Effect of lath microstructure on the mechanical properties of
flow-formed C-250 maraging steels
Yen-Jung Lee
a,b,∗, Ming-Chueh Kung
b, I-Kang Lee
b, Chang-Pin Chou
a aInstitute and Department of Mechanical Engineering, National Chiao Tung University, Hsinchu 300, Taiwan, ROCbChung-Shan Institute of Science and Technology, CSIST, Taoyuan 325, Taiwan, ROC Received 3 October 2006; received in revised form 14 November 2006; accepted 14 November 2006
Abstract
A solution treated C-250 maraging steel tubing pre-form was cold forward flow-formed into a seamless tube to attain a 79% wall thickness reduction. Various heat treatments were then conducted on the tube to strengthen the material. This study found that although direct aging treatment could generate the tensile strength exceeded the specification’s requirement in all the heat treatment attempts, the C-250 steel suffered loss of ductility in percentage elongation. Through “solution + aging” treatment, the steel’s ductility was much improved and tensile properties can still meet the specification. The pre-treatment of high homogenization temperature could produce coarse lath martensitic microstructure and result in a decrease of the tensile strength of the C-250 steel. Furthermore, the C-250 steel also showed the presence of seemingly globular precipitates within the lath structure. Detailed discussion of mechanical properties obtained for each of the heat-treated steels in terms of microstructures and metallographic works was presented.
© 2006 Elsevier B.V. All rights reserved.
Keywords: C-250 maraging steel; Lath microstructure; Flow-forming; Aging heat treatment; Reversion austenite
1. Introduction
The 18% Ni C-250 maraging steel is a member of the iron–nickel based alloy family. Since the steel has a very low carbon content (<0.03 wt.%), it is capable of generating a soft and ductile lath martensitic microstructure [1] after solution treatment, as shown inFig. 1a. To meet the structural strength requirements, components for aerospace applications are usu-ally manufactured through cold working, which is followed by heat treatment. These two processes are both quick and econom-ical. Although the C-250 maraging steel can reach a 79% wall thickness reduction after flow-forming, the benefit derived from the work hardening in this steel is not obvious[2]. Hence, age-hardening treatment is needed to further enhance the mechanical properties [1,3]. Solution treatment is commonly applied to eliminate the residual stress and the fibrous grain microstructure resulted from the huge amount of cold work of the flow-forming process[1,4]. Furthermore, a yet higher temperature required in ∗Corresponding author at: Institute and Department of Mechanical Engineer-ing, National Chiao Tung University, Hsinchu 300, Taiwan, ROC.
Tel.: +886 3 5712121 55157; fax: +886 3 5733409.
E-mail address:[email protected](Y.-J. Lee).
the homogenization treatment would also significantly influence the mechanical properties and microstructure of the resultant material. While this study was motivated to investigate the sep-arate effects of these processing factors, attempts are made to search for the optimum process parameters through a series of heat treatment experiments. The starting material employed in the present study was a long, thin precision seamless tubing fabricated by a non-machining, chip-free forward flow-forming manufacturing technology.
2. Experimental
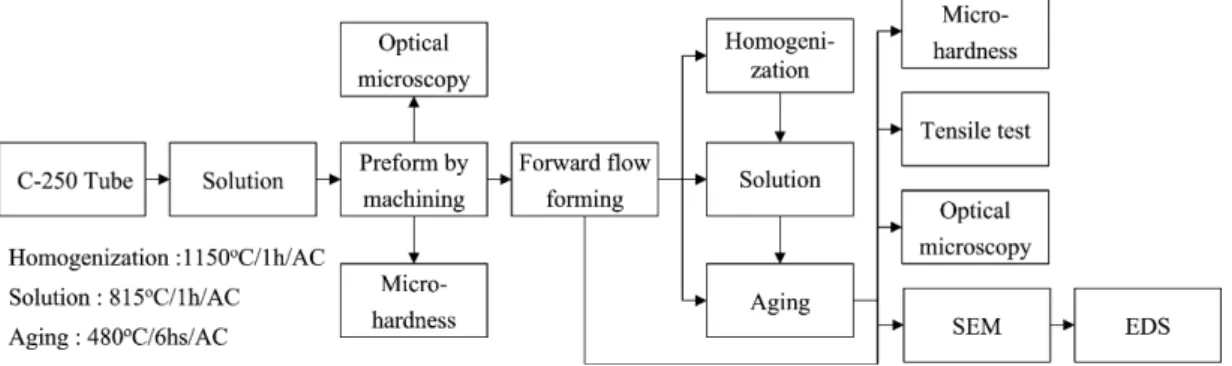
An 18% Ni C-250 maraging steel tubing, acquired according to standard AMS 6512C[5](double vacuum melted VIM-VAR) was used for this study. The results of scanning electron micro-scope (SEM)/energy dispersive X-ray spectrometry (EDS) and carbon content determination are reported inTable 1. The C-250 maraging steel tubing was solution treated by process parameters of 815◦C/1 h/air cooling (AC) and processed to make a tubing of 8.0 mm wall thickness. The material was subsequently sub-jected to flow-forming to reduce its wall thickness from 8.0 to 1.7 mm, resulting in a 79% wall thickness reduction. The flow diagram comprising the experiment steps is shown inFig. 2. 0921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved.
Table 1
Chemical composition of C-250 maraging steel (wt.%)
Element Ni Co Mo Ti Al Cr Si Mn C S P Fe
Specifications AMS 6512C 17–19 7.0–8.5 4.6–5.2 0.3–0.5 0.05–0.15 <0.5 <0.1 <0.1 <0.03 <0.01 <0.01 Balance Used in this work 18.00 8.14 4.84 0.37 0.09 0.06 0.06 0.01 0.009 <0.01 <0.01 Balance
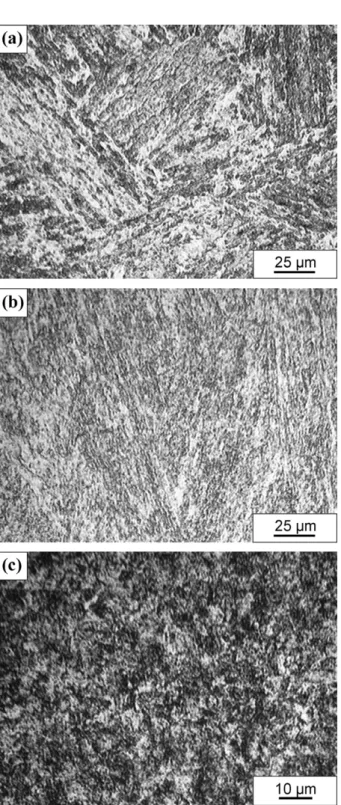
Fig. 1. Optical micrographs showing microstructure of C-250 maraging steel: (a) pre-solution treatment applied before flow-forming; (b) after flow-forming; (c) “solution + aging treatment” applied after flow-forming.
Three different heat treatments were applied in the C-250 steel, i.e., “aging”, “solution + aging” and “homogeniza-tion + solu“homogeniza-tion + aging”. The flow-formed specimens were aging treated employing a set of parameters, 480◦C/6 h, following AC to room temperature (RT). Although cold deformation can lead the gain of yield strength[6], concomitant lose of toughness is inevitable[1]. Hence, two separate heat treatment processes, i.e., homogenization treatment at 1150◦C/1 h/AC and austenization treatment at 815◦C/1 h/AC were applied to material before aging treatment to explore their effects on the mechanical properties and the resultant microstructures.
The microstructures of various heat-treated, flow-formed specimens of the pre-form were observed. The areas selected for microstructural analysis were in the cross-section and the surface of the tube wall. Specimens were polished to 0.05m, etched with 30 ml HCl + 10 ml HNO3+ CuCl2. Subsequent microstructure observation and chemical analysis for the mate-rial’s precipitates were performed using an optical microscope (OM) and SEM attached with EDS. Hardness was measured on the Vickers hardness scale using 300 g/15 s. The Vickers reading was then auto-converted to the Rockwell C reading (HRC).
Tensile specimens were obtained along the tube longitu-dinally and were milled to finish dimensions in accordance with specification ASTM E370, as shown in Fig. 3. Two differing strain rates were employed during the tensile test; 0.2 (mm mm−1) min−1 before reaching the yield point and 2 (mm mm−1) min−1 beyond the yield point. The specimen’s gauge length was 50.8 mm. The test data reported here was obtained from the average value of six tested specimens. 3. Results and discussion
3.1. Microhardness and microstructure
Table 2 presents the HRC hardness values of specimens obtained from the 18% Ni C-250 maraging steel, subjected to various heat treatment conditions.
A hardness 32.5 HRC was recorded for the maraging steel after being solution treated. It was increased to 38.1 HRC after Table 2
Microhardness report of the C-250 maraging steel, which have received various heat treatments
Heat treatment (solution→ forming) Hardness (HRC)
Pre-form 32.5
As formed 38.1
Aging 55.1
Solution + aging 52.5
Homogenization + aging 53.0
Fig. 2. Flow chart of experiments of C-250 maraging steel.
the tubing material had been subjected to a 79% reduction of wall thickness by means of forward flow-forming. Apparently, the huge amount of cold working had distorted the grains of the material and a fibrous microstructure was observed. Although aging treatment could have partially off-set [7]the hardening effect resulted from the flow-forming, the combination of work hardening and aging precipitation is believed to have contributed considerably to the hardness increase of 55.1 HRC, which in fact is higher that of 50–52 HRC, dictated in AMS specification 6520C[8].
Before aging treatment, applying “solution treatment”, “homogenization treatment” and “homogenization + solution treatment”, respectively, to the flow-formed tubing, all the HRC values of the tubing decreased approximately by 3.8–4.7%, indi-cating that the distorted microstructures and the residual stress resulted from huge cold work have been eliminated.
Fig. 4shows the radial distribution of hardness values of the tubing after having received various heat treatments, which are by and large about the same and a level trend can be observed. This seems to indicate that the distorted microstructure of the C-250 maraging steel due to cold working has been recrystal-lized to newly formed grains after solution and homogenization treatments.
Fig. 3. Dimensions of ASTM E370 tensile specimen.
Fig. 1 shows the microstructural comparison for the cold flow-formed steel that was solution treated before aging.Fig. 1a shows a coarse lath microstructure (32.5 HRC) of the C-250 maraging steel before flow-forming.Fig. 1b shows the fibrous and distorted microstructure (38.1 HRC) of the material after cold flow-forming. Fig. 1c shows the martensitic microstruc-ture, which was full of tangled dislocations, obtained from transformation of solution treated austenite structure that was subsequently cooled to BCC structure at RT [1,9]. The fine recrystallized microstructure shown inFig. 1c can be attributed to the increased nucleation rate due to cold working[7]. This was primarily because the internal stress and various defects (vacancies, interstitial atoms, etc.) resulted from the cold flow-forming had partially disappeared when the metal underwent a recovery stage at the annealing temperature. As the annealing temperature increases, new nucleus would form from the cold worked material and gradually grow into new grains [10]. As this point, hardness of the material decreases. As the annealing temperature further increases, the newly recrystallized material virtually resembles the anisotropic material prior to cold work, which possesses the minimum hardness and strength coupled with maximum value of percentage elongation.
The uniformly distributed particles precipitated from the matrix as a result of aging would impede the motion of
disloca-Fig. 4. Radial distribution of hardness values derived from materials subjected to various heat treatments.
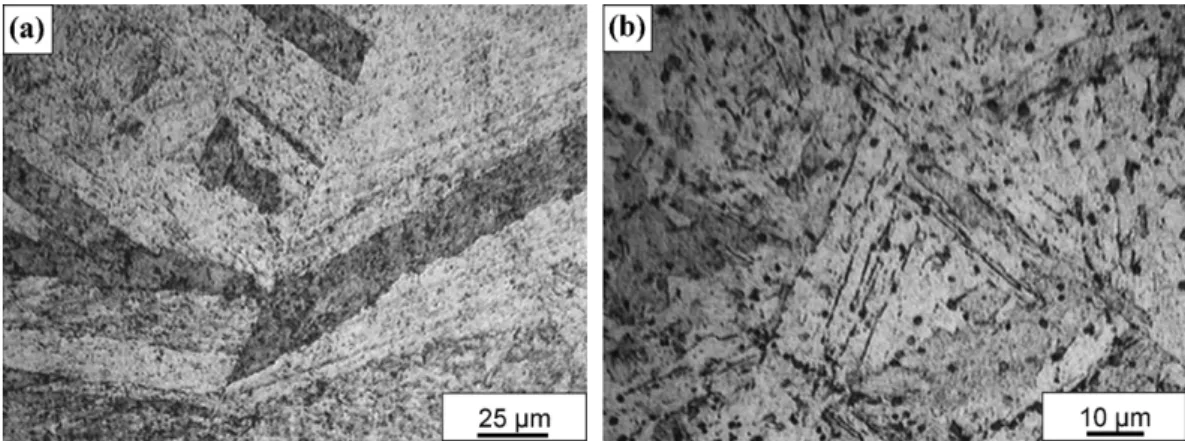
Fig. 5. Optical micrographs of C-250 maraging steel: (a) “homogenization + aging” treatment applied after flow-forming; (b) “homogenization + solution + aging” treatment applied after flow-forming.
tions, thereby strengthening the material, as is demonstrated by the hardness value 52.5 HRC inTable 2. In the meantime, since the material still maintains a low carbon martensite matrix, good value of percentage elongation and toughness can be expected [6].
Fig. 5is a set of the photo-micrographs of the specimens sub-jected to various heat treatments. The coarse lath microstructure resulted from the pre-aging high homogenization temperature is shown inFig. 5a. Since the high homogenization temperature would have eliminated the dislocations and the residual stress generated by the cold work, no effect of work hardening was observed after the following aging treatment. This argument is substantiated by the decrease of HRC value from 55.1 to 53.0. Depending on the alloying contents of the C-250 maraging steel differ, two kinds of precipitate may exist, one is the ribbon shape precipitate, which includes Ni3Mo[1,11,12],-Ni3Ti[13–16] and Ni3Al[17], and the other is the globular (Fe,Ni)2(Mo,Ti)
[9,18]or␣Fe–Ti[12].Fig. 5b shows the presence of seemingly globular precipitates within the lath structure and at the grain boundaries for material which has been subjected to homog-enization + solution treatment before aging. Furthermore, the precipitates became denser with increasing aging time, as is demonstrated inFig. 5b.
3.2. Mechanical properties
Table 3reports the mechanical properties obtained from the materials that have been variously processed and heat-treated. Clearly, all elongation values reported here meet the AMS 6520C specification. With regard to the YS and ultimate tensile strength (UTS), only the direct aged and the “solution + aging” treated
Fig. 6. Comparison of mechanical properties for C-250 maraging steel after having received various heat treatments.
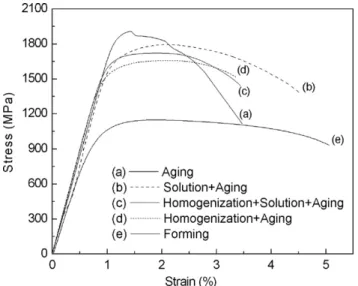
for the flow-formed material could deliver properties that meet the specification, but “homogenization + aging” and “homoge-nization + solution + aging” treated material failed to meet the specification, as demonstrated inFigs. 6 and 7.
3.2.1. Post-flow-forming aging treatment
The flow-formed piece of C-250 maraging steel FH-A6 was ageing treated for 6 h. The YS and UTS of this material exceeded the specification by 16 and 12%, respectively, representing the best strengthening values obtained through aging in this study, as demonstrated inFigs. 6 and 7. Test data obtained has indicated that under standard ageing treatment although the temperature has partially off-set the work hardening effect; yet, the combina-tion of work hardening and aging precipitacombina-tion will significantly Table 3
Mechanical properties of the C-250 maraging steel, which have received various heat treatments
Sample code Heat treating process YS (MPa) (0.2% off-set) UTS (MPa) Elongation (%) (gage 50.8 mm)
AMS 6520C 1689 1758 2.5
FH-F Solution→ forming 1074 1156 5.3
FH-A6 Solution→ forming → aging 1954 1975 3.4
FH-SA Solution→ forming → solution → aging 1764 1800 4.6
FH-HA Solution→ forming → homogenization → aging 1599 1661 4.0
Fig. 7. Stress–strain curves of the flow-formed material showing the influence of various heat-treated.
increase the strength[1]. The result obtained from the observa-tion is consistent with that of Ali et al.[19], where a 15% increase of UTS was observed.
3.2.2. Post-flow-forming “solution + aging” treatment The maraging steel does not employ the carbon that is intestinally imbedded in the super-saturation solid solution for strengthening. It resorts to the strengthening mechanism that requires “solution + aging” treatments. In this study, although the standard solution heat treatment was applied before cold flow-forming, the resultant C-250 material having fibrous microstructure with inconspicuous grain boundaries, still had a reduced percentage elongation value after aging. A solu-tion treatment at austenizasolu-tion temperature is recommended in literature[1] to eliminate the residual internal stress and to recrystallize the material. A better grained microstructure lead-ing to satisfied toughness and percentage elongation value can then be expected.
The YS and the UTS values of the “solution + aging” treated specimen FH-SA have exceeded the AMS 6520C specification requirement by 4.4 and 2.4%, respectively. They are lower by 9.7 and 8.9%, respectively when comparing with properties derived from direct aging treated material but with a 37% more of elon-gation rate. Nevertheless, the component designer should be concerned about the distortion that may arise due to excessive solution temperature.
3.2.3. Post-flow-forming “homogenization + aging” treatment
The strengthening precipitates that nucleate at the boundary of the low carbon martensitic lath due to aging treatment will become denser with the increasing aging time. However, the excessive aging temperature might produce reversion austenite at the boundary of the initial austenite and the boundary of the lath structures. The revision austenite can be resolved in the matrix phase by homogenization.
The mechanical properties of the flow-formed specimens FH-HA subjected to “homogenization + aging” treatment are
reported inTable 3. It can be shown that, the YS and the UTS failed to meet the minimum requirement of AMS 6520C spec-ification by 5.3 and 5.5%, respectively. If comparison is made with direct ageing treatment, although the percentage elongation has met the specification requirement, its YS and the UTS failed to meet the specification values by 18 and 16%, respectively. It appears that this set of processing parameters has failed to meet the practical needs.
3.2.4. Post-flow-forming
“homogenization + solution + aging” treatment
The mechanical property of the flow-formed specimens FH-HSA subjected to “homogenization + solution + aging” treatment is reported in Table 3. The YS and the UTS values of the material are slightly lower than the values listed in AMS 6520C, reaching 99 and 98%, respectively, of the requirement. However, its elongation rate exceeded the specification value by 60%. When comparing the flow-formed material that was subjected to direct aging treatment FH-A6 with the material that received the homogenization and solution treatment before aging, the latter has a 17% more percentage elongation. How-ever, it has a lesser values of 15 and 13%, respectively, in terms of YS and UTS values.
3.3. Fracture surface observation and analysis
The ductility of the flow-formed maraging C-250 steel corre-sponding to various heat treatments was evaluated through the SEM observations for the fractured surfaces of tensile speci-mens.
Specimen FH-A6 corresponded to the material which has received aging treatment of 480◦C/6 h/AC. Observation with SEM for the fractured surface of the tensile specimen showed a cleavage fracture surface with obvious presence of terrace. The dimples seen in the central zone of the fracture surface appeared being pulled up, suggesting that there was some ductility in this material. The fracture surface of FH-A6 can be character-ized as being a mixture of fine dimple mode and quasi-cleave mode.
Specimen FH-SA correlated to the material which has received “solution + aging” treatment. The fractured tensile specimen of FH-SA had massive necking. SEM observation of its fracture surface revealed presence of numerous relatively small and evenly distributed dimples, clearly indicating a gen-uine ductile fracture.
Specimen FH-HA corresponded to the material after “homogenization + aging” treatment. No necking was observed in the tensile specimen of this material. Rather, its tensile speci-men demonstrated a seemingly sparse fracture mode. Both edges of the two fracture sides showed the slip bands that resemble the crevices which have been torn-apart. SEM observation for the fracture surface showed a quasi-cleave fracture mode that resembled near brittle fracture. Moreover, the grains of the frac-ture surfaces were flat, indicating that the fracfrac-ture was a mode of mixture of dimple-like fracture and quasi-cleavage fracture. Comparing the tensile properties of specimen FH-HA with those of the FH-SA specimen, which had received a “solution + aging”
treatment, it was found that specimen FH-HA had a reduction of 14% in terms of percentage elongation.
Specimen FH-HSA corresponded to material which has received “homogenization + solution + aging” treatment, no necking characteristic of quasi-cleavage fracture surface was observed. Observation with SEM for the entire fractured surface of the tensile specimen indicated an obvious quasi-cleavage frac-ture surface; presence of slip bands resembling the crevices that have been torn-apart was even more evident at both edges imme-diately adjacent to the two fracture sides. Observation with SEM revealed a mix fracture mode of ductile-like and brittle fracture. Dimples at the central zone of the fracture surface apparently have been pulled up, while the two sides adjacent to the central zone had the near brittle quasi-cleavage fracture mode.
From the aforementioned observation for the fracture sur-faces of tensile specimens obtained from the flow-formed C-250 maraging steel that has been heat-treated by various process parameters, it is clearly indicated that the “solution + aging” treatment possesses a better combination of ductility and tensile strength, and thus is an optimum choice of the processing param-eters. However, distortion experienced by the components due to excessive solution temperature could become a major concern for component designer.
4. Conclusions
(1) The test piece that was cold flow-formed and received a 480◦C/6 h/AC aging treatment generated a highest hard-ness of 55.1 HRC, which was derived from the combined effect of work hardening and precipitation hardening. Its YS and UTS exceeded the specification requirements by 16 and 12%, respectively. However, the material suffered loss of ductility.
(2) The test pieces that were the flow-formed and received heat treatments of solution, homogenization and “homogeniza-tion + solu“homogeniza-tion” before aging treatment showed a decrease of hardness by 3.8–4.7%, indicating that the distortion and associated residual stress of the microstructure have been eliminated.
(3) The radial cross-section hardness values of the test pieces that received various heat treatments and that of the directly aged test piece were essentially the same, and they also showed a level distribution of the values. This indicated that
after solution and homogenization treatment, the distortion in the fibrous C-250 maraging material due to cold work had been homogeneously recrystallized.
(4) Only the materials that had received direct aging treatment and “solution + aging” treatment could generate mechanical properties to meet the specification, with the latter delivered a better ductility. However, the possible component distor-tion due to excessive soludistor-tion annealing temperature can become a concern to the structure designer.
Acknowledgements
The authors would like to thank the Missile and Rocket Sys-tems Division and System-Manufacturing Center of CSIST for the experiment support.
References
[1] S. Floreen, ASM Metals Handbook, vol. 1, ninth ed., 1978, p. 445. [2] A.M. Hall, C.J. Slunder, NASA Report, 1968, SP-5051.
[3] M. Ahmed, H. Ayub, I. Nasim, F.H. Hashmi, A.Q. Khan, Mater. Sci. Technol. 11 (1995) 1281.
[4] I.K. Lee, C.P. Chou, C.M. Cheng, I.C. Kuo, Mater. Eng. Perform. 12 (2003) 41.
[5] AMS 6512C, Aerospace Material Specification, Warrendale, PA, USA, 1991.
[6] R.F. Decker, J.T. Each, A.J. Goldman, Trans. ASM 55 (1962) 58. [7] I.K. Lee, The effect of heat treatment on microstructure and mechanical
properties of flow-formed maraging steel weldment by EBW, Ph.D. Thesis, National Chiao Tung University, Hsinchu, Taiwan, 2002.
[8] AMS 6520C, Aerospace Material Specification, Warrendale, PA, USA, 1995.
[9] Y.M. Lee, The study on autogenously welding of ultra-strong marag-ing steel, M.S. Thesis, National Taiwan University, Taipei, Taiwan, 1988.
[10] D.R. Askel, P.P. Phule, The Science and Engineering of Materials, fifth ed., Thomson, Canada, 2006.
[11] J.M. Chilton, C.J. Barton, Trans. ASM 60 (1967) 528. [12] A. Goldberg, Trans. ASM 62 (1969) 219.
[13] G. Thomas, I.-L. Cheng, J.R. Mihalisin, Trans. ASM 62 (1969) 852. [14] B. Francis, Metall. Trans. A 7A (1976) 465.
[15] B.G. Reisdorf, Trans. ASM 56 (1963) 783. [16] A.J. Baker, P.R. Swann, Trans. ASM 57 (1964) 1008. [17] R.K. Pitler, G.S. Ansell, Trans. ASM 57 (1964) 220. [18] H.J. Rack, D. Kalish, Metall. Trans. A 2 (1971) 3011.
[19] A. Ali, M. Ahmed, F.H. Hashmi, A.Q. Khan, Mater. Sci. Technol. 10 (1994) 97.