行政院國家科學委員會專題研究計畫 成果報告
DCA 晶片直接接合封裝體疲勞壽命最佳化設計之研究
研究成果報告(精簡版)
計 畫 類 別 : 個別型 計 畫 編 號 : NSC 100-2221-E-006-080- 執 行 期 間 : 100 年 08 月 01 日至 101 年 07 月 31 日 執 行 單 位 : 國立成功大學工程科學系(所) 計 畫 主 持 人 : 陳榮盛 公 開 資 訊 : 本計畫可公開查詢中 華 民 國 101 年 09 月 17 日
中 文 摘 要 : 近年來,採用系統化晶片的比率將會日漸提高。鑑於成本與 製程時間考量, 利用電鍍銅柱、熱超音波等方式,不但可以 達到精細間距(<100μm)以下的尺寸,而且省下覆晶構裝必須 建構錫球下的金屬合金(UBM),因此晶片就可直接接和印刷電 路板,使製程之成本與時間有效降低,此封裝方式,又稱精 細覆晶構裝。 本研究將使用 ANSYS 10.0 套裝分析軟體,施 予精細覆晶構裝從 125°C 降至-25°C 的反覆溫度負載,並藉 由 A.Syed 提出的能量觀點,計算出精細覆晶構裝之疲勞壽 命,其中錫球考慮為彈塑性變形,其他材料皆視為彈性。在 分析時採用全域粗糙模型並搭配局部粗糙/精細模型之有限元 素分析法,使達到有效的精準解。再者,為了驗證模擬結 果,乃著手雲紋干涉實驗以驗證精細覆晶構裝之最大翹曲 值。當符合實際產品之要求,就可執行此模擬分析。 隨後, 對錫球之體積,銅柱之半徑、高度、濕潤深度、晶片之熱膨 脹係數與楊氏模數,底填膠之熱膨脹係數與楊氏模數,印刷 電路板之熱膨脹係數與楊氏模數等因子進行單一因子分析 法,以評估個因子對構裝結構可靠度的影響,然後利用田口 品質工程分析法,作為最佳化的依據,使得覆晶構裝在可靠 度方面得到改善。再者,配合部分因子設計法選出影響度大 的因子,再以反應曲面法觀察各因子間交互作用對構裝體可 靠度之影響。最後,可利用基因演算法進行各因子最佳化, 以提升精細覆晶構裝體之可靠度,並使精細覆晶構裝獲得最 佳之效益。 中文關鍵詞: 無鉛錫球、精細間距、熱超音波、最佳化分析、直接晶片接 合技術 英 文 摘 要 : 英文關鍵詞:
行政院國家科學委員會補助專題研究計畫■成果報告 □期中進度報告 DCA 晶片直接接合封裝體疲勞壽命最佳化設計之研究
The study on optimal design of fatigue life for DCA package 計畫類別:■個別型計畫□整合型計畫 計畫編號:NSC 100-2221-E-006 -080 執行期間:100年8月1 日至101年7月31日 執行機構及系所:國立成功大學工程科學系所 計畫主持人:陳榮盛 共同主持人: 計畫參與人員:鄭信恩、林家民、姜宏昇、翁念慶 成果報告類型(依經費核定清單規定繳交):□精簡報告■完整報告 本計畫除繳交成果報告外,另需繳交以下出國心得報告: □ 赴國外出差或研習心得報告 □ 附大陸地區出差或研習心得報告 □ 出席國際學術會議心得報告 □ 國際合作研究計畫國外研究報告 處理方式:除列管計畫及下列情形者外,得立即公開查詢 □ 涉及專利或其他智慧財產權,□一年 X 二年後可公開查詢 中華民國 101年 9 月 12 日
一、 中文摘要 近年來,採用系統化晶片的比率將會日漸提高。鑑於成本與製程時間考量, 利用電鍍銅柱、熱超音波等方式,不但可以達到精細間距(<100μm)以下的尺寸, 而且省下覆晶構裝必須建構錫球下的金屬合金(UBM),因此晶片就可直接接和印 刷電路板,使製程之成本與時間有效降低,此封裝方式,又稱精細覆晶構裝。 本研究將使用 ANSYS 10.0 套裝分析軟體,施予精細覆晶構裝從 125°C 降至 -25°C 的反覆溫度負載,並藉由 A.Syed 提出的能量觀點,計算出精細覆晶構裝 之疲勞壽命,其中錫球考慮為彈塑性變形,其他材料皆視為彈性。在分析時採用 全域粗糙模型並搭配局部粗糙/精細模型之有限元素分析法,使達到有效的精準 解。再者,為了驗證模擬結果,乃著手雲紋干涉實驗以驗證精細覆晶構裝之最大 翹曲值。當符合實際產品之要求,就可執行此模擬分析。 隨後,對錫球之體積,銅柱之半徑、高度、濕潤深度、晶片之熱膨脹係數與 楊氏模數,底填膠之熱膨脹係數與楊氏模數,印刷電路板之熱膨脹係數與楊氏模 數等因子進行單一因子分析法,以評估個因子對構裝結構可靠度的影響,然後利 用田口品質工程分析法,作為最佳化的依據,使得覆晶構裝在可靠度方面得到改 善。再者,配合部分因子設計法選出影響度大的因子,再以反應曲面法觀察各因 子間交互作用對構裝體可靠度之影響。最後,可利用基因演算法進行各因子最佳 化,以提升精細覆晶構裝體之可靠度,並使精細覆晶構裝獲得最佳之效益。 關鍵字:無鉛錫球、精細間距、熱超音波、最佳化分析、直接晶片接合技術 Abstract
In accordance with the significant growth of communication, network, consumption electron and portable products in recent years, the requirement for the IC chip in the frivolous short, high frequency, high speed and the high dissipation has increased. As a result, the rate for adopting the systematized chip on IC product enhances day after day. The flip chip and some similar packages which are facilitated to reduce the IC area become the mainstream product in the market. However, as the fine pitch is developed, the flip chip has been challenged on the control of the solder pitch. For saving the costs and the fabricating time, both the electroplated copper column and the thermosonic are applied to not only make fine pitch (100Ilm), but also save the UBM. Therefore, the chip can be directly attached on the PCB and the costs and time for the manufacture process can be efficiently reduced. Such a package is called as the direct chip attachment technology or the fine Pitch Flip Chip Package.
In this research, the ANSYS 10.0 analysis software is applied as well as the Fine Pitch Flip Chip Package is subjected by a thermal cycle of -25°C~125°C. Based on the energy viewpoint proposed by A. Syed, the fatigue life of the Fine Pitch Flip Chip Package is calculated in which the solder ball is considered as elastoplasticity and other materials are
treated as elasticity. In analysis, the global cursory model and the sub-model cursory/fine analytic method are adopted to achieve certain accuracy and convergence. Furthermore, a moiré interference test is conducted to verify the maximum deflection of the Fine Pitch Flip Chip Package with the simulation result,. Once the requirement of the practical product is met,
the simulation can be carried out.
Afterwards, the one factor at a time analysis is conducted to investigate the effect of the volume of solder, radius and height of copper ,wetting height of copper, CTE and Young's Modulus of chip, CTE and Young's Modulus of underfill, CTE and Young's Modulus of PCB on the reliability of the package. Then, the Taguchi Method is applied to minimize the deviations so as to obtain an optimal parameter combination to improve the life reliability of the reliability of the package. Furthermore, the factors with more significant impacts can be sieved out by the fractional factorial design method. Then, the response surface method is applied to investigate the effects of the interaction among factors on the reliability of the package. Finally the genetic algorithm is applied to optimize the various factors so as to ensure the best efficiency of the product and upgrade the life reliability of the Fine Pitch Flip Chip Package.
Keywords: Lead-free solder, fine pitch, thermosonic, optimal analysis, the direct chip attachment technology 二、 緣由與目的 隨著產品越做越小,構裝體中錫球之間的間距也隨之縮小,在微小間距下, 錫球尖的間距不易製程外,錫球也容易因為間距過於靠近,在回焊時也容易在成 短路等缺點,而透過關鍵的製程技術,濺度銅柱、熱超音波壓合技術、雷射切割 技術及微奈米製程技術,可使覆晶構裝錫球間的間距降到100μm以下。再者,技 術越來越成熟時,如何降低成本、如何減少製程上的時間,將成為發展重點,在 傳統的覆晶構裝中,在晶片的鋁墊與錫球連接間是必須有一層金屬介面層作為阻 隔層,而製作金屬介面層的材料是很多的,主要有Cr、Ni、V、Ti/W、Cu和Au等。 其製作金屬介面層的方法最常用的有濺射、蒸發、電鍍和化學鍍等幾種。然採用 濺射/蒸發、電鍍製作UBM需要較大的設備投入,成本高,另外也有化學鍍方法, 成本則比較低。因此。本研究乃利用電鍍銅柱省去了金屬介面層的製程,不但可 以節省製成時間,也可以降低成本。再者,熱超音波等方式,可達到精細間距(<100 μm)以下的尺寸,因此晶片就可直接接合印刷電路板,使製程之成本與時間有效 降低,也是採用此種封裝進行研究之主要目的。本研究採用精細覆晶構裝,將晶 片與基板之間多加入銅柱來支撐,其中,錫球具有電信傳導、熱傳導、能量傳導 等功能。在進行熱負載測試中,因為膨脹係數的差異,錫球相當容易出現破壞, 成為整體結構中最脆弱的一環。另外構裝體中的各項幾何尺寸及材料性質參數,
均會影響錫球受熱負載測試時的可靠度。首先利用ANSYS 10.0有限元素分析軟體 來建立分析模型,並針對關鍵錫球使用全域粗造模型,分析構裝體在受熱負載測 試下的位移反應。其次,針對構裝體以雲紋干涉法進行實驗量測做位移,並與模 型分析結果作比較,確認全域粗造模型之準確性。經確認全域粗造模型模型後, 就可對關鍵錫球進行局部模型收斂分析。其次,考慮將構裝設計參數分成結構幾 何尺寸與材料性質兩方面來探討,設定目標函數並以田口方法進行構裝參數間的 影響和變異數分析,觀察結構幾何尺寸與材料性質對錫球接點可靠度的影響,以 獲得構裝體之最佳化分析。最後,利用部份因子設計篩選影響顯著之控制因子, 以進行反應曲面法建構迴歸模型來描述設計參數的數學關係式,並進行最佳化設 計,以期有效提昇封裝體之疲勞壽命。 三、 研究方法 (1)文獻回顧 以往研究文獻顯示,低溫銲錫固化時的形狀,對封裝可靠度有一定程度 的影響。其預測方式一般採能量法,先建立出銲錫融化時自由表面的能量模 型,再利用能量最小化的原理,求出銲錫的可能形狀。Lee 等人 [1]最早建 立簡化的錫球能量模型,此模型中考慮錫球具有上墊片及下墊片,除可預測 不 同 體 積 錫 球 的 固 化 形 狀 , 並 可 計 算 墊 片 位 移 時 所 產 生 的 回 復 力 。 Subbarayan 等人[2]提出另一經過改進的錫球能量模型,除去原有模式中之 兩項簡化設定,並假設錫球的水平截面須是圓形斷面,及所有的水平截面的 幾何中心須在同一條中心線上。此新模式不僅增加原有模式的精確度,並增 加其適用性 。 Brakke [3] 亦發展出 液體形 狀預測之套 裝程式─ Surface Evolver,其優點為使用者可建立自己的分析模型,多年來該程式歷經多次 改版,已具備更多的功能及更好的穩定度,目前已被廣泛應用在各種封裝體 的銲錫強度分析上。Lau 和 Rice[4,5] 指出覆晶封裝中在錫鉛凸塊處易發生 裂縫(Crack),且隨著形狀之改變,應力集中的位置也有所不同,並指出將 錫球考慮為線性材料之分析較不合理,因此將錫球假設為非線性材料。 Qian[6] 等人探討非線性的錫鉛凸塊和封膠搭配二維有限元素架構以預測 覆晶封裝的疲勞壽命。Holmes[7]等人提出濺鍍銅柱於石英片上,並透過超 音波熱壓的方式,將石英片上的銅柱熱壓合於晶片上,然後利用雷射光將石 英片與銅柱切割分離,其優點在於濺鍍銅柱的方式可控制銅柱間距在 100μm 以下,使覆晶構裝可應用於更多接角數。此外濺鍍銅柱的方法可省去傳統覆 晶製程中的 UBM(under-bump-metallurgy),使成本下降。Darveaux 等人 [8]提出以應變能密度判斷錫球疲勞壽命較使用應變來的準確。Darveaux 等 人[8,9]提出應變能密度與疲勞壽命成反比,即應變能密度越大疲勞壽命越 短,應變能密度越小則疲勞壽命越長。Tummala 等人[10]提及微奈米製程技 術的應用,其中利用微奈米製程技術製作孔洞間距小於 100μm 的印刷模板,
以為覆晶構裝塗布錫球材料之模板。Gao S, Holmes A.S.等人[11]利用精細 銅柱間距技術,利用銅柱直接將晶片與印刷電路板熱壓在一起,並以熱超音 波的功率、時間與壓力作為因子,進行實驗驗證及回歸模型分析,驗證此製 程方式的可靠度。 Bailey[12]等人將覆晶構裝中的錫球換為異向性導通材 料,同時也利用雷射、電子濺鍍、超音波熱壓等精細銅柱間距技術,在間距 小於 100μm 的錫球上加入銅柱,發現構最角落的錫球最先破壞,並針對銅 柱的高度、半徑、底填膠的膨脹係數等因子進行分析,發現銅柱高度越高與 半徑越小其應變能密度越小,並發現底填膠的材料參數對錫球應變能有明顯 影響。Lu & Bailey 等人[13]運用精細覆晶構裝的製程方式,模擬不同的錫 球材料(96.5Sn3.5Ag 與 60Sn40Pb)進行銅柱的高度、半徑等因子進行分析, 觀察構裝最角落的錫球,發現 96.5Sn3.5Ag 比 60Sn40Pb 產生較大的應變能, 而錫球體積越大、銅柱半徑越小、銅柱高度越高時,可降低應變能的產生, 接著對錫球材料 96.5Sn3.5Ag 進行柱的高度、半徑等因子進行分析,發現銅 柱溼潤錫球越深,錫球的高度同時上升,但銅柱與下墊片的高度卻下降,因 此,銅柱溼潤越深,銅柱與下墊片的高度越小,其應變能密度也越大。Syed 等人[14]提出無鉛錫球疲勞公式,並針對部份 SAC 無鉛錫球的潛變模型,透 過實驗建構出疲勞壽命公式,其中,壽命公式是以應變能密度作為參數。游 晶瑩﹝15﹞發展出一簡單、有效單元全域/局部分析法(gobal/local finite element approach),以探討在加速熱循環下之大尺度面積型態構裝錫球的 熱應力/熱應變,進而評估其可靠度。再以雲紋干涉實驗量測單一晶片面積 型態構裝體之位移來驗證全域有限單元分析精簡模型,最後結合反應曲面法 (Response Surface Method,RSM)有系統探討基板、封膠及銀膠之材料性質 與晶片尺寸等設計參數對堆疊式多晶片面積型態構裝錫球可靠度影響。毛昭 陽[16]對疊晶球柵陣列構裝,使用 ANSYS 模擬,並以反應曲面法結合基因演 算法,求得構裝體的最佳疲勞壽命。 (2)理論基礎 (i)Surface Evolver 軟體 Surface Evolver 為一套適合模擬預測錫球於迴銲過程後的形狀。而最小 能量法之收斂準則必須依靠經驗進行判斷,此乃由於 Surface Evolver 系統 表面是由一系列的小三角形面積元素所組合而成,即以片段或近似線性方式 表示,然為了得到更精細之表面,則必須使用更小的三角形面積元素以得到 更精確的收斂解。 在 Surface Evolver 分析過程中須藉由平移上錫球墊之偏移量,以決定 沿重力方向的回復力(Restoring Force)。因此,固定錫球體積時,不同之 錫墊偏移量將造成不同之回復力,亦即將產生不同之錫球形狀。 藉由施加於錫球墊片之向上或向下的偏移量δ即可決定錫球沿重力方向之 回復力 Fr。因恢復力 Fr 值與外加負載 p 值是大小相等、方向相反的一對力
量。若錫球之回復力 Fr 與施加於錫球的外加負載 p 相等,則熔融錫球處於 靜力平衡狀態。當恢復力 Fr 與外加負載 p 不一致時,則必須修正所輸入的 錫球初始高度,一直修正至恢復力 Fr 等於外加負載 p 為止。此時,熔融錫 球之高度及表面節點位置即為靜力平衡下之平衡支座高度及幾何外型。 (ii)錫球材料之組成模式 (a)非線性塑性行為模式-多線性等向性硬化法則(Multilinear Isotropic Hardening) 當延性材料受外力作用後,開始產生變形一直至破壞,通常會經歷彈性 及塑性兩個階段。當材料承受之應力值超過降伏應力時,塑性變形隨即產 生,其應力與應變關係已是非線性,此為彈塑性材料之特性。 對電子構裝元件在熱循環負載過程中,錫球將會承受一反覆循環之熱應 力,因此當錫球發生降伏而進入塑性行為時,降伏面會隨著熱循環過程中塑 性應變之增加而改變。然而此硬化準則即在描述延性材料之降伏面變化情 形。本研究採用多線性等向硬化模式[17,18],分別定義出不同溫度下錫球 之應力與應變關係,如圖 1 所示。當溫度介於定義溫度之間時,則採用內差 法求其應力應變關係。在理論上對某一特定溫度下材料塑性行為,其應力與 應變之關係應為一光滑曲線,而多線性等向硬化模式是以數個線段趨近此曲 線,如圖 2 所示,其中等向硬化是指材料在進入塑性變形以後,加載曲面在 各方向呈現均勻向外擴張之現象。其多線性硬化關係可用圖 3 之一連串滑塊 與彈簧之串連來表示。此外,此模式中也假設材料受反方向壓縮負載之降伏 應力值等於拉伸降伏應力值,完全忽略材料之包新格(Bauschinger) 效應。 (b)葛拉佛拉-阿瑞尼阿斯(Garofalo- Arrhenius)潛變模式 針對材料之潛變性質有不同學者提出各種理論,以探討其應力與應變之 間關係。潛變造成的應變方程式可寫成應力、時間與溫度的關係式,即
c
p(
,
t,
T)
(1) 式中, c :潛變的應變 :應力 t:時間 T:溫度 將(1)式分解改寫為三個關係項 c f()g(t)h(T) (2) 式中, ) ( f 項定義為 Norton、Prandtl、Dorn 及 Garofalo 等,即 n n n E D C F B A f )] [sinh( ) exp( ) sinh( ) ( ) ( Garofalo Dorn Prandtl stress Friction Norton (3) ) (t g 項定義為 Bailey、Andrade、Graham 及 Walles
mi i ht m t e t t t t g ) 1 ( ) ( 1/3 Walles and Graham Andrade Bailey creep Secondary (4) ) (T h 項通常為 Arrhenius Law,即 ) / exp( ) (T G H RT h (5) 其中, H :活化能 R :波茲曼常數 T :絕對溫度 t :時間 本研究採用葛拉佛拉-阿瑞尼阿斯之穩態潛變公式 ) / exp( )] [sinh( t G H RT E n c (6) 將(6)式整理並對時間 t 微分,寫成葛拉佛拉-阿瑞尼阿斯之穩態潛變數學 模式(Steady-state Creep Constitutive Equation)[19],即) exp( )] )[sinh( ( RQ Q G w G C dt d n (7) 其中, dt d :穩態剪力潛變應變率 C :材料常數 G :依溫度改變之剪力模數 :絕對溫度 w :應力位準(Stress level) :剪應力 n :應力指數 Q:活化能 R:波茲曼常數
上式於 von-Mises 準則,可重新整理為 ) exp( )] [sinh( 4 2 1 3 T C C C dt d C (8) 其中, 1 C 、C 、2 C 及3 C :為材料參數 4 :單軸向應力(psi) dt d :單軸向穩態潛變率 本研究使用有限元素分析軟體 ANSYS 10.0,包含此式之隱式潛變模式 (Implicit Creep Model)以供應運用,而錫球材料 Sn-4Ag-0.5Cu 無鉛錫 球的葛拉佛拉-阿瑞尼阿斯係數分別設定為 C1= 277984 s-1、C2=0.02447 MPa-1、C3=6.41、C4= 6500[14]。 (iii) 陰影雲紋法之相位移技術原理 本實驗量測 DCA 封裝體在特定溫度點的翹曲值,所以特用最適合此種量 測的陰影疊紋法,以進行實驗。再者,為了降低實驗誤差,採用相位移來增 加陰影條紋,使得陰影雲紋法的取像解析度提昇。 (a) 陰影雲紋法之基本原理 陰影雲紋法的基本示意圖如圖 4 所示,若入射光源與光柵玻璃(Grating) 的法線夾角為α,觀察點(亦即電子相機)與光柵玻璃的法線夾角為β,則其 所產生的陰影雲紋關係,如(9) 式所示: w=p/(tanα+tanβ) (9) 式中, w : 翹曲值 p : 光柵玻璃的條紋密度(Pitch) 一般在使用陰影雲紋法實驗時,都會將α調整為 45°,而β則調整為 0°,可 將 (9)公式簡化為 w=p,這也就表示實驗中所量測的位移值僅與光柵的密度 有關。 (b)相位移技術原理 由上可得知,陰影雲紋法所量測之位移等於光柵玻璃的密度,當若光柵 玻璃的密度為 100 lines-per-inch 時,則量測到的雲紋影像中一條的解析 度就等於 10mils,這樣的解析度在取像分析時是不夠的,一般試片的翹曲量 大約是在 5mils 以下,所以 10mils 解析度的陰影條紋往往會不足一條,甚 至更少。這對於解析判斷試片翹曲值會有很大的困難,而且誤差會很大。所 以引用相位移法來增加陰影條紋,使得陰影雲紋法的取像解析度大大的提
昇,進而降低了實驗誤差的可能性。 (iv)疲勞壽命預測
本研究疲勞壽命評估是採用 Syed.A 等人提出的能量觀點[14],其應變 能密度(Strain Energy Density)於塑性採用多線性等項硬化,而潛變採用 葛拉佛拉-阿瑞尼阿斯,並藉由每一循環錫球所累積的應變能密度來量化錫 球壽命,故定義如下: 1 ) 0014 . 0 ( acc f W N (10) 式中, f N : 疲勞壽命 acc W :一個循環累積之應變能密度 其中,Wacc是由第 n+1 穩定循環之應變能密度減去第 n 穩定循環之應變能密 度求得,即 WaccWn1Wn (11) 其中,Wn可表示為
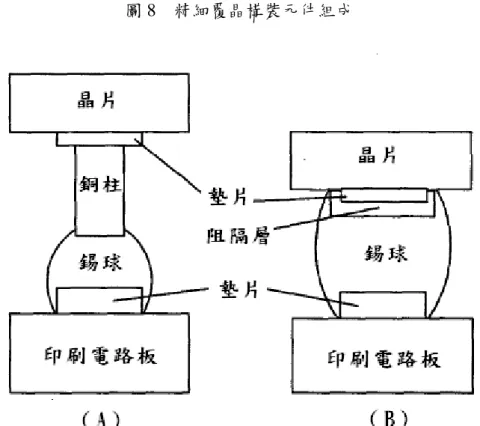
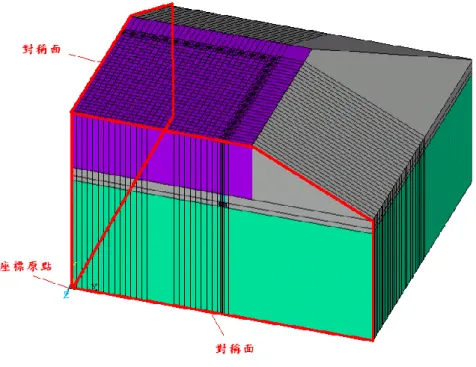
V V W Wn (v)最佳化分析 設定目標函數並以田口方法探討構裝參數間的影響和變異數分析,觀察結構 幾何尺寸與材料性質對錫球接點可靠度的影響。最後,進一步採用反應曲面法並 進行最佳化設計,而其基因演算法最佳化係依據Holland提出基因演算法的基本 理論,即利用參數編碼的方式進行最佳化搜尋,故擁有全域最佳化的特性,且對 所遭遇的問題制定一性能指標為適應度函數。適應度函數值愈大代表系統對外在 環境適應能力愈強,並利用菁英政策將上代最佳適應度之個體保留至下一代中, 如此反覆,可運算最後搜尋出最適應度函數值。 四、結果與討論 本研究的構裝採用精細覆晶構裝,將晶片與基板之間多加入銅柱來支撐,其 錫球在進行熱負載測試中,因為膨脹係數的差異,錫球相當容易出現破壞,成為 整體結構中最脆弱的一環。另外構裝體中的各項幾何尺寸及材料性質參數,均會 影響錫球受熱負載測試時的可靠度。因此需對構裝體中的錫球、基板、晶片、封膠等元件之幾何形狀與材料性質進行分析。整體工作之流程如圖 5 所示: (1) 分析模型 (i)精細覆晶構裝模型之結構與材料性質 本研究精細覆晶構裝的結構係直接將晶片利用凸塊連接至電路板,其中凸塊 常使用錫鉛合金成分,但隨著環保意識的抬頭,鉛對環境所造成的污染及衝擊日 益受到關注,乃以95.5Sn-4Ag-0.5Cu之無鉛銲錫凸塊成分為研究的對象。隨著產 品越做越小及接角數越來越多的發展趨勢,覆晶構裝不但要縮小體積還要增加接 角數目,使錫球之間的間距過小,在錫球回焊過中,易造成錫球互相融合,導致 構裝體短路,而精細間距的製程主要應用兩個重要技術,第一利用奈米製成技術 製作微小精細間距的模板,即錫球之間距小於100μm,如圖6所示;第二利用熱 超音波將銅柱熱壓在晶片上,其製作流程如圖7所示,先將銅柱利用濺鍍沈積的 方式長在透明的石英(Quartz Carrier)板上,再利用熱超音波的方式將銅柱另 一端熱壓在晶片上,最後用雷射光束(Laser Beam)從透明石英板背面穿透將銅柱 與石英板分離。 精細覆晶構裝體組成元件包括:晶片(Chip)、銅墊(Cu pad)、無鉛錫球 (SAC405)、銅柱(Cu column)、底填膠(Underfill)及印刷電路板(PCB)如圖8所 示。在模型結構中,晶片與電路板間連接112顆無鉛錫球,其分配僅在晶片與印 刷電路板間外圍分佈一圈,並在每顆錫球上加入銅柱,如圖9所示。晶片的尺寸 為 3mm×3mm×0.5mm、印刷電路板為5mm×5mm×1mm、無鉛錫球的尺寸,其餘各元件 的相關尺寸整理在表1,而各材料機械性質則於表2,除了錫球以外,其餘材料皆 視為線性材料,錫球的變形包含塑性變形與潛變,如表3與表4所示。 (ii)全域(Global)模型之分析型態與邊界條件 A.分析型態 針對精密覆晶模組分析在溫度循環負載下,觀察結構產生的應力、應變與位 移值,而在任何時間點,其整體結構內外溫度皆相同,故對空間而言溫度傳導是 屬於穩態分析 ( Steady Analysis )。 B.邊界條件 精細覆晶構裝之邊界條件如圖10所示,由於採用四分之一的模型分析,並以 模型座標X=0、Y=0、Z=0建立模型,將原點固定,避免整體受力變型後產生剛體 運動,再將模型X=0與Z=0的所有面設為對稱面,作為分析時的邊界條件。 C.全域(Global)模型之溫度循環負載 針對四分之一精細覆晶構裝體,進行溫度負載分析,即所給訂溫度負載為溫 度循環,且溫度隨時間的變化,其溫度循環由125°C下降至-25°C,其中歷時15 分鐘,然後在低溫-25°C停留15分鐘;再上升至高溫125°C,其歷時15分鐘,並在 高溫停滯15分鐘,以上為一個循環,一循環共60分鐘,此外,應力為零(Stress Free)的溫度設在高溫125°C,圖11為5個溫度循環圖。 D.全域模型之分析結果
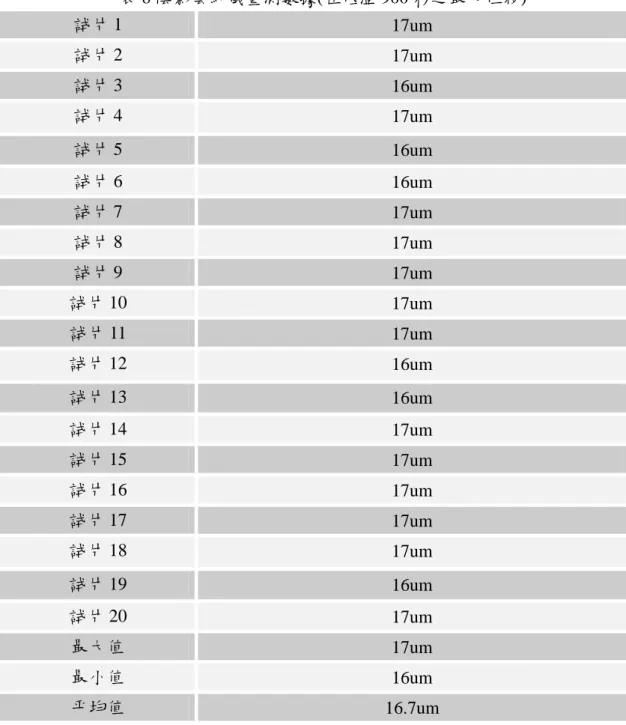
依其網格分析分為五個案例,依序從網格粗到細,網格案例與各元件元素數目如 表5。各案例在低溫900秒之最大位移值整理在表6,如圖12所示,隨著網格切的 越細,構裝最大位移也越來越小,以案例5作為比較的參考,以工程分析的角度 而言,案例3與案例5已達到可接受的誤差範圍。全域模型案例3網格情形如圖13 所示,其元件與對應元素整理於表7,案例3總元素為51351、總節點數為52306, 在低溫900秒之位移如圖14所示。 (2)雲紋干涉法的量測 (i) 雲紋干涉實驗設備 雲紋干涉實驗的光路分為三部份: A.發光系統(illumination system):包含同調光源、擴束器及光束平行器。 B.雲紋干涉儀(moiré interferometer):將兩束水平同調光源(或兩束垂直 同調光源)交錯,而產生虛擬光柵。 C.取像系統(camera system):由CCD 照相機即時取像並傳送至個人電腦。 (ii) 實驗試片之製作 A.切割試片:使用鑽石切割刀切割試片,並保持試片之切割剖面平整性。 B.塗抹黏膠:將黏膠均勻塗抹於光柵。 C.轉貼光柵:試片之剖面平整放置於塗抹黏膠之光柵。 D.烤乾黏膠:放入溫度設定於待測溫度烤箱中,進行一小時的烤乾過程。 E.分離試片與光柵:從烤箱中取出試片待溫度冷卻至室溫後,使試片與光柵 分離,則試片表面複製光柵且吸附一層金屬薄膜。 (iii)位移之量測 首先將高頻率之交錯光柵黏貼在待測試件表面上,當試件因某種因素變形 時,光柵會隨著試件變形。當兩束同調性入射光源,在其交錯區作用產生虛擬光 柵,已變形的試件光柵與虛擬光柵再交互作用而形成雲紋條紋圖像。如此便可從 雲紋條紋圖像獲得位移的資料,故使用陰影雲紋儀所量測的結果,如表8所示, 將與上述使用有限元素分析的結果進行比對,誤差甚小,故此分析及實驗具可信 度。 (3)局部模型之建構與網格分析 由上述全域模型分析中可視為粗糙網格建立,並得知在精細覆晶構裝外側角 落之錫球有最大等效應變。因此對全域粗糙模型最角落之錫球建立局部模型,並 將全域粗糙模型之節點位移作為局部模型的邊界條件,進行更深入分析。將分為 局部粗糙模型與局部精細模型,先對局部粗糙模型進行網格收斂分析,接著進行 局部精細範圍之收斂分析,決定局部精細模型之選取範圍。 (i)局部粗糙模型之建構與網格分析 根據 Saint Venant 定理,局部模型範圍必須遠離需要觀察的位置,因此建
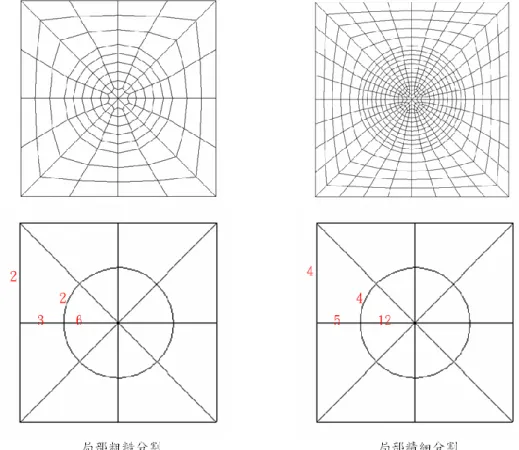
立局部模型需包含主體與週邊元件,即錫球上方除銅柱(高0.075mm)之外,尚 有完整的晶片(厚0.5mm)、底填膠及下方完整的印刷電路版(厚1mm),局部粗糙 模型長、寬皆為一個錫球間距,如圖15所示。 本研究將局部粗糙模型網格分為五個案例,其網格情形與元素、節點數如表 8所示,將全域粗糙模型模型之節點位移代入局部粗糙模型對應節點中,並對局 部粗糙模型施加四分之一的熱循環,即僅考量溫度從高溫398°K下降至低溫248° K,其中歷時900秒,觀察在低溫900秒時局部粗糙模型中錫球之最大等效應變, 其結果如表9所示,隨者網格數越多,案例間最大等效效應變之誤差越來越小, 如圖16所示,以網格最多的案例V為基準,案例III與案例V之間的誤差為0.41%, 以工程分析的角度而言,其誤差是在可接受之範圍,因此決定以局部粗糙案例III 之網格作為分析的標準。局部粗糙模型案例III元素總數為6960、節點總數為 7521,案例III各元件對應之元素數目整理於表10,圖17為案例III網格情形。 (ii)局部精細模型之範圍與收斂分析 完成局部粗糙模型網格收斂分析後,為了增加分析之效率,縮小局部粗糙模 型晶片與印刷電路板的選取範圍,建立局部精細模型,因此,將局部精細之選取 範圍依序遞減分為五組範圍,如表11所示,為確保範圍收斂的準確性,控制每一 組晶片與印刷電路板的網格大小一致,如圖18所示,將位移邊界條件與四分之一 個溫度負載代入局部模型,觀察低溫900秒時錫球之最大等效應變,其分析結果 如表12所示,發現選取範圍越短時,錫球之最大等效應變上升,如圖19所示,以 完整的局部粗糙模型為比較標準,發現範圍A、B、C三個範圍之等效應變皆相同, 從範圍D之後等效應變開始發生誤差,然範圍E之錫球最大等效應變與完整的局部 粗糙模型僅相差0.07%,由工程分析角度而言,範圍E與完整的局部粗糙模型之 誤差在可接受的範圍,因此,決定以範圍E作為局部精細模型分析之選取範圍。 局部精細模型範圍E各元件對應之元素數目整理於表13。 以範圍E建立局部精細模型,且將局部精細模型網格分為五組,進行網格收斂 分析,局部精細模型網格數與元素、節點數如表14所示,其主要配置方法主要於 厚度Y方向採用不同的切割數,平面網格由局部粗糙平面網格錫球半徑6段、錫球 外至模型外圍3段、錫球周圍16段及模型長、寬各4段,變更為錫球半徑12段、錫 球外至模型外圍5段、錫球周圍32段及模型長、寬各8段,如圖20所示。 將局部精細模型代入全域粗糙模型之對應位移,並對局部精細模型施加四分 之一的熱循環,即溫度從高溫398°K下降至低溫248°K,其中歷時900秒,觀察在 低溫900秒時局部粗糙模型中錫球之最大等效應變,其分析結果如表15所示,隨 網格數目越多,案例間最大等效應變誤差越小,如圖21所示,以網格數最多的案 例五為比較標準,案例三與案例五誤差為0.16%,以工程分析的角度而言,案例 三之誤差已達到合理可接受的誤差範圍,因此以局部精細模型之案例三作為分析 之標準。局部精細模型案例三總共有21344個元素與22470個節點,其各元件對應 之元素數目整理於表16,圖22為案例三之網格情形,低溫900秒錫球最大等效應 變發生在頂部對角線上,如圖23所示,將局部精細模型沿對角線切開可知,錫球
左上方有最大等效應變0.083495,如圖24所示。 (4)疲勞壽命 為了確認精細覆晶構裝體在熱循環負載下錫球發生最大等效應變處與溫度循 環之間的關係,因此本文對精細覆晶構裝施加五個溫度循環負載進行分析,選取 錫球發生最大等效應變處之剪應力與剪應變,繪成遲滯曲線如圖 25 所示,由圖 可發現隨著熱循環之間的差距由左到右越來越小,而第三循環與第五循環之誤差 並無明顯差別,由工程分析之角度來說,第三循環與往後循環之間的誤差在合理 可接受的範圍內,因此將循環三視為穩定循環,為了效率分析精細覆晶構裝之溫 度循環,熱循環負載將只施加至第三循環進行分析。 本研究為了量化精細覆晶構裝的壽命,運用應變能密度積分的方式評估出壽 命Nf。即首先算出錫球元素每一循環受潛變造成的應變能密度 acc(Accumulated creep energy density per cycle),並求出錫球上每一元素的體積 ,再將每一 元素潛變應變能密度 acc乘上所對應的體積 ,可得到每個元素潛變造成的應變 能 acc,將每個元素的應變能相加後除上總體積,便可得到整顆錫球之應變能密 度,最後代入Syed, A.等人提出之應變能密度之壽命Nf預測公式。因此本文從已 穩定之第三循環計算整顆錫球積分之潛變應變能密度,代入公式得到精細覆晶構 裝的壽命Nf約為790次。 (5)田口法進行最佳化分析 為了提升構裝的壽命,必須先了解影響錫球的原因,因此本文選取精細覆晶 構裝中的晶片、銅柱、錫球、電路板等元件進行一次一因子分析,包括錫球與銅 柱之幾何尺寸、晶片與電路板之楊氏模數和熱膨脹係數,探討各因子對於構裝錫 球潛變應變能密度的影響,並選出影響較大的因子及合理的變動範圍以利田口法 進行最佳化分析。 (6)雙反應與混合反應曲面法最佳化分析 為了探討幾何與材料控制因子對封裝體可靠度之影響,以進一步對封裝體之 疲勞壽命進行最佳化設計。首先,利用部份因子設計篩選影響性顯著之控制因 子。其次,將所篩選之控制因子進行反應曲面法分析,其所建立之迴歸模型包括 雙反應與混合反應,接著利用基因演算法搜尋最佳參數組合,以求得最佳封裝體 之疲勞壽命,並提昇封裝體可靠度。最後,將雙反應與混合反應曲面法進行比較 與討論。 五、結論 1.田口分析結論如下: (i)利用單一因子分析,探討精細覆晶構裝元件幾何尺寸與材料性質對錫球應變 能密度之影響,並將應變能密度透過 A. Syed 提出之應變能密度經驗公式,量化
構裝體之疲勞壽命,由分析結果得知,對於構裝體疲勞壽命影響較大的因子分別 為錫球體積、銅柱高度、銅柱半徑、底填膠熱膨脹係數、底填膠楊氏模數、印刷 電路板熱膨脹係數及印刷電路板楊氏模數。影響較小的因子為銅柱溼潤深度、晶 片熱膨脹係數及晶片楊氏模數。 (ii)根據單一因子分析的結果,針對影響構裝體可靠度較大的因子,包含錫球體 積、銅柱高度、銅柱半徑、底填膠熱膨脹係數、底填膠楊氏模數、印刷電路板熱 膨脹係數及印刷電路板楊氏模數等七個因子進行田口品質最佳化實驗,可獲得下 列結論: (a)依照 L18 直交表的參數配置方式,利用 ANSYS 10.0 有限元素分析軟體,進行 18 組的實驗,並由分析結果得知,第七組實驗的疲勞壽命與 S/N 比最高。 (b)將 18 組實驗所得 S/N 比,整理成因子反應表及反應圖,並由因子反應表顯示, 底填膠熱膨脹係數(Factor D)對 S/N 比的因子效應最大,其次分別為錫球體積 (Factor A)、銅柱半徑(Factor B)、銅柱高度(Factor C)、印刷電路板楊氏 模數(Factor G)、印刷電路板熱膨脹係數(Factor F)與底填膠楊氏模數(Factor E)。
(c)各組分析數據,經變異分析誤差後,將印刷電路板楊氏模數(Factor G)、印 刷電路板熱膨脹係數(Factor F)與底填膠楊氏模數(Factor E)統合為實驗誤 差。 (d)經變異分析後,選定四個控制因子的最佳水準,並獲得一組最佳製程參數組 合:A3、B1、C3、D1,此組最佳製程參數設計之構裝體疲勞壽命值是 1533 次, 而原始製程參數設計之構裝體疲勞壽命為 790 次,疲勞壽命值約提昇 94%。 (e)將最佳與原始製程參數設計,繪製成 S/N 預測值與 S/N 確認實驗值之比較顯 示,預測值與確認實驗值二者有相互重疊的部份,因此可以了解預測值與確認實 驗值是相當接近的。其次,由於最佳製程參數設計之疲勞壽命值比原始製程參數 設計之疲勞壽命值高,因此可知對構裝體的可靠度有明顯之改善。 2.以反應曲面法分析作修改與結論如下: (i)對全域/局部模型分析中局部模型改以應變能密度平均值進行收斂分析,以利 構裝體評估。 (ii)對構裝體模型之溫度循環負載,將初始溫度假設為 25℃,即無殘留應力之 自由狀態,其餘與前述相同,以簡化分析。 然後利用反應曲面法,探討因子間之交互作用對應變能密度平均值之影響,並配 合基因演算法搜尋最佳參數組合,以求得最佳封裝體之疲勞壽命,並提昇封裝體 可靠度,其結論如下: (a)由部份因子設計可知,銅柱長度因子、銅柱半徑因子、錫球體積因子、底 填膠楊氏模數因子、底填膠熱膨脹係數因子及印刷電路板楊氏模數因子為影響性 顯著之控制因子。 (b) 為探討幾何與材料控制因子間之交互作用對反應值之影響,分別建立在忽
略幾何與材料控制因子之交互作用下,由幾何與材料控制因子組成之雙迴歸模 型,與考量因子間之交互作用下建立之混合迴歸模型,並配合基因演算法進行最 佳參數組合搜尋,以求得最佳封裝體之疲勞壽命。 (c) 藉由雙反應曲面法配合基因演算法最佳化設計可知,對幾何與材料迴歸模 型搜尋所得之最佳參數組合,構裝體之疲勞壽命可提昇為 1594 次。 (d) 藉由混合反應曲法配合基因演算法最佳化設計可知,對混合迴歸模型搜尋 所得之最佳參數組合,構裝體之疲勞壽命亦可提昇為 1594 次。 (e) 藉由基因演算法配合雙反應與混合反應曲面法最佳化設計比較可知,雙反 應曲面法僅需 26 次實驗,而混合反應曲面法所需實驗次數為 49 次,故可知雙反 應曲面法可減少大量實驗次數,並可獲得相同之最佳封裝體之疲勞壽命。 (f)由上述兩反應曲面圖可知,無論考慮交互作用與否,增加銅柱高度減小銅 柱半徑、增大錫球體積、增大底填膠楊氏模數、減小底填膠熱膨脹係數及減小印 刷電路板楊氏模數,可減少錫球所累積應變能密度之平均值,故可知因子間雖有 交互作用存在,但影響性不顯著,不過反應曲面法配合基因演算法最佳化設計之 結果比田口分析佳且準確地獲得精確值。
六、參考文獻
[1] Patra, S. K., Lee, Y. C., 1991, “Quasi -Static Modeling of the Self-Alignment Mechanism in Flip-Chip Soldering-Part I:Single Solder Joint” , Journal of Electronic Packaging, 113, pp. 337-342.
[2] Subbarayan, G., Deshpande, A., 1997, “The Nature of Centroidal Locus in Misaligned Flip-Chip Solder Joints”, Journal of Electronic Packaging, 119, pp. 156-162.
[3] Brakke, K., 1992,“The Surface Evolver” , Experimental Mathematics, 1, No. 2, pp. 141-165.
[4] J. H. Lau and D. W. Rice, 1992, “Thermal Fatigue Life Predictionof Flip Chip Solder Joints by Fracture Mechanics Method”, Advances in Electronic Packaging ASME, pp. 385-392.
[5] J. H. Lau, 1997, “ Flip Chip Technologies” , McGraw-HillCompanies, Inc. New York,.
[6] Zhengfang Qian, Minfu Lu, Wei Ren and Sheng Liu, 1999 ,“Fatigue Life
Prediction of Flip-Chip in Terms of Nonlinear Behaviors of solder and Underfill”, IEEE Electronic Components and Technology conference, pp. 141-148.
[7] Wang, C.H., Holmes, A.S. and Gao, S., 2000, “Laser-assisted Bump Transfer for Flip Chip Assembly”, Proceedings of International Symposium on Electronic Materials and Packaging (EMAP2000), Hong Kong, pp. 86-90.
[8] R.Darveaux,K.Banerji,A. Mawer and G. Dody, 1995, “Reliability of Plastic Ball Grid Array Assembly”, Ball Grid Array Technology, McGmw-Hill, pp. 379-442. [9] R.Darveaux, 1997, “Solder Joint Fatigue Life Model”,Design and Reliability
of Solders and Solder Interconnections, pp. 213-218.
[10] R. R. Tummala, 2001, “Fundamentals of Microsystem Packaging”, McGraw-Hill, ISBN 0-07-137169-9, pp. 401-402.
[11] Gao S, Holmes A.S. 2006,“Thermosonic flip chip interconnection using electroplated copper column arrays”, IEEE TRANSACTIONS ON ADVANCED PACKAGING,Volume: 29, pp. 725-734.
[12] C. Bailey, S. Stoyanov,2004, “Reliability of Flip-Chip Interconnect for Fine Pitch Applications”, IEEE,School of Computing and Mathematical Sciences,University of Greenwich, Old Royal Naval College, London SE10 9LS [13] Lu, H.Bailey, C.,2002,“Computer modelling of the reliability of flip chips with
metal column bumping”, IEEE,pp. 967- 973.
fatigue life prediction models for SnAgCu solder joints”, Proceedings of the 54th Electronic Components and Technology Conference , Las Vegas, Nevada, USA, pp.737-746. [15] 游晶瑩, 2005, “大尺寸面積型態構裝錫球的可靠度分析” , 清華大學動力機 械工程學系博士畢業論文.. [16] 毛昭陽, 2008,“以最佳等效錫球觀念修正子模型分析法進行疊晶球柵陣列構 裝錫球可靠度之最佳化分析”, 成功大學工程科學系博士畢業論文, [17] 萬政憲, 1999 ,“在熱循環作用下錫球結構與配置方式對 PBGA 構裝之可靠 度探討”,成功大學工程科學系碩士畢業論文.
[18] ANSYS Menu, “Modeling and Meshing Guide/ Nonlinear Structural Analysis, ” ANSYS 6.0, 8.3.1.1.1. Plastic Material Options.
[19] John H.Lau, C.P.Wong, John L.Prince, Wataru Nakayama,1998, “Electronic Packaging:Design,Materials,Process,andReliavility”, pp. 235-241. 七、表與圖 表 1 精細構覆晶構裝之元件尺寸參數[16][17][18] 元件 尺寸 晶片 3 x 3 x 0.5 mm 印刷電路板 5 x 5 x 1 mm 銅柱 Hcu = 75.0μm Rcu = 25.0μm Hw = 7.5μm 銅墊 Pad H = 17.0μm Pad R = 25.0μm 無鉛錫球 (Sn4.0Ag0.5Cu) Vs = 8×104μm3 R = 33.20μm H = 43.22μm I/O 數 112 (peripherally) I/O 間距 Pitch =90.0μm
表2 精細構覆晶構裝之元件機械性質與溫度關係[34][16]
表3 SAC405無鉛錫球塑性變形下其應變、應力與溫度的關係表[34] 溫度(K) ε1 ε2 ε3 σ1 (Mpa) σ2 (Mpa) σ3(Mpa)
278 1.40×10-3 4.00×10-3 1.00×10-0 57.4 80 2500 323 1.40×10-3 4.00×10-3 1.00×10-0 53.2 72 1900 表4 SAC405無鉛錫球之拉佛拉-阿瑞尼斯潛變模式係數值[19]
T C C e C C 3 4 2 1sinh 係數 C1 C2 C3 C4 單位 1/Sec 1/MPa - K 參數 277984 0.02447 6.41 6500 註:σ單位採用MPa;T單位採用絕對溫度K 元件 溫度T ( K) 熱膨脹係數 (10-06/°C) 楊氏模數 E ( GPa ) 波松比 ν 印刷電路板 - 18.0 (xy) 52.4 (z) 22.0 0.28 銅柱、銅墊 233 398 17.0 17.0 128.00 121.45 0.35 0.35 無鉛錫球 (Sn4.0Ag0.5Cu) 278 323 20.0 20.0 41.0 38.0 0.38 0.38 晶片 - 2.6 131.0 0.30 底填膠 - 30.0 3.0 0.35表 5 全域粗糙模型各案例之網格分割(Y方向) 全域模型 案例 1 案例 2 案例 3 案例 4 案例 5 晶片 2 3 4 5 6 銅柱 1 2 3 4 5 錫球 9 10 11 12 13 底填膠 10 12 14 16 18 印刷電路板 2 3 5 6 7 元素總數 30020 39320 51351 61245 72657 節點總數 31194 40364 52306 62097 73460 註:底填膠網格為錫球與銅柱之和 表6 全域粗糙模型各案例之最大位移 全域模型 案例 1 案例 2 案例 3 案例 4 案例 5 最大位移 0.016993 0.016691 0.016601 0.016561 0.016538 與案例5的 差% 2.75% 0.93% 0.38% 0.14% - 表7 全域粗糙模型案例三各元件元素個數 全域模型 案例三 晶片 銅柱 錫球 底填膠 印刷 電路板 元素 總數 元素個數 7492 6496 5376 21302 10685 51351 註:錫球元素個數為四分之一構裝 28 顆錫球總和
表 8 陰影雲紋儀量測數據(在低溫 900 秒之最大位移) 試片 1 17um 試片 2 17um 試片 3 16um 試片 4 17um 試片 5 16um 試片 6 16um 試片 7 17um 試片 8 17um 試片 9 17um 試片 10 17um 試片 11 17um 試片 12 16um 試片 13 16um 試片 14 17um 試片 15 17um 試片 16 17um 試片 17 17um 試片 18 17um 試片 19 16um 試片 20 17um 最大值 17um 最小值 16um 平均值 16.7um 表9 局部粗糙模型之等效應變 局部 粗糙模型 案例 I 案例 II 案例 III 案例 IV 案例 V 等效應變 0.059649 0.06012 0.06042 0.06057 0.06067 與案例V差 % 1.68% 0.91% 0.41% 0.16% -
表 10 局部粗糙模型案例 III各元件元素個數 局部粗糙模型 案例 III 晶片 銅柱 錫球 底填膠 印刷 電路板 元素 總數 元素個數 1360 1280 912 960 2448 6960 表11 局部精細模型之範圍區域元素個數 局部精細 模型 範圍 A 範圍 B 範圍 C 範圍 D 範圍 E 上部 晶片最頂 端100% 晶片厚度 80% 晶片厚度 60% 晶片厚度 40% 晶片厚度 20% 下部 電路板最 下端100% 電路板厚 度80% 電路板厚 度60% 電路板厚 度40% 電路板厚 度20% 元素個數 6960 6144 5328 4648 3832 表12 局部精細模型範個範圍之等效應變 局部精細 模型 範圍 A 範圍 B 範圍 C 範圍 D 範圍 E 等效應變 0.06042 0.06042 0.06042 0.060422 0.060461 與範圍(A) 差% - 0.00% 0.00% 0.00% 0.07% 表 13 局部精細模型範圍 E 各元件元素個數 局部精細模型 範圍 E 晶片 銅柱 錫球 底填膠 印刷 電路板 元素 總數 元素個數 272 1280 912 960 408 3832
表14 局部精細模型網格分割情形(Y方向) 局部精細 模型 案例 一 案例 二 案例 三 案例 四 案例 五 晶片Y方向 2 3 4 5 6 錫球Y方向 19 20 21 22 23 銅柱Y方向 5 6 7 8 9 底填膠 Y方向 24 26 28 30 32 電路板 Y方向 3 4 5 6 7 元素總數 16992 19168 21344 23520 25056 節點總數 17982 20226 22470 24714 26301 註:底填膠網格為錫球與銅柱之和 表15 局部精細模型個案例之最大等效應變 局部精細 模型 案例 一 案例 二 案例 三 案例 四 案例 五 等效應變 0.082433 0.083252 0.083495 0.083565 0.083632 與案例五 差% 1.43% 0.45% 0.16% 0.11% — 表 16 局部精細模型案例三各元件元素個數 局部精細模型 範圍 (C) 晶片 銅柱 錫球 底填膠 印刷 電路板 元素 總數 元素個數 2048 6976 5280 4480 2560 21344
圖 1 錫球多線性等項硬化應力與應變關係示意圖
圖 3 多線性等向硬化之表達方式[27]
開始 建立全域粗糙三維分析模型 位移驗證 確認分析模型 實驗建立 雲紋干涉法及 影像擷取系統 指定邊界條件及負載形式 選擇結構分析元素及材料參數 修正模型及相關參數 進行實驗及量測 完成全域粗糙分析模型 求解並取得局部 區域的邊界條件 建立局部精細模型 設定元素類型與材料參數 代入溫度負載 決定分析範圍 進行局部模型收斂性分析 NO
進行最佳化設計 進行單一因子分析 決定重要因子 進行田口實驗 比較與討論 部分因子選出影響較大 的因子 建構反應曲面模型 最佳精細構裝產品 圖 5 整個分析之流程
圖6 奈米技術製程的模板,間距為90μm,孔洞直徑為50μm[33]
圖 7 利用熱超音波將銅柱熱壓在晶片即雷射光束將透明石英板分離之流程 [11]
圖 8 精細覆晶構裝元件組成
圖 9 加入銅柱結構與傳統結構之比較(A)為加入銅柱之精細覆晶錫球結構 (B)為傳統覆晶錫球結構[13]
圖10 四分之一模型之對稱面與座標原點
0.0162 0.0164 0.0166 0.0168 0.017 0.0172 1 2 3 4 5 案例 位 移 值 ( m m ) 圖 12 全域粗糙模型各案例之最大位移 圖 13 全域模型(案例 3)網格情形
1 MN MX X Y Z full_modle 0 .001845 .00369 .005534 .007379 .009224 .011069 .012914 .014758 .016603 MAR 23 2009 15:13:34 NODAL SOLUTION TIME=900 USUM (AVG) RSYS=0 DMX =.016603 SMX =.016603 圖 14 全域粗糙模型(案例 3)低溫 900 秒之位移分佈 圖 15 局部粗糙模型(暫時將底填膠忽略)
0.058 0.0585 0.059 0.0595 0.06 0.0605 0.061 0.0615 0.062 I II III IV V 圖 16 局部粗糙模型網格分割之等效應變收斂情形 圖 17 局部粗糙模型案例 III 網格情形(暫時將底填膠忽略)
圖 18 五組不同分析範圍之局部精細模型 局 部 精 細 範 圍 收 斂 0.06037 0.06039 0.06041 0.06043 0.06045 0.06047 0.06049 A B C D E 範 圍
等效應變
圖 19 局部精細模型範圍等效應變收斂情形圖 20 局部精細模型平面方向網格變化 0.081 0.0815 0.082 0.0825 0.083 0.0835 0.084 0.0845 0.085 一 二 三 四 五 圖 21 局部精細模型網格切割之等效應變收斂情形
圖 22 局部精細模型案例三
圖 24 局部精細模型案例三在低溫 900 秒之等效應變分佈
國科會補助計畫衍生研發成果推廣資料表
日期:2012/09/13國科會補助計畫
計畫名稱: DCA晶片直接接合封裝體疲勞壽命最佳化設計之研究 計畫主持人: 陳榮盛 計畫編號: 100-2221-E-006-080- 學門領域: 應力應變與成型無研發成果推廣資料
100 年度專題研究計畫研究成果彙整表
計畫主持人:陳榮盛 計畫編號: 100-2221-E-006-080-計畫名稱:DCA 晶片直接接合封裝體疲勞壽命最佳化設計之研究 量化 成果項目 實際已達成 數(被接受 或已發表) 預期總達成 數(含實際已 達成數) 本計畫實 際貢獻百 分比 單位 備 註 ( 質 化 說 明:如 數 個 計 畫 共 同 成 果、成 果 列 為 該 期 刊 之 封 面 故 事 ... 等) 期刊論文 0 0 100% 研究報告/技術報告 0 0 100% 研討會論文 0 0 100% 篇 論文著作 專書 0 0 100% 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 0 0 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國內 參與計畫人力 (本國籍) 專任助理 0 0 100% 人次 期刊論文 0 0 100% 研究報告/技術報告 0 0 100% 研討會論文 0 0 100% 篇 論文著作 專書 0 0 100% 章/本 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 0 0 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國外 參與計畫人力 (外國籍) 專任助理 0 0 100% 人次其他成果


![圖 2 多線性等項硬化圖[27]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9000283.286141/25.892.155.716.136.459/圖2多線性等項硬化圖27.webp)
![圖 3 多線性等向硬化之表達方式[27]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9000283.286141/26.892.147.746.181.327/圖3多線性等向硬化之表達方式27.webp)
![圖 7 利用熱超音波將銅柱熱壓在晶片即雷射光束將透明石英板分離之流程 [11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9000283.286141/29.892.178.746.129.356/利用熱超音波將銅柱熱壓在晶片即雷射光束將透明石英板分離之流程.webp)