科技部補助專題研究計畫成果報告
期末報告
工具機監控與壽命分析之CPS技術開發-以DED複合機台為例
(3/3)
計 畫 類 別 : 個別型計畫 計 畫 編 號 : MOST 107-2218-E-006-004-執 行 期 間 : 107年03月01日至108年03月31日 執 行 單 位 : 國立成功大學機械工程學系(所) 計 畫 主 持 人 : 黃聖杰 共 同 主 持 人 : 羅裕龍、郭瑞昭、張祥傑、林仁輝、劉至行 陳國聲、楊天祥、屈子正、王俊志、劉雲輝 陳介力、温昌達 計畫參與人員: 此計畫無其他參與人員 報 告 附 件 : 出席國際學術會議心得報告中 華 民 國 108 年 05 月 20 日
中 文 摘 要 : 本計畫以3D列印DED製程智慧化為起點,結合應用CPS對DED工具機加 工精度分析、壽命與監控技術做研發,藉由產、學等研究機構互動 促進跨領域系統整合,使其開發之技術可協助中小企業實體製造數 位化,並建立CPS系統,發展整線生產系統達到高值化輸出技術,並 大幅縮短生產時間,創造最大價值的整體產品設計開發、製造與服 務能力。。 目前計畫開發之五軸複合加工機已安裝並完成測試,本計畫執行所 開發技術與特色如下: 1.引入加工製程模擬,並針對不同材料與製程參數等加工參數建立 成型資料庫,達到製程最佳化目標來當作智慧化機械之起步。 2.建立複合加工機系統元件(傳動、製造以及潤滑系統)的監測診斷 技術,有效預測失效元件以及失效時間,提供製造機具功能維護或 調整之依據。 3.建立機台監控與壽命預測系統,即時監控工具機之工作狀態、運 行狀態,進行機台問題早期診斷以及壽命評估。 4.建構DED加工循軌控制(五軸複合加工機關鍵技術)、加工表面與刀 具量測之即時監控系統 中 文 關 鍵 詞 : 定向性能量沉積技術(DED)、訊息物理融合系統(CPS)、工具機監控 。
英 文 摘 要 : The goal of this project is to establish intelligence capability to a machine tool. Thus, domain knowledge
combined with CPS was applied to develop precision and life prediction and monitoring system performance of a DED
machine tool to demonstrate the capability this project has built. The results shown in this report has demonstrated the effectiveness of the technologies developed in this project and can meet the requirements of this project. The technologies developed can assist small and medium
enterprises to create digital manufacturing and establish a CPS system to shorten production time, improve quality and productivity of a company.
At present, the five-axis machine tool has been installed and tested. The achievements of this projects are:
1.Process simulation was introduced and a database was built for different materials and process parameters to achieve the process optimization for the DED process. 2.Monitoring and diagnostic systems for components
(transmission, manufacturing and lubrication components) of machine tool was established. The systems are able to predict component failures and failure time.
3.Machine tool monitoring and life prediction system was established. The system can monitor the work status and operating status of the machine tool, and perform early diagnosis and life evaluation of possible machine problems. 4.The surface processing, tool measurement and tracking
control of real-time monitoring system are established for DED laser processing process.
英 文 關 鍵 詞 : directed energy deposition, cyber-physical system, tools machine monitoring.
1
科技部補助專題研究計畫成果報告
(□期中進度報告/■期末報告)
工具機監控與壽命分析之
CPS 技術開發-以 DED 複合機台為例
(3/3)
計畫類別:■個別型計畫 □整合型計畫
計畫編號:
MOST 107-2218-E-006-004-
執行期間: 107 年 3 月 1 日至 108 年 3 月 31 日
執行機構及系所:國立成功大學機械工程學系
計畫主持人:黃聖杰
共同主持人:李森墉、羅裕龍、温昌達、王覺寬、郭瑞昭、林仁輝、
劉至行、陳國聲、楊天祥、屈子正、王俊志、劉雲輝、
陳彥銘、陳介力
計畫參與人員:
本計畫除繳交成果報告外,另含下列出國報告,共 1 份:
□執行國際合作與移地研究心得報告
■出席國際學術會議心得報告
□出國參訪及考察心得報告
中 華 民 國 年 月 日
I
目錄
摘要 ..………...II Abstract ..………..III 子計畫A DED 雷射加工成品品質預測 ..………...IV 子計畫B 工具機傳動系統故障診斷 ..………...VII 子計畫C 工具機機台監控與壽命預測 ..………..XVI 子計畫D 工具機控制與量測技術 ..………..XXIIIII
摘要
本計畫以3D 列印 DED 製程智慧化為起點,結合應用 CPS 對 DED 工具機加工精 度分析、壽命與監控技術做研發,藉由產、學等研究機構互動促進跨領域系統整合, 使其開發之技術可協助中小企業實體製造數位化,並建立CPS 系統,發展整線生產系 統達到高值化輸出技術,並大幅縮短生產時間,創造最大價值的整體產品設計開發、 製造與服務能力。。 目前計畫開發之五軸複合加工機已安裝並完成測試,本計畫執行所開發技術與特 色如下: 1.引入加工製程模擬,並針對不同材料與製程參數等加工參數建立成型資料庫,達到 製程最佳化目標來當作智慧化機械之起步。 2.建立複合加工機系統元件(傳動、製造以及潤滑系統)的監測診斷技術,有效預測失效 元件以及失效時間,提供製造機具功能維護或調整之依據。 3.建立機台監控與壽命預測系統,即時監控工具機之工作狀態、運行狀態,進行機台 問題早期診斷以及壽命評估。 4.建構 DED 加工循軌控制(五軸複合加工機關鍵技術)、加工表面與刀具量測之即時監 控系統 關鍵字: 定向性能量沉積技術(DED)、訊息物理融合系統(CPS)、工具機監控。III
Abstract
The goal of this project is to establish intelligence capability to a machine tool. Thus, domain knowledge combined with CPS was applied to develop precision and life prediction and monitoring system performance of a DED machine tool to demonstrate the capability this project has built. The results shown in this report has demonstrated the effectiveness of the technologies developed in this project and can meet the requirements of this project. The technologies developed can assist small and medium enterprises to create digital
manufacturing and establish a CPS system to shorten production time, improve quality and productivity of a company.
At present, the five-axis machine tool has been installed and tested. The achievements of this projects are:
1. Process simulation was introduced and a database was built for different materials and process parameters to achieve the process optimization for the DED process.
2. Monitoring and diagnostic systems for components (transmission, manufacturing and lubrication components) of machine tool was established. The systems are able to predict component failures and failure time.
3. Machine tool monitoring and life prediction system was established. The system can monitor the work status and operating status of the machine tool, and perform early diagnosis and life evaluation of possible machine problems.
4. The surface processing, tool measurement and tracking control of real-time monitoring system are established for DED laser processing process.
IV
子計畫
A
V
目錄
目錄 ... V 前言 ... 1 研究目的 ... 2 文獻探討 ... 3 3.1 DED 製程文獻探討 ... 3 3.2 DED 模擬模型文獻 ... 4 3.1.1 DED 製程參數與產品品質之分析 ... 6 3.1.2 DED 製程中熔池馬蘭戈尼效應之影響性 ... 7 研究方法 ... 9 4.1 實驗設備 ... 9 4.1.1 工研院 ... 9 4.1.2 成功大學 ... 13 4.2 實驗設計 ... 13 4.3 DED 製程溫度場數值模擬方法 ... 15 4.3.1 物理模型 ... 15 4.3.2 數值模擬流程 ... 16 4.3.3 DED 多層金屬薄層製程模擬 ... 19 4.4 DED 微結構預測模擬方法... 22 4.4.1 柱狀晶與等軸晶轉換 CET 模型建立 ... 22 4.4.2 實際微結構實驗方法 ... 25 4.5 成品機械性質分析 ... 28 4.5.1 成品試片製備 ... 28 4.5.2 成品機械性質測試方法 ... 30 結果與討論 ... 32 5.1 DED 製程最佳化 ... 32 5.1.1 不鏽鋼 316L 製程優化... 32VI 5.1.2 Inconel 718 製程優化 ... 44 5.2 Inconel 718 製程參數影響熱分析模擬 ... 51 5.2.1 數值模型準確性驗證 ... 51 5.2.2 製程參數優化分析 ... 53 5.2.3 預熱基板改善金相結構方法... 56 5.2.4 逐層調整雷射功率優化方法... 58 5.3 DED 微結構預測模擬與實驗結果 ... 64 5.4.1 柱狀晶與等軸晶轉換 CET 模型 ... 64 5.3.2 實際微結構結果 ... 67 5.3.3 微結構預測模型與實際結果比較 ... 71 5.4 成品機械性質測試結果 ... 74 5.4.1 應力應變曲線與應變分布情形 ... 74 5.5.2 機械性質結果 ... 81 參考文獻 ... 83
1
前言
積層製造(Additive manufacturing,AM)採用離散材料(液體、粉末、絲、片、板、塊 等)逐層累加原理製造實體零件的技術。過去的加工方法多將塊材經由切削、研磨方法 來得到成品,或是藉由設計模具來進行鑄造與鍛造,而這些傳統的製造方法仍難以處理 具有複雜幾何外型的產品。而本方法不受物件形狀與複雜度限制,可直接根據電腦繪製 之三維物件依照需要的材料製作實體物件,其備有客製化、節能、迅速、彈性、極高性 價比等優點而達成「設計個人化、浪費極小化」,現正逐漸應用於一些產品的少量直接 製造,特別是一些高價值應用,如生醫零件或航太零件都可以採用這種技術。 雖然加法製造的積層成型技術有很多的優點,但仍然有一些瓶頸需要克服,因此製 程參數對披覆品質的影響需要進行研究。為了設計出一穩健製程,除了需具備材料以及 熱傳知識,也必須探討相關文獻,以利於實驗設計中能定義出較適當的品質目標,同時 篩選出重要的實驗參數,讓研究流程更有效率且結果更有價值。 無論是加法或減法製造都有其優缺點,工業界在未來的製造上將朝著整合加法與減 法的方式,先以積層製造的方法製造出一體化的產品原型、再以少量的傳統切削方式來 提升表面的粗糙度品質,過程中以電腦數值控制(Computer Numerical Control, CNC)的方 式來完成整體製程,此種結合加減法的生產正是未來製造的大趨勢。2
研究目的
本計畫將針對積層製造技術中的定向性能量沉積技術(Directed Energy Deposition, DED)進行研究。DED 工作原理如圖 2-1 所示,下方為金屬基板,上方為雷射加熱源及 同軸噴粉頭供應金屬粉末,雷射頭與噴粉頭之間有通入惰性的保護氣體(Shielding Gas) 作為隔絕,通常是氬氣(Argon Gas),雷射頭隨工件幾合輪廓或面進行移動加工,經由高 能量雷射光束作用於基板後導致基板受熱形成熔池(Molten Pool),同時噴粉頭輸送金屬 粉末至熔池形成連續的金屬薄層堆疊,經由不斷堆疊金屬薄層後,便可製作出三維的立 體工件。 Laser Beam Substrate Molten Pool
Laser Moving Direction
Deposit Metal Powder Streams
Shielding Gas Shielding Gas 圖2-1 定向性能量沉積技術(DED)工作原理示意圖 本研究透過一次因子實驗分析各因子對沉積品質的影響,對實驗結果進行分析形成 沉積缺陷之原因,並進一步變動製程嘗試解決,進行最佳化分析以提高沉積效率與表面 平整度。除了宏觀的表面品質分析外,也將對微結構進行探討,針對具有顯著影響力之 參數分析了其對孔隙率、稀釋率及金相結構之影響及最佳化之趨勢。並將實驗結果透過 數值軟體整合,建立出「成品品質預測方程式」。成功建立成型資料庫,達到製程最佳 化目標來當作智慧化機械之起步。
3
文獻探討
3.1 DED 製程文獻探討
Yanmin Li[2]等人使用側邊粉末管進行不銹鋼 316L 粉末披覆於鎳合金基板,並提出 當粉末或基板為熔融態或兩者皆熔融時,粉末才可披覆於基板。同時探討變動實驗參數 雷射功率、掃描速度、光斑直徑、粉末進給率、保護氣體流量對單層披覆高度影響。也 發現氣體流量在低速時會使粉末流易發散而不易集中進入熔池,但在高速時速度過快又 會導致粉末容易彈射,故有最佳值並建議氣流量必須大於 10 L/min 有較好的粉末流集 中現象且可避免氧化情況;而在低掃描速度、大粉末進給率、大光斑直徑與高雷射功率 有助於披覆高度的提升。 Gangxian Zhu[3]等人在 2012 年提出為避免多層披覆能量累積而影響融池尺寸,使 用每層能量遞減的方式改善,並在 30 層之後能量不再變動。另外討論偏焦對實驗披覆 的影響。製程中有兩焦點需要考慮分別為雷射焦點與粉末焦點,雷射焦點即為能量聚集 最高的點,粉末焦點則為粉末集中匯聚點,發現在粉末焦點於基板下1 mm 而雷射焦點 於板上方3 mm 處有較好的平整度披覆品質。 Kai Zhang[4]等人於 2014 年進一步描述掃描速度對製程的影響,成品機械性質的變 動趨勢,發現掃描速度的提升有助於增加成品硬度、降伏強度、抗拉強度與延展性。此 外藉由微結構探討說明上述結果,由於掃描速度的增加,雷射、粉末與基板間的交互時 間縮短,使形成的熔池淺而窄,凝固速度相對變快,枝晶結構在快速凝固過程中大量成 核,而沒有時間生長變大,微結構則更為緻密進而提升機械強度。 J. Dutta Majumdar[5]等人進行不鏽鋼 316 L 粉末披覆於軟鋼基板實驗,探討功率密 度、掃描速度與粉末進給率,提出最佳化實驗參數,以最佳化參數披覆之截面於顯微鏡 下並無細裂紋生成,同時對此最佳化披覆微結構分三區討論,分別為披覆與空氣接觸頂 層區域、披覆層間連接面、披覆與基板連接底部區域。其三部分微結構,在第一區域其4 晶粒微結構晶粒因為受到各方向的均勻熱對流而生成為等軸晶;第二區域具有較粗且長 寬比較大的晶粒,因為受到來自下一層披覆傳導熱影響;第三區域則形成較緻密的柱狀 晶。
3.2 DED 模擬模型文獻
DED 製程中的金屬薄層的幾何外型與溫度場,皆會隨著時間而變動,而其中變化 最劇烈的物理量即是溫度場。在實驗上要量測溫度場多是採用熱電偶(Thermocouple)接 收溫度訊號,或是採用非接觸式之測溫儀器,例如紅外線輻射測溫儀(IR Pyrometer),來 量測製程中的溫度。然而,熱電偶僅能針對數個固定點進行溫度量測,無法全面監控製 程中的溫度場變化;而非接觸式之測溫儀器則會受限於製程中金屬表面的放射率與雷射 光的反射效應,會造成溫度量測上的誤差,且熔池內部的溫度場無法被非接觸式之測溫 儀器所量測。以上實際實驗量測方面之困難均限制了整體製程中溫度場的量測[6]。 為了能深入了解DED 製程中的物理現象,許多研究皆以電腦數值模擬的方法來進 行。模擬方法主要可以區分為兩種類別,分別是Quiet Elements Method 和 Inactive Elements Method。1. Quiet Elements Method
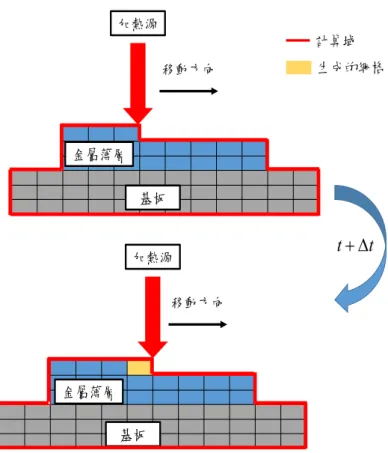
此方法是將模擬中的網格預先建置完全,使得計算域(Computational Domain)範 圍固定,因此網格不隨著時間而改變。在雷射熱源行進的過程中,尚未被雷射加工到的格 點由於在實際製程中代表尚未生成的材料,因而將此類格點的熱物理性質設定為一極小 值,用以防止熱擴散入其中,稱為虛擬格點(Dummy Elements)。而雷射熱源通過的格點代 表實際製程中已加工生成的材料,則設定為正常的熱物理性質,如圖3-1。此方法的優點 為計算域不隨時間改變,因此較容易撰寫程式來應用於商業套裝軟體之中,但缺點則是
5 所需花費的計算時間相對較長[7、8、9]。 2. Inactive Elements Method
此方法在模擬時的計算域會隨著時間而變動,藉由程式指令的控制,網格可隨著雷 射熱源的移動而逐步生成,以貼近實際加工的情形,即是動網格(Dynamic Mesh)方法[8]。由 於雅可比矩陣(Jacobian Matrix)的維度會隨時間而改變,所以每經過一個時間步伐時均須重 新更新雅可比矩陣,如圖3-2。此方法不需於計算前預先定義虛擬格點,因此可以節省大量 的計算時間,但缺點為一般的商業套裝軟體中較難以應用。本研究中使用的商業套裝軟體 ANSYS Fluent 15.0 裡已內建此動網格技術,因此本研究均採用此種方法[10]。 Michaleris[8]比較此兩種方法在模擬結果上的差異,在相同製程參數條件下兩種方法彼 此誤差值很小。 加熱源 移動方向 基板 金屬薄層 虛擬格點 計算域
6
圖3-2 Inactive Elements Method 示意圖
3.1.1 DED 製程參數與產品品質之分析
在DED 眾多的製程參數中,對產品外型與品質有決定性影響的主要參數有雷射光 源參數、雷射掃描速率、供粉率、金屬粉末熱物理性質等,直接影響了實驗與模擬的結 果。
Peyre et al.[9]探討了 DED 製程中,粉末與熔池的互動範圍,並從質量守恆和熱能平衡 的觀點推導出金屬薄層堆疊高度的計算公式,再利用Quiet Elements Method 來模擬溫度場並 與熱電偶量測之實驗結果做比對,證明模擬與實驗之結果在幾何外型和溫度場的預測上有良 好的一致性。
多層DED 製程之特殊之處在於加工進行時,先前已堆疊完成的金屬薄層會經過反複、 快速的加熱與冷卻過程,稱為熱歷程(Thermal History),會對產品的外觀與微結構造成影響。 Wang 和 Felicelli[7]使用 Quiet Elements Method 來進行數值模擬,並假設雷射熱源為高斯分
加熱源 移動方向 基板 金屬薄層 基板 移動方向 金屬薄層 加熱源 t t 計算域 生成的網格
7 布的體積熱源、每層金屬薄層之堆疊厚度相同,針對加工十層SS410 不鏽鋼的 DED 製程進 行溫度場分析,得到各層金屬薄層在不同時間下溫度變化之熱歷程,並且說明當加工不同高 度的金屬薄層時有必要調整雷射功率的大小,以保持良好的堆疊外型。 Wang et al.[11]為了進一步探討適當雷射功率隨加工層數的變化,其模擬中假設每層金 屬薄層之堆疊厚度相同,並以維持穩定的熔池尺寸為目標。作者從模擬結果中得到較低層數 需要較大的雷射功率,較高層數則需要較小的雷射功率的結論。 Manvatkar et al.[12]的研究中以模擬和實驗的方式指出,若不隨著加工層數來調整雷射 功率大小,則無法維持各金屬薄層一致的堆疊寬度,造成此結果的原因為各層的熔池尺寸 隨著堆疊層數增加而增加,而各層的堆疊厚度亦逐漸增加,則容易導致雷射失焦的問題 產生。
分析與改善成品的微結構亦是DED 製程中的重要環節之一。Gan et al.[13]使用鈷合 金粉末與碳鋼基板進行單層DED 製程的實驗與數值模擬,並比較金屬薄層在截面上不同位 置的金相,說明金屬薄層中局部的溫度梯度(Temperature Gradient)、固化速率(Solidification Rate)與冷卻速率(Cooling Rate)之差異性,造成微結構形態上的不同。
3.1.2 DED 製程中熔池馬蘭戈尼效應之影響性
馬蘭戈尼效應(Marangoni Effect)源自於熔池表面極高的溫度梯度,導致熔池的表面 張力(Surface Tension)分布不均勻,並驅使熔池內部的液態金屬產生流動,因此亦稱為馬 蘭戈尼對流(Marangoni Convection)[14]。在焊接、金屬熔煉和雷射積層製造的製程中, 熔池中的馬蘭戈尼效應均會影響熔池形狀、熔池內的金屬流動方向與溫度分布等議題, 因此有必要考量進入數值模型中。 Yang et al.[15]模擬雷射熱源加熱不鏽鋼 SS304 基板,並比較單純考量固體熱傳以及考 量馬蘭戈尼效應的結果,發現考量馬蘭戈尼效應後由於熔池內的對流熱傳機制增強,導致模 擬的熔池溫度較低,顯示單純考量固體熱傳的數值模型有高估溫度場的可能性。8
Manvatkar et al.[12]則明確指出若不考慮熔池內的馬蘭戈尼效應,則溫度場和冷卻速率 的計算結果都將會被高估,如圖1-10。因此 DED 的數值模型需要納入馬蘭戈尼效應的影響, 以得到較準確的熱分析結果。
9
研究方法
4.1 實驗設備
4.1.1 工研院
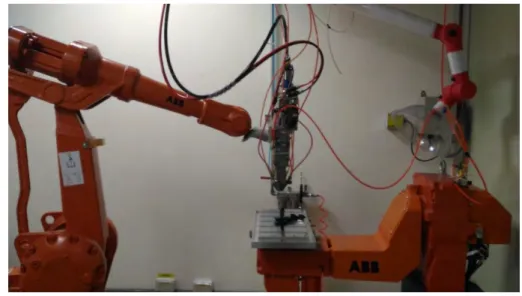
本研究 所用實 驗加工 機台 是向工 業技術 研 究院(Industrial Technology Research Institute, ITRI)所承租,實驗環境如圖 4-1 所示。雷射系統使用 TRUMF Trudisk 6002 碟 片式雷射器,最大輸出功率達6kW,波長 1030 nm,能量分布為高斯分布,雷射光斑為 直徑3 mm 的圓形。加工雷射頭裝置於 ABB 公司加工機器手臂型號 TRB 2400 M2004, 具有6 軸自由度。加工中使用氬氣在粉末管運送金屬粉末,另外主軸同樣使用氬氣做為 保護氣體,避免金屬顆粒彈跳至雷射頭內部而影響光學鏡片,加工時也能保護金屬因受 高溫而氧化。本實驗加工雷射頭具有四粉末管,粉末由TAFA Model 1264i 送粉機進行 輸送如圖4-2、4-3,粉末流與雷射光束同軸輸出,將粉末均勻分布後匯聚至聚焦的雷射 光束熔池,實現複雜路徑下的加工。其粉末焦點透過高速攝影機及影像處理軟體量測, 位於雷射頭下方13 mm 處如圖 4-4 所示。整體控制由 IRC5 控制器進行機器手臂的運動 控制。
10
圖4-2 送粉機
11
12 在積層製造中隨著溫度的提升,不鏽鋼材中的鉻與碳會析出並結合成碳化鉻存在 晶界中,而使鋼材的鉻含量降低。降低鉻含量其不銹鋼材抗腐蝕能力也會隨之降低。不 鏽鋼316 在熔覆後必需做熱處理把鉻還原回組織內,反之不銹鋼 316L 因碳含量較低產 生的碳化量也較少。故選用低碳含量的不鏽鋼316 L 做為基層製造之沉積材料。而加工 基鈑材質同樣選用不鏽鋼316 L,尺寸 L100 x W100 x H15 mm,為了避免基鈑表面不平 整或粗糙影響實驗結果,將在加工面銑削為細切面。
實驗粉末之成分,藉由感應耦合電漿分析(Inductively Coupled Plasma)、碳硫分析 儀(Carbon & Sulfur Analyzer)、氮氧分析儀(Nitrogen & Oxygen Analyzer)來進行鑑定,測 試委託光洋應用材料科技股份有限公司並使用其儀器Perkinelmo OES / Optima 5300 感 應耦合電漿發射光譜儀,Leco / CS600 碳硫分析儀,O/N: Leco/ON736 氮氧分析儀,測 試樣品為20g 之 SS316 粉末。關於本次實驗用之粉末組成成分如
表4-1 所示。
表4-1 SS 316L 粉末性質
Composition Fe Cr Ni Mo Mn Si C O N S Wt% 基底 17.22 12.8 2.48 1.57 0.78 0.0091 0.058 0.10 0.00071
實驗粉末之粒徑與粒徑分布,藉由雷射粒徑分析儀(Laser Particle Size Analyzer)來 進行鑑定,儀器使用成功大學航太系噴霧及粉末實驗室的 Coulter LS230 LS Variable Speed Fluid Module Plus 雷射粒徑分析儀來測量粉末粒徑之大小及粉末的粒徑分布,偵 測範圍為0.04 - 2000 μm。為本次實驗使用之 SS316L 粒徑分布曲線,關於粉末粒徑之 大小與粉末粒徑分布之詳細數值如表所示。
表4-2 粉末粒徑分布
13 Distribution D10= 61.38 μm D50=91.64 μm D90= 132.6 μm
4.1.2 成功大學
4.2 實驗設計
孔隙率(Porosity)一直是雷射積層製造的一項問題,孔隙的出現將導致披覆成品的機 械性能表現下降。孔隙是在披覆過程中產生,也可能由製程中使用的粉末造成。在粉末 微粒化的過程中可能會形成氣泡,並積累在最終的披覆成品中。而其中較常見的情形是 在披覆過程中形成孔隙,例如粉末供應不足、雷射強度太低,都可能使金屬顆粒無法適 度融合。而粉末過多時又會發生遮蔽現象(Shadowing effect)及濆濺現象(Spatter ejection), 因此挑選適當的製程參數十分重要。其披覆成品截面之孔隙率(Porosity, Pt)定義為在特 定披覆成品截面上氣孔所佔之比,即(式 4-1),其中 Ai表示披覆成品截面上第 i 個氣孔 之面積;Ac表示披覆成品截面之披覆層面積;Am表示披覆成品截面之融池面積。 n Ai i=1 P =t A + Ac m (式 4-1) 在積層製造技術(DED)中,影響沉積成品品質的因素有許多。其中,稀釋率(Dilution) 即是一項重要的因素。稀釋率不僅是判斷熔覆品質的重要指標,也間接影響了層與層間 的連結強度。披覆成品截面之稀釋率(Dilution, D)定義為在特定披覆成品截面熔池面積 與總面積之比,即(式 4-2),其中 Ac表示披覆成品截面之披覆層面積;Am表示披覆成品 截面之融池面積。 m c m A D = A + A (式 4-2) 本研究針對直接能量沉積製作金屬工件的瓶頸設計一次因子實驗,分析各因子對披 覆品質的影響,找出披覆形成缺陷之原因,並進一步變動製程參數嘗試解決,且進行最 佳化分析以提高沉積效率與頂部表面平整度。除巨觀的表面品質分析外,也對微結構進14 行探討,針對三個具有顯著影響力參數-雷射功率、送粉量及雷射掃描速度,分析其對 孔隙率、稀釋率與金相結構之影響及最佳化之趨勢。最後透過數值軟體整合實驗結果, 建立出「成品品質預測方程式」,以此方程式為基礎建立製程資料庫,作為積層製造技 術智慧化之起步,讓工程師在最短的時間內可以依此資料庫建立出良好直接能量沉積製 程,生產出高品質工件,達到智慧製造透明且可預測的目標。
15
4.3 DED 製程溫度場數值模擬方法
4.3.1 物理模型
數值模型中所使用的物理模型,如圖 4-5,是一幾何尺寸為長度(x 軸範圍)100 mm,寬 度(y 軸範圍)60 mm,厚度(z 軸範圍)12 mm 的長方體不鏽鋼 316L 基板,而使用的金屬 粉末亦是不鏽鋼 316L。在基板的上表面中心處(x=20mm, y=30mm, z=12 mm)為雷射熱 源作用與金屬薄層開始堆疊的初始位置。DED 為多層金屬薄層的連續堆疊過程,本研 究中以加工三層金屬薄層來探討多層DED 之製程現象。 雷射熱源在加工每一層的加工時,是以雷射掃描速率 V 朝 x 軸正方向前進加工 60 mm 長度的金屬薄層。當每層金屬薄層加工完畢後,即進入停滯時間(Idle Time),在數值模 型中此段時間內將停止雷射熱源的供應,且金屬薄層亦停止成長。而在實際製程中,雷 射頭關閉雷射並停止粉末供應,並向正 Z 軸方向提高以達到加工下一層合適的雷射焦 距,並沿著負x 軸方向移動到前一層的初始加工位置,以準備開始進行下一層金屬薄層 之加工。考量機台的加工效率與性能,在本研究中僅在探討停滯時間之部分改變停滯時 間的長短,其餘部分的探討中所設定的停滯時間均為2 秒。16
圖4-5 物理模型示意圖
4.3.2 數值模擬流程
本研究中使用ANSYS FLUENT 15.0 做為數值模擬軟體,此軟體是採用有限體積法 (Finite Volume Method, FVM)來進行離散,並利用 Gauss-Seidel 法來求解方程組。當 FLUENT 計算完成後,再採用 ANSYS 內建的 CFD-Post 軟體來檢視模擬結果,最後再 將模擬所得的資料以後處理軟體Tecplot 360 進行整理與出圖。 在DED 製程中,雷射所供予的高溫使得基板或前一層金屬薄層表面上產生熔池, 噴入熔池的金屬粉末在吸收熔池內部的熱能後,進而熔化形成新的金屬薄層堆疊。熔池 本身的幾何形狀以及內部熱能的多寡直接影響了金屬薄層的幾何尺寸,而金屬薄層的幾 何尺寸又會影響後續進行溫度場分析的準確性。因此,需先將欲進行模擬的製程參數(雷 射功率與雷射掃描速率),對於基板上形成的熔池幾何尺寸進行模擬,藉以預估出金屬 X Y Z 100mm Initial Position (20mm, 30mm, 12mm) 60 mm
Laser Moving Direction
12 mm
17 薄層的幾何尺寸,如圖4-6。 圖4-6 基板熔池模擬示意圖 金屬薄層寬度的決定須同時考量噴灑的金屬粉末與熔池的互動範圍,進而可以預估 金屬薄層的堆疊寬度。如圖4-7(a),噴粉的範圍大於熔池本身的範圍,而僅有落入熔池 中的粉末顆粒能被熔化進而形成金屬薄層的堆疊,因此此情況下能夠熔化金屬粉末的範 圍僅有熔池與噴粉的交集區域(紅色框線範圍),金屬薄層寬度即為熔池寬度;當熔池的 範圍大於噴粉的範圍時,如圖4-7(b),噴粉的區域並無完全涵蓋熔池的範圍,僅有與熔 池接觸到的噴粉範圍能被熔化形成金屬薄層堆疊(紅色框線範圍),因此此情況下能夠熔 化金屬粉末的範圍亦僅有熔池與噴粉的交集區域(紅色框線範圍),金屬薄層寬度即為熔 池寬度。 後續進行多層的 DED 模擬時,數值模型上假定各層金屬薄層的堆疊寬度均相同以 簡化幾何模型,此假設方法亦經常見於DED 數值模擬的文獻之中。 Substrate Molten depth Molten-pool
18
Powder Distribution Molten Pool
Interaction Area
Width
Laser Moving Direction
(a)
Powder Distribution Molten Pool
Width Interaction Area
Laser Moving Direction
(b)
圖4-7 金屬粉末與熔池的互動範圍示意圖 (a)情況一:噴粉範圍大於熔池 範圍、(b)情況二:熔池範圍大於噴粉範圍
19
4.3.3 DED 多層金屬薄層製程模擬
DED 製程是粉末不斷的經由噴粉頭噴出後熔融凝固所構成,因此 DED 加工技術的 物理邊界是會隨著時間進行改變,因此在建構數值模型時,應考慮此一特點。在ANSYS FLUENT 15.0 中內建了三種動網格技術,分別是鋪層法(Layering)、彈性光順法(Spring Smoothing)與局部重構法(Local Remeshing)。本研究中所使用的動網格技術是鋪層法, 鋪層法的特色在於能控制物理邊界上網格的生成與消失,會根據使用者的指定來相對應 生成、合併及消除網格,十分適用於處理計算區域會擴張或消減的物理問題。鋪層法具 有以下特點: 1. 鋪層過程中當計算域擴大時,新增網格;計算域縮小時,合併網格。 2. 鋪層法適用於六面體網格。 3. 鋪層法適用於邊界線性運動的情況。 由上一小節的分析中得到多層金屬薄層的堆疊幾何尺寸後,再於基板的上方建立預 置的各層初始金屬薄層,如圖4-8。其次再應用動網格的鋪層法技術來模擬金屬薄層 的堆疊成長,如圖4-9、4-10、1-11,金屬薄層的成長方向與速率均與雷射熱源相同。 藉由ANSYS Fluent R15.0 軟體的疊代計算,配合指定之邊界條件,來求解三維暫態 熱傳導能量方程式。20
圖4-8 第一層金屬薄層堆疊高度計算示意圖
圖4-9 第一層金屬薄層表面熔池模擬示意圖 Substrate
Molten depth
Molten-pool hthermal 1stLayer
Substrate
1stLayer
Molten-pool
21
圖4-10 第二層金屬薄層堆疊高度計算示意圖
圖4-11 堆疊高度(Layer Height)與沉積高度(Cladding Height)之示意圖 Substrate 1st Layer Molten-pool Molten depth 2ndLayer thermal h Substrate 1st Layer height 2ndLayer height 3rdLayer height Cladding height
22
4.4 DED 微結構預測模擬方法
4.4.1 柱狀晶與等軸晶轉換 CET 模型建立
柱
狀晶與等軸晶在生長中為相互競爭的關係。若界面前沿的最大過冷度高於形成核 所需的過冷度,就有可能在此區域導致等軸晶的成核與生長。等軸晶所佔的體積分率過 小時,等軸晶將會被生長的柱狀晶給包覆裹入。但等軸晶所佔的體積分率達到一臨界值 時,則會阻斷柱狀晶的生長,使結構呈現全等軸晶。在此判斷法中,等軸晶的體積分率 大於0.49 時為全等軸晶生長;等軸晶的體積分率小於 0.0049 時則為全柱狀晶生長。 因此,考慮所有晶粒同時開始生長,在經過t 時間後等軸晶生長所能達到的最大半徑𝑟
𝑒為𝑟
𝑒=∫ 𝑉
0𝑡 𝑒𝑑𝑡
(式 4-3)
𝑉
𝑒=
𝐴(∆𝑇)2 𝐶0(式 4-4)
式中A 為一凝固常數。由於穩定生長,我們可視 dT/dt=-VG=-dΔT/dt,所以式(4-3)可 改為𝑟
𝑒= ∫
𝐴(∆𝑇)𝑉𝐺𝐶 2 0 ∆𝑇 ∆𝑇𝑁𝑑∆𝑇 =
𝐴[(∆𝑇)3−∆𝑇 𝑁3] 3𝑉𝐺𝐶0(式 4-5)
式中 Δ𝑇𝑁為等軸晶形成核所需的過冷度。當過冷度達到成和所需之過冷度後,熔體 內部的成核數將快速上升至異質成核的臨界個數𝑁
0,由於假設柱狀晶為球狀生長,此 時之體積擴展分率可表示為∅𝑒,而實際的等軸晶體積分率∅則由Avarami 方程式來獲得, ∅𝑒、∅之結果可由下述二式得之∅
𝑒= 𝑁
04𝜋𝑟𝑒3 3(式 4-6)
∅ = 1 − 𝑒
−∅𝑒(式 4-7)
23 根據不同生長條件並結合Hunt 判斷式,即可求得相對於溫度梯度與凝固速度之 CET 的 臨界轉變曲線。 在本研究中,柱狀晶-等軸晶之轉換模型使用之參數,如表 4-3 所示。 其中原始合金成分對應之平衡液相溫度(𝑇0𝐿)、溶質分配係數(𝑘 𝐶𝑟、𝑘𝑁𝑖)與平衡液相線之 斜率(𝑚𝐶𝑟、𝑚𝑁𝑖),則是利用熱力學計算軟體 FactSage 來計算出相關之數值。 當我們將尖端前沿至液相中之距離z 設為 0 時,即表示此時之位置在尖端上,故所得 的濃度、過冷度應當等於尖端濃度與尖端過冷度。在實際帶入數值後,發現式(36)在 z=0 時之結果
,Δ𝑇(0)= 𝑇
𝐶 𝑖∗ 𝐿−𝑇
0𝐿+Δ𝑇。
Δ𝑇
∗(𝑧)
=𝑇(𝑧)−𝑇
𝑞(𝑧)−(𝑇
𝐶 𝑖∗ 𝐿−𝑇
0𝐿) (式 4-6)
並
且設定z 為 5000μm,以確保模擬中隨距離 z 改變之區域過冷度皆能找到過冷度 之最大值。所取之最大過冷度ΔT 將與成核所需的過冷度 ΔT𝑁做比較,當ΔT>ΔT𝑁時, 表示過冷度足以驅動成核,根據Poole 在雷射定向快速凝固成型實驗中的結果,依據等 軸晶之粒徑,我們設定 ΔT𝑁為2.5K,𝑁
0為1012𝑛𝑢𝑐𝑙𝑒𝑖/𝑚3。接著,使用式(4-3)至式(4-5)求出等軸晶生長之最大半徑𝑟
𝑒與真實 體積分率∅,再利用判別式即可得到CET 的臨界轉變溫度梯度與凝固速度。24
表 4-3 The physical parameters of 316L stained steel used for calculation 𝑇0𝐿 Liquidus temperature of Fe-17.2Cr-12.8Ni 1732.94 K * 𝐶𝐶𝑟 Concentration of chromium 17.2 wt%
𝐶𝑁𝑖 Concentration of nickel 12.8 wt%
𝑘𝐶𝑟 Partition coefficient for chromium 0.89 *
𝑘𝑁𝑖 Partition coefficient for nickel 0.98 *
𝑚𝐶𝑟 Slope of the liquidus surface varied with chromium
concentration
-3.00 K/wt% *
𝑚𝑁𝑖 Slope of the liquidus surface varied with nickel
concentration
-1.08 K/wt% * Г Gibbs-Thomson coefficient 1.9×10−7 Km
𝐷𝐶𝑟0 Diffusion coefficient of chromium in the liquid 2.67×10−7 𝑚2/𝑠
𝐷𝑁𝑖0 Diffusion coefficient of nickel in the liquid 4.92×10−7 𝑚2/ 𝑠
𝑄𝐶𝑟 Activation energy for diffusion of chromium in liquid
6.69×104
J/mole 𝑄𝑁𝑖 Activation energy for diffusion of nickel in liquid 6.77×104
J/mole 𝑎0 Length scale for solute trapping 5×10−9 m
𝐼0 Nucleation constant 1×1012 𝑠−1 𝝁 Linear kinetic coefficient 2.33 Ks/m *data calculated by FactSage
25
4.4.2 實際微結構實驗方法
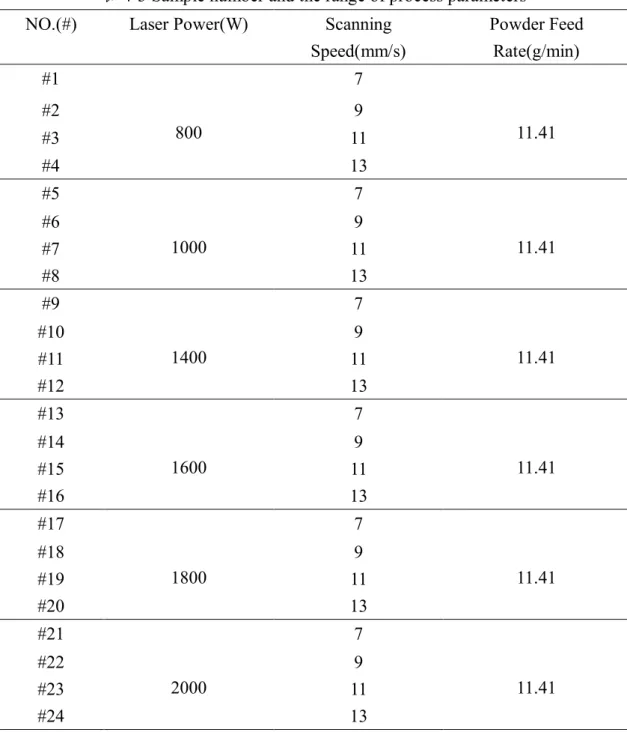
實驗使用工研院設備,光斑直徑 3mm,粉末與基板材料皆為 SS316L,完成單道沉 積之試片,並對其沉積直線之中段區間進行切割取樣,使用之參數如Table 4-2 所示。 切割後之 5mm 試片依序經過 120、240、400、600、800、1000、1500、2500、4000 號等砂紙研磨,研磨完成後在轉速150rpm 下,依序使用鑽石拋光液 3μm、1μm、0.1μm 進行拋光,最後以二氧化矽拋光液0.02μm 完成拋光程序,為了得到更佳的微結構觀測 結果,故以Hitachi ZONE Cleaner 去除表面殘留髒污,後進入 SEM 進行拍攝晶粒組織 與分析測定。DED 屬於一種快速的金屬凝固製程,在 DED 製程中,因為在高溫環境時傳導散熱 為冷卻最主要的方式。故整個製程,可視基板為模壁並且金屬向其上方凝固的過程。藉 由觀測各凝固晶區的分布與生長方向,可以提供我們分析和理解不同參數下快速凝固的 過程,並且提供未來預測與控制性質的一項重要資料。故可劃分出兩大晶區,(1)為沿著 冷卻方向而生長的柱狀晶區(columnar grain zone),以及(2)為無特定生長方向的等軸晶區 (equiaxed grain zone)。
利用電子背向散射繞射儀(Electron Backscattered Diffraction)對沉積全區域進行掃描。 接著再以分析軟體OIM Analysis 7 所繪製之反極圖(Inverse pole figure)幫助我們觀測廣 範圍晶粒之生長取向,如圖 4-12(a)所示。凝固過程中,柱狀晶會沿著單一方向持續生 長,為了能夠劃分出柱狀晶區與等軸晶區之分界,我們量測晶粒之長短軸,並將長寬比 ≥2 以上之晶粒選為柱狀晶區,並以紅色標示之;而其餘等向生長之區域即為等軸晶區, 以橘色標示之,結果將如圖4-12(b)所示。
26
表4-3 Sample number and the range of process parameters NO.(#) Laser Power(W) Scanning
Speed(mm/s) Powder Feed Rate(g/min) #1 800 7 11.41 #2 9 #3 11 #4 13 #5 1000 7 11.41 #6 9 #7 11 #8 13 #9 1400 7 11.41 #10 9 #11 11 #12 13 #13 1600 7 11.41 #14 9 #15 11 #16 13 #17 1800 7 11.41 #18 9 #19 11 #20 13 #21 2000 7 11.41 #22 9 #23 11 #24 13
27 (a)
(b)
圖 4-12 (a) Inverse pole figure of cross-section of single deposit of 316L stainless steel powder with columnar grain and equiaxed grain (b) Color image to distinguish different grain zone, red region represents as columnar grain zone and origin region represents as equiaxed grain zone.
28
4.5 成品機械性質分析
4.5.1 成品試片製備
在上一部分實驗探討 DED 多層雷射沉積製程之後,發現多層堆疊會有層與層之間 鍵結優劣的問題,這些鍵結是否將影響成品的可靠度,是本次實驗著重的部分。本實驗 探討經過多層沉積之成品以三點抗彎(Three point bending test ;TPB)的方式進行機械性質 測試,以及搭配數位影像相關法(Digital Image Correlation ;DIC)分析其所承受之應變, 並一樣以雷射瓦數(Laser Power ,LP)為主要探討之參數。
表 4-4 為本次使用實驗之參數,探討單獨變異雷射瓦數時,對機械性質的影響,固 定掃描速度為7mm/s、供粉量 11.41g/min、規劃路徑為 3cm 之方形、層數為連續沉積 40 層。實驗使用TrumpDisk 雷射,光斑直徑 3mm,粉末與基板材料皆為 SS316L,如圖 4-13。
表4-4 Sample number and the range of process parameters for multiple stacking
NO.(#) Laser Power(W) Scanning
Speed(mm/s) Powder Feed Rate(g/min)
#1 800
7 11.41
#2 1400
29
圖4-13 DED product after 40 layers stacking
機械性質測試用之試片,首先需將尺寸固定,如圖4-14 (a)、(b)所示,取堆疊 40 層 的沉積物中間區域,長度20mm、寬度 2.5mm、厚度 2.5mm。
(a)
(b)
30
4.5.2 成品機械性質測試方法
進行機械性質測試前,將試片表面噴塗記號點,在三點抗彎實驗時記錄影像,並以 DIC 量測應變與應變分布,如圖 4-15 所示。 (a) (b)圖4-15 Images of mark points on sample for (a)before (b)after bending 經由三點抗彎測試,可以得到過程中的應力值,再經由 DIC 方式量測整體的應變 情形,並取變形區域邊緣的應變平均值,即可得應力應變曲線圖,總抗彎過程固定最大 彎曲距離為2.5mm,藉此可以比較以 DED 雷射沉積之不同瓦數下的應變分布情形、降 服強度、硬化指數,其實驗架設方式如圖4-16 所示。
31
32
結果與討論
5.1 DED 製程最佳化
5.1.1 不鏽鋼 316L 製程優化
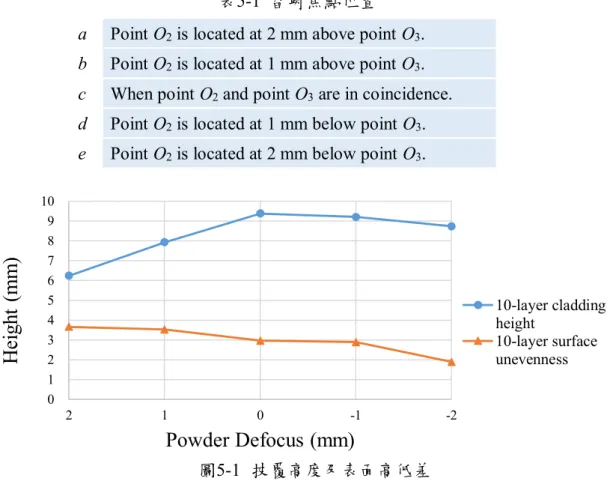
表面平整度方面設計 5 組實驗分別探討當粉末焦點(FP)與披覆介面(Fs)重合時,雷 射焦點(FL)於披覆介面上方、下方及三點重合的情形如表 5-1 及圖 5-1。持續加工十層後 觀察其實驗結果,發現當雷射焦點位在披覆介面下2 mm 時有最好的平整度。進一步進 行單層實驗並量測其高度,發現在當粉末焦點、雷射焦點與披覆介面三點重合時有最佳 的披覆效果,且披覆效果隨雷射焦點與披覆介面間的距離增加而下降,如圖5-2 所示。 表5-1 雷射焦點位置a Point O2 is located at 2 mm above point O3.
b Point O2 is located at 1 mm above point O3.
c When point O2 and point O3 are in coincidence.
d Point O2 is located at 1 mm below point O3.
e Point O2 is located at 2 mm below point O3.
圖5-1 披覆高度及表面高低差 0 1 2 3 4 5 6 7 8 9 10 -2 -1 0 1 2
H
ei
gh
t (
m
m
)
Powder Defocus (mm)
10-layer cladding height 10-layer surface unevenness33 圖5-2 單層之沉積高度 當設定雷射焦點位於基板下方2 mm 進行加工,遇到凹陷區域則披覆面與焦點距離 變近,因此披覆效果提升;而遇到凸起區域時披覆面與焦點距離變遠,披覆效果下降因 此披覆厚度較薄。因此當粉末焦點位於披覆介面下方2 mm 時能自動改善表面不平整問 題,如圖5-3,由此方法優化後之成品,可得最佳表面平整度成品,如圖 5-4。 圖5-3 雷射焦點於沉積介面下 2 mm 時能自動改善表面不平整問題 0.9 1.0 1.1 1.2 1.3 1.4 1.5 -2 -1 0 1 2
Si
ng
le
tr
ac
k
he
ig
ht
(m
m
)
Laser defocus (mm)
34
35 由上一段實驗結果可知在當雷射焦點、粉末焦點與披覆介面三者重合時有最佳的沉 積效率。因此若能觀察出披覆高度成長趨勢,並修改機械手臂上升量(Z-offset)縮短每層 離焦距,能有效的提昇沉積效率。觀察成品截面發現層與層間存在熱影響,當新的披覆 層披覆上去時,底部的披覆層再次被加熱且變形如圖 5-5,其變形量(Dh)等於變形後高 度(H2)及單層成長高度(H1)之比值,如(式 5-1) (式 5-1) 由此實驗結果定義出新的每層機械手臂上升量(Z-offset),第一次之上升量為該加 工參數之單道高度(H1),第二次後上升量為單道高度(H1)乘以該參數之高度變形量(Dh)。 如此能在無高度即時監控設備環境下,使每層焦點皆位在披覆介面附近,縮短離焦 (Defocus)距離並提升沉積效率。使用修改後的每層機械手臂上升量(Z-offset)設定,進行 了4 組實驗。將供粉量設為 15.1 g/min、氣流量設為 15 L/min、沉積層數共 10 層之空心 方形路徑。其雷射功率、掃描速度及供粉量設定如表5-2。觀查實驗結果可知由修改後 的每層機械手臂上升量來進行加工,可有效提升沉積效率,如表5-2。 圖5-5 沉積高度示意圖 2 1 h H D = H
36 表5-2 實驗驗證 Laser power (W) Scanning speed (mm/s) Wheel speed (rpm) First layer Z-offset (mm) Z-offset (mm) Current deposition efficiency (%) Previous deposition efficiency (%) 10-layer 10-layer Z1 1400 6 15.1 1.1 1.1×70% 74.0 64.7 Z2 1400 6 15.1 1.1 1.1×80% 75.3 67.3 Z3 1800 6 15.1 1.2 1.2×80% 79.6 71.14 Z4 2000 6 15.1 1.4 1.4×80% 81.7 75.59 優化巨觀以及提升披覆效率後,此段重點將降低DED 製程成品之孔隙率,分析三 個顯著因子雷射功率(P)、掃描速度(V)和粉供粉量(W)對稀釋率(Dilution)和孔隙率 (Porosity)之影響。雷射功率、掃描速度及粉末量影響了兩項關鍵因子,一是每秒鐘每單 位面積所接受到的能量,二是每秒鐘每單位面積所接收到的粉末量。雷射功率部分,如 圖5-6,隨著雷射功率增加,稀釋率呈現漸增的現象,因較高的能量能使熔池加深加厚 而有較大的稀釋率;而孔隙率則隨著雷射功率增加逐漸下降,則因較高的能量能使較熔 融的情況更明顯。 圖5-6 雷射功率對稀釋率和孔隙率之影響 0 1 2 3 4 5 6 7 700 850 1000 1200 1400 1600 1800 2000
Di
lu
tio
n
(%
)
Laser power (W)
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 700 850 1000 1200 1400 1600 1800 2000Por
os
ity
(%
)
Laser power (W)
37 掃描速度部份,如圖5-7,可觀察到隨著掃描速度的增加孔隙率逐漸下降,在掃描速度 為9 mm/s 時達到臨界值,其後孔隙率又隨著掃描速度的增加而增加。因在掃描速度慢 時,單位面積所接受到的能量雖然較高,但此時的單位面積接受到的粉末量也較密 集,過多的粉末會遮蔽掉能量,使披覆介面接受到能量下降,因此稀釋率隨掃描速度 增加而增加,孔隙率則隨之減少;而掃描速度大於9 mm/s,過快的速度使基板單位面 積接收能量降低,使稀釋率下降及孔隙率增加。 圖5-7 掃描速度對稀釋率與孔隙率之影響 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 5 6 7 8 9 10 11
Por
os
ity
(%
)
Laser scanning speed (mm/s)
0 1 2 3 4 5 6 7 5 6 7 8 9 10 11Di
lu
tio
n
(%
)
38 0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 7.5 10 12.5 15 17.5 20 22.5 25
Di
lu
tio
n
(%
)
Powder feed rate (g/min)
供粉量部分,如圖5-8 隨粉末流量的增加而基板單位面積吸收能量下降,因此稀釋率逐 漸下降而孔隙率逐漸加。 圖5-8 供粉量對稀釋率與孔隙率之影響 進一步將繪製稀釋率與孔隙率關係圖,如圖 5-9,可發現隨著稀釋率增加,孔隙率 逐漸下降,而孔隙率最小值約發生於稀釋率3.5 %,另由此關係圖可得到稀釋率可做為 DED 成品品質的重要指標。 圖5-9 稀釋率與孔隙率關係圖 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6
Po
ro
sity
(%
)
Dilution (%)
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 7.5 10 12.5 15 17.5 20 22.5 25Por
os
ity
(%
)
39 透過稀釋率與孔隙率觀係圖可知稀釋率可作為成品品質的判斷指標,因此為了解不 同製程參數與成品品質之關係,將以實驗結果建立出依數學模型預測出稀釋率,並對照 稀釋率與孔隙率關係圖,如圖5-9,優化 DED 製程。而由先前實驗分析結果可知,雷射 功率、供粉量及雷射掃描速度三個參數,會影響每單位面積之能量大小及每單位面積之 粉末量,另外亦增加了光點直徑,因光點直徑會影響能量密度。引用文獻以能量比 (Specific energy, SE)來表示每單位面積之能量大小。除此之外定義粉末密度(Powder
density, PD)來表示每單位面積之粉末流量 若想預測成品表現則需同時考慮能量比及粉末密度與稀釋率之關係,並將兩因子合併如 圖5-10。而其中能量比及粉末密度是由雷射功率(P)、供粉量(W)、雷射掃描速度(V)與雷 射光點直徑(Ds)的關係式如(式 5-3)、(式 5-4)所組成,因此表示可透過實驗參數預測出稀 釋率。
S
E=
VxD
P
s (式 5-3)P
D=
VxD
W
s (式 5-4)40
41
利用數值軟體 MATLAB 將圖 15 實驗資料點進行曲面擬合(Surface fitting),得到經 驗方程式,方程式如(式 5-5)所示:
D = C1+C2×P
D+C3×S
E+C4×P
D2+C5×S
E2+C6×P
D×S
E (式 5-5) 其中D 表示稀釋率; PD表示粉末密度; SE表示能量密度。而C1、C2、C3、C4、C5、C6皆 為擬合常數其數值於表5-3。其擬合曲面如圖 5-11 所示。結合圖 5-9 與本節所提出之稀 釋率、粉末密度與能量密度關係式,便可在加工前透過輸入製程參數至方程式預測出成 品品質,或是反向給定成品品質目標來搜尋適當的製程參數組合,達成智慧機械之目標。 圖5-11 粉末密度、能量比與稀釋率之擬合曲面42 表5-3 稀釋率預測方程式相關係數表 Parameter C1 -2.055 C2 -4.76 x 102 C3 0.181 C4 2.387 x 104 C5 2.298 x 10-4 C6 8.035 為了驗證整個成品品質預測方法的準確度,在此將進行三組實驗並比對預測模型結 果與實驗量測結果之誤差,將供粉量設為15.1 g/min、氣流量設為 15 L/min、每層 Z 軸 上升量為單層高度之80%、沉積層數共 10 層之空心方形路徑。其雷射功率、掃描速度 及供粉量設定如表 5-4。由實驗結果可知稀釋率預測值與實驗值之最大誤差為 0.65%, 因此接下來將進行確認實驗,來判定此誤差值是否在許可範圍。在完全相同的製程條件 下進行4 組實驗(雷射功率=1400 W、掃描速度= 6 mm/s、供粉量=15.1 g/min),其實驗結 果顯示於表5-5。由實驗結果可知其預測值與實驗值之誤差量仍在實驗誤差內,故確認 此預測模型是可靠的。
43 表5-4 實驗驗證結果 表5-5 確認實驗結果 Powder density (g/mm2) Specific energy (J/mm2) Laser Power (W) Laser scanning speed (mm/s) Powder feed rate (g/min) Dilution experiment value (%) 1 0.014 77.8 1400 6 15.1 2.04 2 0.014 77.8 1400 6 15.1 1.94 3 0.014 77.8 1400 6 15.1 2.53 4 0.014 77.8 1400 6 15.1 2.78 Maximum experiment error: 0.84
Standard deviation 0.35 Powder density (g/mm2) Specific energy (J/mm2) Laser Power (W) Laser scanning speed (mm/s) Powder feed rate (g/min) Dilution experiment value (%) Dilution model value (%) Error 1 0.014 77.8 1400 6 15.1 2.04 2.69 0.65 2 0.010 66.7 1200 6 10.7 3.37 3.36 0.01 3 0.019 100.0 1800 6 20.1 3.23 2.80 0.43
44
5.1.2 Inconel 718 製程優化
由工研院之研究結果,已可成功優化以SS 316L 為材料之 DED 製程,成功製造出 表面平整度佳、低孔隙率和高披附效率的高品質工件,如圖5-12。 圖5-12 參數優化後之SS 316L 成品 而安裝於成大之主軸複合加工機目前已整合雷射系統、水冷系統及供粉系統於控制 器,可輸入M 碼及 G 碼進行 DED 製程,供粉系統具兩供粉槽,分別裝有 SS 316L 及 Inconel 718 金屬粉末,可隨時更換不同材料。此小節將以不同機台、不同雷射源以及不 同材料進行DED 製程優化,並驗證「成品品質預測方程式」。 分別進行顯著因子雷射功率(P)、掃描速度(V)和供粉量(W)之 DED 一次因子實驗, 並探討顯著因子對稀釋率(Dilution)與孔隙率(Porosity)之影響。雷射功率部分可發現 Inconel 718 有與 SS 316L 相似趨勢,隨著雷射功率增加,稀釋率逐漸增加,而孔隙率逐 漸降低,如圖5-13。45 圖5-13 雷射功率對稀釋率和孔隙率之影響 但觀察十層成品剖面圖可發現,當雷射功率達1200 W 時,披覆成品開始出現多層 重複熔覆現象(披覆層會向下熔覆多層使金屬重複於熔融態與固態之間) , 如圖 5-14, 此現象雖然可使孔隙率降低,但卻會影響整體結構強度、降低表面平整度、成品披覆歪 曲及降低的披覆效率。 0.00 2.00 4.00 6.00 8.00 10.00 12.00 14.00 16.00 18.00 20.00 700 900 1100 1300 1500 1700 1900 Di lu tio n (% ) Laser power (W) 0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 700 900 1100 1300 1500 1700 1900 Po ro si ty (%) Laser power (W)
46
(a) (b)
(c) (d)
47 探究其原因為雷射光斑大小過集中且粉末流的集中範圍,如圖5-15,因此導致熔池 比例過大使被覆蓋層重複熔融,導致披覆層不平整及歪曲。 圖5-15 雷射光束與粉末流示意圖 掃瞄速度與供粉量實驗結果,稀釋率及孔隙率皆有與 SS 316L 相似趨勢,如圖 5-16、5-17,進一步繪製稀釋率與孔隙率關係圖,如圖 5-18,可得到雖然機台、雷射源和 供粉系統相異,但仍可已DED 製程顯著因子進行實驗,並找出製程優化之趨勢。 圖5-16 掃描速度對稀釋率和孔隙率之影響 3.00 3.50 4.00 4.50 5.00 5.50 6.00 6.50 7.00 7.50 8.00 4 6 8 10 12 D ilu tio n (%) Scanning speed (mm/s) Laser spot Powder flow 0.40 0.50 0.60 0.70 0.80 0.90 1.00 1.10 1.20 1.30 4 6 8 10 12 Pp or osi ty (%) Scanning speed (mm/s)
48 圖5-17 供粉量對稀釋率和孔隙率之影響 圖5-18 稀釋率與孔隙率關係圖 3.00 4.00 5.00 6.00 7.00 8.00 9.00 12 14 16 18 20 22 24 D ilu tio n (%)
Powder feed rate (g/min)
0.50 0.60 0.70 0.80 0.90 1.00 1.10 1.20 1.30 1.40 12 14 16 18 20 22 24 Po ro si ty (%)
49 將前述稀釋率實驗結果結合粉末密度及能量比兩參數,並以MATLAB 進行曲面擬 合,得稀釋率預測方程式,如圖5-19,係數如表 5-6。 圖5-19 粉末密度、能量比與稀釋率之擬合曲面 表5-6 稀釋率預測方程式相關係數表 Parameter C1 5.724 C2 -11.567 x 103 C3 0.330 C4 5.818 x 104 C5 1.705 x 10-3 C6 -23.346 由三組不同實驗參數實驗結果,可得稀釋率實驗值與預測方程式預測值存在誤差, 如表7,另進行四組相同參數實驗結果可求得相同條件下稀釋率的誤差範圍,如表 5-8,綜合兩項結果驗證出稀釋率預測方程式可直接應用於不同條件之 DED 製程優化,即 透過實驗分析出顯著因子與稀釋率及孔隙率關係,便可節省大量時間,優化出最佳製程 參數。 Specific energy Powder density
50 表5-7 實驗驗證結果 表5-8 確認實驗結果 Powder density (g/mm2) Specific energy (J/mm2) Laser Power (W) Laser scanning speed (mm/s) Powder feed rate (g/min) Dilution experiment value (%) 1 0.016 61.73 1000 9 15.4 5.77 2 0.016 61.73 1000 9 15.4 5.77 3 0.016 61.73 1000 9 15.4 5.77 4 0.016 61.73 1000 9 15.4 5.77 Maximum experiment error: 0.41
Standard deviation 0.20 此期計畫成功驗證出「成品品質預測方程式」之可行性,但以 Inconel 718 為材料 的實驗中發現,DED 製程設備中各項設備需互相匹配,如此雷射頭搭配 600 直徑的光 纖將會使雷射光束小於粉末流集中範圍,而有能量過於集中、披覆成品歪曲不平整和較 低披覆效率結果,因此目前已更換為1000 μm 直徑的光纖,並以實驗驗證單層稀釋率小 於600 μm,未來在優化完製程參數後,將配合 CAM 軟體進行複雜幾何工件製作。 Powder density (g/mm2) Specific energy (J/mm2) Laser Power (W) Laser scanning speed (mm/s) Powder feed rate (g/min) Dilution experiment value (%) Dilution model value (%) Error 1 0.023 92.59 1000 6 15.4 5.32 4.87 0.45 2 0.022 83.33 1200 8 19.2 5.54 5.08 0.46 3 0.019 86.42 1400 9 19.2 7.33 7.32 0.01
51
5.2 Inconel 718 製程參數影響熱分析模擬
5.2.1 數值模型準確性驗證
Fabrizia Caiazzo[16]在 DED 製程中亦是使用 Inconel 718 在不同的雷射功率與雷 射掃描速率進行實驗加工,故為了驗證該數值模型之準確性,在相同製程參數下進行金 屬沉積物之幾何尺寸驗證,如下圖5-20、5-21。 圖5-20 金屬沉積物堆疊寬度驗證圖 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 7.5 8 1250 1500 1750 2000 2250 W idth (m m ) Laser Power (W) 8mm/s,Numerical Data 12mm/s,Numerical Data 8mm/s,Numerical Data 8mm/s,Reference Data 12mm/s,Reference Data 8mm/s,Reference Data
52 圖5-21 金屬沉積物堆疊高度驗證圖 由圖 5-20 中可得知本研究所使用之模型在金屬沉積物的寬度上模擬與文獻的值有 相近的數值以及趨勢,並且由圖 5-21 可發現模擬與文獻也有相似之趨勢,但在模擬中 2000W 已經到達 Inconel 718 之蒸發溫度,這個現象在文獻中也可看出,因為文獻中在 速度 8mm/s 下 2000W 的高度比 1500W 低並且寬度的成長也是趨緩的趨勢,由此推斷 2000W 時由於材料達到蒸發,但本研究的模擬並未考慮此一現象,故高度相差的變大, 而蒸發是一個浪費材料與能源的過程,在之後探討參數優化過程皆會避免此一現象進行 製程參數分析,所以本研究在避免蒸發的情況下是有一定的準確性與可信度。 0 0.4 0.8 1.2 1.6 2 2.4 2.8 3.2 3.6 4 4.4 4.8 5.2 5.6 6 1250 1500 1750 2000 2250 Hei gh t ( m m ) Laser Powe (W) 8mm/s,Numerical Data 12mm/s,Numerical Data 8mm/s,Numerical Data 8mm/s,Reference Data 12mm/s,Reference Data 8mm/s,Reference Data
53
5.2.2 製程參數優化分析
在DED 製程中為了提升加工效率與加工品質,經常會需要去尋找最佳化的加工製 程參數,本研究將藉由兩個自定義參數針對9 組製程參數在避免材料蒸發的情況下並且 考量加工效率進行參數分析,以下為兩自定義參數之定義。 1. 平均節省製程時間參數Opt-tavg=Hlayer,avgxWlayerxV (式 5-6)
Opt-tavg因次分析: mm x mm x mms
=
mms2. 平均節省能源消耗參數
Opt-Eavg= Hlayer,avgPxWlayerxV (式 5-7)
Opt-Eavg因次分析: mm x mm x mms J/s
=
mm J 以上兩種自定義參數可由單位分別看出此兩參數的物理意義,分別為平均每單位時 間能夠堆疊出的金屬薄層體積與平均每單位焦耳能夠堆疊出的金屬薄層體積,兩參數若 越大則越能節省製程時間與能源消耗,在此將對於多層與多軌加工模型進行以上兩種自 定義參數之分析。54
圖5-22 多層加工模型Opt-tavg參數圖
55
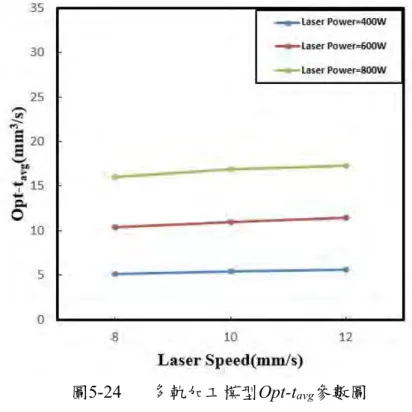
圖5-24 多軌加工模型Opt-tavg參數圖
圖5-25 多軌加工模型Opt-Eavg參數圖
圖5-22 至圖 5-25 為兩種加工模型在不同雷射功率以及雷射掃描速度下,透過兩種 自定義參數的分析結果可得在雷射功率在800W 下存在最佳的沉積物產生率,且雷射掃
56 描速率於圖中影響兩自定義參數甚小,但因過快的速率會影響加工結構品質,故功率 800W 且速率 8mm/s 的情況下為最佳製程參數,之後也將以此製程參數進行進一步之優 化探討。
5.2.3 預熱基板改善金相結構方法
航太領域的很多零件經常需要承受高溫環境,所以若能達到微結構上的改善,將可 以增加零組件的使用壽命。金相中的柱狀晶可以使零件承受更高的溫度,但在製程中需 要較緩慢的冷卻速率才能使晶粒更容易成長為柱狀晶,如圖 5-26 所示,因此本研究提 出對基板預熱的方法來降低冷卻速率進而幫助柱狀晶的生成。 圖5-26 柱狀晶與等軸晶分布示意圖57
圖5-27 多層加工模型在不同預熱溫度下對冷卻速率的影響
58 圖5-27 與圖 5-28 分別為多層與多軌加工的金屬沉積物的中心冷卻速率,其中在多 層的結果中可以發現當層數越高則冷卻速率越低,主要是在加工第一層時基板散熱程度 較佳 ,而越往上加工則越不亦散熱導致多層加工易出現熱累積的現象故有此趨勢,另 外在多軌加工的結果中第一與第二軌的差距較大,主要是因為當加工第二軌時基板與第 一層薄層同時有散熱的作用而令第二軌的冷卻速率較大,而第三軌冷卻速率較第一軌高 且低於第二軌則是因為在打第三軌時第一軌已散熱至接近基板溫度,主要受到第二軌的 熱累積與散熱作用影響,故有此趨勢。多層與多軌兩種不同的加工形式中,當基板被預 熱的溫度越高,金屬薄層冷卻速率可顯著降低,顯示預熱基板可幫助柱狀晶生成。
5.2.4 逐層調整雷射功率優化方法
DED 製程加工中若是以相同的雷射功率進行加工容易出現沉積物的高度與寬度隨 層數增長之趨勢如圖所示,此狀況將導致雷射失焦的問題,Wang et al.[17]探討了當加工 多層金屬薄層時所需調整之適當雷射功率,以得到穩定的熔池形狀為基準,如圖5-29 所 示,並且可以得知當在加工較低層數時需要較大的雷射功率,隨著層數增加則需要將雷 射功率調小之結論。Tarak Amine.[18]亦提出了當加工多層金屬薄層時會使各層冷卻速率 不均,呈現逐層下降之趨勢,進而造成對結構有害之情形,像是硬度分布不均之情況, 但可透過逐層調整雷射功率來改善該問題,在此將對於該問題進行優化探討。 圖5-29 調整雷射功率使每層熔池長度相等 [12]59
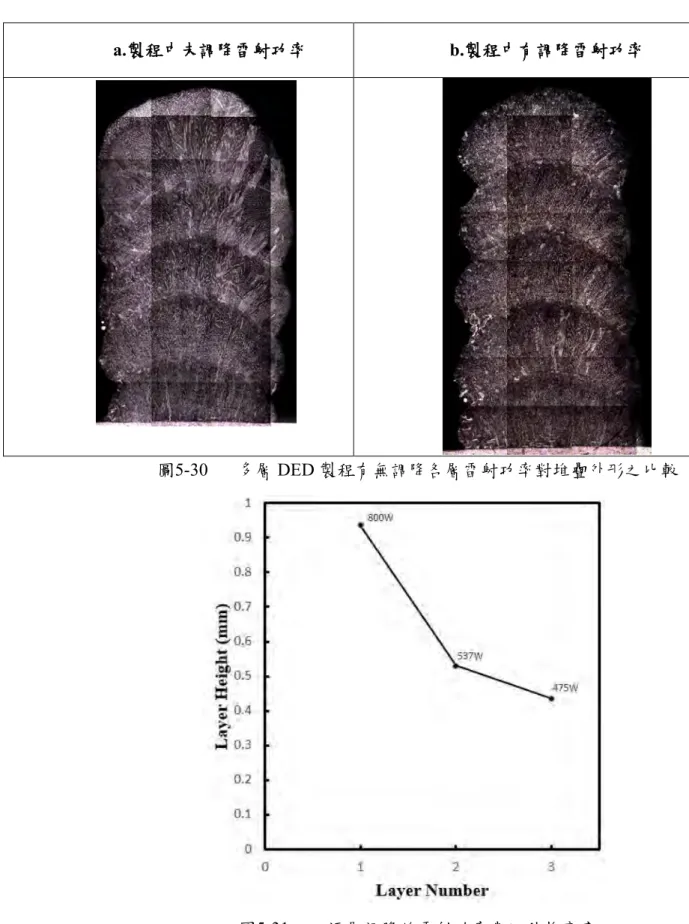
a.製程中未調降雷射功率 b.製程中有調降雷射功率
圖5-30 多層DED 製程有無調降各層雷射功率對堆疊外形之比較
60 a.製程中未調降雷射功率 b.製程中有調降雷射功率 圖5-32 多層DED 製程有無調降雷射功率各層的中心與表面冷卻速率比較 圖 5-30 為實際加工有無考慮調降雷射功率之成品圖,從圖中可得知有調降雷射功 率的幾何外型不論是寬度還是高度都較為平整,證明此方法確實在實際應用上能夠有效 修正沉積物的幾何外型,並在圖 5-31 中利用模擬對於最佳製程參數進行功率調降,在 多層中亦獲得平緩的高度成長,且在圖 5-32 中可看出如未調降雷射功率,冷卻速率會 逐層變低且差異較大,但經調降功率後在多層的冷卻速率方面有逐層平穩化的作用且差 異變小,此一現象有助於改善文獻中所提及的冷卻速率逐層降低所導致的有害結構,但 二三層冷卻速率雖差異變小但數值卻提升,而我們的優化目標則是希望能夠降低冷卻速 率進而生成更多的柱狀晶,所以之後將會結合前一個優化探討所提到的基板預熱,在最 佳參數下利用基板預熱結合雷射功率調降的方法得到更佳的成品品質。 0 100 200 300 400 500 600 700 1 2 3 C ool in g R at e ( K /s) Layer Number V=8 mm/s, Center V=8 mm/s, Top Surface 0 100 200 300 400 500 600 700 1 2 3 C ool in g R at e (K /s) Layer Number V=8 mm/s, Center V=8 mm/s, Top Surface
61 藉由觀察先前所提到的調降雷射功率與基板預熱的冷卻速率之趨勢,在此將對於最 佳製程參數進行結合調降雷射功率與基板預熱的優化方法,希望能夠得到低且逐層平緩 的冷卻速率,進而達到更佳的優化效果。 圖5-33 逐層調降功率在預熱500K 的冷卻速率 0 100 200 300 400 500 600 1 2 3
C
oo
ling
R
ate
(K/
s)
Layer Number
V=8 mm/s, Center V=8 mm/s, Top Surface62 圖5-34 逐層調降功率在預熱700K 的冷卻速率 圖5-35 逐層調降功率在預熱900K 的冷卻速率 0 100 200 300 400 500 600 1 2 3
C
oo
ling
R
ate
(K/
s)
Layer Number
V=8 mm/s, Center V=8 mm/s, Top Surface 0 100 200 300 400 500 600 1 2 3C
oo
ling
R
ate
(K/
s)
Layer Number
V=8 mm/s, Center V=8 mm/s, Top Surface63
藉由圖5-33 至圖 5-35 可以看出,將調降雷射功率結合基板預熱對於降低與平緩化 冷卻速率有明顯的效果,由於產生柱狀晶需要較慢的冷卻速率並且逐層變化的冷卻速率 會影響硬度進而造成對結構有害之情況,而此一優化方法也能夠幫助DED 製程中達到 降低且逐層平緩化冷卻速率的優化效果。
64
5.3 DED 微結構預測模擬與實驗結果
5.4.1 柱狀晶與等軸晶轉換 CET 模型
利用柱狀晶生長模型以及相關的參數,我們可以得到凝固中生長的各項模擬結果。圖 5-36 分別為凝固時,在溫度梯度𝐺𝑇=103K/m,生長中的 316L 不鏽鋼隨著凝固速度而改 變之尖端半徑與溫度以及隨著凝固速率而改變之尖端成分(Cr、Ni)。由模擬的結果可看 出尖端之半徑隨著凝固速率上升而大幅下降直至凝固速率接近 0.1m/s 時又開始反升; 而尖端之溫度則隨著凝固速率的上升持續下降。尖端之成分則隨著凝固速率的上升持續 上升。 圖 5-37 為凝固時,在凝固速度 V=50μm/s、溫度梯度𝐺𝑇=103 K/m 時,在液相中,自 尖端沿著生長方向距離 z 而改變之區域過冷度。由模擬結果可看出,過冷度 Δ𝑇𝑧先由 0K 大幅上升直至一最大過冷度 0.938K 後,才開始緩慢的降低,並維持固定斜率持續下 降直到過冷度為 0K;修正過的過冷度 Δ𝑇𝑧*則由尖端過冷 1.088K 開始,並維持固定斜 率持續下降直到過冷度為 0K。 圖 5-38 為 316L 不鏽鋼,在成核過冷 Δ𝑇𝑁=2.5K、異質成核數𝑁0=1012 𝑛𝑢𝑐𝑙𝑒𝑖/𝑚3 下,所繪製之 CET 曲線。根據不同的溫度梯度與凝固速度變化,我們就可以嘗試分析 與預測內部微結構的組成。65 (a)
(b)
圖5-36 Variation of growth data of dendrite tip with the growth velocity of (Fe17.2Cr12.8Ni) 316L stainless steel (a) dendrite radius and tip temperature (b)
66
圖5-37 Variation of undercooling in liquid with the distance z from the dendrite tip of 316L stainless steel , when V=50μm/s and 𝐺𝑇=103 K/m
圖5-38 CET curve of 316L stainless steel , when nucleation undercooling Δ𝑇𝑁=2.5K and nucleation sites 𝑁0=1012 𝑛𝑢𝑐𝑙𝑒𝑖/𝑚3