INTRODUCTION
For most interfacial reactions during the solder-ing process, the growth kinetics of intermetallic compounds formed at the liquid solder/substrate in-terface has been shown to be diffusion controlled,1–5 following a parabolic law. However, in a study by Kim et al.,6it was found that, accompanied with the formation of a scallop-shaped Cu6Sn5intermetallic compound at the interface between the liquid Pb63Sn solder and the Cu substrate, the growth rate had a ratio of (time)1/3, which could be ex-plained by the ripening reaction of Cu6Sn5.7On the other hand, Tu and Thompson8 found that the Cu6Sn5intermetallic compound grew linearly at the interface between thin Cu and Sn films. In that case, the release of Cu atoms from the Cu film into Sn was considered as the rate-limiting step for such a linear growth. Bader and Gust9studied the growth kinet-ics of solid-liquid interdiffusion, bonding the Cu/Sn/Cu intermetallic compounds into a thin film couple. The Cu6Sn5intermetallic compound grew in the ratio of (time)n, where n was 0.20 and 0.25 for the temperatures of 240°C and 300°C, respectively. According to Bader and Gust’s explanation, the non-parabolic growth kinetics of Cu6Sn5at the Cu/Sn in-terface occurred when Cu and Sn atoms diffused
through the grooves between the Cu6Sn5 crystal-lites. Concurrent with the growth of Cu6Sn5, the grooves would become narrower, and the diffusion of Cu and Sn atoms would slow down. The nonpara-bolic growth of intermetallic compounds was also re-ported by Howard et al.10 for interfacial reactions between aluminum and certain transition-metal thin films, such as Zr, Hf, and Ta. In this case, how-ever, the intermetallic compounds that formed at the interfaces of Al/Cr, Pt, Co, and Ti thin films fol-lowed a parabolic growth law. To explain this phe-nomenon, Howard et al. followed a relationship be-tween the growth kinetics and melting points of intermetallic compounds. They showed that the higher melting-point compounds (HfAl3, ZrAl3, TaAl3, etc.) were formed at the interfaces of Al/Zr, Hf, and Ta; resulting in lower lattice diffusivity. Thus, the diffusing atoms selectively penetrated the grain boundaries with slight lattice diffusion, which caused these higher melting-point compounds to grow at a rate proportional to (time)1/4.
Owing to their low melting points, InSn solders have been widely used in bonding the recycled sput-tering targets with their back plates while Ag has been regarded as a popular sputtering material. In previous work by one of the authors,10interfacial re-action between the liquid In49Sn solder and the Ag plate was studied.9 It was found that a
scallop-Soldering Reactions between In49Sn and Ag Thick Films
M.D. CHENG, S.S. WANG, and T.H. CHUANG
Department of Materials Science and Engineering, National Taiwan University, Taipei 106, Taiwan
The interfacial reactions between In49Sn solders and Ag thick films at tem-peratures ranging from 200°C to 350°C have been studied. The intermetallic compound formed at the Ag/In49Sn interface is Ag2In enveloped in a thin layer of AgIn2. Through the measurement of the thickness decrease of Ag thick films, it has been determined that the reaction kinetics of Ag2In has a linear relation to reaction time. Morphology observations indicated that the linear reaction of Ag2In was caused by the floating of Ag2In into the In49Sn solder as a result of the In49Sn solder penetrating into the porous Ag thick film. A sound joint can be obtained when a sufficient thickness of the Ag thick film (over 19.5 m) re-acts with the In49Sn solder. In this case, the tensile tested specimens fracture in the In49Sn matrix.
Key words: In49Sn solders, Ag thick films, intermetallic compounds, bonding
strengths
(Received June 21, 2001; accepted October 18, 2001)
shaped Ag2In phase enveloped in an AgIn2 thin outer layer appeared at the InSn/Ag interface. The growth kinetics of Ag2In followed the parabolic law and was diffusion controlled. Since sintered Ag thick films possess a different microstructure from the rolling Ag plates, it should make sense to further compare the interfacial reaction of the InSn/Ag thick film with that of the InSn/Ag plate. As it turns out, the result is interesting, showing that the reac-tion kinetics in the present case has changed to a linear relation. The mechanism of such a linear rela-tion between In49Sn solders and Ag thick films has been clarified through observations of the inter-metallic compounds formed during the soldering re-action. In addition, the bonding strengths of the sol-der joints in relation to the reacted thickness of the Ag thick film are also investigated.
EXPERIMENTAL
The surface of an alumina substrate was coated with silver paste using a screen printer (composi-tion: Ag 75–80%, glass 1–5%, resin 1–5%, terpineol 5–10%, and diethyl phthalate 5–10%). Specimens were first heated at 150°C for 10 min. and then sin-tered at 850°C for 10 min. in an air furnace. After sintering, the specimens were cooled to room tem-perature. The sintered Ag thick film on the alumina substrate possessed a thickness of 70 ⫾ 2 m and low porosity, as shown in Fig. 1. The In49Sn solder with a melting point of 120°C was prepared by vac-uum melting into an ingot and homogenized at 100°C for 50 hours. The microstructure of such a ho-mogenized eutectic In49Sn solder is composed of coarse islands in the Sn-rich phase and a matrix in the In-rich phase. Afterward, the In49Sn ingot was rolled into a 0.2-mm-thick foil. For the study of in-terfacial reactions, the solder foil was cut to the same size as the Ag/Al2O3 substrate, inserted and sandwiched in between two Ag/Al2O3 substrates, and then heated in an infrared furnace under a vac-uum of 10⫺3torr. To eliminate the oxidation factor in soldering, flux was applied before testing. For the measurements of bonding strengths of the solder joints, both sides of the sandwiched specimens were
gripped in the tensile testing machine, as shown in Fig. 2. The tensile tests were conducted at a crosshead speed of 20 mm/min.
Soldering reactions took place at temperatures ranging from 200°C to 350°C for various periods of time. After reaction, the soldered specimens were cross sectioned, ground with SiC paper, polished with 1 m and 0.3 m Al2O3powders, and observed by scanning electron microscopy. For kinetics analy-sis, the average thickness was obtained from meas-urements of at least five spots of the layers. The compositions of the intermetallic compounds formed during reaction were analyzed by energy dispersive x-ray spectroscopy (EDS).
RESULTS AND DISCUSSION
During the soldering reaction between In49Sn and the Ag thick film, a scallop-shaped Ag2In inter-metallic phase is formed at the In49Sn/Ag interface. Along the reaction front of Ag2In, a thin layer of AgIn2 can be observed. The chemical compositions (wt.%) of the Ag2In and AgIn2phases, as analyzed by
Fig. 1. Tilt image to show the cross section and free surface of the as-sintered Ag thick film.
Fig. 2. Tensile test for the bonding strengths of the Al2O3/Ag/
EDS, are Ag:In:Sn ⫽ 67.2:30.2:2.6 and 32.3:61.5:6.2. The Ag2In intermetallic compound grows with an in-crease in reaction time (Fig. 3) and temperature (Fig. 4). The thickness of the Ag film decreases with time and temperature, and the liquid solder filters into the pores of the as-sintered Ag thick film to form intermetallic branches, as shown in Fig. 5. These intermetallic branches, as analyzed by EDS, are the Ag2In phase, accompanied by small AgIn2 granules. With longer reaction time, a large number of crevices and cavities appear at the boundaries of the Ag2In crystallites (Fig. 6). In some cases, the Ag2In intermetallic compounds cleave transgranu-larly into two pieces, as shown in Fig. 7. These bro-ken Ag2In intermetallic compounds splinter away from the Ag thick film and float into the liquid sol-der (Fig. 8). In Fig. 8, an initiated crack can also be observed near the interface between Ag2In and the Ag thick film. Because a considerable amount of Ag2In drifts away from the In49Sn/Ag interface, the remaining Ag2In intermetallic layer at the interface between the In49Sn solder and the Ag thick film has a thickness of 8–15 m. The total reaction kinetics of spalling and nonspalling intermetallic compounds during the soldering reaction between the In49Sn
solder and the Ag thick film is, thus, indirectly as-certained from the thickness decrease (⌬X) of the Ag film. In this case, the thickness of the nonspalling Ag2In attached to the unreacted Ag film is excluded from the measurements. The slopes of the plots in Fig. 9 give the n values of the kinetics relation:⌬X ⫽ tn. The n values range from 1.04 to 1.15, which im-plies a linear reaction of the intermetallic com-pounds at the interface between the liquid In49Sn solder and the thick Ag film. The result is different from that previously obtained from the soldering re-action between the liquid In49Sn solder and plated Ag. This difference is attributed to the porosity of the Ag thick film, resulting in the In49Sn solder penetrating into the Ag thick film and increasing its reaction with Ag. In addition, the spalling of Ag2In intermetallic compounds in this study is quite domi-nant over the growth of the nonspalling film, which should also yield a linear reaction, as evidenced by kinetics analysis. At the final stage of the soldering reaction, the Ag thick film will be exhausted, and cracking will occur at the interface between Ag2In and the alumina substrate. On certain locations where small quantities of the Ag thick film still linger on the alumina substrate, as shown in Fig. 10,
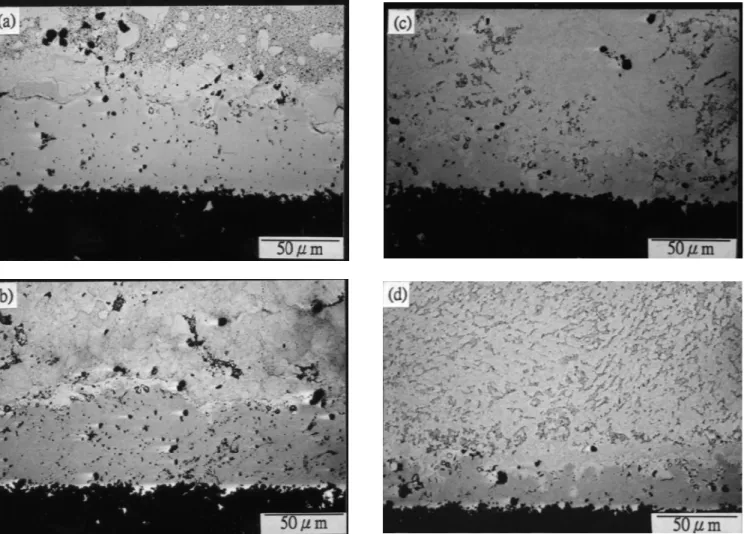
Fig. 3. Morphology of intermetallic compounds formed after soldering reaction between liquid In49Sn and the Ag thick film at 200°C for various reaction times: (a) 10 min., (b) 15 min., (c) 30 min., and (d) 60 min.
the crack propagates along the interface between Ag2In and the rest of the Ag thick film.
The tensile strengths of Al2O3/Ag/In49Sn/Ag/Al2O3 joints, soldered under various conditions, were meas-ured, as listed in Table I, and plotted as a function of
the thickness decrease (⌬X) of the Ag film (Fig. 11). At the early stage (lower temperatures and shorter durations), the reaction between In49Sn and the Ag thick film is insufficient to attain a satisfactory joint. Figure 12 shows that in this case the bonded speci-mens fracture along the interface between the Fig. 4. Morphology of intermetallic compounds formed after soldering reaction between liquid In49Sn and the Ag thick film at various tempera-tures for 5 min.: (a) 200°C, (b) 225°C, (c) 250°C, and (d) 275°C.
Fig. 5. Penetration of liquid In49Sn into the Ag thick film to form small particles of the AgIn2phase (soldering condition: 200°C, 15
min.).
Fig. 6. The appearance of crevices or cavities between Ag2In
In49Sn solder and the incomplete intermetallic layer. With respect to the In49Sn solder, fractogra-phy shows a dimpled appearance (Fig. 12a). The chemical composition, as analyzed by EDS, is Ag:In:Sn ⫽ 0.4:60.3:39.3. However, on the part of the Ag/Al2O3substrate, the fractured surface is covered with Ag2In intermetallic compounds and a few In49Sn solder dimples, as shown in Fig. 12b. The EDS analyses show a chemical composition (wt.%) of
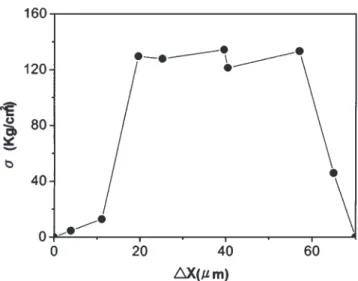
Ag:In:Sn ⫽ 54.1:36.7:9.2. After a sufficient amount of the Ag thick film (⌬X ⬎ 19.5 m) has reacted with the In49Sn solder, the bonding strength increased to a value above the tensile strength of the In49Sn sol-der (129.2 ⫾ 7.9 kg/cm2). Under these conditions, the Al2O3/Ag/In49Sn/Ag/Al2O3 joints fracture through Fig. 7. The appearance of the transgranular crack in Ag2In
inter-metallic compounds (soldering condition: 200°C, 60 min.).
Fig. 8. Floating of Ag2In intermetallic compounds into the In49Sn
solder (soldering condition: 200°C 30 min.).
Fig. 9. Log plot of the thickness decrease (∆X) of the Ag thick film as a function of the reaction time.
Fig. 10. Cracking appears at the interface between Ag2In and the
alumina substrate when the Ag thick film is exhausted (soldering condition: 275°C, 15 min.).
Table I. Bonding Strength and Fracture Locations of Al2O3/Ag/In49Sn/Ag /Al2O3Joints Soldered under Various Conditions
Soldering Conditions Ag Thickness Decrease (m) Bonding Strength (kg/cm2) Fracture Locations
200ºC, 5 min. 3.9 4.6 Solder/I.M.* 225ºC, 5 min. 11.1 12.8 Solder/I.M. 200ºC, 10 min. 19.5 129.6 Solder 200ºC, 15 min. 25.1 127.8 Solder 200ºC, 30 min. 39.5 134.3 Solder 275ºC, 5 min. 40.4 121.3 Solder 200ºC, 30 min. 57.0 133.2 Solder
200ºC, 60 min. 64.9 45.8 I.M. or I.M./Al2O3
37.2–40.1). In this case, the higher Ag content (shown in Fig. 13, compared with Fig. 12a) is attrib-uted to the larger amount of Ag2In floating into the In49Sn solder. Such satisfactory joints can be ob-tained in all cases where the thicknesses of reacted Ag films are within a wide range between 19.5 m and 57.0 m. It is well known that thick inter-metallics cause the problem of brittle fracture in the soldered joints. However, the spalling of Ag2In, in this study, keeps the thickness of the interfacial in-termetallic layer within the range of 8–15 m notwithstanding that a much larger amount of the Ag film has reacted with the In49Sn solder, which seems to constitute the cause for the survival of these overreacted Ag/In49Sn/Ag joints. It is only as most of the Ag thick film is exhausted (⌬X ⬎ 64.9 m) that the bonding strength will drop drastically, as shown in Fig. 11. The tensile fractured specimens break either in the intermetallic layer (Fig. 14a) or along the interface between the intermetallic com-pound and the alumina substrate (Fig. 14b). In the former case, EDS analyses of the fractured surface show a chemical composition (wt.%) of Ag:In ⫽ 75.7:24.3. In contrast, the chemical composition (wt.%) of the fractured surface in the latter case (shown in Fig. 14b) is Al:Ag:In ⫽ 79.8:13.8:6.4, con-firming that cracking takes place along the inter-metallic compound/alumina interface.
CONCLUSIONS
Ag2In intermetallic compounds are known to pos-sess parabolic growth kinetics, as found by a previ-ous study on the interfacial reactions between the liquid In49Sn solder and the Ag plate.11 However, when the substrate is transformed to an Ag thick film, reaction with the In49Sn solder exhibits the linear growth kinetics of the Ag2In intermetallic compounds. Such linear growth kinetics of Ag2In during the soldering reaction between In49Sn and the Ag thick film is attributed to the porosities of the sintered Ag thick film, as liquid In49Sn solders are channeled to penetrate into the Ag thick film accel-Fig. 12. Fractography of the Al2O3/Ag/In49Sn/Ag/Al2O3 joints
bonded at 225°C for 5 min.: (a) on the side of the In49Sn solder and (b) on the side of the Ag/Al2O3substrate.
Fig. 13. A typical micrograph of the tensile fractured surfaces of Al2O3/Ag/In49Sn/Ag/Al2O3joints bonded at 200°C for 10 min.
Simi-lar dimple fractographies appear at all sound joints in Table I. Fig. 11. Bonding strengths (σ) of the Al2O3/Ag/In49Sn/Ag/Al2O3joints
as a function of the thickness decrease (∆X) of the Ag thick films.
the In49Sn solder matrix after tensile testing. Frac-tography of these solder joints reveals a dimpled ap-pearance (Fig. 13). The EDS analyses of the fractured surfaces indicate that the chemical compositions (wt.%) are similar (Ag: 0.8–2.0, In: 57.2–61.3, and Sn:
erating the reaction. Ag2In, the reaction product, is also found to break away from the Ag thick film and float into the In49Sn solder, which expedites such a soldering reaction. When sufficient Ag thick film (reaching the 19.5-m-thick par) has reacted with the In49Sn solder, a sound joint with a bonding strength of above 129.2 kg/cm2can be achieved. The tensile tested Al2O3/Ag/In49Sn/Ag/Al2O3 specimens fracture in the In49Sn matrix. However, as the Ag thick film is almost exhausted, cracking occurs along the interface between intermetallic com-pounds and alumina substrates, and the tensile strength of such an Ag/In49Sn/Ag solder joint drops to a low value.
REFERENCES
1. D.R. Flanders, E.G. Jacobes, and R.F. Pinizzotto, J. Elec-tron. Mater. 26, 7 (1997).
2. L.H. Su, Y.W. Yen, C.C. Lin, and S.W. Chen, Metall. Mater. Trans. B 28B, 927 (1997).
3. S.K. Kang and Ramachandran, Scripta Metall. 14, 421 (1980).
4. V.I. Dybkov and O.V. Duchenko, J. Alloys Compounds 234, 295 (1996).
5. S. Choi, Y.R. Bieler, J.P. Lucas, and K.N. Subramanian, J. Electron. Mater. 28, 11 (1999).
6. H.K. Kim, H.K. Liou, and K.N. Tu, Appl. Phys. Lett. 66, 18 (1995).
7. H.K. Kim and K.N. Tu, Phys. Rev. B 53, 16027 (1996). 8. K.N. Tu and R.D Thompson, Acta Metall. 30, 947 (1982). 9. S. Bader and W. Gust, Acta Mater. Metall. 43, 1 (1995). 10. Y.T. Huang and T.H. Chuang, Z. Metallkd. 91, 12 (2000).
Fig. 14. Fractography of the Al2O3/Ag/In49Sn/Ag/Al2O3joints bonded
at 200°C for 60 min.: (a) fracture location of the intermetallic com-pound and (b) fracture location at the intermetallic/alumina inter-face.