sol-gel process
Moo-Chin Wang
Department of Mechanical Engineering, National Kaohsiung University of Applied Sciences, 415 Chien-Kung Road, Kaohsiung, 80782, Taiwan
Nan-Chung Wu and Sheng Yang
Department of Materials Science and Engineering, National Cheng Kung University, 1 Ta-Hsueh Road, Tainan, 70101, Taiwan
Shaw-Bing Wen
Department of Resources Engineering, National Cheng Kung University, 1 Ta-Hsueh Road, Tainan, 70101, Taiwan
(Received 11 June 2001; accepted 7 May 2002)
-Spodumene (Li
2O ⭈ Al
2O ⭈ 4SiO
2, LAS
4) precursor powders were obtained through a sol-gel process using Si(OC
2H
5)
4, Al(OC
4H
9)
3, and LiNO
3as starting materials and LiF as a sintering aid. X-ray diffraction, scanning electron microscopy, scanning transmission electron microscopy with a wavelength dispersive spectrometer, and electron diffraction analysis were utilized to study the phase transition of the
-spodumene glass–ceramics prepared from the gel-derived precursor powders with LiF additive. For the LAS
4precursor powders containing no LiF, the only crystalline phase obtained was -spodumene. For the pellets containing less than 4.0 wt% LiF and sintered at 1050 °C for 5 h, the crystalline phases were -spodumene solid solution and -eucryptite (Li
2O ⭈ Al
2O
3⭈ 2SiO
2, LAS
2) solid solution. When the LiF content was 5.0 wt% and the sintering process was carried out at 1050 °C for 5 h, the crystalline phases were -spodumene solid solution, -eucryptite solid solution (triclinic), and eucryptite [rhombohedral (hex.)]. When the LiF addition attains 3.0 wt%, the fully densified grains are formed, accompanied with an increase in grain size for LiF addition. At the triple junction of grain boundaries a second phase
segregates which is identified to be -spodumene solid solution. In the sintering period of LAS
4precursor powders with LiF additive, the grains converted to -eucryptite solid solution and -spodumene solid solution remains at the grain boundaries.
I. INTRODUCTON
Li
2O ⭈ Al
2O
3⭈ nSiO
2glass–ceramics (n ⳱ 2, 4, 6, and 8 for eucryptite, spodumene, lithium orthoclase, and petalite, respectively) are endowed with ultralow and even negative thermal expansion, high thermal stability, and high chemical durability.
1They have been widely used as cooktop panels, stove windows, and cook- ware and in precision parts.
2Conventional, low thermal expansion coefficient ceramics like -spodumene (Li
2O ⭈ Al
2O
3⭈ 4SiO
2, called LAS
4hereafter) are fabri- cated mainly by the traditional recrystallization of solidi- fied melt, i.e., preparation of monolithic glass products by the usual molding techniques containing blowing, pressing, or casting, followed by controlled crystalliza- tion. But it is not easy to sinter -spodumene without a proper sintering aid except the alkoxide-derived precur- sors.
3–6The incorporation of sintering aids results in a
large coefficient of thermal expansion. Therefore, the preparation of homogeneous fine -spodumene precur- sor powders is desirable to lower sintering temperature and obtain an appropriate phase.
In recent years, sol-gel processing has been widely used in the manufacture of ceramics because of inherent advantages compared to conventional processing.
7–10For example, the high surface area of dried gels can result in very high reactivity, which permits low- temperature processing. If one starts with mixed solu- tions or sols, chemical homogeneity even on the molecular scale can be obtained.
11–15The phase relationships in the LAS
4precursor pow- ders have been examined earlier by using various meth- ods.
4–6,16–18Kobayoshi et al.
4have pointed out that the phases developed are -spodumene and LiAlSi
3O
8in the alumina sol, silical sol, and LiNO
3solution system.
Suzuki et al.
5have used the partial hydrolysis method of
tetraethylorthosilicate (TEOS) coupled with the double alkoxide method, resulting in copolymerization of the precursor solutions with a stoichometric -spodumene composition and crystallization of precursor powders to the ␥-spodumene (-eucryptite/-quartz solid solution) above 600 °C. The ␥ and  transformation of the spodumene occurs about 900 °C. Yang et al.
6also have reported that on heating gel monoliths with a composi- tion of LAS
4, the -eucryptite crystals are first precipi- tated around 750 °C, followed by precipitation of the
-spodumene crystals at 830 °C. Phalippou et al.
16have reported that using Si (OCH
3)
4, Al(NO
3)
3, and LiNO
3as the starting materials, the first crystallization phases ob- served by XRD are Li
2SiO
3and -spodumene. The ap- pearance of -spodumene and -quartz is observed at 700 °C, and the crystalline phases of -spodumene and Li
2Si
2O
5are found at 800 °C. Veltri and Scola
17have found that using Si(OC
2H
5)
4, Al(OC
4H
9)
3, and LiNO
3as the starting materials and hot pressing at 1050 °C under 6.9 MPa for 15 min, the crystallized phases observed by x-ray diffraction (XRD) are -spodumene and mullite.
Using Si(OC
2H
5)
4, Al(OC
2H
5)
3, and LiOCH
3as the starting materials and heating the resulted LAS
4gels from 400 to 1200 °C, only Wang
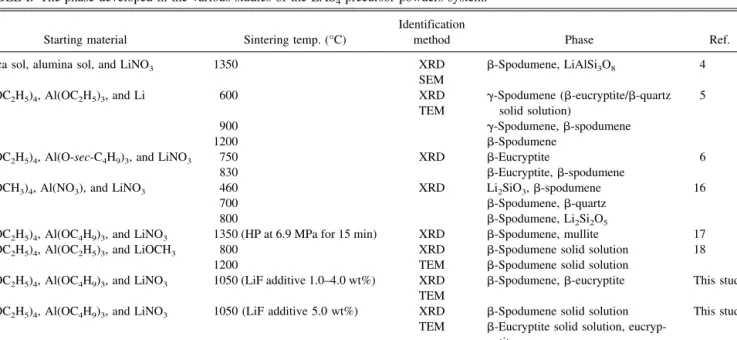
18has shown the dif- fraction of -spodumene. Table I summarizes the phase developed in the various studies of the LAS
4precursor powders systems.
In this study, oxide gels containing Li
+, Al
3+, and Si
4+ions in the stoichiometric ratio of the LAS
4phase were prepared by a sol-gel process. The scope of the present investigation is to prepare a LAS
4glass–ceramics- sintered body added with lithium fluoride (LiF) as a sin- tering agent and characterize the effect of LiF
addition on the phase transition during sintering by XRD, scanning electron microscopy (SEM), transmis- sion electron microscopy (TEM) with a wavelength dispersive spectrometer (WDS), and electron diffrac- tion (ED).
The purpose of this investigation is (i) to examine the effect of LiF addition on the phase transition of sinterable LAS
4precursor powder, (ii) to clarify the structural evo- lution of LAS
4with LiF additive during sintering, and (iii) to evaluate the sintering behavior and phase transition modeling of LAS
4precursor powders with LiF additive.
II. EXPERIMENTAL
A. Preparation of the LAS
4precursor powders by a sol-gel process
The LAS
4precursor powders were prepared from tet- raethyl orthosilicate [TEOS, Si(OC
2H
5)
4], aluminum tri- sec-butoxide [ASB, Al(OC
4H
9)
3], and lithium nitrate (LiNO
3) as the starting materials. TEOS, ASB, and LiNO
3were supplied by Janssen Chemical Co. (Beerse, Belgium), Aldrich Co. (Milwaukee, WI) and Fluka Co.
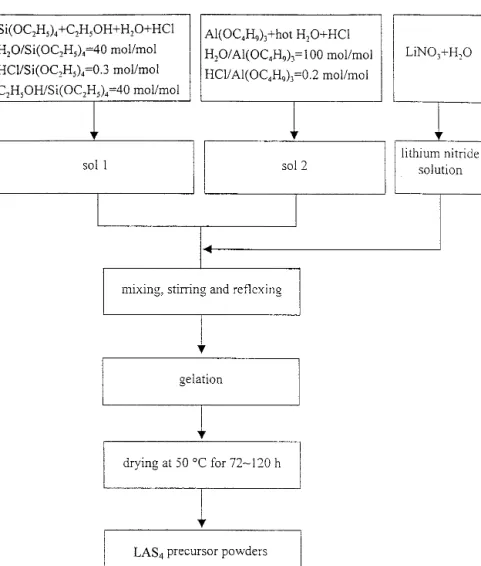
(St. Gallan, Switzerland), respectively. A schematic flow chart showing the preparation of the LAS
4precursor powders through a sol-gel process is illustrated in Fig. 1.
The LAS
4precursor powders were prepared by sequen- tially premixing silica and alumina sols together and then adding the lithium nitrate solution into the mixture. The content of the silica sol, alumina sol, and lithium nitrate solution was such that the molar ratio of Li
+, Al
3+, and Si
4+was kept at 1:1:2.
TABLE I. The phase developed in the various studies of the LAS4precursor powders system.
Starting material Sintering temp. (°C)
Identification
method Phase Ref.
Silica sol, alumina sol, and LiNO3 1350 XRD -Spodumene, LiAlSi3O8 4
SEM
Si(OC2H5)4, Al(OC2H5)3, and Li 600 XRD ␥-Spodumene (-eucryptite/-quartz 5 TEM solid solution)
900 ␥-Spodumene, -spodumene
1200 -Spodumene
Si(OC2H5)4, Al(O-sec-C4H9)3, and LiNO3 750 XRD -Eucryptite 6
830 -Eucryptite, -spodumene
Si(OCH3)4, Al(NO3), and LiNO3 460 XRD Li2SiO3,-spodumene 16
700 -Spodumene, -quartz
800 -Spodumene, Li2Si2O5
Si(OC2H5)4, Al(OC4H9)3, and LiNO3 1350 (HP at 6.9 MPa for 15 min) XRD -Spodumene, mullite 17 Si(OC2H5)4, Al(OC2H5)3, and LiOCH3 800 XRD -Spodumene solid solution 18
1200 TEM -Spodumene solid solution
Si(OC2H5)4, Al(OC4H9)3, and LiNO3 1050 (LiF additive 1.0–4.0 wt%) XRD -Spodumene, -eucryptite This study TEM
Si(OC2H5)4, Al(OC4H9)3, and LiNO3 1050 (LiF additive 5.0 wt%) XRD -Spodumene solid solution This study TEM -Eucryptite solid solution, eucryp-
tite
The mixture of the solutions was refluxed for 70–90 min to form an insoluble gel. The gel was then dried at 50 °C for 72–120 h and ground to obtain the LAS
4pre- cursor powders. The ball mill with alumina balls as the grinding medium was particularly suitable for the grind- ing of the dried gels. After grinding, the LAS
4precursor powders was prefired at a heating rate of 3 °C/min to 950 °C and held for 4 h. The calcined powders of the LAS
4gels were reground using Al
2O
3ball-milling in a vertical vibration lapping machine for 1 h and sifting through a 200-mesh sieve.
A pellet without a sintering aid was prepared from 0.45 g of calcined powders. After being sifted through a 200-mesh sieve, LAS
4precursor powders were com- pacted by uniaxial pressing at 176 MPa (18 kgf/mm
2) in a 30.0-mm diameter stainless steel die. The compacted pellets were sintered in air by heating to 950, 1050, 1150, 1250, 1300, and 1350 °C at a heating rate of 3 °C/min and holding for 5 h, respectively.
The LAS
4precursor powders containing 0.50, 1.0, 2.0, 3.0, 4.0, and 5.0 wt% of LiF (supplied by Merck, Darm- stadt, Germany), respectively, were also prepared from
LAS
4precursor powders. After sifting, LAS
4precursor powders with various amounts of LiF were blended for 4 h in a laboratory ball mill containing aluminum oxide balls and ethanol. The resulting powder mixtures were then dried at 120 °C for 2 h and uniaxillary pressed into disks as described previously. The pellets containing various amounts of LiF were sintered in air by heating to 950, 1050, 1150, 1250, 1300, and 1350 °C at a rate of 3 °C/min and holding for 2 to 5 h, respectively.
B. Methods of analysis
Crystalline phases were identified by XRD and ED.
The XRD work was performed using an x-ray diffrac- tometer with a Cu K
␣radiation and a Ni filter, operated at 30 kV, 200 mA, and at a scanning rate (2 ) of 0.25°/
min (model Rad IIA, Rigaku, Tokyo, Japan).
The TEM examination was carried out using a JOEL JEM 200 (JEOL Ltd., Tokyo, Japan) microscope oper- ated at 200 kV. ED examinations were also made on carefully thinned foils of the sintered samples. A disk with a diameter of 3.0 mm was sliced from the bulk with an ultrasonic cutter andmechanically thinned to a
FIG. 1. Schematic diagram of a sol-gel process for preparing LAS4precursor powders.
thickness of 80 m or less employing diamond paste.
The final thinning was done by ion-milling to electron transparency. The chemical compositions of the sintered LAS
4precursor powders with various LiF additive con- tents were identified by WDS analysis with NaAlSiO
6as an internal standard. A JEOL JSM 840 (JEOL Ltd., To- kyo, Japan) scanning electron microscope was used to examine the surface of polished samples, etched with 5 parts of HF, 2 parts of HCl, and 93 parts of H
2O, and coated with a thin carbon or gold film.
III. RESULTS AND DISCUSSION
A. Effect of LiF additive on the phase transition of the sintered samples
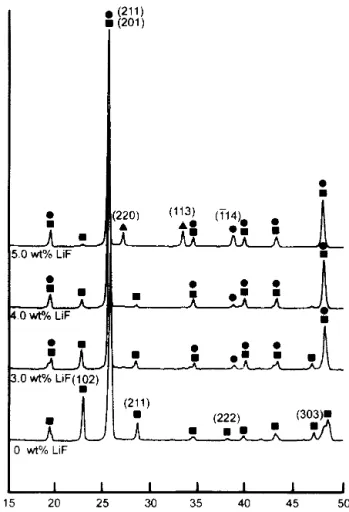
The XRD patterns of the pellet samples of the LAS
4precursor powders containing various LiF additives and sintered at 1050 °C for 5 h are shown in Fig. 2. It is found that, for the pellet samples of the LAS
4precursor powders without LiF additive, the crystalline phase ob- tained is only -spodumene. It is also found that if the
LiF additive content is less than 4.0 wt%, the phases in the sintered bodies are the -spodumene solid solution and -eucryptite (Li
2O ⭈ Al
2O
3⭈ 2SiO
2, LAS
2) solid so- lution. On the other hand, when the LiF additive content is 5.0 wt% and the sintering process was carried out at 1050 °C for 5 h, the crystalline phases are -spodumene solid solution, -eucryptite solid solution (triclinic, a ⳱ 5.250 Å, b ⳱ 5.259 Å, and c ⳱ 11.129 Å) and eucryptite phase [rhombohedral (hex.), a ⳱ 13.48 Å and c ⳱ 9.001Å]. Figure 2 also points out that the re- duced intensities of the (102), (211), (222), and (303) reflections of the -spodumene solid solution imply that the amount of -spodumene solid solution is decreased and some -spodumene converts to -eucryptite solid solution.
The intensities of the (114) reflection of - eucryptite solid solution and the (102) reflection of
-spodumene solid solution for the pellet samples of the LAS
4precursor powders with various amounts of LiF additive and sintered at 1050 °C for 5 h are shown in Fig. 3. It indicates that the intensity of the (102) diffrac- tion of the -spodumene solid solution decreases with the LiF additive content increased. On the other hand, the intensity of the (1¯14) reflection of the -eucryptite solid solution is consistent with a slight increase, accompanied by the LiF additive content increased from 0 to 5.0 wt%.
This study shows that the crystallized phases are
-spodumene solid solution and -eucryptite solid solution and some -spodumene phase converts to - eucryptite solid solution for the pellet samples when LiF additive is less than 4.0 wt%. When the LiF addi- tive content is 5.0 wt%, the crystallized phases are
FIG. 2. XRD patterns for the calcined LAS4precursor powders con- taining different amounts of LiF additives and sintered at 1050 °C for 5 h. (䊏) -spodumene solid solution; (䊉) -eucryptite solid solution;
(䉱) eucryptite.
FIG. 3. Intensity of the (1¯14) reflection of the-eucryptite solid so- lution and the (102) reflection of the-spodumene solid solution for the pellet samples of the LAS4 precursor powders with various amounts of LiF additive and sintered at 1050 °C for 5 h.
-spodumene solid solution, -eucryptite solid solution, and eucryptite. In this study, the crystalline phases de- veloped compared with those of previous studies of the LAS
4precursor powders systems are listed in Table I.
B. Microstructure of the sintered samples
Figure 4 shows the SEM micrographs of the pellet samples for the LAS
4precursor powders containing 3.0 wt% LiF additive and sintered at 950 and 1050 °C for 2.5 h, respectively. From Fig. 4(a), it is found that when sintered at 950 °C for 2.5 h, the sintered body still con- tains a large amount of pores and the densification is therefore not complete. From Fig. 4(b), it is observed that when the pellet samples were sintered at 1050 °C for 2.5 h, the fully densified grains are formed, accompanied with a trend of increasing grain size when LiF is added.
Figure 5 shows the SEM fracture surface microstruc- ture of the pellet samples for the LAS
4precursor powders with various LiF additive contents and sintered at 1050 °C for 5 h. From Fig. 5(a), it is found that, for the LAS
4pellet samples with 0.50 wt% LiF additive, the sin- tered body yet contains a large pore fraction and the powders are in the intermediate sintering stage. In that case, the fully densified grains cannot appear; how- ever, as the sintered body contains 2.0 wt% LiF, the fully densified grains are formed and the open pores are de- creased, as seen in Fig. 5(b). In Fig. 5(c), as the LiF content attains 4.0 wt%, the open pores reduce signifi- cantly. From Fig. 5(c), it is also seen that the solid LAS
4precursor powders wet each other due to a sufficient amount of the liquid phase and hence it is facile to obtain a densified sample. Aside from this feature, the LAS
4sintered pellet samples exhibit appreciable grain growth and the grain size varies from 1.0 to 25 m and has a nonuniform distribution, revealing a result of discontinu- ous grains growth.
Figures 4 and 5 indicate that when the LiF content and sintering temperature increase the open pore decreases. It is therefore concluded that densification is mainly achieved by a decrease in open porosity.
C. Sintering behavior and phase transition modeling of the LAS
4precursor powders with LiF additive
To investigate the existence of the Al and Si elements, a low-magnification TEM micrograph with a WDS analysis for the LAS
4precursor powders pellet samples with 3.0 wt% LiF additive content and sintered at 1050 °C for 5 h is shown in Fig. 6. It is found that the grains are rounded and the second phase is segregated.
The Al and Si cation contents at the different locations in Fig. 6 are shown in Fig. 7. It is found that the Al cation concentration suddenly decreases from 36.73 ± 0.50 to 20.65 ± 2.52 wt% when the location varies from a (near grain boundary) to d (center of a triple point) in Fig. 6.
On the other hand, when the location varies from d to h (center of a grain) in Fig. 6, the Al cation content in- creases from 20.65 ± 2.52 to 37.75 ± 0.17 wt%. This result indicates that the grain boundaries have a mini- mum content of Al cation, i.e., the maximum content of Si cation. When the WDS analysis that is displayed in Fig. 7 is related to the Si/Al ratio, i.e., Al + Si ⳱ 100 wt%, then petalite (Li
2O ⭈ Al
2O
3⭈ 8SiO
2) ⳱ 19.4 wt%
Al, lithium orthoclase (Li
2O ⭈ Al
2O
3⭈ 6SiO
2) ⳱ 24.3 wt% Al, spodumene (Li
2O ⭈ Al
2O
3⭈ 4SiO
2) ⳱ 32.4 wt%
Al, and eucryptite (Li
2O ⭈ Al
2O
3⭈ 2SiO
2) ⳱ 49.0 wt%.
That means reveals only positions b and f obey the stoi- chiometry of spodumene. The composition of positions a, g, and h shows the eucryptite solid solution, and the composition of positions c, d, and e shows the spodumene solid solution. This phenomenon can be
FIG. 4. SEM micrographs of the pellet samples of the LAS4precursor powders with 3.0 wt% LiF additive and sintered at various tempera- tures for 2.5 h: (a) 950 °C; (b) 1050 °C.
caused by the liquid LiF (m.p. ⳱ 840 °C) at 1050 °C.
Beyond melting, initial stage rearrangement is aided by intersolubility between the solid and liquid.
19The pref- erential dissolution in LiF melt of the LAS
4precursor powders at the contact leads to the simultaneous diffu- sion of the Li
+and Al
3+ions into grains.
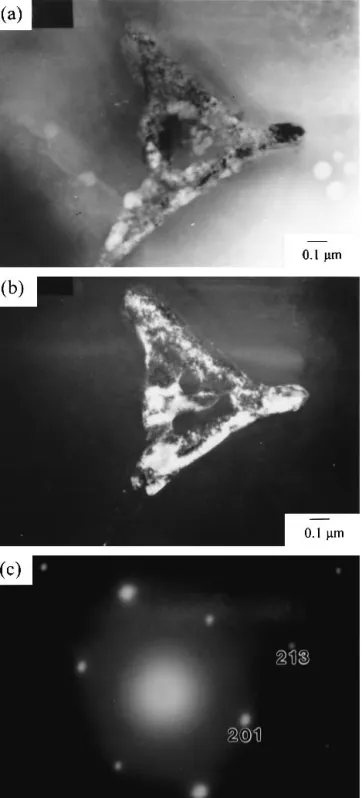
The bright-field (BF) and dark-field (DF) images of the grain boundaries of the TEM micrographs and the corresponding ED pattern for the LAS
4precursor pow- ders containing 3.0 wt% LiF and sintered at 1050 °C for
FIG. 5. SEM microstructures of the LAS4precursor powders with different LiF contents, sintered at 1050 °C for 5 h: (a) 0.5 wt% LiF;
(b) 2.0 wt% LiF; (c) 4.0 wt% LiF.
FIG. 6. TEM micrograph with a WDS analysis locations of the LAS4 precursor powders samples with 3.0 wt% LiF additive and sintered at 1050 °C for 5 h.
FIG. 7. Al and Si contents at the different locations shown in Fig. 6.
5 h are shown in Fig. 8. The grain boundary phase is thus identified to be -spodumene solid solution. On the other hand, from Fig. 8(c), the electron diffraction pattern with a halo is obtained. This result is caused at a heating period where diffusivity and solubility effects dominate,
melt formation occurs, and the glassy phase exists at the grain boundaries. The glassy phase composition corre- sponds to the expected liquid phase at the sintering tem- perature. Under nonequilibrium conditions, the initial stage reaction at the solid–liquid interface leads to mass transfer and a substantially reduced surface energy.
20The decrease in surface energy depends on the free en- ergy/unit area of the chemical reaction. Reactions in- volve dissolution and wetting spreading on the solid.
20Kim and Accary
21also have pointed out that during liquid spreading some microstructural changes take place, leading to the anisotropic nature of surface energies.
Nucleation of Li
2O ⭈ Al
2O
3⭈ SiO
2glass–ceramics is traditionally achieved by using a small addition of ox- ides, particular TiO
2,
22–25ZrO
226,27or a combination of both
28,29to the base glass. Stookey
22postulated that titania precipitated during heat treatment of Li
2O ⭈ Al
2O
3⭈ SiO
2glass acts as heterogeneous nuclei for the volume crys- tallization of the glass. Doherty et al.
23have pointed out that the crystallization of Coring code 9608 glass (con- taining TiO
2of 2.0 wt%), numerous titanium–aluminum oxide crystals with an approximate size of 50.0 nm in diameter are formed. At temperature higher than 1050 °C, -eucryptite transforms to -spodumene and other minor crystalline phases are formed. Furthermore, Ray and Muchou
24have studied the thermally crystal- lized glasses of (Li
2O, MgO) ⭈ Al
2O
3⭈ nSiO
2by x-ray powder diffraction and pointed out that the high-quartz solid solution (Li
2O ⭈ Al
2O
3⭈ nSiO
2; n 艌 2) is developed at 650 °C and then transformed to a keatite solid solu- tion (Li
2O ⭈ Al
2O
3⭈ nSiO
2; n 艌 3.5) at 1100 °C. Barry et al.
25also pointed out that TiO
2acts as a surface active agent, causing alkali-metal and nonbridging oxygen ions to concentrate at the periphery of domains within which all the oxygens are bridging.
Sack and Scheidler
26have reported that the nucleating agent ZrO
2, as compared with TiO
2, has a tendency to inhibit the transformation of -quartz solid solution to
-spodumene solid solution. Hsu and Speyer
27have pointed out that, in Li
2O ⭈ Al
2O
3⭈ 6SiO
2glass contain- ing ZrO
2, the small ZrO
2crystallites of about 5.0 nm in the as-quenched glass act as sites for the heterogeneous nucleation and subsequent growth of large -quartz solid solutions.
Stewart
28has reported that a combination of TiO
2and ZrO
2enhances the formation of a transparent glass–
ceramics and markedly affects the kinetics and other properties as well. According to Maier and Miller,
29when the glass contained TiO
2and ZrO
2, the number of nuclei attained 10
17/cm
3, which corresponds to an aver- age silicate crystal size of 50.0 nm present in some trans- parent glass–ceramics.
Wang et al.
30have pointed out that the grain repre- sents the -eucryptite solid solution phase in the sintering study on the -spodumene-based glass–ceramics
FIG. 8. TEM images and an ED pattern of the grain boundaries for the LAS4precursor powders with 3.0 wt% LiF and sintered at 1050 °C for 5 h: (a) BF images; (b) DF images; (c) corresponding ED pattern showing the-spodumene solid solution phase.
prepared from gel-derived precursor powders with LiF ad- ditive. The structural similarities between -spodumene and -eucryptite in the networks suggest that migration of the -spodumene and -eucryptite interface is involved in the exchange between Al
3+and Si
4+during the sintering of the LAS
4precursor powder samples. Diffusion of Al
3+ions must be accompanied by Li
+ion migration to maintain charge balance.
31The amount of liquid increases with the LiF additive content increasing. The relative fluidity of the Li
+and Al
3+ions in solid–liquid suspension increases with an increasing volume fraction of liquid. Finally, the sintering of the LAS
4precursor powders with LiF additive content results in a transformation to -eucryptite solid so- lution in the grain and the -spodumene solid solution phase at the grain boundaries.
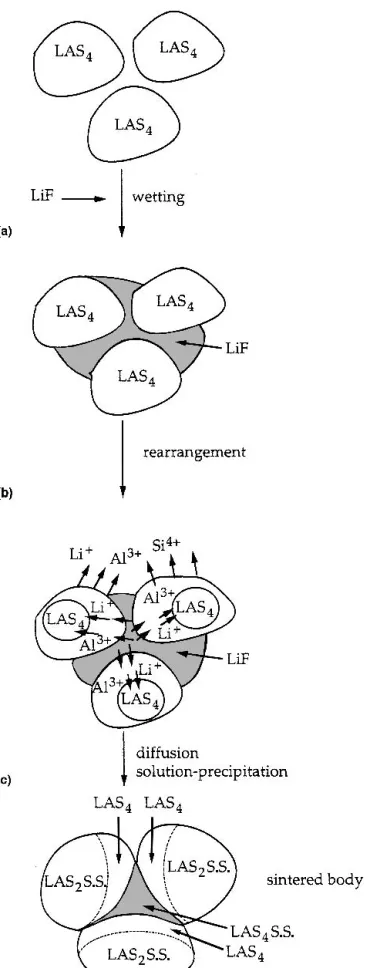
On the basis of Figs. 6 and 7, the microstructure analy- sis and ED pattern mentioned above, the sintering model of the LAS
4precursor powders with LiF additive is shown in Fig. 9.
IV. CONCLUSIONS
-Spodumene precursor powders were obtained by a sol-gel process using Si(OC
2H
5)
4, Al(OC
4H
9)
3, and LiNO
3as starting materials and LiF as a sintering aid.
XRD, SEM, TEM, WDS, and ED analyses were utilized to characterize and identify the phase transition phenom- enon in sintering of the LAS
4precursor powders with LiF additive. The results in this study are summarized as follows:
(1) The pellet samples of the LAS
4precursor powders containing no LiF and sintered at 950 to 1350 °C for 5 h develop crystalline -spodumene phases. No other phases are found in the sintered compacts. When the LiF content is less than 4.0 wt% and sintered at 1050 °C for 5 h, the crystalline phases are -spodumene solid solu- tion and -eurryptite solid solution. For the LAS
4pre- cursor powders containing 5.0 wt% LiF and sintered at 1050 °C for 4 h, the crystalline phases are -spodumene solid solution, -eucryptite solid solution, and eucryptite.
(2) The intensities of the (102), (211), (232), and (303) reflections of the -spodumene solid solution phase decrease with LiF additive content up to 4.0 wt%, and some -spodumene converted to -eucryptite solid solution.
(3) When the LiF content attains to 4.0 wt%, the open pore reduces significantly. The pellet samples of the sin- tered LAS
4precursor powders with LiF additive exhibit appreciable grain growth, varying from 1.0 to 25 m, and have a nonuniform distribution, revealing the discon- tinuous grain growth.
(4) The sintering of the LAS
4precursor powders with LiF results in a -eucryptite solid solution in the grain and -spodumene solid solution at the grain boundaries.
FIG. 9. Sintering model of the LAS4 precursor powders with LiF additive.
ACKNOWLEDGMENTS
This work was supported by the National Science Council, Taiwan, the Republic of China, under Contract No. 81-0405-E-600-09, which is gratefully acknowl- edged. Help in experimental works and suggestions from Prof. M.P. Hung, Prof. M.H. Hon, Mr. S.Y. Yau, and Mr.
J.M. Chen are appreciated.
REFERENCES
1. Z. Strnad, Glass Science and Technology, Vol. 8, Glass-Ceramic Materials (Elsevier, Amsterdam, The Netherlands, 1986), pp. 85–96.
2. H. Scheilder and E. Rodek, Am. Ceram. Soc. Bull. 68, 1926 (1989).
3. S. Kenickerbocker, M.R. Tuzzolo, and S. Lawhorne, J. Am.
Ceram. Soc. 72, 1873 (1989).
4. H. Kobayashi, N. Ishibashi, T. Akiba, and T. Mitamura, Nippon Seramihkkusu Kyokai Gakujutsu Ronbumshi, J. Ceram. Soc. Jpn.
98, 703 (1990).
5. H. Suzuki, J.I. Takahashi, and H. Saito, Chem. Soc. Jpn. 10, 1312 (1991).
6. J.S. Yang, S. Sakka, T. Yoko, and H. Kozuka, J. Mater. Sci. 26, 1827 (1991).
7. H. Dislich, J. Non-Cryst. Solids. 73, 599 (1985).
8. H. Schmidt, J. Non-Cryst. Solids. 73, 681 (1985).
9. D.W. Johson, Jr., Am. Ceram. Soc. Bull. 64, 1597 (1985).
10. B. Samuneva, S. Jambazov, D. Lepkova, and Y. Dimitriev, Ceram. Int. 16, 355 (1990).
11. F.A. Selmi and V.R.W. Amarakoon, J. Am. Ceram. Soc. 71, 934 (1988).
12. T. Hamasaki, K. Eguchi, Y. Koyanagi, A. Matsumoto, T. Ursunomiya, and K. Koba, J. Am. Ceram. Soc. 71, 1120 (1988).
13. P. Colomban, Ceram. Int. 15, 23 (1989).
14. H. Murakami, S. Yaegashi, J. Nishimo, Y. Shiohara, and T. Tanaka, Jpn. J. Appl. Phys. 29, 2715 (1990).
15. J.S. Yang, S. Sakka, T. Yoko, and H. Kozuka, J. Mater. Sci. 25, 1773 (1990).
16. J. Phalippou, M. Prassas, and J. Zarzychi, J. Non-Cryst. Solids 48, 17 (1982).
17. R. Veltri and D. Scola, Powder Metall. Int. 21, 18 (1989).
18. M.C. Wang, J. Ceram. Soc. Jpn. 102, 109 (1994).
19. W.J. Huppmann, Sintering in the Presence of a Liquid Phase, in Sintering and Catalysis, edited by G.C. Kuczynski (Plenum Press, New York, 1975), pp. 359–378.
20. R.M. German, Liquid Phase Sintering (Plenum Press, New York, 1985), pp. 49–52.
21. D.Y. Kim and A. Accary, Mechanisms of Grain Growth Inhibitim During Sintering of WC-Co Based Hard Metals, in Sintering Process, edited by G.C. Kuczynski (Plenum Press, New York, 1980), pp. 235–244.
22. S.D. Stookey, U.S. Patent 2 920 97 (12 January 1960).
23. P.E. Doherty, D.W. Lee, and R.S. Davis, J. Am. Ceram. Soc. 50, 77 (1967).
24. S. Ray and G.M. Muchou, J. Am. Ceram. Soc. 67, 851 (1968).
25. T.I. Barry, D. Clinton, L.L. Lay, R.A. Mercer, and R.P. Miller, J. Mater. Sci. 5, 117 (1970).
26. V.W. Sack and H. Scheidler, Glasstech. Ber. 39, 126 (1966).
27. J.Y. Hsu and R.F. Speyer, J. Am. Ceram. Soc. 67, 620 (1990).
28. D.R. Stewart, Advances in Nucleation and Crystallization in Glass, edited by L.L. Hench and S.W. Freeman (American Ce- ramic Society, Columbus, OH, 1971), pp. 83–90.
29. V. Maier and G. Miller, J. Am. Ceram. Soc. 70, c176 (1987).
30. M.C. Wang, N.C. Wu, S. Yang, and S.B. Wen, Metall. Mater.
Trans. A 33, 171 (2002).
31. C.K. Chyung, J. Am. Ceram. Soc. 52, 242 (1969).