doi:10.6342/NTU201600775
國立臺灣大學工學院機械工程學系 碩士論文
Department of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
飛機複合材料零件於熱壓爐成型之熱傳模擬分析 Simulation of Heat Transfer in the Autoclave Forming
Process of Aircraft Composite Parts
謝閔軒
Min-Hsuan Hsieh
指導教授:陳復國 博士 Advisor: Fuh-Kuo Chen, Ph.D.
中華民國 105 年 7 月
July 2016
doi:10.6342/NTU201600775
doi:10.6342/NTU201600775
誌謝
兩年碩士生涯好快就告一段落了,若是沒有意外,這應該會是人 生中最後的求學階段,這也意味著即將脫離學生身分,將要踏入社會 歷練。首先非常感謝指導教授陳復國老師,老師常常分享很多他的人 生經驗,並告訴我們其中的道理,希望我們不只是會做研究,也要學 習待人處世的道理。此外感謝台灣大學孫珍理教授、交通大學洪景華 教授以及高雄應用科技大學林恆勝教授,於論文口試中提出許多問題 與改善的方法,使本論文能夠更加完整。
在研究期間,感謝林信良與洪梓豪兩位博士班學長的幫助,在我 遇到問題時提供他們的想法給我參考,使我可以關關難過關關過。特 別感謝執行同計畫的李念庭學姐,在研究前期已經將軟體摸熟,使得 我在後續研究上能夠順利進行下去,同時也謝謝林秉勳學弟時常跟我 一起討論研究的方向,讓我能夠從另外一個方向去進行思考。另外也 非常感謝一起在實驗室努力了兩年的同學陳梓維、洪昇皇與吳昇穎的 陪伴,感謝你們讓我愉快的度過這段時光,也感謝學弟黃浩維、姚順 偉、林翔陽、王承緯共同分擔實驗室事務。最後感謝家人、女朋友以 及同學的默默支持與關心,讓我可以專心完成學業。
謝閔軒 謹致於台灣大學 中華民國 105 年 7 月
doi:10.6342/NTU201600775
摘要
纖維複合材料因其優異的機械性質和質量輕等特性,已經逐漸取 代傳統金屬材料而被大量使用在飛機主要結構、內裝與引擎外罩等部 位,許多現代的大型客機之複合材料使用比例已超過 50%,也就是說 複合材料已經成為了現代飛機零件中主要使用的材料。而在航太工業 中常見的複合材料零件製造係採用熱壓爐成型製程,此製程可以穩定 產出品質較好且形狀複雜之飛機零件,符合了航太工業高品質要求,
但是因為製程時間長且需要花費大量的人力進行檢測,藉由不斷的測 試方能找出穩定生產的方式,故本論文希望能透過電腦輔助工程減少 測試次數以及縮短製程時間,達到節省零件製造成本的目的。
本論文首先建立了熱壓爐模型與邊界條件,並且將通風口所測量 到的流速結果代入模擬中,在忽略放置模具架子與複合材料的情形下 進行單一模具不包含複材之熱壓爐成型熱傳 CAE 分析,接著將模擬 與實驗結果進行驗證,比對結果發現模擬結果與實驗有相同的升溫趨 勢,且模具前、中、後段的升溫效果也與實驗結果接近,驗證結果顯 示此組熱壓爐 CAE 模型能夠完整模擬實際熱壓爐成型中之模具升溫 情形。
由於複合材料以非常多材料所組合而成,造成了幾何形狀非常複 雜且厚度差異非常大,導致複合材料模型與材料參數的建立需要花費
doi:10.6342/NTU201600775
大量時間,故本論文建立了等效複合材料分析模型,採取等厚度的等 效複合材料模型,分別討論複合材料之等效熱傳導係數、等效比熱與 等效密度共三種關鍵係數之建立方式。最後以此等效複合材料模型在 不考慮樹脂成化所產生的放熱反應下進行 CAE 模擬分析,並針對模 具、複合材料和蜂巢共三種位置之測量點分別進行實驗驗證,驗證結 果發現以此 CAE 分析模型所預測到達成化溫度之平均時間誤差小於 10%,顯示本論文所建立之 CAE 分析模型已具實務應用之價值。
關鍵字:計算流體力學、熱壓爐製程、纖維複合材料、樹脂成化、有 限元素法
doi:10.6342/NTU201600775
Abstract
Fiber-reinforced composite has gradually replaced the traditional material, such as metallic material, to be used in aircraft structure, interior and nacelle due to its excellent mechanical properties and light-weight.
Nowadays, the percentage of fiber-reinforced composite used in airliner has over 50%. In other words, fiber-reinforced composite has become the main material for manufacturing modern aircraft parts. In the aerospace industry, autoclave forming process is commonly adopted for the manufacture of composite parts. This process can stably produce high quality and complex shape parts. Although autoclave forming process can reach the standard of aerospace, it spends a lot of time for trial and error to search for a steady way to produce parts. Therefore, in this thesis efforts were endeavored to reduce the lead time and save the production cost for the autoclave forming process with the use of the finite element analysis.
This thesis first establishes the finite element model which can simulate both the air flow and the heat transfer presented in the autoclave forming process. The air flow speeds at different locations around the circumference of the autoclave inlet were measured and used as the initial air flow speeds for the simulation model. A measured temperature at the autoclave inlet was also used as an input data. The finite element simulations were then performed for a simplified model in which the composite layers were not considered. The heating efficiency is represented by the temperature evolution of the die surface at various locations during the heating process and a fast heating rate was
doi:10.6342/NTU201600775
anticipated. The temperature evolution of the die surface at various locations obtained from the finite element simulations and measured from the actual autoclave forming process was compared. The comparison reveals that the heating paths resulted from the simulation results and the measured data agree with each other in trend and the quantitative difference is within an acceptable range. It confirms that established finite element model with the specified initial and boundary conditions is capable of predicting the heat transfer during the autoclave process.
In addition, this thesis also builds an equivalent material model for the composite in order to decrease the computation time that strongly depends on the complex geometry and the various thicknesses of the composite layers. The equivalent material model considers the composite layers having an equal thickness with the honey-cone structure built in.
The equivalent thermal properties such as the thermal conductivity, specific heat and density were also determined by experiments performed and the theoretical derivations . With the equivalent material properties of the composite layers applied to the simulation model aforementioned, the temperature evolution of the die surface at various locations obtained from the finite element simulations differs from that measured from the actual autoclave forming process only within a range of 10%.
Keywords: CFD, autoclave forming process, fiber-reinforced composite, epoxy curing, finite element analysis.
doi:10.6342/NTU201600775
I
目錄
目錄 ... I 圖目錄 ... IV 表目錄 ... VIII
第一章 緒論... 1
1.1 背景與目的 ... 2
1.2 研究方法與步驟 ... 4
1.3 文獻回顧 ... 6
1.4 論文總覽 ... 9
第二章 熱壓爐成型介紹 ... 11
2.1 熱壓爐製程介紹 ... 11
2.1.1 預浸材的準備 ... 12
2.1.2 模具準備 ... 14
2.1.3 疊貼 ... 15
2.1.4 進爐成化 ... 16
2.2 熱壓爐簡介 ... 19
2.3 熱壓爐成型量測實驗介紹 ... 21
2.4 有限元素軟體 FLUENT 介紹 ... 25
2.5 材料性質 ... 26
2.5.1 固體材料性質 ... 26
2.5.2 流體材料性質 ... 27
doi:10.6342/NTU201600775
II
第三章 初始熱壓爐模型與邊界條件建立 ... 29
3.1 初步模型建立 ... 29
3.1.1 模具模型建立 ... 32
3.1.2 初始熱壓爐分析模型建立 ... 34
3.1.3 模擬時間探討 ... 38
3.1.4 第一版熱壓爐邊界條件 ... 40
3.2 第一版模擬結果與實驗驗證 ... 41
3.3 進風口邊界條件探討 ... 44
3.4 第二版模擬結果與實驗驗證 ... 45
3.5 小結 ... 47
第四章 改良熱壓爐模型與邊界條件建立 ... 50
4.1 改良熱壓爐模型建立 ... 50
4.2 改良熱壓爐邊界條件 ... 53
4.3 第三版熱壓爐空爐狀態模擬 ... 54
4.4 第三版模擬結果與實驗驗證 ... 55
4.5 通風口邊界條件探討 ... 58
4.6 第四版模擬結果與實驗驗證 ... 60
4.7 小結 ... 63
第五章 熱壓爐加熱單一模具與複合材料之分析 ... 65
5.1 等效複合材料模型建立 ... 65
5.1.1 複合材料介紹 ... 66
5.1.2 複合材料模型建立 ... 68
5.2 複合材料等效熱傳係數建立 ... 69
doi:10.6342/NTU201600775
III
5.2.1 等效熱傳導係數 ... 70
5.2.2 等效密度 ... 76
5.2.3 等效比熱 ... 77
5.3 模具與複合材料熱傳分析結果討論與實驗驗證 ... 78
5.4 小結 ... 85
第六章 結論... 86
參考文獻 ... 88
doi:10.6342/NTU201600775
IV
圖目錄
圖 1.1 波音 787 複合材料使用狀況[27] ... 2
圖 1.2 研究流程圖 ... 5
圖 1.3 熱壓爐內部熱傳機制[12] ... 8
圖 2.1 熱壓爐製程之流程圖[18] ... 12
圖 2.2 預浸材製造流程[18] ... 13
圖 2.3 完成之預浸材[18] ... 13
圖 2.4 航太複材成型模具 ... 14
圖 2.5 平面組與曲面組之模具 ... 15
圖 2.6 封袋完成的複合材料示意圖[18] ... 16
圖 2.7 模具進爐準備成化 ... 17
圖 2.8 成化曲線 ... 17
圖 2.9 廠商監控點溫度測量報告 ... 18
圖 2.10 廠商要求之成化曲線規範 ... 18
圖 2.11 廠商量測之最快與最慢到達成化溫度時間差 ... 19
圖 2.12 熱壓爐... 20
圖 2.13 熱壓爐結構與運轉機制 ... 20
圖 2.14 合作廠商放置模面測量點之位置示意圖 ... 22
圖 2.15 合作廠商放置複合材料測量點之位置示意圖 ... 22
圖 2.16 合作廠商放置複材內部測量點位置示意圖 ... 23
圖 2.17 實驗成化曲線 ... 23
圖 2.18 最快測量點位置 ... 24
圖 2.19 最慢測量點位置 ... 24
圖 2.20 最快點與最慢點溫度-時間圖 ... 25
doi:10.6342/NTU201600775
V
圖 2.21 流體材料卡設定 ... 28
圖 3.1 FLUENT 軟體檢查網格 ... 30
圖 3.2 ICEM 檢查網格面板 ... 31
圖 3.3 ICEM 網格檢查結果顯示 ... 31
圖 3.4 ICEM 之 Aspect ratio 相對四面體示意圖 ... 32
圖 3.5 本論文之模具 ... 33
圖 3.6 熱壓爐架子 ... 33
圖 3.7 模具於爐內之位置 ... 34
圖 3.8 模具分析模型 ... 34
圖 3.9 合作廠商提供之 OLMAR 熱壓爐規格 ... 35
圖 3.10 熱壓爐初始模型 ... 36
圖 3.11 邊界層網格 ... 36
圖 3.12 流體網格加密 ... 37
圖 3.13 流體區域網格 ... 37
圖 3.14 模擬與實驗之溫度-時間圖 ... 39
圖 3.15 施加進風口之溫度-時間圖 ... 40
圖 3.16 第一版邊界條件示意圖 ... 40
圖 3.17 模擬與實驗比較之測量點位置 ... 41
圖 3.18 第一版之第 70 分鐘模具溫度分布圖 ... 42
圖 3.19 第一版之第 101 分鐘模具溫度分布圖 ... 43
圖 3.20 第一版實驗與模擬測量點到達成化溫度時間比較 ... 43
圖 3.21 不同高度所測得之流速值[16] ... 44
圖 3.22 進風口隨高度變化之模擬設定 ... 45
圖 3.23 第二版之第 70 分鐘模具溫度分布圖 ... 46
doi:10.6342/NTU201600775
VI
圖 3.24 第二版之第 101 分鐘模具溫度分布圖 ... 46
圖 3.25 OLMAR 熱壓爐廠商之 CFD 分析結果 ... 48
圖 3.26 第一版之流速圖 ... 48
圖 3.27 第二版之流速圖 ... 49
圖 4.1 爐門內部曲面造型 ... 51
圖 4.2 改良熱壓爐模型 ... 51
圖 4.3 流體網格加密區域 ... 52
圖 4.4 改良熱壓爐之流體網格 ... 52
圖 4.5 第三版邊界條件示意圖 ... 53
圖 4.6 第三版空爐流場情形 ... 54
圖 4.7 第三版第 70 分鐘模具溫度分布圖 ... 56
圖 4.8 第三版第 101 分鐘模具溫度分布圖 ... 56
圖 4.9 第三版實驗與模擬測量點到達成化溫度時間比較 ... 57
圖 4.10 第三版爐內流場情形 ... 57
圖 4.11 廠商協助測量熱壓爐通風口之流速結果 ... 59
圖 4.12 進風口劃分與模擬設定 ... 59
圖 4.13 第四版第 70 分鐘模具溫度分布圖 ... 61
圖 4.14 第四版第 101 分鐘模具溫度分布圖 ... 61
圖 4.15 第四版實驗與模擬測量點到達成化溫度時間比較 ... 62
圖 4.16 第四版爐內流場情形 ... 62
圖 4.17 第三版爐體中央 XY 截面流場情形 ... 64
圖 4.18 第四版爐體中央 XY 截面流場情形 ... 64
圖 5.1 蜂巢結構 ... 66
圖 5.2 複合材料組成圖 ... 67
doi:10.6342/NTU201600775
VII
圖 5.3 本論文之複合材料模型 ... 67
圖 5.4 等厚複合材料與含有蜂巢結構模型 ... 68
圖 5.5 等厚複合材料網格示意圖 ... 69
圖 5.6 工研院提供之介面材料熱阻與熱傳導係數量測裝置 ... 72
圖 5.7 工研院所使用的量測試片 ... 72
圖 5.8 工研院量測裝置細部圖及實驗原理說明 ... 73
圖 5.9 工研院提供 model A 複合材料等效熱傳導係數計算 ... 75
圖 5.10 工研院提供 model B 複合材料等效熱傳導係數計算 ... 75
圖 5.11 厚度修正之複合材料等效熱傳導係數 ... 76
圖 5.12 模具與複材之爐內位置 ... 79
圖 5.13 靠近熱風處之複合材料測量點 ... 80
圖 5.14 靠近模具處之複合材料測量點與蜂巢測量點 ... 80
圖 5.15 第 70 分鐘有蜂巢之複合材料與模具升溫狀況 ... 82
圖 5.16 第 101 分鐘有蜂巢之複合材料與模具升溫狀況 ... 82
圖 5.17 有蜂巢之複合材料最快升溫點成化曲線圖 ... 83
圖 5.18 有蜂巢之複合材料最慢升溫點成化曲線圖 ... 83
圖 5.19 模具測量點到達成化溫度時間之實驗與模擬比較 ... 84
圖 5.20 複材測量點到達成化溫度時間之實驗與模擬比較 ... 84
圖 5.21 複材與蜂巢測量點到達成化溫度時間之實驗與模擬比較 .... 85
doi:10.6342/NTU201600775
VIII
表目錄
表 2-1 模具材料性質 ... 26
表 3-1 步長設定之影響 ... 39
表 5-1 工研院實驗量測結果 ... 74
表 5-2 材料密度與厚度 ... 77
表 5-3 材料比熱 ... 78
doi:10.6342/NTU201600775
1
第1章
第一章 緒論
複合材料為結合兩種或兩種以上的不同材料,使複合材料比個別 材料有更好的特性。早期複合材料製造成本高,僅能運用在航太與國 防等尖端科技,但隨著製造技術的進步,使得複合材料成本降低與品 質更好,複合材料已逐漸應用於民生工業,如汽車產業、風力發電、
運動器材和電子材料等工業。複合材料一般來說由基材(Matrix)與補 強材料(Reinforcement)所組成,而常用的基材有金屬、陶瓷和高分子 材料三種,根據需求分別用於不同工業,補強材料最常見的為纖維材 料,如碳纖維和玻璃纖維等,根據需求可以製造出不同複合材料的結 構體,如疊層板、三明治結構等。
複合材料具有高強度、高韌性、質量輕、耐腐蝕、耐磨耗等特性,
以逐漸大量取代傳統的金屬材料。文獻統計,前三大成長最快的複合 材料產業為汽車、航太與綠能產業,政府近日所主導的國防自主政 策,希望透過此政策帶動國內航空產業發展,目前國內廠商也獲得不 少國內外航空品質系統與產品認證,並與多家世界知名大廠如奇異、
波音、空中巴士等有長期合作關係,另外複合材料更是我國二十一世 紀支持的十大重點新興產業,因此複合材料之設計、製造、修補技術 將是發展重點。
doi:10.6342/NTU201600775
2
1.1 背景與目的
早期飛機為了減輕重量,主要使用材料為鋁合金,但是隨著碳纖 維技術進步,使碳纖維複合材料表現出優異的機械性質且價格合理,
隨著技術成熟複合材料已能大量使用在飛機主要結構件上,近年來複 合材料應用在飛機上的比例更是將近一半的比例,其中大量使用複合 材料於機體結構及引擎外罩,圖 1.1。
圖 1.1 波音 787 複合材料使用狀況[27]
大型客機近年來主要強調安全性、經濟性、舒適性及環保性,在 相同設計要求下,複合材料應用於飛機零件不但可以減輕 25%機身重 量,且複合材料可以根據不同的製程生產出複雜曲度的零件,一個複 合材料零件可取代數十個以扣件接合之金屬組合件,如波音 787 採用 複合材料後減少了 15000 片鋁板和 50000 個扣件,零件的減少也就相
doi:10.6342/NTU201600775
3
對 減 輕 飛機 重量。 航 太 複合 材料常 用 的 製造 方法 為 熱 壓 爐成 型 (Autoclave process),將複合材料貼在模面上後,將模具連同複合材料 一同送進熱壓爐中進行高溫高壓成型,使複合材料中的樹脂產生成化 反應轉換成固體,然後與纖維材料緊密結合,進而得到高品質與低空 隙率的複合材料零件。
隨著電腦科技的發展,現代的產品設計已經大量使用電腦輔助工 程(Computer-Aided Engineering)之分析結果來提供使用者初步的設計 概念,電腦輔助工程分析不但可以縮短產品開發的時間,更可以在產 品設計階段即可判斷結構設計缺陷並給予修正改善,節省產品開發的 成本。為了得到成化後品質較好之複合材料,進行熱壓爐成型時,複 合材料中最快與最慢到達成化溫度之時間差最大不可超過 30 分鐘,
在製程中要使複合材料達到標準,往往都需要耗費大量人力與時間反 覆進行進爐成化直到通過測試,又因熱壓爐成型時間長,通常時間為 數小時,造成能源巨大的損耗,故希望透過 CAE 之分析結果進行模 具的設計以及模具在爐子擺放最佳位置等等參數,提供使用者進行初 步參考,藉此減少測試次數和成化時間,達到省時省力的效果。
本論文研究目標為將電腦輔助工程(CAE)應用於航太複合材料 常見的熱壓爐成型,主要目標為建立一套複合材料成形模具之 CAE 熱傳分析最佳化模式,並透過對於實際製程之瞭解,合理的簡化模型 並找出最佳的分析模式,以提高模擬之準確性,最後根據實際試驗結 果與分析模擬結果進行驗證。
doi:10.6342/NTU201600775
4
1.2 研究方法與步驟
本論文先針對航太熱壓爐製程做一系列的介紹,透過從一開始複 合材料的進爐成化前的準備到複合材料開始進爐後的加熱加壓過程 進行詳細了解,藉此找出模擬熱壓爐成型中的最適當邊界條件以及簡 化的方法,並且引入計算流體力學(Computational Fluid Dynamic)之數 值分析方法,計算流體力學是在 21 世紀流體力學相當重要的技術,
是利用數值方法在計算機中對流體力學的控制方程式進行求解,進而 預測流場的流動,可以解決 3D 複雜流場、多相流和流固耦合等複雜 的問題,目前有多種商業 CFD 軟體,如 FLUENT、PHOENICS、CFX 等,本論文將使用 FLUENT 軟體進行分析。
航太之熱壓爐成型中,熱壓爐扮演非常重要的角色,影響爐體內 部加熱均勻性的因素非常多,例如風扇的設計、加熱器的功率、進風 口與出風口的設計、熱壓爐門的曲率、放置模具的架子等,但由於熱 壓爐廠商無法提供風扇與加熱器之模型,造成無法完整模擬爐體運轉 狀況,故本論文首先針對熱壓爐數值分析方面蒐集國內外相關文獻,
將文獻進行整理,根據文獻與廠商建議方式進行初始熱壓爐體模型建 立與邊界條件設定,進行單一模具無複材熱壓爐成型之熱傳分析,並 將模擬結果與實驗結果進行比較,若是初始模型與邊界條件能夠準確 預測模具升溫情形,就能將此分析加入複合材料模型進行新的分析,
反之則是重新建立新的熱壓爐模型與邊界條件到能夠準確預測模具 升溫為止。
由於複合材料可根據需求進行不同的組合,導致複合材料的幾何 比模具相對複雜許多,且不同複合材料的熱傳特性之差異也非常顯
doi:10.6342/NTU201600775
5
著,將探討複合材料簡化方式,以及工研院所協助測量整理的複合材 料之等效熱傳係數代入模擬後,再進行單一模具加上複合材料熱壓爐 成型之熱傳分析,同樣也將模擬結果與實驗值相互比較且進行探討,
最後將歸納出航太複合材料熱壓爐成型最佳化分析,使後人能夠依據 此分析流程,讓所有的熱壓爐成型之分析速度變快,本論文之研究方 法與流程架構如圖 1.2。
圖 1.2 研究流程圖
doi:10.6342/NTU201600775
6
1.3 文獻回顧
近年來複合材料已經大量運用在許多工業領域上,尤其近期飛機 主要結構件已經使用大量複合材料取代傳統金屬材料,使得複合材料 朝向越來越厚的零件發展,航太領域對於複合材料要求的精度甚高,
影響複合材料品質有許多,影響最劇烈的因素為加熱之均勻性,若是 加熱不均勻將導致材料熱膨脹不均勻而產生變形,且樹脂到達成化溫 度後會產生化學反應由液體轉化成固體造成體積改變,尤其當複合材 料厚度變厚時,材料內部過度加熱的現象會更明顯,所以已有大量的 文獻研究複合材料的熱傳機制與熱壓爐製程之加熱機制。
在複合材料部分,Heisler[1]探討在等溫且對稱之熱對流邊界條件 下,平板一維暫態熱傳導之現象,並提出了 Heisler 熱分佈曲線。Loos 和 Springer[2]利用有限差分法建立一維模型,探討平板之成化現象。
Bogetti 和 Gillespie[3]建立了二維的複合材料分析,提出了可以預測 任意斷面之幾何形狀的溫度分佈與成化程度的分佈,而 Park 和 Lee[4]
以有限元素法建立二維模型,他們計算了複合材料厚度方向的溫度分 佈以及包含了芯材的溫度分佈。Magali[5]著重了解複合材料與模具熱 傳導機制,測量複合材料厚度方向與平面之不同熱傳導係數,並提出 模型與三維溫度場實驗測量進行比對。Blest 等人[6]研究複合材料內 部樹脂流動與熱傳,他們提出模型進行模擬並與已知的實驗數據進行 比較。Kim 和 Lee[7]提出可以改善複合材料內部過熱現象,透過改變 傳統的熱壓爐成化曲線,根據此成化曲線建立模擬與實驗比較,Joven 等人[8]量測了不同編織方法的碳纖維材料之熱傳係數,同時也測量
doi:10.6342/NTU201600775
7
了離型劑的熱傳導係數,測量發現是碳纖維的三分之一,所以離型劑 阻隔了複合材料與模具表面的傳熱。
Pillai 等人[9]利用數值分析找出最佳成化製程,並將得到之最佳 化參數實際應用於熱壓爐控制器當中。ANTONUCCI 等人[10]在忽略 模面與複材間的熱交換提出兩種參數影響複材升溫的參數,第一個參 數決定了流體帶了多少能量給複合材料,而第二個參數決定了複合材 料內部放熱反應的關聯性。Upadhya 等人[11]詳細介紹了熱壓爐內部 運作情形,如加壓系統、加熱系統等,並提出未來航太熱壓爐製程所 遇到的挑戰。Xie 等人[12]指出模面均溫性對於複合材料品質有很大 的影響,建立了模具在熱壓爐進行成化之模擬,以此模擬討論不同組 合的成化溫度曲線對於模面均溫性的影響。Maffezzoli 和 Grieco[13]
指出影響熱壓爐製程最主要因素為流體溫度,而他們提出新的方法可 以安排不同模具於不同位置,縮短成化時間。Liebers 等人[14]建立了 名為 Masterbox 的動態熱壓爐控制器。Dumont 等人[15]透過模擬熱壓 爐製程之擺放模具於不同位置,可以透過模擬結果去改善實際製程零 件的品質與縮短製程時間。Kluge 等人[16]~[17]透過實際實驗研究熱 壓爐,發現熱壓爐體內部流速是會隨著高度產生變化,距離底部越高 會有越慢的現象,並且也探討了升溫率以及爐內壓力對於模具溫度分 布的影響,同時也將所測得的實驗數據應用於模擬中,進行模具溫度 分布的預測,發現了熱輻射對於模具升溫的效應是不可忽略的,最後 他們也提出更詳細的流速測量以及精準的揣流模型將會提升模擬準 確度。
doi:10.6342/NTU201600775
8
從上述文獻資料統整得知,複合材料三維熱傳導問題大多是利用 數值分析進行研究,隨著計算機的進步,現今以能使用數值分析進行 模擬內部情況複雜的熱壓爐製程,並且可以透過分析,提升複合材料 品質與縮短熱壓爐製程之時間,而上述之優點則是建立於熱壓爐對於 複合材料加熱的效果改善,影響複合材料升溫狀況有成化溫度曲線、
複合材料內部樹脂成化放熱反應、模面溫度等,如圖 1.3。
圖 1.3 熱壓爐內部熱傳機制[12]
doi:10.6342/NTU201600775
9
1.4 論文總覽
本論文分為六章,以下依照章節依序簡述本論文之內容:
第一章為緒論。介紹複合材料目前趨勢以及複合材料對於飛機零 件的重要性,同時也說明了數值分析應用於航太熱壓爐製程之優點,
最後蒐集與本論文相關之文獻,研究熱壓爐整體內部情形,並且建立 本論文之架構與步驟。
第二章為熱壓爐製程介紹。本章將熱壓爐成型的過程進行詳細的 介紹,透過對製程的詳細了解提供了後續章節在模擬的分析模型建立 與邊界條件設定,同時也要介紹熱壓爐成型量測實驗介紹,使後續章 節可以使用此實驗結果與模擬結果進行比較。
第三章將建立初始熱壓爐模型與邊界條件。本章將模擬熱壓爐成 型,並在簡化熱壓爐架子與複合材料的情形下,以及合作廠商所建議 的邊界條件下進行單一模具不包含熱壓爐成型之熱傳分析,將模擬分 析結果與實驗結果進行比較,結果發現模擬與實驗結果誤差太大,接 著參考文獻進行新邊界條件設定,但對於模擬結果改變不大,最後發 現熱壓爐原廠於網站上所提供之模擬空爐爐內流場之後處理結果,將 它與模擬結果比對發現差異太大,也就是說初始熱壓爐模型與邊界條 件過於簡單,無法完整模擬熱壓爐內部實際情形。
第四章為第三章之延續,將前面探討出的問題進行改良熱壓爐模 型與邊界條件。將改良熱壓爐模型與邊界條件進行空爐分析,將模擬 結果與原廠進行比較,最後發現改良後的熱壓爐模型與進風口使用實 驗數據進行設定較能反應真實熱壓爐內部流場情形,最後再將此熱壓 爐模型與邊界條件進行單一模具不包含熱壓爐成型之熱傳分析,與實
doi:10.6342/NTU201600775
10
驗結果對照後發現此組邊界條件較接近實際升溫情形。
第五章為熱壓爐加熱模具包含複合材料之研究。本章建立了等效 複合材料模型,同時也探討複合材料之等效材料參數的建立,在忽略 樹脂成化放熱反應的情況下,進行模擬熱壓爐加熱單一模具加上等效 複合材料之分析,並與實際實驗所得之實驗值進行比對,檢視等效複 合材料與材料參數建立之方法。
第六章為結論,整理本論文中所得到的成果。
doi:10.6342/NTU201600775
11
第2章
第二章 熱壓爐成型介紹
複合材料種類眾多,不同的複合材料結構又有不同的製造方法,
而疊層結構與三明治結構是航太零件常見的兩個複合材料結構,其中 製程非常多樣化,如熱壓成型、熱壓爐成型、濕積成型、樹脂轉注成 形、繞線成型等,前兩種成型法採用複合材料貼在模具上進行加壓加 熱成型,這種成型法工件品質佳,此種成型法能夠滿足航太零件高品 質要求,故航太常見製程為熱壓爐成型。
2.1 熱壓爐製程介紹
在航太工程中熱壓爐成型已廣泛應用於製造飛機複合材料零 件,熱壓爐成型是一種使用模具成形的製造方式,這種製造方式可產 生高品質的零件,但是這種方法需要耗費大量時間、人力和能源,而 通常這種製程有以下主要流程:
a. 預浸材的準備。
b. 模具的準備。
c. 切割預浸材,並根據零件需求將預浸材疊貼於模面上。
d. 完成疊貼的零件進行封袋連同模具一起送進熱壓爐進行成化。
e. 完成零件成化後,將複合材料零件從模具上移除。
後面小節將針對每一個流程進行詳細的介紹,熱壓爐製程之整體 流程如圖 2.1 所示。
doi:10.6342/NTU201600775
12
圖 2.1 熱壓爐製程之流程圖[18]
2.1.1 預浸材的準備
將乾燥的纖維泡入樹脂槽後,將混有樹脂的纖維進行加熱,目的 是為了讓樹脂液體轉化到特定的成化狀態,使得樹脂具有相當的黏性 可以維持纖維呈現平板的狀態,此時的狀態就稱之為預浸材,最後將 預浸材兩面覆蓋一層膜後即可以捲成圓柱狀進行儲存以及運送,如圖 2.3,而預浸材是常見的商業產品,通常廠商會提供特定的儲存溫度 以及最大保存期限,預浸材流程可由圖 2.2 所示。
doi:10.6342/NTU201600775
13
圖 2.2 預浸材製造流程[18]
圖 2.3 完成之預浸材[18]
doi:10.6342/NTU201600775
14
2.1.2 模具準備
在熱壓爐成型製程中,複合材料在高壓下緊貼模具表面形狀進行 成型,所以模具的大小會根據材料的大小決定,熱壓爐製程一般都在 溫度 180 ℃以及壓力 600 kPa 的條件下進行成化數幾個小時,所以選 用的模具材料必須要能夠承受此環境條件,另外還必須考量模具成 本、重量、強度、加工性、熱膨脹、熱傳導等其他材料性質,一般熱 壓爐製程常見的模具材料為金屬材料,如鋁、鐵、鎳合金(Invar)等,
其中鎳合金因為它的熱膨脹係數較接近複合材料的熱膨脹係數,但因 為材料較貴所以用於生產精度要求較高的複合材料零件,模具大多由 模面以及肋條所構成的支撐結構組成,根據模面形狀又可分為平面組 與曲面組,如圖 2.4 和圖 2.5。
圖 2.4 航太複材成型模具
doi:10.6342/NTU201600775
15
圖 2.5 平面組與曲面組之模具
2.1.3 疊貼
從冷凍庫中儲存的預浸材取出至環控室進行退冰至室溫,將整卷 的材料裁切成片狀,再將片裝材料裁切成適當外型及尺寸,在疊貼之 前需要對模具表面進行處理,清潔表面以及施加離型劑或離型膜,目 的為維持好的模具表面以及讓複合材料能夠順利脫離模具,根據施工 文件並參考模具上定位線或輔助定位工具將預浸材第一層、第二層疊 貼至最後一層,而疊貼過程中每 3 層到 5 層會進行 5~15 分鐘的層間 抽氣,以確保層與層之間緊密貼在一起,最後再進行封袋並將內部抽 氣使其呈現真空狀態,讓真空袋完全接觸零件,就可以準備送至熱壓 爐前進行成化,完成疊貼流程後的複合材料如圖 2.6 所示。
doi:10.6342/NTU201600775
16
圖 2.6 封袋完成的複合材料示意圖[18]
2.1.4 進爐成化
將疊貼完成的零件與模具移出環控室,模具根據需求擺放對應位 置的熱壓爐架子上,將架子移入熱壓爐內,接著連接壓力管線至模具 上的真空閥以及將模具上所安裝的熱電偶接入爐壁上的插座進行溫 度監測,確認所有管線安裝完成後即可關上爐門準備進行成化,如圖 2.7,根據施工文件所給予的成化曲線進行高溫高壓製程,一般成化 溫度分別為 120 ℃(250 ℉)跟 177 ℃(350 ℉)兩種,而成化曲線可 由三個階段所構成,加熱階段、保溫階段與降溫階段組合而成,如圖 2.8。
doi:10.6342/NTU201600775
17
圖 2.7 模具進爐準備成化
圖 2.8 成化曲線
doi:10.6342/NTU201600775
18
最後將成化完成的零件移出熱壓爐後,從模具上移除進行檢視,
同時也檢查每個溫度測量點的報告,如圖 2.9 所示。檢測標準有升溫 情形、保溫時間和降溫情形不可超過廠商所規定之範圍和最快到達成 化溫度與最慢到達成化溫度之測量點時間差不可大於 30 分鐘,如圖 2.10 與圖 2.11。
圖 2.9 廠商監控點溫度測量報告
圖 2.10 廠商要求之成化曲線規範
doi:10.6342/NTU201600775
19
圖 2.11 廠商量測之最快與最慢到達成化溫度時間差
2.2 熱壓爐簡介
熱壓爐的外型就像是一個大型的圓柱體容器,它可以在內部提供 高壓高熱的環境,由於航太複合材料零件都非常的大件,因此航太用 的熱壓爐必須大到內部可以裝載複合材料零件,而航太複合材料零件 一般都需要加熱至 175 ℃和 600 kPa(80 psi)的壓力,所以熱壓爐也必 須要有承受這種負載的能力,一般而言使用熱壓爐有兩個主要的優 點,一是因為熱壓爐可以生產範圍非常廣的複合材料零件,只要成化 溫度與壓力在熱壓爐能夠提供的範圍內即可,而另一個優點則是熱壓 爐提供壓力於複合材料上使其緊貼模面產生各式各樣不同的零件形 狀,故以上兩個優點使得熱壓爐成型在航太工業中很常見,圖 2.12 為熱壓爐外型與爐門構造示意圖。
doi:10.6342/NTU201600775
20
圖 2.12 熱壓爐
圖 2.13 為一般熱壓爐常見的結構,主要結構有可以放置模具的 可移動式平台、用來帶動熱壓爐內部空氣的風扇以及提高空氣溫度的 加熱器等。熱壓爐的運轉方式分為三個步驟,首先風扇將爐體內部放 置模具區域的空氣帶到後方加熱器進行升溫後,再將加熱後的空氣送 至通風口,最後空氣經由爐門反射至爐體內部放置模具區域對模具進 行加熱,以上步驟敘述為一個循環,同時熱壓爐對模具施加高壓進行 成形製程。
圖 2.13 熱壓爐結構與運轉機制
doi:10.6342/NTU201600775
21
2.3 熱壓爐成型量測實驗介紹
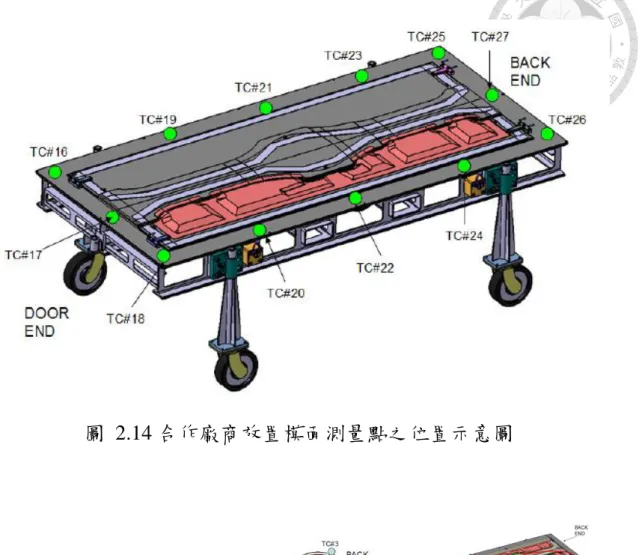
如同 2.1.4 節所述,模具與複合材料在進爐成化前會先將安置在 模具上面的熱電偶接入爐壁上的插座進行溫度監測,而本論文總共有 安裝了 29 個熱電偶進行監測,其中 12 個熱電偶安裝於模具模面上 (TC16~TC27),剩下 17 個熱電偶則是安裝於複合材料內,詳細安裝 位置如圖 2.14 與圖 2.15 所示。另外安裝於複材上的測量點又可以根 據在複材內部監測的位置分為三種,第一種為安裝在疊貼完成之預浸 材倒數第二層中(TC1~TC6)也就是較靠近導氣布的那一側,第二種為 安裝至疊貼完成之預浸材第二層中(TC7~10、TC9-1 與 TC10-1)這些 熱電偶安裝位置較靠近模具部份,最後一種則是安裝於蜂巢結構中 (TC11~TC15),如圖 2.16 所示。
而在本次實驗中複合材料規定之成化溫度為 120℃(250℉),其中 總製程時間為 297 分鐘,成化曲線溫度部份可分為四個階段,0~20 分鐘為保溫階段,溫度保持在 32℃、21~59 分鐘為加熱階段,溫度由 32℃升溫至 128℃、60~209 分鐘為第二次保溫階段,溫度保持在 128
℃、最後 210~297 分鐘則為降溫階段,溫度由 128℃降溫回到 32℃,
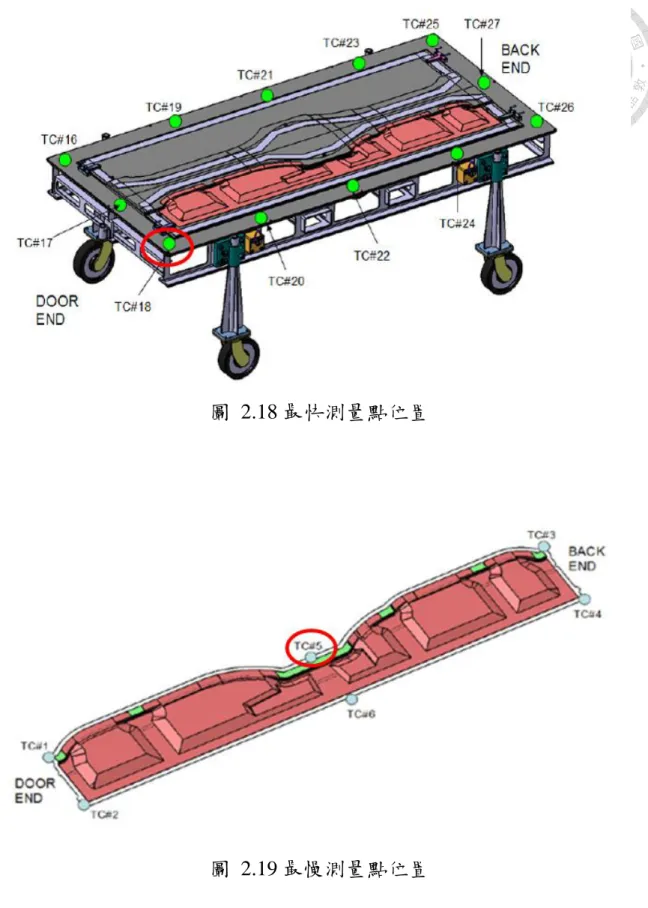
而成型中熱壓爐內部維持 310 kPa 之壓力,如圖 2.17。根據實驗結果 顯示,最快到達成化溫度的測量點為 TC18,位置為最靠近進風口側 之模面測量點,如圖 2.18,到達時間為製程中第 70 分鐘,而最慢到 達成化溫度的測量點為 TC5,位置為複材中間部份,詳細位置如圖 2.19 所示,到達時間為製程中第 101 分鐘,最快與最慢時間差為 31 分鐘,如圖 2.20。
doi:10.6342/NTU201600775
22
圖 2.14 合作廠商放置模面測量點之位置示意圖
圖 2.15 合作廠商放置複合材料測量點之位置示意圖
doi:10.6342/NTU201600775
23
圖 2.16 合作廠商放置複材內部測量點位置示意圖
圖 2.17 實驗成化曲線
doi:10.6342/NTU201600775
24
圖 2.18 最快測量點位置
圖 2.19 最慢測量點位置
doi:10.6342/NTU201600775
25
圖 2.20 最快點與最慢點溫度-時間圖
2.4 有限元素軟體 FLUENT 介紹
FLUENT 是以數值方法為基礎的計算流體力學商用軟體,目前以 廣泛應用於航空、汽車、水利、電子等產業,FLUENT 廣泛用於模擬 各種流體流動、傳熱、燃燒等複雜物理問題,舉例來說,FLUENT 可 用於模擬飛機機翼上的空氣流動、管線內部流體的流動、甚至是化學 反應等。FLUENT 僅是一個求解器,提供計算的物理模型、施加邊界 條件與材料特性、求解和後處理,而 FLUENT 支持的生成網格包括 GAMBIT、Tgrid、ICEM 等軟件。
doi:10.6342/NTU201600775
26
2.5 材料性質
由於熱壓爐製程中,製程中依照廠商規定的成化曲線由空氣對模 具進行加熱,所以材料狀態有固體與流體兩種,而在 FLUENT 中固 體材料僅計算熱傳方程式,故只需要輸入密度、比熱與熱傳導係數,
但是在流體材料方面多增加了流動計算,所以需要多輸入流體的黏滯 係數於模擬中。
2.5.1 固體材料性質
本研究分析所使用到的固體材料有兩種,分別為模具與複合材 料,模具材料通常為金屬類,本論文模具材料為 SS400 鋼材,複合材 料部份則根據廠商需求進行疊貼,其厚度差異非常的大,如本論文複 合材料厚度範圍在 3 mm~21.69 mm 之間,且某些位置還會在內部加 上蜂巢使結構強化,由於複合材料屬於混合物,所以材料性質相對模 具較複雜,故在後續第五章節再進行介紹,模具材料性質如表 2-1
表 2-1 模具材料性質 材料性質 SS400 鋼材 熱傳導(W/m∙K) 16.27 比熱(J/kg∙K) 502.48 密度(g/cm3) 8.03
doi:10.6342/NTU201600775
27
2.5.2 流體材料性質
流體材料方面,本研究使用空氣進行加熱,而熱壓爐製程中,會 施加固定壓力,且過程中溫度會隨著時間改變,這些將對流體性質造 成一定的影響,故本研究在 FLUENT 中空氣密度設定為可壓縮之理 想器體方程式,空氣密度公式如(式 2.1),其中 P 為入口邊界上之初 始壓力,P0為所施加之環境壓力、R 為理想氣體常數、T 為溫度(K)。
ρ =𝑃0+ 𝑃
𝑀 ∙ 𝑇𝑅 (式 2.1)
而理想氣體之熱傳導係數及比熱是以分子動力學公式所推導 出,其公式如(式 2.2)和(式 2.3)所示,其中 R 為理想氣體常數、M 為 氣體分子量,cp為比熱。流體黏滯係數採用 Sutherland 由氣體動力學 推出的 Sutherland's law,Sutherland's law 定義理想氣體動力黏滯係數 與絕對溫度之關係,Sutherland's law 如(式 2.4)與(式 2.5)所示,其中 μ為動力黏滯係數,單位為kg/m∙s,T 為絕對溫度,S 為 Sutherland 定 義之溫度定值,Tref 為參考溫度、μref 為參考溫度下之氣體動力黏滯 係數,流體材料設定可由圖 2.21 得知
K=15
4 ∙ 𝑅
𝑀𝜇[4
15 𝑐𝑃𝑀
𝑅 +1
3]
(式 2.2)
doi:10.6342/NTU201600775
28
𝑐𝑃,𝑖=1
2 𝑅
𝑀𝑖(𝑓𝑖 + 2) (式 2.3)
μ = 𝐶1𝑇32
𝑇 + 𝑆 (式 2.4)
𝐶1 = μ𝑟𝑒𝑓 𝑇𝑟𝑒𝑓
32
∙ (𝑇𝑟𝑒𝑓 + 𝑆)
(式 2.5)
圖 2.21 流體材料卡設定
doi:10.6342/NTU201600775
29
第3章
第三章 初始熱壓爐模型與邊界條件建立
前一章節提到熱壓爐在航太工業製造複合材料上扮演非常重要 的角色,雖然熱壓爐外觀看起來都是一個圓柱形容器,但是根據爐內 放置模具空間的大小、加熱器的功率、風扇推動空氣的能力等,會造 成不同爐體間內部環境有非常大的差異,一般來說,熱壓爐廠商會告 知爐體內部哪些區域的加熱會有最好的效果,以及爐體內部環境最大 溫差會落在某個範圍內作為驗收標準。本章節將建立熱壓爐模型與模 具模型,由於複合材料模型與材料參數建立較複雜許多,將再後續章 節再進行討論,故本章先建立單一模具不包含複材熱壓爐成型之熱傳 分析,並將實驗結果之模面測量點與模擬結果相同位置之模面測量點 進行比較。
3.1 初步模型建立
熱壓爐成型包含了流體與固體兩種材料,在模擬分析中需要分別 建立流體網格與固體網格,且流體靠進模具區域又需要另外建立流體 邊界層網格,這種網格較能捕捉流體經過模具時所造成的影響。由於 模具模面造型複雜且底部肋板為了通風良好而產生之孔洞結構,肋板 與肋板間相交所造成的空隙,這些都是造成建立網格上需要花費大量 時間,為了建立品質優良的網格,使用 CATIA 軟體進行移除模具導 角與填補肋板間的空隙,此舉不但可以使網格質量提昇也能減少網格 數量,使後續計算時間可以縮短。
doi:10.6342/NTU201600775
30
本論文將使用 ICEM 軟體進行固體與流體網格劃分,而 ICEM 特 點為可以接受對於非常複雜或是破碎不完整的幾何模型,並提供了多 種幾何修補功能,同時也可以輸出網格檔案給近百種求解器,尤其 ICEM 在流體網格劃分方面非常強大,對於模具底部孔洞結構非常多 的流體邊界層網格建立有幫助。由於在 FLUENT 軟體中主要檢查網 格質量有 Orthogonal Quality 與 Aspect Ratio 共兩種,如圖 3.1,其中 Orthogonal Quality 不可小於 0.01,若是小於 0.01 軟體會出現警告訊 息,而 Aspect Ratio 則是根據模擬分析的狀況不同有著不同的標準,
一般來說數值越小越容易收斂。質量不好的網格對於模擬精度有很大 的影響,甚至無法將網格匯入 FLUENT 進行求解,同時也要能夠控 制網格數量,否則計算時間會大量的增加。
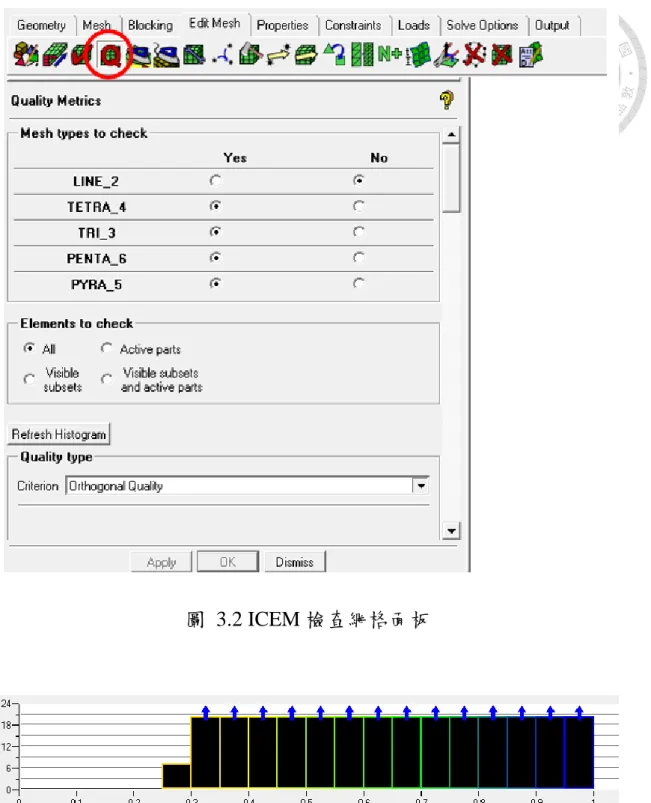
ICEM 軟體提供了許多檢查網格質量的方法,首先可以利用 Edit Mesh 面板中的 Display Mesh Quality 選項進行檢查網格,可根據想要 檢查的網格類型與網格質量進行選擇,而 ICEM 在 Orthogonal Quality 與 Aspect Ratio 檢查結果皆以 0~1 顯示,數值越靠近 1 代表網格質量 越好,如圖 3.2 與圖 3.3 所示。
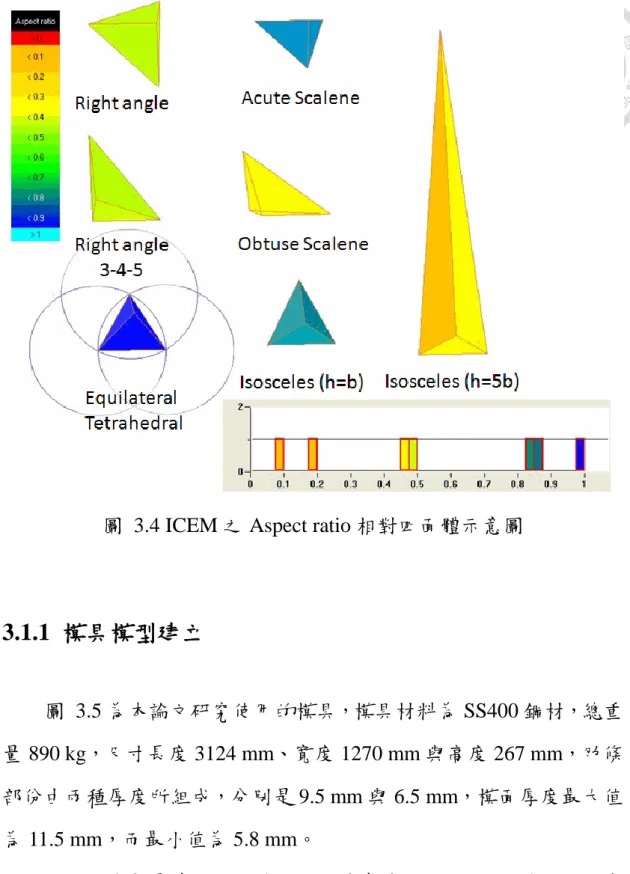
Aspect Ratio 為檢查四面體之網格質量,定義 Aspect Ratio=(實際 四面體體積/(外接圓半徑)3)/(理想四面體體積/(外接圓半徑)3)。Aspect Ratio=1 代表為理想四面體,而 Aspect Ratio=0 則代表此四面體體積 為 0,如圖 3.4 所示。
圖 3.1 FLUENT 軟體檢查網格
doi:10.6342/NTU201600775
31
圖 3.2 ICEM 檢查網格面板
圖 3.3 ICEM 網格檢查結果顯示
doi:10.6342/NTU201600775
32
圖 3.4 ICEM 之 Aspect ratio 相對四面體示意圖
3.1.1 模具模型建立
圖 3.5 為本論文研究使用的模具,模具材料為 SS400 鋼材,總重 量 890 kg,尺寸長度 3124 mm、寬度 1270 mm 與高度 267 mm,肋條 部份由兩種厚度所組成,分別是 9.5 mm 與 6.5 mm,模面厚度最大值 為 11.5 mm,而最小值為 5.8 mm。
而模具在熱壓爐內的擺放位置也非常重要,不同的擺放位置將會 造成模具完全不同的加熱效果,而本組模具放置在模具重心與進風口 相距 2250 mm 以及高度 620 mm 的架子上面,熱壓爐的架子設計上為 了讓熱風順利通過,架子上面有非常多的孔洞設計,如圖 3.6,造成
doi:10.6342/NTU201600775
33
了在建立網格上增加許多困難度,故本章模擬先忽略了放置模具的架 子對於模具加熱的影響,詳細的模具擺放位置如圖 3.7。模具採用實 體元素劃分網格,總網格數目為 888,696 個,模型如圖 3.8 所示。
圖 3.5 本論文之模具
圖 3.6 熱壓爐架子
doi:10.6342/NTU201600775
34
圖 3.7 模具於爐內之位置
圖 3.8 模具分析模型
3.1.2 初始熱壓爐分析模型建立
如圖 3.9,本論文之熱壓爐製造商為 OLMAR,尺寸長度約 9000 mm、寬與高各約 3600 mm,其中通風口形狀為ㄇ字型,另外放置模 具平台下方也是通風口,通風口通道寬度為 150 mm,出風口形狀則
doi:10.6342/NTU201600775
35
為正方形,可提供最大壓力 1000 kPa(150 psi)與最大溫度 315 ℃(600
℉),其中可測量 60 個熱電偶升溫情形與 60 個壓力管線可安裝於模 具上的真空閥。
由於熱壓爐內部風扇、加熱器以及通風口內部有安裝許多管線,
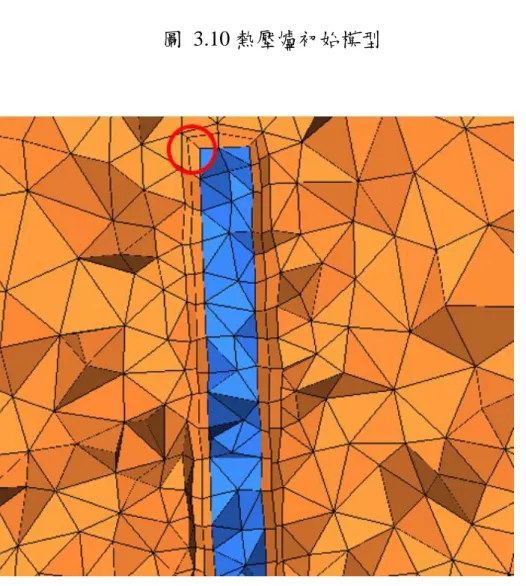
造成了建立完整熱壓爐模型上需要花費大量時間,為了不使模擬求解 時間過長,本論文初步建立單一圓柱狀結構為初始熱壓爐模型,如圖 3.10 所示。使用 Tetra 進行流體網格建立,並將流體靠近模具之區域 建立 Prism 邊界層網格,如圖 3.11 所示,同時也加密了靠近模具之 流體網格,目的為了防止模具附近的流場變化較其他區域大造成發 散,如圖 3.12,最後流體網格數為 2,748,704 個,如圖 3.13。
圖 3.9 合作廠商提供之 OLMAR 熱壓爐規格
doi:10.6342/NTU201600775
36
圖 3.10 熱壓爐初始模型
圖 3.11 邊界層網格
doi:10.6342/NTU201600775
37
圖 3.12 流體網格加密
圖 3.13 流體區域網格
doi:10.6342/NTU201600775
38
3.1.3 模擬時間探討
由於熱壓爐製程中是隨著成化曲線進行製造,而成化曲線中有加 熱、保溫與降溫三個階段,換句話說熱壓爐內部狀態隨著時間改變會 有非常大的差異,所以熱壓爐製程在 FLUENT 分析中屬於暫態分析,
由於熱壓爐成型通常需要花費數幾個小時才能完成,且模具與熱壓爐 尺寸非常巨大,若要完整模擬熱壓爐成型流程,在硬體達到極限狀態 下仍需要花費 10 天以上,而在複合材料熱壓爐成型經驗上來說,通 常零件無法通過的主要原因為前面升溫階段無法平均加熱模具與複 材,所以為了加快分析時間,後續模擬僅分析到第 165 分鐘,也就是 升溫階段結束到了保溫階段。此外設定每一步要跑多少時間是非常重 要的參數,設定一步太少會導致分析時間過長,而設定太多則會導致 分析過程中產生發散。
在 Time Step 設定時,軟體內有用來計算合適大小的 Time Step 之公式,但由於熱壓爐內部流速非常複雜,以至於無法套用公式,一 般來說越小的 Time Step 對於模擬收斂是越有幫助。本論文採用試誤 法進行探討,由圖 3.14 比較最快升溫點與最慢升溫點實驗值與模擬 值,可以看出當步長由 100 s 減少至 5 s 時,模擬結果(圖中虛線)有越 來越接近實線也就是實驗值的部份,雖然步長為 20 s 時最快升溫點已 經逼近實驗值,但是最慢升溫點還是有一定誤差,故後續模擬將以步 長為 5 s 進行設定,步長與模擬時間的關係可參考表 3-1。
doi:10.6342/NTU201600775
39
圖 3.14 模擬與實驗之溫度-時間圖
表 3-1 步長設定之影響
Time step 實驗最快點之溫度誤差 模擬計算時間
100 s 17% 1 天
20 s 4% 2 天
5 s 3% 4 天
doi:10.6342/NTU201600775
40
3.1.4 第一版熱壓爐邊界條件
熱壓爐成形過程中,採用廠商建議平均流速為 2m/s 之熱風由進 口端沿著+ Y 方向穩定吹入,同時假設進口端每個位置溫度相同,而 進口端熱風溫度會隨時間變化之溫度曲線,此邊界條件為第一版本,
如圖 3.15,爐體內部維持一定壓力進行熱壓成形,如圖 3.16 所示。
圖 3.15 施加進風口之溫度-時間圖
圖 3.16 第一版邊界條件示意圖
doi:10.6342/NTU201600775
41
3.2 第一版模擬結果與實驗驗證
本小節將在模擬中檢視模具前段、中段與後段以及左邊、中間和 右邊共 9 個測量點所對應之實驗測量點,而在模具中段之中間測量點 實驗只有複材測量點,故模擬中先以同樣位置之模具測量點代替進行 比較,比較的測量點有 TC 16、TC 17 與 TC 18 位於模面上靠近進風 口側,TC 21、TC 5 與 TC 22 位於模具中段部分,離進風口最遠測量 點為 TC 25、TC 27 與 TC 26,測量點詳細位置如圖 3.17 所示。
圖 3.17 模擬與實驗比較之測量點位置
doi:10.6342/NTU201600775
42
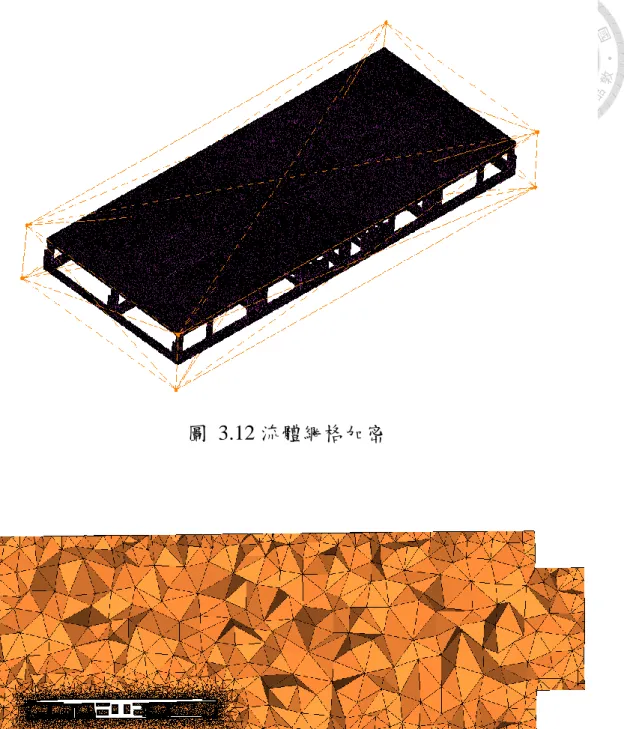
首先查看模擬第 70 分鐘(實驗中最快到達成化溫度時間)模具的 升溫狀況,模具表面溫度分布有離進風口越遠溫度越低的狀態,另外 模具表面凸起的部份相對低溫,而 TC18 溫度介於 108~113 ℃,並沒 有達到成化溫度,如圖 3.18。接著查看模擬第 101 分鐘(實驗中最慢 到達成化溫度時間)模具的升溫情形,模具最低溫發生在模面凸起部 份的尾端,另外此時的 TC18 已經超過了成化溫度 120 ℃,但是模擬 中的 TC5 確只有 100 ℃左右的溫度,並沒有像實驗值一樣已經到達 成化溫度,如圖 3.19。由圖 3.20 比較可以發現模擬中模面前段與中 段預測中間測量點為最慢點,與實驗有著相同的結果,但是整體來說 模擬中測量點有離進風口時間誤差越來越大的趨勢。
圖 3.18 第一版之第 70 分鐘模具溫度分布圖
doi:10.6342/NTU201600775
43
圖 3.19 第一版之第 101 分鐘模具溫度分布圖
圖 3.20 第一版實驗與模擬測量點到達成化溫度時間比較
doi:10.6342/NTU201600775
44
3.3 進風口邊界條件探討
由前面模擬結果發現,模具升溫情形為離進風口越遠溫度越低之 趨勢,同樣模擬結果到達時間之誤差也有遠離進風口誤差越大趨勢,
由前段 20%擴大至 65%。本小節將根據文獻中得到的實驗測量結果,
採用進風口劃分方式進行改善,圖 3.21 為引用瑞典 Luleå University of Technology 所測量出的熱壓爐內部流速圖,他們將可移動式平台設 為基準點,可以發現靠近平台與頂端這兩個部份流速非常的小,另外 也可以看出流速最快的部份不是在爐體正中央,而最快的流速是 2.2 m/s 也大於熱壓爐廠商所給予的平均流速 1.4 m/s。然而本論文爐體高 度為 3600 mm,故將此組實驗數據所劃分的高度等比例放大 1.5 倍,
分為四個部份由低到高分別分別給予 0.3 m/s、2.2 m/s、1 m/s 和 0.3 m/s 之流速於模擬邊界條件,此進風口改良之邊界條件為第二版,如圖 3.22 所示。
圖 3.21 不同高度所測得之流速值[16]
doi:10.6342/NTU201600775
45
圖 3.22 進風口隨高度變化之模擬設定
3.4 第二版模擬結果與實驗驗證
本模擬為改變進風口流速設定方式,希望透過代入熱壓爐內流速 實驗測量值,能夠使模擬更符合實際爐體內部加熱情形。模擬結果顯 示第 70 分鐘與第 101 分鐘時的溫度分布情形與前面模擬都相同,都 是離進風口越遠溫度越低,且到達成化時間之誤差有越來越大的趨 勢,改變的效果不大,甚至加熱效果較第一版差,原因可能為不同爐 體所得到的實驗測量數據差異會很大,如圖 3.23 和圖 3.24 所示。
doi:10.6342/NTU201600775
46
圖 3.23 第二版之第 70 分鐘模具溫度分布圖
圖 3.24 第二版之第 101 分鐘模具溫度分布圖
doi:10.6342/NTU201600775
47
3.5 小結
本章節所建立之初始熱壓爐模型與兩組進風口邊界條件都無法 改善離進風口端越遠的測量點,有到達成化溫度時間之誤差越來越大 之現象,但實驗中卻顯示模具模面中後段幾乎是同時間到達成化溫 度,造成了此組熱壓爐分析模型無法預測實際模具模面升溫情形。最 後在 OLMAR 熱壓爐廠商的網站找到了他們所展示的空爐模擬後處 理結果,可以發現廠商所建立的熱壓爐模型有包含風扇、加熱器與通 風道,而空爐模擬結果顯示爐體內部流場呈現非常混亂的狀態,如圖 3.25 所示。使用後處理將第一版與第二版爐體內部流場進行輸出,發 現了兩組模擬結果流場在任何時間都呈現平穩的一直線狀態由進風 口端流出至出風口端,第二版邊界條件僅改變了熱壓爐內部流速隨高 低有產生變化,如圖 3.26 與圖 3.27 所示,透過與原廠相互比較,本 章節建立的熱壓爐模型與進風口邊界條件無法完整模擬實際熱壓爐 作動之情況。
doi:10.6342/NTU201600775
48
圖 3.25 OLMAR 熱壓爐廠商之 CFD 分析結果
圖 3.26 第一版之流速圖
doi:10.6342/NTU201600775
49
圖 3.27 第二版之流速圖
doi:10.6342/NTU201600775
50
第4章
第四章 改良熱壓爐模型與邊界條件建立
在第三章初步建立之熱壓爐模型與邊界條件無法完整描述熱壓 爐成型中爐子運轉情形,故在本章節將進行熱壓爐模型改良與建立新 的邊界條件進行模擬,主要改良方法為參考熱壓爐廠商提供之結果 圖,將改良的熱壓爐模型與邊界條件進行加熱單一模具不含複材之 CAE 熱傳分析,再與實驗値進行比較。
4.1 改良熱壓爐模型建立
根據廠商提供模擬結果圖可以發現,熱風經由爐門反射後吹入爐 內就已經有非常混亂的流場,且風速方向也不是每個區域都往+Y 方 向,也就是說前面模擬假設進風口區域熱風沿+Y 方向穩定吹入是錯 誤的假設,因此在改良初始熱壓爐模型時,需要將爐門的部份加入至 模型中,而爐門內部根據設計需求可設計不同的曲面造型,如圖 4.1 所示,同時發現原廠熱壓爐模型中忽略了通風道內部配置管線,也就 是沒有阻礙流體流動的物體在裡面,所以可以假設通風口每個區域都 可吹出相同速度且穩定的熱風,因此改良熱壓爐模型將進風口的位置 改變至通風口,如圖 4.2。
在網格建立方面,由於在爐門附近流場變化較大,流體網格加密 需要多增加在爐門與通風口之間的流體區域,如圖 4.3 所示,最後建 立完成的流體網格有 3,595,187 個,如圖 4.4 所示
doi:10.6342/NTU201600775
51
圖 4.1 爐門內部曲面造型
圖 4.2 改良熱壓爐模型
doi:10.6342/NTU201600775
52
圖 4.3 流體網格加密區域
圖 4.4 改良熱壓爐之流體網格
doi:10.6342/NTU201600775
53
4.2 改良熱壓爐邊界條件
由於前面改良模型建立時,進風口的邊界條件改變了,因此在通 風口流速需要另外計算,在關閉爐門的情形下,假設爐體內部體積不 變,熱風由原始進風口流入的量等於熱風從通風口流出的量,也就是 套用了(式 4.1)公式進行運算,最後計算出通風口流速為 6.7m/s,沿著 - Y 方向吹出通風口後經由爐門反射至放置模具區域,其他邊界條件 與前面設定相同,假設每個通風口區域之熱風溫度相同,且在通風口 施加相同的溫度曲線,內部同樣維持相同壓力條件下進行模擬,此組 邊界條件為第三版本,如圖 4.5 所示。
Q = 𝑉1𝐴1 = 𝑉2𝐴2 (式 4.1)
圖 4.5 第三版邊界條件示意圖
doi:10.6342/NTU201600775
54
4.3 第三版熱壓爐空爐狀態模擬
在進行單一模具熱壓爐成型之 CAE 熱傳分析前,先使用前面小 節所討論的改良熱壓爐模型與邊界條件進行空爐狀態的模擬,圖 4.6 為模擬後處理輸出之空爐流場,可以發現與原廠結果類似,從通風口 吹出熱風經過爐門後,靠近底部平台的部份呈現漩渦狀的往出風口流 去,而靠近頂部的部份則是呈現平滑曲線往出風口流去,因此這種改 良熱壓爐模型與邊界條件設定是可以模擬實際爐子作動情形。
圖 4.6 第三版空爐流場情形
doi:10.6342/NTU201600775
55
4.4 第三版模擬結果與實驗驗證
同樣也查看模擬第 70 分鐘與第 101 分鐘之模具升溫狀況,第 70 分鐘時模具表面溫度隨著進風口距離越遠溫度越高的趨勢,結果與第 一版和第二版的溫度分布結果呈現的狀態完全相反,但相同之處是模 面表面凸起處相對其他區域低溫,此時 TC18 測量點溫度介在 99~104
℃之間,並沒有達到成化溫度,如圖 4.7。在模擬第 101 分鐘,模具 最低溫發生在靠近爐門端的模具表面凸起處,將第一版與第三版相互 比較,第三版的最低溫度相對較高,也就是說第三版這組分析模型的 加熱效果較佳,如圖 4.8。圖 4.9 觀察得到模擬中顯示了測量點到達 成化溫度的時間將隨著離爐門的距離越遠而越快到達,同時也發現了 第三版模具測量點最快與最慢到達成化溫度時間差為 33 分鐘是小於 第一版的 55 分鐘,但是模面升溫狀況與實驗比較卻產生了完全相反 結果。最後查看爐內流場情形,爐體內部流場較第一版與第二版混亂 許多,另外爐體內部有越靠近頂部風速越快之趨勢,如圖 4.10。
doi:10.6342/NTU201600775
56
圖 4.7 第三版第 70 分鐘模具溫度分布圖
圖 4.8 第三版第 101 分鐘模具溫度分布圖
doi:10.6342/NTU201600775
57
圖 4.9 第三版實驗與模擬測量點到達成化溫度時間比較
圖 4.10 第三版爐內流場情形
doi:10.6342/NTU201600775
58
4.5 通風口邊界條件探討
由第三版空爐分析時結果顯示的爐內流場,較接近原廠模擬中的 爐內部流場情形,但是在進行模具加熱 CAE 熱傳分析時卻發生了與 實驗結果截然不同的升溫情形,也就是說考慮了爐門對於爐內流場的 改變有很大的幫助,但是在進風口邊界條件仍然需要進行探討。前面 進風口假設在忽略內部管子情形下,通風口每個區域將吹出穩定且相 同流速的熱風,考慮到熱壓爐後方風扇的影響與通風道內部管路將會 影響每個區域的通風道內部流體的流動,故需要進行每個區域通風口 進行流速量測實驗,希望能透過更符合實際熱壓爐從通風口吹出之流 速,使後續進行模具加熱 CAE 熱傳分析模擬能更真實的反應實際模 具加熱情形。
圖 4.11 為合作廠商協助量測之本研究熱壓爐內部通風口之流速 測量結果,其中的測量結果是等待熱壓爐體開始運轉至穩定狀態後才 開始進行測量,結果發現從通風口吹出的流速差異非常的大,最大為 8.9m/s 而最小為 3.5m/s,通風口流速最低的位置為有管路的位置,驗 證了管路對熱風流動有很大影響,同時也可以看出大致上通風口左右 兩側的流速差異不會太大,故模擬中採取左右對稱並且取左右兩個所 測得之流速最大値,然而此組熱壓爐之通風口為一弧形,並且平台底 部也是通風道,故分別由上到下將通風道劃分為七個區域帶入模擬 中,七個流速値分別為 8.3 m/s、8.3 m/s、8.9 m/s、7.7 m/s、3.5 m/s、
6.5 m/s 與 5.5 m/s,此組邊界條件為第四版本,詳細的劃分方式如圖 4.12 所示。
doi:10.6342/NTU201600775
59
圖 4.11 廠商協助測量熱壓爐通風口之流速結果
圖 4.12 進風口劃分與模擬設定
doi:10.6342/NTU201600775
60
4.6 第四版模擬結果與實驗驗證
第四版將 CASE C 的進風口進行劃分並帶入真實實驗數據進行 模擬,在模擬第 70 分鐘模具模面呈現離進風口越遠越低溫的狀態,
而最低溫發生在模具表面凸起處中間部份,如圖 4.13。第 101 分鐘 模具模面大致上都已到達成化溫度,最低溫發生在模具模面凸起處的 尾端部份,整體來說第四版加熱效果都較其他好,如圖 4.14。圖 4.15 可看出到達成化溫度時間隨著測量點離爐門距離越遠時間越長,且模 面凸起出升溫效果較不好,第四版模具測量點最快與最慢到達成化溫 度時間差為 14 分鐘,為四個分析中最接近實驗値之模具測量點時間 差 15 分鐘,另外第四版模擬模具前段模面測量點與實驗値相同,都 在 70 分鐘左右到達成化溫度,而模面中段與後段模面測量點也都與 實驗値在 80 分鐘左右到達成化溫度。最後也查看爐體內流場情形,
第四版與第三版同樣造成熱壓爐內混亂流場,但是第四版卻顯示了距 離底部平台越低風速有越快的趨勢,與第三版結果完全相反,圖 4.16 所示。
doi:10.6342/NTU201600775
61
圖 4.13 第四版第 70 分鐘模具溫度分布圖
圖 4.14 第四版第 101 分鐘模具溫度分布圖
doi:10.6342/NTU201600775
62
圖 4.15 第四版實驗與模擬測量點到達成化溫度時間比較
圖 4.16 第四版爐內流場情形
doi:10.6342/NTU201600775
63
4.7 小結
第三版與第四版採用了改良熱壓爐模型,已經成功的使爐內流場 產生較混亂的情形,雖然在流速結果當中,第三版的流速圖較接近熱 壓爐原廠提供的流速圖,但是在進行加熱單一模具時卻是第四版較能 模擬實際模面升溫狀況,也就是說第四版的分析模型與進風口邊界採 用實驗測量流速較能描述實際熱壓爐的真實情形。將第三版的流場與 第四版的流場分別取爐體中央 XY 截面進行比較,發現兩種分析結果 產生了完全相反的結果,第三版從通風口吹出的熱風經過爐門後有整 體往爐頂的方向吹,但是第四版卻是整體往平台的方向吹,另外也可 以證實在初始熱壓爐模型中進風口每個區域以相同流速沿著 +Y 方 向吹是完全錯誤的假設,從模具整體的升溫狀況也可以發現,爐體內 部流場的情形對於模具升溫的影響是非常明顯。
doi:10.6342/NTU201600775
64
圖 4.17 第三版爐體中央 XY 截面流場情形
圖 4.18 第四版爐體中央 XY 截面流場情形
![圖 2.2 預浸材製造流程[18]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9605222.631309/28.892.139.784.106.949/圖22預浸材製造流程18.webp)