3.2 修補後的附著性
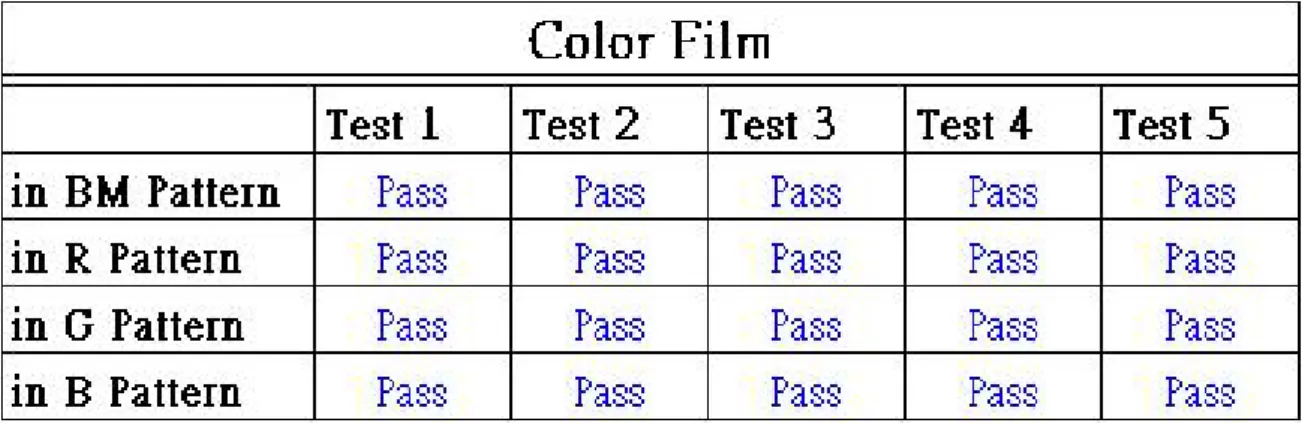
測試方式為取著色層 R G B 製程後的彩色濾光片半成品,於 BM 上及 R G B 上修補 50μm * 50μm 的大小(如圖 3.2),每一區域各 5 點,再依 以下述測試方法(百格測試)測試其附著性,記錄每一點結果。 測試步驟及方法: (1).先將修補後試片以 60℃溫水加熱 30 分鐘 (2).以百格刀切出間距 1mm/100 格的小方格 (11 條線,每條間隔 1 mm, 在 1cm 四方內劃成 100 小格,每小格 1mm) (3). 以 3M-5413 膠帶完全貼附測試區域 (4). 膠帶與基板程 45 度角,用力撕去膠帶 (5). 觀察膠帶是否殘留測試物,若無則為通過百格測試,若有則未通過百 格測試 彩色膜轉印方式修補後經附著性測試照片如(圖 3.3),結果如(表 3.1) 皆通過測試。 接觸針滴入式修補後經附著性測試照片如(圖 3.4),結果如(表 3.2) 皆通過測試。3.3 修補後的高度
TFT-LCD 依反應速度的不同,其液晶注入層亦有所差異,以 25 msec 為例,其液晶注入層為 3.6μm, 8 msec 為 2.5μm, 4 msec 為 1.5μm ; 因此,為符合所有 Model 的產品,以及需通過 Cell 組裝後的閃點測試, 故修補後高度標準訂為 1.2μm。測試時。測試方式為取著色層 RGB 製程 後的彩色濾光片半成品,於著色層 R G B 上修補 50μm * 50μm 的大小(如 圖 3.1),每一區域各 5 點,再依以下述測試方法量測其高度(高度基準如 圖 3.7),記錄每一點結果。 測試步驟及方法: (1). 修補後以自動對焦(Auto-Focus)法量測修補區域高度 (2). 高度基準以該周邊區域的著色層為基準 (3). 修補後區域最高點為其高度 彩色膜轉印方式修補後經高度測試照片如(圖 3.6),結果如(表 3.9),量測 15 點全部在 1.2μm 以上,平均 1.37μm,最高 1.48μm,最低 1.22μm 。未通過測試。 接觸針滴入式選用φ30μm 的接觸針,每一修補區域滴入 5 滴光阻。 修補後經高度測試照片如(圖 3.7),結果如(表 3.4),量測 15 點全部在 1.2 μm 以下,平均 0.7μm,最高 0.79μm,最低 0.61μm 。通過測試。3.4 修補後的光學特性
TFT-LCD 產品別的不同,其對比飽和度亦有所差異,本光學特性 標準以 Monitor 的產品為規格,探討修補後區域的光學特性 [21]。測 試時,測試方式為取著色層 R G B 製程後的彩色濾光片半成品,於著色層 R G B 上修補 50μm * 50μm 的大小(如圖 3.2),每一區域各 5 點, 量測中心點的光學特性,並取平均值,紀錄其結果。 測試步驟及方法: (1). 修補後量測正常區的光學特性(Y,x,y)。 (2). 修補後量測修補區的光學特性(Y,x,y)。 (3). 比較 Monitor 產品的光學特性(Y,x,y),Monitor 產品的規格如 (表 3.5),色座標如(圖 3.8)。 彩色膜轉印方式修補後顏色照片如(圖 3.9),結果如( 表 3.6),與 規格色座標比較如(圖 3.10)。在 Y 值部分,R 於規格內,但 G / B 兩色皆 較大,亦即穿透率較高,該區域會形成亮點;而 xy 值部分,R 的 xy 值於規 格內;G 的 y 值較小,x 值較大,即顏色偏白;B 的 y 值較小,即顏色偏白。 接觸針滴入式修補後顏色照片如(圖 3.11),結果如(圖 3.7),與 規格色座標比較如(圖 3.12)。在 Y 值部分,R / G / B 三色皆較低,亦即 穿透率較低,該區域比正常區暗;而 xy 值部分,R 的 xy 值皆符合規格;G 的 y 值較大,即顏色偏深綠;B 的 y 值較大,即顏色偏深藍
3.5 點亮後的測試
經過以上(附著性、光學特性、修補後高度)的測試,組成面版後再經 點亮後測試,將以上修補後的點分別記錄:點亮測試(於 Normally Black type):
(1). 面版全黑(Black)時,RGB 各為 0 階,檢視修補後狀況。 (2). 面版全亮(White)時,RGB 各為 256 階,檢視修補後狀況。
(3). 面版灰暗時(Gray)時,RGB 各為 120 階,檢視修補後狀況。 (4). 面版紅色(Rad)時,R 為 256 階,GB 各為 0 階,檢視修補後狀況。 (5). 面版綠色(Green)時,G 為 256 階,RB 各為 0 階,檢視修補後狀況。 (6). 面版藍色(Blue)時,B 為 256 階,RG 各為 0 階,檢視修補後狀況。 彩色膜轉印方式點亮狀況如圖 3.13,黑色修補在 BM 畫素上,點亮測 試時,不被發現;紅色修補在 R 畫素上,點亮測試時,亦不被發現; 但綠色 修補在 G 畫素時,面板在顯現黑色及綠色狀態時,修補的區域會被發現; 而藍色在 B 畫素時,面版在顯現黑色及綠色及藍色時狀態時,修補的區域 會被發現,這與上述彩色濾光片光學測試的資料相符 [22],亦即綠色及藍 色修補後偏白,點亮後形成亮點;接觸針滴入式點亮狀況如圖 3.14,所有 顏色修補後,經點亮測試皆不可見,若配合上述彩色濾光片光學測試的資 料,我們可以得知,Y 值若較規格低,則點亮後不會形成亮點,若 Y 值若較 規格高,則點亮後會形成亮點。
表 3.1 彩色膜轉印(Color Film Transfer)附著性測試結果
表 3.2 接觸針滴入式(Needle Contact)附著性測試結果
表 3.4 接觸針滴入式(Needle Contact)修補後高度測試結果
表 3.6 彩色膜轉印(Color Film Transfer)修補後的光學特性 (粉紅色區域為 Monitor 產品的規格外)
表 3.7 接觸針滴入式(Needle Contact)修補後的光學特性 (粉紅色區域為 Monitor 產品的規格外)
圖 3.1 TFT-LCD 構造
圖 3.2 附著性測試修補區域
圖 3.4 接觸針滴入式(Needle Contact)附著性測試照片
圖 3.5 高度測試基準
圖 3.7 接觸針滴入式(Needle Contact) 修補後高度測試照片
圖 3.9 彩色膜轉印(Color Film Transfer)修補後顏色照片
圖 3.11 接觸針滴入式(Needle Contact)修補後顏色照片
四、實驗結果與改善策略
4.1 初步結果與探討
經過以上(附著性、修補後高度、光學特性、)的測試,這些測試皆 是對於彩色濾光片本身的測試。之後至後段 Cell 組成面板,以點亮的面 板判定修補特性是否合乎面板出貨規範。 以初步結論探討: 彩色膜轉印方式通過附著性測試,但未通修補後高度,修補後的光學 特性未完全通過測試,其組成面板點亮點結果未完全通過測試。 接觸針滴入式通過附著性測試,通過修補後高度,修補後的光學特性 未完全通過測試,其組成面板點亮點結果通過測試。 以上測試需於最後組成面板後判定修補特性是否合乎面板出貨規 範,對於彩色濾光片本身的測試需找出合理的規範以驗證此兩種新修補技 術是否達到真正修補的效果。以實驗結果及面板構造來看,第一:修補後高 度必然需低於 Cell Gap,彩色膜轉印方式需作此方面改善。第二: 修補後 的光學特是以彩色濾光片整個面積的光學特性為規範,至於修補的缺陷是 極小的面積,似乎未達到光學特性規範於點亮結果仍合乎面板出貨規格, 因此,皆下來工作便是找出合理的修補後彩色濾光片本身光學特性,來規 範及定義此兩種方式的修補效果。4.2 改善步驟與實驗設計
經過以上測試,彩色膜轉印方式主要在修補高度超過 Cell Gap,導 致點亮結果產生亮點。因此,彩色膜轉印方式在修補後高度無法合乎規格, 針對此修補法,依據此修補法的特性,以及設備可調整之參數,建立參數 最佳化實驗,並以田口式實驗設計方法,找出彩色膜轉印方式的最佳參數,藉以評估彩色膜轉印方式的適用性。 田口式實驗計劃法係由日本學者田口玄一(Taguchi) [23]於1960年 代初期所提出的。近年來,田口式實驗計劃法已廣泛的被應用在不同製造 加工領域上。田口式實驗計劃法之目的,是以有限的人力與時間進行實驗, 利用統計分析的方法獲得所需資料,並探討適當目標值與最佳化條件。同 時田口玄一博士使用直交表與變異數分析方法,使得以往實驗室的製程系 統在生產線上量產時,具有相當高的再現性,在不失其可靠度下可大幅縮 減實驗次數,使得開發的成本及時間得以降至最低,可增加產品上市的競 爭力和時效性,較傳統實驗方法有更大的發展空間。 田口式實驗計畫法重 點乃依據所得出之信號-雜訊比(Signal-Noise Ratio, S/N比),其中S表平 均 數 , 而 N 表 變 異 數 , 並 分 為 望 大 (Large-The-Better, LTB) 、 望 目 (Nominal-The-Best, NTB)與望小(Smaller-The-Better, STB) [24]三種特 性。將所得之S/N比分別利用回應圖(Response Graph)綜合討論,以求取實 驗結果之重要影響因子及其最佳化條件。 彩色膜轉印方式影響修補後高度的因素主要有加熱桿( Heater Rod) 的溫度,加熱桿的壓力,加熱桿作用的時間,加熱桿修補的次數,以及防 護膜( Masker Film)的厚度。 加熱桿( Heater Rod)的溫度 : 加熱桿溫度主要是將半濕狀態修補膜(Repair Film)予以硬化,以附著 於玻璃上。在修補膜材料上,溫度需在 120°C 以上,方能使修補膜硬化, 但因考慮修補膜的被覆膜材質耐熱需小於 160°C,因此,加熱桿的溫度的 參數考慮以 120°C、140°C 以及 160°C 實驗。 加熱桿的壓力:
加熱桿下壓至修補膜後,需在施壓一定的壓力,才能使防護膜變形,
使修補膜貼附至玻璃上。考慮最大修補面積 300*300 μm2 防護膜( Masker
Film)變形的最少壓力為 300gw,實驗參數增加 400 克重與 500 克重。
加熱桿作用的時間:
加熱桿作用的時間主要仍是將半濕狀態修補膜有足夠的時間予以硬 化,半濕狀態的色阻膜,至少需 2 sec 的時間,參數考慮以 2 sec、3 sec 以及 4 sec 實驗。 防護膜( Masker Film)的厚度: 防護膜的厚度,對於修補膜的壓合效果有一定的影響,但考慮材料的 選擇,目前有 6μm、 7.5μm 以及 9μm 三種。 因此,此彩色膜轉印方式的主要研究參數的控制因子(Control Factor) 為加熱桿的溫度(A),加熱桿的壓力(B),加熱桿作用的時間(C),以及防護 膜的厚度(D)。選擇五個控制因子後,皆下來必須決定每一項控制因子的水 準:
加熱桿的溫度 (A) 的水準選擇了 120°C (A1)、140°C (A2)以及 160°C (A3); 加熱桿的壓力 (B) 的水準選擇了 300 克重 (B1)、400 克重 (B2)以及 500 克重 (B3);
加熱桿作用的時間(C) 的水準選擇了 2 sec(C1)、3 sec(C2)以及 4 sec (C3); 防護膜的厚度(D) 的水準選擇了 6μm (D1)、7.5μm (D1)以及 9μm (D3)。 上述共有 4 個因子,每個因子包含三個水準,於 4 因子x 3 水準中
(如表 4.2),使用L9 (34) 直交表(Orthogonal Array) [25] (如表 4.3),
依據L9 (34)的直交表,共需作 9 項實驗,本實驗每項實驗作 3 次,實
驗數據為修補後的高度。測量方式使用 Lasertec 開發的 Auto Focus 測 高方式,此測高方使用 50 倍鏡頭,以 自動對焦(Auto Focus)的方式,於 膜面以下 20 μm 往上 40 μm,擷取 256 張影像,擷取中最高的影像,扣 除 256 張影像中,面積最大的高度,即為此量測區域中,待測物的高度。
4.3 實驗結果探討
將彩色膜轉印的L9 (34)的直交表,經過 9 項實驗,每項測試 3 次,實 驗結果如表 4.5: 田口實驗法最重要的品質特性(Quality Characteristic)轉換成 SN 比,再利用 SN 比的特性,找到變異數小而品質特性平均值佳的設計。本實 驗期望修補後高度為最小值,避免形成亮點。因此,SN 比使用望小特性, 公式如表 4.6,並將每項實驗結果轉成 S/N 比 (表 4.6) [26] 每項實驗 S/N 比求出後,需求出各因子及水準中,S/N 比的值。如 需求出因子 C 中,水準 D1 的 S/N 比的值,需將實驗的 S/N 比值 S1 (1.236) 、S5 (4.012) 及 S9 (3.962) 取平均值 3.07;同理可求出各因子 及水準中相對的 S/N 比值,並繪製成 S/N 回應表(如表 4.8)及 S/N 比圖(如 圖 4.2)。 由 S/N Ratio 結果可知 : 1. 因子 A (加熱桿的溫度) 取最佳水準 A2 (140°C)。 2. 因子 B (加熱桿的壓力) 取最佳水準 B3 (500 克重)。 3. 因子 C (加熱桿作用的時間) 取最佳水準 C3 (4 sec)。 4. 因子 D (防護膜的厚度) 取最佳水準 D1 (6μm)。 5. 實驗因子對於本實驗影響 D > B > C > A ,亦即防護膜的厚度影響最大,其次為加熱桿的壓力,再者為加熱桿作用的時間,影響最小者 為加熱桿的溫度。 此彩色膜轉印修補方式,使用田口實驗法找出對於修補後殘留高度 的最佳參數,緊接著套入此最佳參數,並作再現性實驗,其結果如(表 4.9) [27]。 針對此再現性與 S/N 回應表中 A2、B3、C3、D1 的 S/N 比值 (-0.28368) + 0.18194 + (-0.150434) + 3.07051 = 2.818336 ,與再現 性實驗的 S/N 比值 2.85279 僅差 1.2%,因此確認此實驗的一致性。
表 4.1 初步測試結果
表 4.3 L9 (34
) 直交表(Orthogonal Array)
表 4.4 L9 (34
表 4.5 實驗結果 y1 y2 y3 1 (A1) 120°C (B1) 300gw (C1) 2 sec (D1) 6μm 0.9 0.88 0.82 0.867 2 (A1) 120°C (B2) 400gw (C2) 3 sec (D2) 7.5μm 1.21 1.2 1.18 1.197 3 (A1) 120°C (B3) 500gw (C3) 4 sec (D3) 9μm 1.33 1.34 1.31 1.327 4 (A2) 140°C (B1) 300gw (C2) 3 sec (D3) 9μm 1.55 1.53 1.62 1.567 5 (A2) 140°C (B2) 400gw (C3) 4 sec (D1) 6μm 0.62 0.63 0.64 0.630 6 (A2) 140°C (B3) 500gw (C1) 2 sec (D2) 7.5μm 1.08 1.15 1.12 1.117 7 (A3) 160°C (B1) 300gw (C3) 4 sec (D2) 7.5μm 1.26 1.28 1.24 1.260 8 (A3) 160°C (B2) 400gw (C1) 2 sec (D3) 9μm 1.46 1.42 1.44 1.440 9 (A3) 160°C (B3) 500gw (C2) 3 sec (D1) 6μm 0.63 0.61 0.66 0.633
NO. of Run (A) (B) (C) (D) Data ( μm ) AVG.
表 4.6 SN 比 :望小特性
表 4.7 實驗 S/N 比值 y1 y2 y3 1 (A1) 120°C (B1) 300gw (C1) 2 sec (D1) 6μm 0.9 0.88 0.82 0.867 S1 1.23628 2 (A1) 120°C (B2) 400gw (C2) 3 sec (D2) 7.5μm 1.21 1.2 1.18 1.197 S2 -1.55994 3 (A1) 120°C (B3) 500gw (C3) 4 sec (D3) 9μm 1.33 1.34 1.31 1.327 S3 -2.45562 4 (A2) 140°C (B1) 300gw (C2) 3 sec (D3) 9μm 1.55 1.53 1.62 1.567 S4 -3.90217 5 (A2) 140°C (B2) 400gw (C3) 4 sec (D1) 6μm 0.62 0.63 0.64 0.630 S5 4.01246 6 (A2) 140°C (B3) 500gw (C1) 2 sec (D2) 7.5μm 1.08 1.15 1.12 1.117 S6 -0.96133 7 (A3) 160°C (B1) 300gw (C3) 4 sec (D2) 7.5μm 1.26 1.28 1.24 1.260 S7 -2.00814 8 (A3) 160°C (B2) 400gw (C1) 2 sec (D3) 9μm 1.46 1.42 1.44 1.440 S8 -3.16781 9 (A3) 160°C (B3) 500gw (C2) 3 sec (D1) 6μm 0.63 0.61 0.66 0.633 S9 3.96278 S/N
NO. of Run (A) (B) (C) (D) Data ( μm ) AVG.
表 4.8 S/N 回應
Level
A
B
C
D
1
(S1+S2+S3)/3 (S1+S4+S7)/3 (S1+S6+S8)/3 (S1+S5+S9)/3
2
(S4+S5+S6)/3 (S2+S5+S8)/3 (S2+S4+S9)/3 (S2+S6+S7)/3
3
(S7+S8+S9)/3 (S3+S6+S9)/3 (S3+S5+S7)/3 (S3+S4+S9)/3
表 4.9 再現性 S/N 比 y1 y2 y3 再現性 (A2) 140°C (B3) 500gw (C3) 4 sec (D1) 6μm 0.72 0.71 0.73 0.72 S/N 2.85279
圖 4.1 高度量測方法
五、結論與建議
5.1 結論
在第三章的初步測試,彩色膜轉印在修補後高度未通過測試,第四 章中經過田口實驗法的最佳參數設計,1.4μm 降至 0.7μm,與接觸針滴入 式的 0.7μm 不相上下。因此,在做一次完整的修補(50μm * 50μm 的大小), 並送至 Cell 組成面板,點亮後測試也符合面板出貨規範。 因此,比較彩色膜轉印方式與接觸針滴入式的新修補方式,影響整 個的面板組成最重要的品質因素為修補後的高度。因接觸針滴入式主要以 液態的光阻填入欲修補區域,光阻會填平整個區域,故無高度造成缺欠的 問題 [28]。 但彩色膜轉印方式是以彩色膜轉印至欲修補區域,然而在修補區域 邊緣的重疊處,修補後高度會有所變異。經過田口實驗法的最佳參數設計, 發現主要影響修補後高度的是防護膜的厚度,其次為加熱桿的壓力、時間 與溫度,在防護膜的厚度由 9μm 更換為 6μm 後,加上加熱桿的最佳參數 設計後,修補後高度由 1.4μm 降至 0.7μm,與接觸針滴入式相同,因此, 在修補後高度的比較相同。 針對彩色膜轉印方式與接觸針滴入式的新修補方式可歸納出最終 結論: 1. 附著性方面,兩者皆通過測試。 2. 修補後高度彩色膜轉印方式參數最佳化後,與接觸針滴入式皆通過測 試。 3. 修補後的光學特性皆與彩色濾光片的規格定義有所差異,但修補 50μm * 50μm 的大小組成於面板點亮後兩者皆通過測試。5.2 未來研究方向與建議
雖然彩色膜轉印方式與接觸針滴入式在最終面板點亮後兩者皆通 過測試,但本實驗修補面積為 50μm * 50μm的大小下所作的測試,雖然 彩色濾光 90%的缺陷都小於此面積 (2500μm2),若針對面積超過 2500μm2 的缺陷修補,因為兩種方式光學特性並不相同需再作面板點亮測試。 另外,針對未來電視面板的特性,需提高亮度及對比,相對的彩色 濾光片的著色層光阻需被改善 [29],因此,針對修補區域與正常區域的色 度差異,需再作一次的實驗確認。對於彩色膜轉印方式修補的彩色膜,材 料取決於材料供應商,彩色膜的色度特性由材料供應商所掌握,使用者提 出需求後,材料供應商製作樣品測試,測試通過後才可正式使用於真正的 產品上。但接觸針滴入方式修補的光阻,材料取自於產品著色層的光阻, 調整黏度後即可。針對變更彩色濾光片的著色層光阻問題,接觸針滴入方 式的材料替換性,優於彩色膜轉印方式,基於此原因,應使用接觸針滴入 方式作為新修補技術的方向。 而近來為節省彩色濾光片的製作成本,日本夏普公司預計 2008 年,會導入噴墨列印(IJP :Ink Jet Printing) [30]技術,可將 RGB 著色 層一次製作完成,大量節省光阻用量與生產時間,相信未來此新製程會被 各大廠所採用,對於此噴墨列印製程造成的缺陷,其修補方式亦是未來研 究的方向。參考文獻
[1]. 黃國維、簡嫻雯、葉仰哲、葉永源,我國彩色濾光片產業專題調查, 工業技術研究院產業經濟與資訊服務中心。 [2]. 葉仰哲,平面顯示器材料產業 ,工業材料 ,2005.03。 [3].張棋榕,以噴墨方式製作彩色濾光片的利基與挑戰,化工資訊,2001, 40-43。 [4]. 雷章寶,彩色濾光片產業現況與展望 ,產業調查與技術季刊 , 2005.08。 [5].吳正照,顏色及彩色濾光片製程簡介 ,工業材料,2002.04。 [6]. 梁素真,大型TFT LCD發展動力及關鍵零組件產業發展趨勢探討 -下- ,工業材料,2004.08。 [7].葉吉田,噴墨列印技術在電子工業之應用,電子與材料.2004。 [8].陳一斌,TFT彩色濾光片瑕疵檢測系統 ,機械工業雜誌,2001.12。 [9].林俊良、羅文保,彩色濾光片修補研磨帶之引帶,友上科技股份有限 公司,專利證號:286374。 [10].林智堅,噴墨列印技術用於製造液晶顯示器之彩色濾光片 ,中華民 國光學工程學會會刊,2003.12。 [11].鍾朝鈞,液晶顯示裝置之畫素結構及其修補方法,奇美電子股份有限 公 [12].張振堶,彩色濾光片(CF)檢測設備發展動向 ,機械與車輛產業速 報,2003.10。 [13].陳贊仁, 蘇國欽,修補濾光圖案與光罩圖案之缺陷的方法,奇美電子 股份有限公司,專利證號:247200。 [14].猿田正弘, 山中昭浩,缺陷修正裝置及缺陷修正方法,NTN股份有限 公司,專利證書號:234181。[15].林智堅、賴建彰、鄭兆凱、邱琬雯,噴墨列印技術用於製造液晶顯示 器之彩色濾光片,工業材料雜誌,2003。 [16].鄺東元,LCD TV彩色濾光片發展及技術 ,電子月刊,2004.08。 [17].李榮哲、新丸和也、大村潤、吳志榮、簡嫻雯、陳世烈、吳有政,顏 料分散技術在彩色光阻的應用,化工技術,2000,191-201。 [18].洪泓杰、徐宏智、王智偉,液晶顯示器缺陷修補方法與結構,瀚宇彩 晶股份有限公司,專利證號:089116661。 [19].顏丹青,彩色濾光片(CF)介紹 ,中國化學工程學會會刊,2004.02。 [20]. 李榮哲,LCD 濾光板用彩色光阻,工業材料,1998,90-108。 [21].李陽世,色彩原理技術與應用,永大書局有限公司,2003。 [22].李孟錴,彩色濾光片生產製程對色度的影響 ,工業材料,2003.05。 [23]. Genichi Taguchi (Yuin Wu, technical editor for the English edition) , Ta g u c h I Methods / Design of Experiments,
Dearborn MI / ASI Press, To k y o .
[24] . Yi Xu, Simon Y. M. Chooi, Mei-Sheng Zhou, and Subhash Gupta, “Optimization of Baking for FLARE Organic Low-k
Dielectric Material", Proceedings of VMIC Conference, 2000, p. 393. [25] . A. S. Hedayat, N. J. A. Sloane, and John Stufken, Orthogonal Arrays:Theory and Applications, 1999, Springer, New Yo r k . [26] . Alan Wu, Robust Design Using Ta g u c h I Methods, Workshop Manual, American Supplier Institute (ASI) , Version 3.0,2 0 0 1 . [27] . Douglas C. Montgomery, Design and Analysis of Experiments,4t h edition, 1997, John Wiley & Sons, New Yo r k .
[28].溫俊祥、鄭文桐,LCD 彩色濾光片與顏料分散法技術,工業材料,第 124 期,1997。
[29].吳一誠,新世代彩色濾光片製程技術發展現況與分析 中國化學工程 學會會刊,2004.02。
[30].陳忠輝,噴墨印刷在光電科技應用之探討--以液晶顯示器之彩色濾光 片製程技術為例 ,印刷科技,2004.06。