行政院國家科學委員會補助專題研究計畫
第 3 年度成果報告(為期三年的總報告)
玻璃及塑膠表面刮痕消除技術之發展
Controlled Fire Polishing for Scratchitti Removal and Glass/Polycarbonate Surface
Re-conditioning
計畫類別: 個別型計畫
計畫編號:NSC 94-2218-E-009-034
執行期間:94 年
8 月 1 日至
96 年
7 月 31 日
計畫主持人:洪錫源
計畫參與人員: 林秉衍、林聖展、姚中翰、邱勇潮、林哲良等研究生
成果報告類型(依經費核定清單規定繳交):精簡報告
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、列
管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立交通大學機械工程學系
中
華
民
國
96 年
6
月
10
日
中文摘要 玻璃表面被刮傷了怎麼修補?這個難題是本研究計畫的中心。玻璃被廣泛利用是因它的透 光性,當它的表面被硬物等刮傷,玻璃就因光的折射變成不透明或影像變形,失去了它應有 的功能。至今玻璃的刮傷仍無有效的方法消除,成永久性的損壞。因而一些破壞環境的油漆 塗鴉者,在政府有效的清除及控制油漆塗鴉後,轉向玻璃刮痕塗鴉,這幾年來在世界各國的 許多大都會猖狂已到了令人咬牙切齒的程度。例如紐約市的捷運系統有近六千部地鐵車廂, 幾乎每部車廂的每片玻璃都被塗鴉所破壞。其他都市如柏林、倫敦、巴黎、澳洲也都很嚴重。 玻璃刮痕塗鴉不只發生在地鐵,巴士、商場、建築物;美國估計每年為此損失超過二十億美 元。利用火焰拋光原理清除玻璃刮痕,本研究計畫的目的在使此刮痕清除技術臻於成熟完美, 並加強理論分析及實驗研究,其重點在玻璃內部應力的控制及火焰拋光程序的優化,並應用 於塑膠產品的精密修復。 關鍵詞: 火焰拋光 玻璃 刮痕消除 塗鴉 溫度分布控制 內應力 英文摘要
The objective of this project is to continue the development of an environmentally benign, novel re-manufacturing process to recondition the glass and plastic surfaces and to relief the bothersome“scratchitti”vandalism.
Scratchitti is a new type of graffiti vandalism by scratching/etching on polycarbonate and glass windows. It emerged and prevails in public transits systems and city neighborhood after paint or ink graffiti was conquered. Unlike paint graffiti, the scratches, which cannot be wiped away or hidden by a coating, cause permanent damage. Scratchitti is so prevalent that it is on almost every window and door of every railcarofNew York City’s(NYC)subway lines.Scratchittioccursnot only in New York City, but also in all United States cities and the world. It is not limited to
subways. Windows and doors (often large and expensive) of public buses or private cars, residential homes, and business buildings also suffer severely from this type of vandalism.
This study adopts an innovative approach of controlled fire polishing which incorporates a technique of localized softening and surface tension. Intensive heat is positioned near to the scratch marks on the glass panel. The heat melts a thin layer of glass into a formable state. The glass is melted to a level close to the depth of the scratch, and allowed to cool down naturally. During the cooling process, the surface tension of the melted glass will even out the scratching indent. After cooling, the glass will be as even and smooth as it was originally.
In this project, we have carried out further on thermal and stress analysis, develop a longer span nozzle, and built the second generation machine for automated scratchitti removal. The goal is to bring the technology to a maturity level, and extend the application to treat plastic products.
Keywords: Remanufacturing, scratchitti, glass etching, glass surface recondition, fire polishing,
報告內容 1. 前言:玻璃刮痕消除的必要性 玻璃具有良好的透光性,具有耐磨損、耐高溫、耐潮濕、抗靜電等優點,使得玻璃在生 活及工業中的應用非常廣泛,不管是建築業、汽車業、傢俱業,到處都能看到以玻璃為材料 的製品出現。伴隨著玻璃的工業發展,玻璃已經與人的生活用品合而為一。 在歐洲、美洲大眾運輸系統中的地鐵這部分,地鐵的門、窗玻璃上常常可見到上面有一 條條的刻痕,很明顯的這是人為破壞的結果,政府對於此種情形目前無法可管,但是對於地 鐵公司來說可就損失慘重了。New York City Transit (NYCT)紐約地鐵公司,從 1989 年 5 月 起已經組織了一支去污小組。他們能夠在 24 個小時內除去車箱裡頭的油漆和墨水所塗寫標 記。然而,他們還是無法改善聚碳酸酯或是玻璃窗子上的抓痕蝕刻。根據統計,NYCT 必須 每年至少花費 6000 萬~7000 萬美元在替換損壞的車窗玻璃這方面,而且目前只針對於已經 嚴重損害到光線無法穿透的玻璃進行更換。 一般的玻璃廠在運送、處理產品流程中會有些刮痕、磨損的情況產生;廠商應變的方 法是採用傳統研磨方式,將有刮痕、磨損之處慢慢的磨掉,缺點是耗時耗力,對於刮痕、磨 損的情況過大,甚至只能直接淘汰。玻璃有良好的可回收性,例如無色玻璃回收後能 100% 的重新再製。使得一般玻璃工廠在處理有刮痕的玻璃時,通常是將玻璃打碎重製。即使在一 大片的玻璃上只有一小部份有刮痕時仍將它打碎重製。這種方法雖然方便,但是重製時為達 到與原物料混合均勻,需將整片玻璃加熱至 1500℃以上(~2300kJ/kg 玻璃),以熱效率 50% 計算,熔融重製玻璃約需要 6000kJ/kg〔1〕,如此只為了處理一小片的刮痕,缺乏經濟效益。 然而交通工具上的安全玻璃因有一層 PVB 塑膠無法被回收。 一般處理玻璃小範圍刮痕的方法,是利用研磨的方式,將刮痕附近的玻璃磨耗,以求 視覺上達到刮痕消除。但是研磨需在低速、低壓下接觸玻璃表面進行加工,不僅耗費時間, 且磨耗部份的玻璃粉末在空氣中對人體的呼吸系統會產生危害。本實驗採用“火焰拋光”的 新方法進行玻璃拋光。就成本而言,火焰拋光法只需要熔融玻璃表面達刮痕深度範圍的部 份,耗費成本少,就經濟效益而言高於直接回收;在速度方面,只需一次加工,在時間上比 研磨減少許多,且使用火焰加工玻璃表面,沒有研磨時器具需接觸試件表面時可能發生的問 題。 2. 研究目的 本研究計畫的目的在使此刮痕清除技術臻於成熟完美,並加強理論分析及實驗研究,其重 點在玻璃內部應力的控制及火焰拋光程序的優化,並應用於塑膠產品的精密修復。 3. 研究方法 玻璃火焰拋光術是一種利用玻璃表面升溫的方法,改變玻璃特性以達成刮痕消除的最
終目的。刮痕消除之機制為使玻璃在此高溫狀況下因流動性的增加以及在表面張力的作用 下,使玻璃產生足夠之流動性而將表面刮痕消除。在刮痕消除的過程中常因加熱不均勻而使 玻璃產生熱應力而使玻璃發生破裂。本研究之目的即在探討如何減低火焰拋光玻璃時,發生 破裂的可能性。以期日後對新一代火焰拋光機之研發有所俾益。在研究之前要先針對玻璃特 性有通盤的了解,即在所欲操作之溫度範圍之內獲得最多的與應力相關之玻璃特性資訊。有 了足夠的資訊之後,才能根據模擬或實驗等研究方法達到成功拋光的目標。 4 結果與討論(含結論與建議) 4.1 火焰拋光之溫度模擬分析 當火焰加熱時,溫度於玻璃內部呈現梯度變化,對於玻璃影響的程度也大不相同, 如果可以確實了解溫度分佈與應力分佈的詳細關係,對於整體實驗一定有所幫助。然而 於實驗的過程中,無法量測所有點的溫度分布情形,最好可以藉助軟體分析來協助了解 整體的溫度分布情形。此外,像是噴頭速度、噴頭形狀、熱源強度、燃料種類、燃料流 率、火焰大小、以及周圍環境冷卻系統等等,這些都會構成影響實驗量測結果的因素。 如果可以一邊配合著軟體分析結果,一邊再來調整實驗參數的話,兩者相輔相成,應該 可以減少實驗失敗的次數,而更容易達到希望的目標。 溫度分佈的作用在於︰ (1)從上表面到抓痕的最深處的溫度必須比玻璃的融化溫度高。 (2)溫度在玻璃的其他部分保持比融化溫度低,儘可能使玻璃在轉變溫度Tg下,才能保持 玻璃的完整性。 (3)安全玻璃的夾層中聚合物材料,例如PVB(可塑的聚乙烯Butyral),夾層深度分別為 -2.7mm以及-5.6mm,因此須在有限的厚度中將溫度保持在它的分解或者融化溫度以 下。 毫無疑問的,火焰拋光過程是否成功,取決於溫度分佈可以被控制的多麼準確。(1) 實驗的過程中,無法實際量測所有點的溫度分佈情形,所以必須利用軟體分析來協助了 解整體溫度分析情形。(2)在過程裡有涉及溫度控制的許多因素,例如像是噴頭速度、 噴頭形狀和尺寸、熱源強度、燃料種類、燃料流率、熱源速度、火焰大小、以及周圍環 境冷卻系統等等,這些都會影響到實驗量測的結果。 因為需要知道這些原因會影響溫度曲線的分佈,並且需要知道那些參數的理想的結合 才是取得理想溫度分佈的方法。所以藉由電腦模擬改變參數的計算期望能夠提供所需要 的訊息。此外,內應力在火焰拋光下必須控制在安全的範圍內,避免玻璃的破裂和變形。 在各種情況下產生的內應力,是由於不同玻璃溫度差別所引起的。為了進行內應力分 析,必須先得到溫度分佈圖。 利用有限元素法,預先模擬出實驗結果是很重要的,如 此一來,可以與實驗量測玻璃表面以及內部的數據互相分析、互相比較,討論兩者的準 確性並輔助調整模擬參數,才能達到最好的結果。
這項研究已獲致相當的成果,並變成國立交通大學機械工程學系碩士班學生姚中翰的 畢業論文「玻璃刮痕消除技術發展–火焰拋光之溫度模擬分析」, 論文的重點在建立 模型架構方式與應用有限單元方式模擬,最後引入田口法來設計實驗,並用熱電偶實際 量取溫度來輔助軟體分析,其結果可用來作火焰拋光法的優化控制。 火焰拋光之溫度模擬分析中的一個例子,如圖 1 是模擬結果由溫線圖呈現時間經過 10 秒與 90 秒後的溫度分佈狀態。模擬時間包括火焰加熱時間 110 秒以及實驗後冷卻的 時間 190 秒。由可發現在高溫區,即靠近熱源深度較淺的區域,溫度梯度因為延伸火焰 提早加熱的影響,溫度變化梯度已經比理想熱源稍微改善,顯得較不急劇,熱源後端同 樣受到延伸火焰影響作用,溫度變化更加和緩,等溫線顯得較疏鬆。表示在此種加熱方 式下,預熱區域已有改善,不過尚有改進空間。 相同熱源移動速度下,模擬與實驗結果如圖 2 中 P2 代表模擬與實驗量測於表面往 下算的深度位置,單位是 mm。其結果發現實驗量測得到的最高溫度值,都會比實際模 擬最高溫度延遲發生,可能原因是利用熱電偶量測玻璃溫度時,尚須等待熱電偶本身反 應時間所導致的現象。此外,圖中模擬與實驗量測於緩冷過程中,可發現些許不同,模 擬的結果呈線性趨勢,而實驗量測所得到的值則類似二次曲線分佈,曲線斜率先陡降在 趨於平緩。而且模擬的降溫速度較實驗的為慢,同樣取約 300s 來看,可發現模擬溫度 較實驗為高,有可能是空氣對流係數會隨溫度改變所造成的影響。 ◎此論文的結論與建議 1.由於此項技術要應用在地鐵車窗玻璃上,車窗玻璃由兩片大小分別為 2.7 mm 與 5.4 mm 的玻璃,中間使用 PVB 接合而成,因此於玻璃表面加熱,底面溫度不可超 過 300℃,以免材料變質,產生損壞情形發生。根據模擬與實驗結果,現階段所使 用的噴嘴加熱過後玻璃背面最高溫度為 500℃左右,雖然可消除玻璃刮痕,但會對 PVB 造成影響,無法達到預期效果。 2.調整改變熱源寬度、速度各種狀況綜合考慮,發現將熱源寬度設為 2 mm,速度 為 2 mm/s 的情形下,只看厚度可以得到如所需的溫度變化分佈,表面同樣可以達 到拋光消除刮痕的效果,但是在背面要與 PVB 接觸的部分降至約 300℃左右。 3.藉由改良噴嘴設計,使噴嘴出口面積縮小,如將原本接近 10mm×30mm 改為 2mm× 30mm,或許可能完成玻璃刮痕消除,且不會使 PVB 變質。 4.噴嘴的火焰分佈越均勻,對玻璃上方與下方所造成的溫度分佈影響才會越接近。
圖 1: 模擬結果由溫線圖呈現時間經過 10 秒與 90 秒後的溫度分佈狀態
圖 2:Comparison of Results from Simulation and Experiment at P2
Simulation
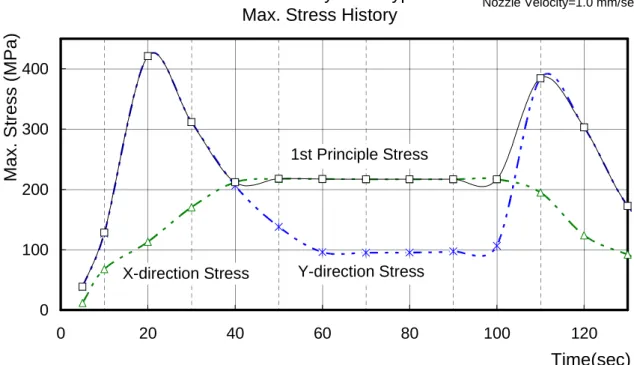
4. 2. 玻璃刮痕消除的內應力問題研究 由於玻璃火焰拋光法為在短時間內,於玻璃表面上以丙烷-氧氣混合火焰施加熱通 量,使得玻璃靠近表面的區域產生部份熔融,此熔融範圍需達到刮痕的深度使玻璃刮痕消 除。由於只在玻璃部份區域加熱,所以試件內部將產生不均勻的溫度梯度;而不均勻的溫 度梯度會造成玻璃各部份的熱應變不一而產生熱應力。如果此熱應力的大小超過玻璃所能 承受的破裂強度,玻璃就會破裂,使火焰拋光失敗。為了增加火焰拋光玻璃的成功率,需 對玻璃在火焰拋光加熱過程中之應力現象加以研究,了解拋光過程中溫度與熱應力的關 係。 玻璃冷卻後來不及消除的熱應力會成為殘留應力。殘留應力對玻璃性能的影響很 大,適當的殘留應力分佈能強化玻璃。玻璃內部適當的殘留應力分佈控制還能控制玻璃破 裂後的破片大小,使玻璃破碎後不易產生刀口。如能了解如何控制玻璃拋光法之應力分 佈,對未來火焰加工後玻璃強度的改變,將會有良好的影響,以避免玻璃因不當加工而降 低其使用性能。 這部分的研究成果已成為研究生張國賢同學的交大碩士畢業論文,其題目為「玻璃火焰拋 光中應力的產生與破裂預防」。這論文為流變學(Rheology)之應用,探討玻璃在熱加工過 程中的變化以及研究鈉鈣玻璃(soda-lime glass)在火焰拋光過程因溫度分佈不均所產生 的熱應力現象。並利用 ANSYS 軟體模擬鈉鈣玻璃在火焰拋光過程之各種物理現象,利用觀 察、實驗、分析的方式求得較合適之火焰拋光參數。使鈉鈣玻璃在火焰拋光過程中不會因 局部溫度梯度過大而產生熱應力之破壞現象。本實驗所使用的玻璃為浮式平板玻璃,此製 程是 Alastair Pilkington 於西元 1959 年所發明。台灣地區浮式平板玻璃的主要製造商 為台灣玻璃工業公司。論文內容包括: 1. 說明玻璃刮痕消除之必要性,及介紹目前所使用之第一代火焰拋光機的構造與工作 原理。 2. 介紹一般玻璃的力學特性及在工程應用上較特別的一些溫度區域中之性質。3.說明 玻璃性質隨溫度變化的趨勢與火焰拋光溫度範圍選擇之對策。 3. 為利用 ANSYS 軟體分析玻璃在拋光中之應力分佈。 4. 介紹玻璃表面應力量測儀,與玻璃邊緣應力量測過程。 5. 將模擬、量測與拋光實驗實際結果作比較,並歸納出下一代新型火焰拋光機之改良 建議。 應力分析結果比較 若依不同熱源種類討論破裂可能性時,玻璃在單孔噴嘴之熱源加熱下模擬分析,最 大主應力隨時間變化之結果(如圖 3)。由圖中可以發現,當玻璃一開始加熱玻璃時,最大 主應力的強度與 y 方向之應力一起劇烈地增加,在第 20 秒時產生第一個峰值。由於此時 加熱面靠近玻璃的左側邊緣。此時,玻璃的 y 方向應力可提供玻璃由左側面產生垂直破裂 的應力。在火焰進入玻璃之後,約經過 10 秒時,內部應力增加至 100MPa 以上,此時,
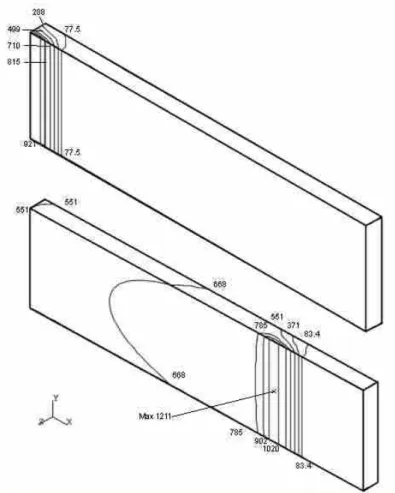
(a) Temperature (b) 1st Principle Stress (c) X-direction Stress (d) Y-direction Stress 圖 3 個案 1 在第 40 秒之溫度與應力 Max. Value=1202 ℃
Max. Value=211 MPa
Max. Value=211 MPa
玻璃極易產生破裂。而當火焰開始加熱 40 秒之後,最大主應力值由 y 方向應力轉變成 x 方向應力。雖然此時之最大主應力則減弱至 200MPa。但在此時,玻璃早已因應力超過玻 璃強度而破裂。 玻璃在孔列式噴嘴之熱源加熱下的模擬分析,最大主應力隨時間變化之結果(如圖 4)。在 0~30 秒時,最大主應力與 y 方向應力一同增加,到 40 秒後 y 方向主應力則維持在 約 60MPa,而此時 x 方向之應力也增加到最大值約 170MPa。 加入遮罩之孔列式噴嘴熱源加熱玻璃之模擬結果最大主應力分佈(如圖 5。與第二種 不同的是,最高的應力出現在第二個峰值上,且在加熱中 x 方向與 y 方向的最大應力值的 差距維持在 50MPa 左右。這三種熱源施加在 40mm 寬的模型上時,也有類似的效果。以 上皆是模擬在噴嘴速度為 1.0 mm/sec 之情況下。 將圖 4 之火焰移動速度改成 2.0mm/sec,其餘參數皆相同。在增加噴嘴速度為 2 mm/sec 時而使玻璃表面的最高溫度由 1200℃降至 900℃時,此時,y 方向之最大應力約可下降至 約一半的量。而 x 方向之最大應力只能減少 1/5。故可知將速度增加可使試片較不易發生 y 方向破裂之情形。 將圖 5 的拋光參數之均勻火焰寬度由 10mm 降為 2mm,可發現 x 方向之應力下降約 1/3 左 右。y 方向應力的第一個峰值消失。由此發現,火焰寬度的下降最明顯的變化,是在火焰 剛進入玻璃時,較不易發生 y 方向的破裂。 應力量測結果比較 玻璃內部應力的分佈對其強度有很重要的意義。為得知火焰拋光後玻璃試片內部應 力的分佈,便需要量測拋光後的玻璃內部應力。由於玻璃的可透光性,目前已知的非破壞 性檢驗量測玻璃應力方法中,以光彈法較為理想。在工業上,量測玻璃應力常用「邊緣應 力量測儀」與「表面應力量測儀」兩種,邊緣應力量測儀可以量測玻璃在厚度方向上的應 力分佈,而表面應力量測儀則可以量測玻璃表面的應力值。本研究便與台灣玻璃工業公司 商借此兩台應力量測儀,量測玻璃在拋光後的內部應力。 本研究在量測實驗前,玻璃拋光之參數共有噴嘴移動速度、噴嘴與玻璃之距離、丙 烷以及氧氣之流量。在實驗時發現,玻璃破裂的機率仍然不小,在這些參數之中,以噴嘴 速度 2.048- 2.56 (mm/s) C3H8流量計讀數 17.4 丙烷氧氣混合比例 1︰3.3 - 1︰3.5 之實驗參 數有成功之試片,而其他組別之試片的成功率較低。以實驗所觀察之現象將實驗量測結果 區分成三部份:加熱不足、刮痕可消除、過度加熱區分試片的應力量測結果。以下附圖 6 為某些量測結果,量測時距離均由非拋光面為原點。 此論文的結論是火焰拋光玻璃術是一種污染較低的玻璃刮痕消除法。以火焰加熱火焰的 方式雖能很快地將玻璃刮痕消除,但加熱過程中若稍有不慎,很容易使玻璃破裂,使實驗 失敗。經此研究對玻璃在加熱過程進行分析,並量測拋光後試片之內部應力分佈。並對各 實驗參數結果進行觀察後發現,現行之火焰拋光可針對以下幾點改良:
Glass heated by flame type 1 Max. Stress History
0 100 200 300 400 0 20 40 60 80 100 120 Time(sec) M a x . S tr e s s (M P a ) 1st Principle Stress Y-direction Stress X-direction Stress Glass size=110mm×30mm×5mm Nozzle Velocity=1.0 mm/sec
圖 4 Max. Stress History of Glass Heated by flame type 1
(Glass size:110 mm×30 mm×5 mm,velocity of nozzle:1.0 mm/sec)
Glass heated by flame type 3 Max. Stress History
0 50 100 150 200 250 0 20 40 60 80 100 120 Time(sec) M a x .S tr e s s (M P a ) Y-direction Stress X-direction Stress 1st Principle Stress Glass size=110mm×30mm× 5mm Nozzle Velocity=1.0 mm/sec
圖 5 Max. Stress History of Glass Heated by flame type 3(10mm width)
1.加熱不足(Under Heated):
case 6 (sampling 16,position1/4)
0 1 2 3 4 5 -10 -5 0 5 10 Stress(kg/m2) d is ta n c e (m m ) 2.刮痕可消除:
case 6 (sampling 9,position1/2)
0 1 2 3 4 5 -10 -5 0 5 10 Stress(kg/m2) d is ta n c e (m m ) 3.加度加熱(Over Heated):
case 2 (sampling 13,position1/2)
0 1 2 3 4 5 -15 -10 -5 0 5 10 Stress(kg/m2) d is ta n c e (m m ) 圖 6:應力量測結果玻璃內部應力的分佈 1. 針對火焰形狀之改良建議: i. 提高火焰之均勻性:若玻璃之寬度較小,則火焰之均勻性對玻璃在拋光中破 裂之影響性較小;而玻璃寬度增大時,火焰之均勻性則對玻璃之拋光成功率 有較大之影響。 ii. 以點熱源加熱玻璃時,不可由中間開始加熱,應在邊角處先加熱至玻璃軟 化,否則玻璃容易發生炸裂的現象。 2. 針對火焰移動速度之改良建議:
i. 火焰在玻璃前端時,以較慢之噴嘴移動速度拋光,可降低玻璃剛開始因熱震 而破裂機率。 ii. 火焰進入玻璃之 1/5~1/4 後,可逐漸增加噴嘴移動速度。可以玻璃升溫達到 軟化點之上,減低玻璃破裂機率。 iii. 在拋光過程中,若玻璃長度較長時,噴嘴之移動速度應要由慢漸漸增快。 3. 針對玻璃試片放置之建議: i. 由於試片在垂直放置之情況下,火焰分佈受重力之影響,不易得到一均勻之 火焰。而由 1.a 之改良建議中可知,火焰的均勻性愈好,拋光玻璃的成功率 會愈高,若能將玻璃以水平方式放置,可較容易得到一均勻之熱源。 4. 本研究所使用之第一代火焰拋光機,所給予玻璃在拋光後的徐冷環境,是將玻璃放 置在空氣中,利用空氣的自然對流使玻璃慢慢冷卻。在此種徐冷狀態下,常會在實 驗後發現玻璃產生與拋光面傾斜一角度之裂紋;且通常此裂紋之破裂速度較慢,甚 至可用肉眼觀察其行進速度。研究後發現,此乃玻璃試片徐冷不當所致。故設計下 一代之玻璃火焰拋光機時,應在拋光機上加上徐冷裝置,使玻璃的時間冷卻增長, 即可減少此狀況發生。 4.3 噴嘴的研究與設計 噴嘴是火焰拋光整體的核心,從玻璃破裂的原因不確定,經 ANSYS 軟體分析後得知在 加熱不均勻的狀況下易發生破裂,而直立拋光的情形中由於熱對流的關係使得靠近上邊緣 的火焰溫度較高,為避免燃燒時的不均勻則在預混時就必須將火和氣體均勻分佈,且要防 止內部壓力的不足。期望未來的機台能真正處理市面上的受損玻璃,實驗的玻璃尺寸必須 加大,在噴嘴的加熱範圍就必須增加,製造的可行性,尤其噴孔是整體噴嘴的核心,若失 敗則火焰拋光就會失敗。此外高溫的作業環境對噴嘴壽命不利,所以要在短時間內降低噴 嘴溫度是必要的訴求。要達到能處理大量的玻璃,自動化的系統能夠快速安全的輸送氣體 並完成點火是新一代噴嘴努力的目標,取代過去以點火槍的方式點火。 在噴嘴的研究與設計的努力方面,其結果已成交大機械系研究生林秉衍的碩士畢業論文 「玻璃火焰拋光之噴嘴的研究與設計」。在其論文中,噴嘴的設計累積了研究出來的智慧: ◎為了產生均勻的火燄,本研究在噴嘴設計所採取的策略有:(1)孔徑、孔距均勻, (2)孔與孔間的距離要適當的緊密,(3)以狹縫式的噴嘴呈現,(4)氣體混合均勻,(5) 混和氣體壓力穩定與速度分佈,(6)避免氣體離開噴嘴時擴散紊流的問題,(7)減少火焰 的熱對流。 ◎為了增加火燄速度燃燒速度所採取的策略有:(1)燃料的種類與助燃氣體的混合 比,(2)孔徑與壓力的搭配調整,(3)經由計算得出所須壓力、孔徑再將此寸規格定出, (4)考慮使用流量調節器的結構。 ◎為了讓噴嘴耐高溫,在噴嘴設計所採取的策略有:(1)選用耐溫才材料,例如陶瓷、 鎳合金、鈦合金(2)用循環水冷卻,(3)改變火燄的方向,(4)外部塗上隔熱材質以防 止熱傳導,(5)表面塗上反輻射的原料。 為了增加安全性在噴嘴設計上, (1)加入安全閥的觀念或只准在特定方向爆裂,(2)加入
圖 7:第三代噴嘴具有水冷系統及自動點火功能 (a) (b) 圖 8:丙烷流量 50 ㎜(5045 ml/min) 氧氣流量 60 ㎜(15135 ml/min) 火焰最高溫度 1105 ℃(熱電耦距離噴口 3 ㎝)丙烷流量 5040 ml/min 的(a)火焰寬度 8 ㎜與(b)火焰長度 74 ㎜ 19 寬 度 0 11 13 長度 ㎜
防逆火氣器,(3)以單閥原理為依據,(4)強固設計決不爆裂,(5)燃料與助燃氣不預先 混合燃燒。 ◎為了可製造性及可自由改變噴嘴長短,所選用的材料要能夠易於製造細微的內部流 道,並採用以下設計方式: (1)積木組合-各組件分別製造,中段部份為許多相同之 小塊,視所需長度加上中間件調整,(2)噴嘴延展伸縮方式-可視所需長度伸長或縮 短,可做細微的變化,沒有每段長度固定的缺點(3)可控制開關式-預先製造成較長 之噴嘴,分成許多小段,由開關控制其是否進氣,視所需長度調整噴嘴。 在不同的設計中,圖 7 為第三代噴嘴的照片,而其火焰試驗則如圖 8。 4.4. 玻璃刮痕消除機之發展 火焰拋光需要精密的控制,必須有自動化的機器來執行玻璃刮痕消除的工作。過去 計畫主持人在哥倫比亞大學所發展的攜帶型玻璃刮痕消除機因攜帶方便,所以較適用於 室外且受損面積較小的玻璃進行修補用。本計畫把技術及研究中心遷回台灣,需要設計 與建造台灣版的機器供實驗室使用,藉此機會我們可以發展出第二代火燄拋光機。第二 代的機器可直接放置於中央工廠操作,如此可精確的掌握環境影響的因素,並且可增加 更精密的控制功能以增加玻璃提升拋光的成功率,並且其中控制參數可經由專業人員控 制,並保有技術保密的優點。第二代的玻璃刮痕消除機是以連續生產線的觀念,並且可 處理較大量且較大面積的玻璃,可更有效率的進行修補受損玻璃,並預留拋光前後熱處 理的空間以增加拋光過程的成功率。如此,將來玻璃刮痕消除機可分為攜帶式與固定式 兩種機型。攜帶式的傾向於商業外租或外賣機器的模式來經營;而固定式的則屬於收取 客戶的受損玻璃進行處理以從中收取利潤的模式來經營,兩種機型皆有其需求,並且使 用範圍個別獨立,因此可同時存在。且固定式的機器只要在受損玻璃在非破裂的狀況下 皆可透過有效的拋光處理,讓拋光完成的玻璃可以馬上與受損玻璃作替換使用,以降低 處理廢棄玻璃以及重新製造玻璃的成本、維護資源等優點。 目前第二代玻璃刮痕消除機已建造完成,圖 9 為其外觀照片,而表 1 為機器規格, 圖 10 為其火焰拋光玻璃過程的近視照片。而這個設計、製造與測試的過程成了交大機 械學系研究生林聖展的碩士論文「玻璃刮痕消除機之發展」。該論文針對玻璃特性的觀 察與研究,整合資料,總結成設計功能上的需求,並以連續生產線的觀念,設計出可直 接放置於中央工廠操作的,如此可更精確的掌握環境影響的因素,並且於機器增加更精 密的控制功能,並預留拋光前後熱處理的空間以增加拋光過程成功率。 玻璃刮痕消除機經由拋光實驗可得到三項結論:
1 . 機器經由測試得到當操作參數固定丙烷流量為 5045ml/min、氧氣流量為 12613 ml/min、丙烷壓力為 1.5kg/cm2、氧氣壓力為 1.5kg/cm2、噴嘴與玻璃距離為 40mm、 噴嘴傾角為 65o,玻璃的移動速度範圍控制在 75~90mm/s 時,且拋光玻璃尺寸大小 寬度小於 100mm 以下,此時皆可能得到 Well- polished 的玻璃試片。 2 . 拋光完成的玻璃經由機器推進爪推進至機器輸出架上進行冷卻的過程,因輸出架的 溫度接近於室溫,但剛拋光完成的玻璃卻保持在數百度的溫度值,因兩者間的溫差 過大,玻璃被傳送至輸出架上的過程容易造成玻璃於輸出架冷卻的過程發生破裂現 象。 3 . 在拋光的過程中,因噴嘴所吹出的火焰溫度高達 2000℃以上,因此機器週遭的環境 溫度也會因此提高,機器推進爪的溫度可高達 320℃,此外於機器側邊的結構也有 高達 85℃的高溫,此現象對於機器操作者是必須要避免觸摸到的地方。 由以上結論可以提出以下幾點建議: 1 . 玻璃以定速的狀態進行拋光處理,有時會因玻璃本身有熱傳現象以及火焰吹打至玻 璃表面所造成的火焰折射影響到玻璃的表面溫度分布,如圖 9 所示,此現象會造成 玻璃部份得到 Well- polished 的結果但部份卻產生 Over-treated 的現象,因此在拋光 的過程可以嘗試以變速度的方式進行測試,如此可避免掉後半部玻璃過度加熱所產 生的變形現象。或可在機器上增加玻璃溫度感測的設計,如此可藉由量測拋光中的 玻璃溫度 feed back 訊號改變馬達運轉速度,以得到更好的拋光玻璃參數。 2 . 噴嘴火燄所產生的溫度會造成機器的溫度升高,且溫度會高達 320℃,因此必須設 法排除。而在玻璃輸出架的部份,因溫度與拋光完成的玻璃溫差過大,容易造成破 裂,因此建議機器可在噴嘴火焰附近處增加排熱設計,且可設計將所排走的熱量傳 遞至玻璃輸出架上以提高玻璃輸出架的溫度,如此可在最節省能源的狀態下,達到 兩全其美的方法。 3 . 可將機器進階提升為電腦控制,並增加多種感應裝置,如機器溫度感測、玻璃溫度 感測、噴嘴溫度感測、室溫感測、火焰偵測等等,如此可更精密的控制拋光過程, 以提升機器拋光品質與成功率。
圖 9: 第二代玻璃刮痕消除機的外觀照片
表 1:第二代火焰拋光玻璃括痕消除機的規格
4.5 火焰拋光之實驗成果
圖 11 玻璃刮痕未消除前(試片尺寸 22cmx7.5cmx0.5 cm)
5. 論文出版與專利
1. 美國專利"Method for Controlled Surface Scratch Removal and Glass Resurfacing ", US Patent No. 6,877,341, April 12, 2005,Total 14 claims.
2. SeongChan Jun and Shane Hong, “Scratchitti Removal and Glass Surface Recondition by Controlled Fire Polishing”, Proceedings of the 7thInternational Conference on Deburring and Surface Finishing, University of California, Berkeley, CA., USA. June 7-9, 2004. P. 423-432
3. 姚中翰、邱勇潮、洪錫源,「玻璃火焰拋光之加熱溫度控制分析」Temperature
Distribution Analysis for Fire-Polishing Control,C012,中華民國陶業研究學會 94 年年會學術論文發表會,台南市台糖長榮酒店,2005 年 5 月 25 日(國科會計畫 編號:NSC93-2212-E-009-018)
4. Jun SC, Hong SY Transit scratchitti removal and glass resurfacing by controlled fire polishing, JSME International Journal Series A-Solid Mechanics And Material Engineering 49 (3): July 2006, 468-477 學生論文:
1.
張國賢, 玻璃火焰拋光中應力的產生與破裂預防,國立交通大學機械工程學系 碩士論文, 2005 年 7 月林聖展, 玻璃刮痕消除機之發展,國立交通大學機械 工程學系碩士論文, 2005 年 7 月林秉衍, 玻璃火焰拋光之噴嘴的研究與設計, 國立交通大學機械工程學系碩士論文, 2005 年 7 月姚中翰 , 玻璃刮痕消除技 術發展–火焰拋光之溫度模擬分析,國立交通大學機械工程學系碩士論文, 2005 年 7 月林哲良, 玻璃刮痕消除機之設計改良,國立交通大學機械工程學系碩士 論文, 2007 年 6 月 6.計畫成果自評 第二年: 6.1 研究內容與原計畫相符程度、達成預期目標情況原計畫研究內容 1: Continue the temperature distribution investigation by finite element analysis of various cases, with focus on (1) nozzle edge effect on heating boundary transient zone; (2) apply the result of flame characterization so that the simulation will be more realistic.
◎ 達成預期目標情況 100%完成
原計畫研究內容 2:Experimentally conduct the temperature distribution measurement inside the glass pane by imbedded fine thermal couples.
◎達成預期目標情況 100%完成
原計畫研究內容 3:Advanced ceramic nozzle development: design and manufacturing, and testing of heat source nozzle made of refractory material for both propane-oxygen and ethylene-oxygen flame.
嘴。
原計畫研究內容 4: “Scratchitti Buster”machine modification with features needed from the result of investigation
◎ 達成預期目標情況 100%完成
原計畫研究內容 5:Flame characterization: flame geometry and temperature profile measured by high temperature infrared thermometer for the new ceramic nozzle.
◎達成預期目標情況 100%完成,陶瓷噴嘴因經費限制,改用水冷式磷青銅噴
嘴。
原計畫研究內容 6:Internal stress measurement system design and construction from optical components: follow ASTM Standard C1279-01 “Standard Test Method for Non-Destructive Photoelastic Measurement of Edge and Surface Stress in Annealed, Heat-strengthened, and Fully Tempered Flat Glass”, with reference of Pacific Northwest National Laboratory’s “Measurement of Internal Stress in Glass Article,”
◎達成預期目標情況 100%,學生在台玻公司完成測試。
原計畫研究內容 7:Fire polishing experiment for tempered glass, polycarbonate plastic panel and cases involved in above studies, investigate the application of fire polishing technique to recondition or repair scratches of the canopy of jet fighter.
◎達成預期目標情況 0% 材料取得困難,未來視狀況是否執行此研究內
容。
第三年度
原計畫研究內容 1. Mathematical modeling and finite element simulation of internal stress and residual stress distribution during and after fire polishing, according to Appendix on detail method description.
◎達成預期目標情況 100%完成,提前於上年度完成,成為學生畢業論文
原計畫研究內容 2. Define safety zone for crack-free fire polishing, from fire polishing experiment, and from the internal stress simulation.
◎達成預期目標情況 100%完成,可重複順利完成拋光。
原計畫研究內容 3. Experimentally conduct the internal stress measurements for samples made by various fire polishing and tempered condition using the method and test setup cited in the Task Item 6 of previous year. (Month 1 –Month 12)
◎達成預期目標情況 100%完成,提前於上年度完成,成為學生畢業論文
原計畫研究內容 4. Investigate the factors affecting the internal stress from material view point, internal stress simulation result and heat treatment, and process parameters, so that a complete control is possible in the future. (Month 6- Month 12)
◎達成預期目標情況 100%完成,提前於上年度完成,成為學生畢業論文
原計畫研究內容 5.Glass material property testing with three point bending strength and impact strength using Chinese National Standard CNS No. 2217-R2044 on Tempered Glass, CNS 1184-R3043, Method of Test for Laminated Glass, and ASTM C1048-97b on Standard Specification for Heat Treated Flat Glass – Kind HS, Kind FT Coated and Uncoated Glass.
◎達成預期目標情況 取消,因經費限制。
原計畫研究內容 6. Investigate the effect of pre- and post- processing regarding to heat treatment, or cooling means for controlled fire polishing. This becomes important if the glass strength is discounted after fire polishing, or to prevent cracking tendency of heat treated glass panel.
◎達成預期目標情況 100%完成。
原計畫研究內容 7.Fire polishing system optimization and intelligent control: Integrate all learned from the studies in this research program, and implement the strategy and method to control the ideal fire polishing process. ◎達成預期目標情況 100%完成。 6.2 研究成果之學術或應用價值、 ◎ 2004 年 7 月在柏克萊加大發表論文曾贏得許多讚譽。 ◎ 專利已經授權企業界 6.3 學術期刊發表或申請專利、主要發現或其他有關價值等評估。
於 2005 年 4 月 12 日正式取得美國專利 US Patent No. 6,877,341, "Method for Controlled Surface Scratch Removal and Glass Resurfacing "
可供推廣之研發成果資料表
※ 可申請專利 ※ 可技術移轉 日期:96 年 6 月 10 日國科會補助計畫
計畫名稱:玻璃及塑膠表面刮痕消除技術之發展 計畫主持人:洪錫源 計畫編號:NSC 94-2218-E-009-034 學門領域:加工與製造技術/創作名稱
玻璃及塑膠表面刮痕消除技術發明人/創作人
洪錫源 中文: 此項火焰拋光技術可以修補被刮傷的玻璃表面。玻璃被廣 泛利用是因它的透光性,當它的表面被硬物等刮傷,玻璃就因光的 折射變成不透明或影像變形,失去了它應有的功能。至今玻璃的刮 傷仍無有效的方法消除,成永久性的損壞。本技術的方法是用熱熔 玻璃表層並利用其表面張力癒合刮痕塗鴉,及用我們設計玻璃刮痕 消除機自動處理,液化瓦斯加氧氣的火焰在精密的溫度分布控制下 可以有效地使滿是刮痕的玻璃恢復光滑透明,氟化霧玻璃也可被還 原成透明玻璃。技術說明
英文:The technology developed is an environmentally benign, novel re-manufacturing process to recondition the glass and plastic surfaces and to reliefthebothersome“scratchitti”vandalism. This approach incorporates a technique of localized softening and surface tension. Intensive heat is positioned near to the scratch marks on the glass panel. The heat melts a thin layer of glass into a formable state. The glass is melted to a level close to the depth of the scratch, and allowed to cool down naturally. During the cooling process, the surface tension of the melted glass will even out the scratching indent. After cooling, the glass will be as even and smooth as it was originally. In this process, except the thin and small scratched surface area being repaired, the glass remains solid and structurally sound during this operation to prevent any distortion of the glass panel.