國 立 交 通 大 學
材 料 科 學 與 工 程 學 系
碩 士 論 文
利用銀銅基銲料接合氧化鋯與純鈦之強度測試
與其機械性質
Bending test and mechanical properties of the ZrO2/Ti joint
brazed with Ag-Cu filler metal
研究生:丘仲民
指導教授:林健正 博士
利用銀銅基銲料接合氧化鋯與純鈦之強度測試
與其機械性質
Bending test and mechanical properties of the ZrO
2/Ti joint
brazed with Ag-Cu filler metal
研究生:丘仲民 Student: Chung-Min Chiu 指導教授:林健正 Advisor: Chien-Cheng Lin
國立交通大學 材料科學與工程學系
碩士論文
A Thesis
Submitted to Department of Material Science and Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master in Material Science and Engineering
July 2010
利用銀銅基銲料接合氧化鋯與純鈦之強度測試與其
機械性質
研究生 : 丘仲民 指導教授 : 林健正 國立交通大學材料科學與工程學系 摘要 本實驗重量百分比68.8%Ag-26.7%Cu-4.5%Ti的銀銅基銲料作 為氧化鋯(ZrO2)與純鈦(Ti)硬銲接合的填充材料,在Ar氣體的保護氣 氛下,經過900o C以及950o C的溫度下分別持溫6分鐘、30分鐘、360分 鐘,製作成三點抗折試片,並且製作對照組:1.氧化鋯(ZrO2)/Ag-Cu-Ti/ 氧化鋯(ZrO2) 2.純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti)。 分別經過三點抗折機台測試,量測各組條件之下的最大的抗折強 度(Bending Stress),並且 經由SEM/EDX元素分析其破斷面的組成結構, 實驗結果顯示純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti)的接合抗折強度最大,氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)與氧化鋯(ZrO2)/Ag-Cu-Ti/氧化鋯(ZrO2)的
接合抗折強度接近,且短時間(6分鐘、30分鐘)硬焊接合強度會大於 長時間(6小時)硬焊接合強度,此實驗最有趣的地方在於900度持溫6
分鐘以及950度持溫6分鐘的氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)接合強
Bending test and mechanical properties of the ZrO
2/Ti joint
brazed with Ag-Cu filler metal
Student:Chung-Min Chiu Advisor:Chien-Cheng Lin
Department of Material Science and Engineering National Chiao Tung University
Abstract
ZrO2 and pure titanium were joined by active brazing with
68.8%Ag-26.7%Cu-4.5%Ti(wt.) filler,at temperatures ranging from 900oC and 950oC for 6,30 and 360 minutes in argon atmosphere.
Manufactured three-point-bending sample.And manufactured contrastive sample:1.ZrO2/AgCuTi/ZrO2 2.Ti/AgCuTi/Ti.
After three-point-bending test,got bending stress from every sample,the microstructure in the fracture areas were investigated by SEM/EDS. The results were Ti/AgCuTi/Ti system has the biggest bending stress,
ZrO2/AgCuTi/Ti system was close with ZrO2/AgCuTi/ ZrO2 system on
bending stress, and short time(6,30min) brazed bending stress were bigger than long time(360min) brazed, the most interesting point is the difference at 900oC-6min and 950oC-6min ZrO2/AgCuTi/Ti system, and
致謝 時光飛逝,短短的碩士生涯轉眼即逝,即將邁入下一個人生階段, 回首昨日種種,除了專業知識的增長或是做實驗時與同學聊天解悶、 發現問題與學長討論,閒來時玩個遊戲打發時間之外,更重要的是學 到為人處事的態度,一路走來實驗室的每一位學長、同學、學弟正是 編織著這碩士生涯一幕幕難忘回憶的拼圖。 首先要感謝我的指導教授 林健正老師,感謝老師不管是在學業 上、實驗上,更重要的在人生處世的道理上都不斷的指正教導我,讓 我學到細心與嚴謹是做實驗最重要的態度。 還要感謝林昆霖學長、張耀文學長和魏伸紘學長在學術專業知識 上的傾囊相授,蘇桓德學長、顏永達同學平時一起度過平常做實驗聊 天打屁的時光,還有其他材料系同學師長在實驗上儀器上的幫助,才 能順利完成實驗。最後還要感謝我的父母、兄嫂一路的支持打氣,感 謝我女有默默的陪伴我。 口試期間,非常感謝成大趙隆山教授、工研院林坤豐博士對論文 所提出的想法、建議,都讓我論文更加完整,謝謝。
目錄 頁次 中文摘要………Ⅰ 英文摘要………Ⅱ 致謝………Ⅲ 目錄………Ⅳ 表目錄………Ⅵ 圖目錄………Ⅷ 第一章 前言………1 第二章 原理及文獻回顧………4 2.1 氧化鋯………4 2.2 鈦與鈦合金………5 2.3 接合技術………7 2.4 強度量測………9 第三章 實驗步驟 ……… 12 3.1 試片製備………12 3.2 實驗設備………14 3.3 接合過程………14 3.4 三點抗折強度測量………15
3.5 破裂後試片SEM破斷面分析………15 3.6 分析儀器……… 15 3.6.1 SEM ……… 15 第四章 結果與討論………16 4.1 三點抗折強度量測………16 4.2 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)……… 17 4.3 氧化鋯(ZrO2)/Ag-Cu-Ti/氧化鋯(ZrO2)……… 25 4.4 純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti)………27 4.5 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)個條件試片破斷 示意圖………30 第五章 結論………31 參考文獻……… 33
表目錄 表2.1 氧化鋯的三種晶相的結構圖………37 表2.2 氧化鋯之相變化流程圖………37 表 3.1 實驗參數……… 38 表 3.1.1 硬焊接合條件表 ………38 表 3.1.2 破斷面試片 ………39 表 4.1 各條件抗折強度表………40 表 4.2 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)………41 表 4.2.1 900o C 持溫 6min ZrO2側破斷面 SEM/EDS 成分表……41
表 4.2.2 900o C 持溫 6min Ti 側破斷面 SEM/EDS 成分 ……… 41
表 4.2.3 900o C 持溫 30min ZrO2側破斷面 SEM/EDS 成分 …… 42
表 4.2.4 900o C 持溫 30min Ti 側破斷面 SEM/EDS 成分 ………42
表 4.2.5 900o C 持溫 360min Ti 側破斷面 SEM/EDS 成分………43
表 4.2.6 950o C 持溫 6min ZrO2側破斷面 SEM/EDS 成分……… 44
表 4.2.7 950o C 持溫 6min Ti 側破斷面 SEM/EDS 成分…………44
表 4.2.8 950o C 持溫 30min ZrO2側破斷面 SEM/EDS 成分………45
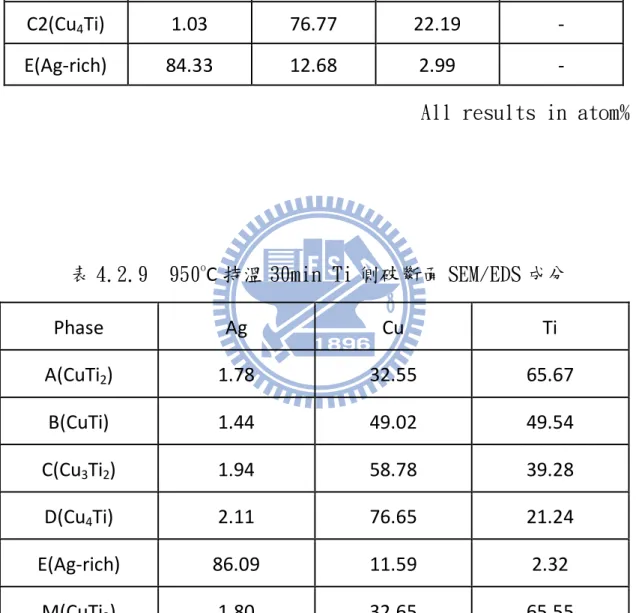
表 4.2.9 950o C 持溫 30min Ti 側破斷面 SEM/EDS 成分 ……… 45
表 4.2.10 950o C 持溫 360min Ti 側破斷面 SEM/EDS 成分 …… 46
表 4.3.1 900o C 持溫 6min……… 47 表 4.3.2 950o C 持溫 6min……… 47 表 4.4 純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti) ……… 48 表 4.4.1 900o C 持溫 6min……… 48 表 4.4.2 900o C 持溫 30min ……… 48 表 4.4.3 900o C 持溫 360min……… 49 表 4.4.4 950o C 持溫 6min ………49 表 4.4.5 950o C 持溫 30min ……… 50 表 4.4.6 950o C 持溫 360min……… 50 表 4.5 各條件試片裂縫發生處………51 表 4.6 各條件試片破斷面發生處………52
圖目錄 圖2.1 典型氧化鋯與其它氧化物的相圖,選擇 不同的成分可得到三種 不同的微結構………53 圖 2.2 三點及四點抗折強度示意圖………54 圖 3.1 實驗流程圖………55 圖3.2 試片規格………56 圖3.3 notch後的樣式 ………56 圖3.4 鎢鋼夾具………57 圖3.5 (a) 接合示意圖 (b) 完成圖……… 57 圖 4.1 各條件抗折強度-時間曲線………58 (A) 900o C 氧化鋯/Ag-Cu-Ti/氧化鋯 (B) 950o C 氧化鋯/Ag-Cu-Ti/氧化鋯 (C) 900o C 氧化鋯/Ag-Cu-Ti/純鈦 (D) 950o C 氧化鋯/Ag-Cu-Ti/純鈦 (E) 900o C 純鈦/Ag-Cu-Ti/純鈦 (F) 950o C 純鈦/Ag-Cu-Ti/純鈦 圖 4.2 氧化鋯/Ag-Cu-Ti/純鈦 應力-應變曲線………59 (a) 900o C/6min (b) 900o C/30min (c) 900o C/360min 圖 4.3 氧化鋯/Ag-Cu-Ti/純鈦 應力-應變曲線………59
(d) 950o C/6min (e) 950o C/30min (f) 950o C/360min 圖 4.4 氧化鋯/Ag-Cu-Ti/氧化鋯應力-應變曲線………60 (g) 900o C/6min (h) 900o C/30min (i) 900o C/360mi 圖 4.5 氧化鋯/Ag-Cu-Ti/氧化鋯應力-應變曲線………60 (j) 950o C/6min (k) 950o C/30min (l) 950o C/360min 圖 4.6 純鈦/Ag-Cu-Ti/純鈦應力-應變曲線………61 (m) 900o C/6min (n) 900o C/30min (o) 900o C/360min 圖 4.7 純鈦/Ag-Cu-Ti/純鈦應力-應變曲線………61 (p) 950o C/6min (q) 950o C/30min (r) 950o C/360min 圖 4.8 900o
C 持溫 6 min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
A- TiO2,B-CuTi,C- Ag- rich……… 62
圖 4.9 900o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
A- TiO2,B-CuTi,C- Ag- rich………63
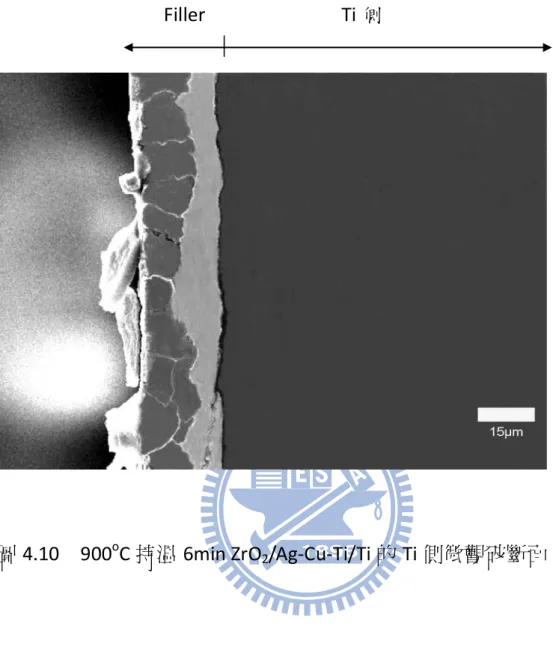
圖 4.10 900o
C 持溫 6minZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面-64
圖 4.11 900o
C 持溫 6minZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
A- CuTi2,B- CuTi,C- Cu3Ti2,D- Cu4Ti,E- Ag-rich…65
圖 4.12 900o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
(SEI)……… 66 圖 4.13 900o
(BEI)
A- TiO2,B- CuTi,C- Ag-rich,D- Cu4Ti………66
圖 4.14 900o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
A- CuTi2,B- CuTi,C- Cu3Ti2,D- Cu4Ti,E- Ag-rich…67
圖 4.15 900o
C 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
A- TiO2 ,B-fracture(最外側 Ag-rich)……… 68
圖 4.16 900o
C 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
A - CuTi2,B- CuTi………69
圖 4.17 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
A- TiO2,B- TiO,C- CuTi2,D- Cu4Ti ……… 70
圖 4.18 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
A- CuTi2 ,B- CuTi,C- Cu3Ti2,D- Cu4Ti,
E- Ag-rich,M-CuTi2 (針狀)……… 71
圖 4.19 950o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2微觀側破斷面
(SEI)
A- TiO2 ,B- Ti2O3 ,E- Ag-rich
C-可分兩層右側 CuTi、左側 Cu4Ti (BEI 下可看到兩層)…72
圖 4.20 950o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 Ti 微觀側破斷面
E- Ag-rich,M- CuTi2(針狀)………73
圖 4.21 950o
C 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
A- TiO2,B- fracture (EDX 得最左側為 CuTix 相)持溫 360min
後 ZrO2側再研磨過程幾乎已經全部 fracture………74
圖 4.22 950o
C 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
A- CuTi2,B- CuTi,E- Ag-rich,M- CuTi2 (針狀)… 75
圖 4.23 900o
C 持溫 6min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面
A- TiO2,B- Ag+Cu rich,C- CuTi………76
圖 4.24 900o
C 持溫 360min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面
A- TiO2,B- Ag+Cu rich,C- CuTix ………77
圖 4.25 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面
A- TiO2,B- Ag+Cu rich,C-CuTi2 ………78
圖 4.26 950o
C 持溫 360min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面
A-TiO2,B- Ag+Cu rich,C-CuTi ………79
圖 4.27 900o
C 持溫 6min Ti/Ag-Cu-Ti/Ti 微觀破斷面
A- CuTi2,B- CuTi,E- Ag-rich
(Filler 區中 A 靠近 Ti 側,B 靠近中間富銀區) ……80 圖 4.28 900o
C 持溫 30min Ti/Ag-Cu-Ti/Ti 微觀破斷面
M- CuTi2(針狀) ………81
圖 4.29 900o
C 持溫 360min Ti/Ag-Cu-Ti/Ti 微觀破斷面
A- CuTi2,B- CuTi,E- Ag-rich
M- CuTi2(針狀) ………82
圖 4.30 950o
C 持溫 6min Ti/Ag-Cu-Ti/Ti 微觀破斷面
A- CuTi2,B- CuTi,E- Ag-rich ,M- CuTi2(針狀) ,
E 區可以看到細微的裂縫在晶界中生成……… 83 圖 4.31 950o
C 持溫 30min Ti/Ag-Cu-Ti/Ti 微觀破斷面
A- CuTi2,B- CuTi,E- Ag-rich
M- CuTi2(針狀) ………84
圖 4.32 950o
C 持溫 360min Ti/Ag-Cu-Ti/Ti 微觀破斷面
A- CuTi2,B- CuTi,E- Ag-rich
M- CuTi2(針狀) ………85
圖 4.33 900o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 試片破斷示意圖…86
圖 4.34 900o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 試片破斷示意圖…87
圖 4.35 900o
C 持溫 330min ZrO2/Ag-Cu-Ti/Ti 試片破斷示意圖.88
圖 4.36 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 試片破斷示意圖…89
圖 4.37 950o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 試片破斷示意圖..90
圖 4.38 950o
第一章 前言 相較於金屬而言,現代精密陶瓷由於具有更高的強度、耐高溫、 耐磨耗及耐腐蝕等特性,以及其他特殊的物理功能,已逐漸成為近代 工程如電子、機械、引擎、航空之發展潛力之材料,然而對於大型尺 寸或較外形複雜的物件,在製造上無法一體成形,而必須將不同的零 組件加以接合為成品,因此僅能製作較簡單的形狀,在加以接合而成, 所以有單一結構體卻由不同種類的陶瓷組合而成,以上均須藉助陶瓷 接合技術,而目前的陶瓷對陶瓷接合技術,主要仍需藉由外加金屬中 間層材料來完成[1]。 陶瓷材料雖然具有許多優異性能,但是在某些功能,例如導電性、 導熱性及韌性等,仍然無法與金屬材料相比,以近年來備受重視的陶 瓷渦輪而言,其葉片雖可由氮化矽等精密陶瓷製成,但其渦輪軸由於 須承受強大扭力,一般均仍以金屬材料製成。因此陶瓷與金屬的接合 技術為未來精密陶瓷應用領域的關鍵問題[2]。 自1995年起,氧化鋯(ZrO2)陶瓷被發現藉由加入某些安定劑,其 二元系統經由正方晶相轉變至單斜晶相,可以提高氧化鋯的破裂韌性, 改善陶瓷易碎的特性,還有特別的是當溫度低於300℃時( KIC 15-20 MPa m1/2 ),其隨溫度的增加為良好的離子導體,此外,氧化鋯的其他 性質,如與鋼鐵較相近的熱膨脹係數和較低的摩差係數,且擁有陶瓷
基本的優秀性質,基於這些理由而被廣泛的應用在各種領域,如鋼鐵 業中金屬線的抽拉模具、切割工具和刀具、耐火材料、氧感測器以及 燃料電池等。 另一方面,鈦(Ti)金屬在地表蘊藏量豐富,約佔0.6%,僅次於鋁、 鐵、鎂。且鈦有許多優秀的性質如密度低、質輕、耐蝕性高、熔點高, 而且鈦的比重介於鐵鋁之間;熱膨脹係數比銅小;比強度比銅高,此 外藉由添加其它元素及變形處理,可大幅提高其強度,加上與生物的 相容性佳,所以應用相當廣泛,常應用在航太工業的渦輪引擎葉片、 化學防蝕材料、醫療的人工骨骼、汽車工業的引擎零件、民生工業的 眼鏡、運動器材、還有高科技的國防工業等等[3],為目前產業界中 最佳輕量化結構材料之一。 如同大多數的陶瓷材料,氧化鋯在製造大型或形狀複雜的物件時 有其困難度,以及需要較昂貴的費用,因此必須藉由陶瓷對陶瓷本身 或陶瓷對金屬的接合來克服這項缺點,接合的方法有很多種,但是有 許多溫度時間的因素需要考慮,過高的接合溫度除了可能造成元件的 損傷,亦可能因陶瓷與金屬熱膨脹係數的差異造成陶瓷受熱應力而破 裂。降低接合溫度能有效降低接合所產生熱應力[4]。若以膠合方式, 雖然可在低溫下進行,然而高分子黏膠對熱的傳導性能差,且長時間 使用的老化問題會造成接合界面分離。使用傳統低溫的軟銲技術,往
往為了要使軟銲填料能於陶瓷表面潤濕,必須以蒸鍍、濺鍍等昂貴製 程先於陶瓷表面進行金屬化處理。且有許多文獻指出利用高活性的金 屬或是焊料來接合陶瓷和金屬,因為高活性金屬可以讓氧化物陶瓷表 面的潤濕性大為改善,其中添加少量活性元素鈦,成分比例接近共晶 點的銀銅合金為最常被使用作為硬銲接合的填充材料,因其在各種不 同陶瓷對陶瓷或陶瓷對金屬的接合中,能得到較好的接合效果及較高 的強度[5-13],因此選擇使用重量百分比68.8%Ag-26.7%Cu-4.5%Ti 合金箔片作為硬銲的填充材料,並且選擇相較於蒸鍍、濺鍍低溫的900 和950o C利用真空硬焊的方式來接合,且考慮到熱膨脹係數差異過大 在硬焊過程會造成過大的熱應力,而氧化鋯的熱膨脹係數約為10×10-6; 鈦約為11×10-6,因此在接合時所產生的內應力不大[14],所以接合的 陶瓷及金屬分別選為氧化鋯和鈦金屬。 以往文獻[15.16.17]已有許多介紹氧化鋯和鈦的接合反應後的微 觀組織,但是對於每個相的微觀組織對於機械性質與強的的分析並未 有過多的研究,所以用氧化鋯和鈦利用Ag-Cu-Ti焊料在900以及950o C 分別持溫短時間6分鐘、30分鐘以及長時間6小時的條件下製作成三點 抗折試片,分別量測其抗折強度,並且在SEM/EDS下分析其破斷面, 探討不同時間溫度條件下微觀結構對應的抗折強度分析。
第二章 原理與文獻回顧 2.1 氧化鋯(ZrO2) 鋯(Zirconium,化學符號/原子序:Zr/40)是一種有色金屬。而 氧化鋯(Zirconia,ZrO2)是由Hussak[18]在1892 年於巴西發現的,其 以天然礦物斜鋯礦(baddeleyite)以及鋯英砂(Zircon,ZrSiO4)存在。 氧化鋯大約佔地殼成分的0.02~0.03%,所以不屬於稀有元素。氧化鋯 具有三種同素異構體(Polymorphs):單斜晶(Monoclinic)、正方晶 (Tetragonal) 、立方晶(Cubic)。表2.1 列出三種晶體的結構資料[19]。 表2.2為氧化鋯之相變化流程圖在室溫時的結構為單斜晶相,溫度升 高至1170℃會由單斜晶相轉變為正方晶相,升至2370℃再由正方晶 相轉變為立方晶相,於2680℃融解為液相。Wolten[20]而由正方晶相 轉變為單斜晶相時為一種麻田散鐵型像變化(Martensitic transformation),這種相變化的體積變化很大,會造成微裂縫 (micro-crack)產生的應力或應變常會導致整體材料的粉碎,在1975年, 澳洲學者Garvie[21]等人,發現若加入一些像氧化鈣(CaO)、氧化鎂 (MgO)、氧化釔(Y2O3)、氧化鈰(CeO2)等不同價電位數的陽離子的氧 化物,做為安定劑(stabilizer),可以抑制正方晶之相變化,刑成立方 穩定氧化鋯(cubic stabilized zirconia, CSZ)或部分安定氧化鋯
(a)完全安定氧化鋯(Full stabilized zirconia,cubic stabilized zirconia) 添加足量安定劑,可以使氧化鋯在常溫時仍可維持在高溫的立方 晶相。因為其高氧離子傳導性,CSZ常使用在氧氣偵測器及燃料電池 工業的固態電解質。
(b)部分安定氧化鋯(partially stabilized zirconia,PSZ)
添加少量的安定劑,使只能在高溫下才能產生之安定氧化鋯正方 晶相及立方晶相亦仍在常溫下存在於單斜晶基地相中。此PSZ當微裂 縫再單斜晶中成長時,一但尖端到達立方晶相(t-Zr)處,即發生應利 誘發相變化(stress-induced phase transformation)造成立方晶項轉變成 單斜晶相的麻田散鐵相變化,此相變化會使體積膨脹阻止了裂縫繼續 成長[21]。PSZ具有高強度、高韌性、低熱傳導性,常應用在結構陶 瓷。加入氧化釔(Y2O3)的PSZ具有更好的強度,擁有3mol% Y2O3為 現今最常使用的PSZ。圖2.1 為氧化鋯與其它氧化物的相圖[19]。 2.2 鈦(Ti)與泰合金 [22-25]鈦(Titanium)金屬為週期表上第4 週期IV-a 族,原子 序22 的過度金屬,原子量為47.9,為地殼中藏量第四豐富的金屬,僅次於 鋁、鐵和鎂,在地殼表面含量約有0.6%,比重約4.51gm/cm3,介於 鋁(2.7 gm/cm3)及鐵(7.8 gm/cm3)之間,鈦的熔點很高,可達1668 o C,
沸點更高達3260o C,可以耐高溫,並且具有良好的可塑性,優良的耐 久性,不易疲乏;抗熱性高,純鈦的熱擴張變形率低,約為鋼鐵的75%。 除此之外,鈦為一種具有同素異構物轉變的材料,α相是在882℃以 下為六方最密堆積結構(Hexagonal closed-packed, HCP);而β相是 在882℃以上是體心立方結構(Body-center cubic, BCC),此種α相轉 變為β相的轉換溫度稱為β-transus。 純鈦的活性相當大,添加不同的合金元素所形成的鈦合金有不同 的物理與機械性質。大致上主要可以分為四類: (1)商業純淨(cp)級,此種純鈦的主要優點為抗腐蝕性佳,且具有高 塑性,延伸率可達50-60%,但是其強度較差。 (2)α或近α相合金,結構為六方最密堆積HCP,原材料為灰色, 其中加入鋁、鎵等會形成β-偏析型(β-periectoid);加入氮、氧 及碳等非金屬會形成偏晶型(Monotectic),以上均是最常見的α 相穩定元素,即會增加α相到β相的相變化溫度,α相抗拉強度 比純鈦好且有良好的抗高溫潛變性及焊接性,但是較不易鍛造。 (3)β相合金,結構為體心正方堆積BCC,其中加入釩、鉬等會形 成β-同晶型(β-isomorphous);加入銅、猛、鉻、鐵、鎳等會形 成β-共析型(β-eutectoid),β鈦比α鈦抗拉強度好,具有相當 的超彈性,鍛造性良,缺點是密度較高,韌性、抗潛變性較差。
(4)α、β混和相合金,此類合金含有α相及β相穩定元素,此種 合金可經由固溶時效處理來增加強度。因為其具有優秀的強度, 所以被使用程度最廣泛。 2.3 接合技術 陶瓷材料具有化學穩定、耐高溫、耐磨耗、高強度等優良性質, 但是因為陶瓷韌性低,對裂縫、缺陷的容忍度差,使得製程條件的控 制必須非常嚴格,所以陶瓷接合技術(Ceramic Jointing)在陶瓷材料的 推廣下越來越重要,對於陶瓷對陶瓷及陶瓷對金屬的接合,一般可分 為固態接合(Solid state Bonding)及熔銲(Fusion Welding),此兩種接合 方法均包含有外加填充材料(Filler Materials)及無外加填充材料。固態 接合法比較重要的有活性填料焊接(Active metal brazing)、擴散接合 (Diffusion bonding)、陶瓷黏著(Ceramic adhesive)等,主要是利用固態 擴散原理使材料在其熔點以下藉著加壓加溫自然的接合,但直接的固 態接合對於陶瓷對陶瓷而言,一般無法避免接合介面的孔洞產生,由 於是在材料熔點以下進行接合,所以可適用於高溫,而此接合可直接 進行或中間夾以金屬層,而夾層金屬以活性金屬的Nb、Hf、Zr、Ni 或 Ti 為主,其熔點較高,適合高溫需要,此外,這些金屬的熱膨脹係 數均與陶瓷相近,可以緩和因陶瓷與金屬熱膨脹係數差異所造成的熱
應力問題。 無填充材料的熔銲法普遍用於一般金屬的接合,此法對於陶瓷對 陶瓷或陶瓷對金屬的接合上即為困難,目前大部分僅適用於氧化物陶 瓷,如氧化鋁。熔銲法接合主要是將母材接合處局部熔化,但僅限於 具液相區的陶瓷,對於不具液相區的陶瓷,無法直接進行陶瓷/陶瓷 熔銲,但可藉著加熱熔化銲道附近的金屬材質部位,來進行陶瓷/金 屬熔接,此外,不論對於陶瓷/陶瓷或陶瓷/金屬的熔接均須將陶瓷 預熱,以避免局部加熱造成脆裂。填充金屬(Filler Metal)銲法為利用 填充金屬的熔融及再凝固而使陶瓷/陶瓷或陶瓷/金屬達到接合,此 法依填充金屬熔點的高低可以分為液相線溫度低於450℃的軟銲 (Soldering)及高於450℃的硬銲(Brazing)法,軟銲法使用 Pb-Sn-Zn-Sb 合金系及In 或In 合金系,硬銲法則包括銅基合金、銀 基合金、鎳基合金等,可使用有添加活性金屬的填料來取代並直接進 行接合,此是利用活性填料中的活性元素與陶瓷表面產生化學反應而 增加熔融的填料在反應生成物上的潤濕力,使接合更加方便,也更符 合工業上的需要。此外,由於硬銲法為在較高溫的條件下進行,和軟 銲相比對周圍的氣氛更加敏感,更容易受到影響而使實驗結果有所誤 差,所以盡可能將製成在真空環境或惰性氣體中進行,期可達到較佳 的效果。
2.4 強度量測[26] 陶瓷材料的強度量測主要可分三大類: (1)抗拉強度(Tensile Strength) (2)抗壓強度(Compressive Strength) (3)抗折強度(Flexural/Bending Strength) 就同一材料而言,以抗壓強度最高而抗拉強度最低。這些強度測 量法,使用不同之測量技術,同時試片的外型尺寸要求也不一樣(即 使在同一類的強度測試中,例如抗折強度,試片之規格亦有十分大的 差異),如此,強度數據間之差異所代表的不再只是材料性質上的差 別了。因此,在應用陶瓷材料的強度數據時,必須要確知測試時使用 之方法與條件,如此方能正確的明瞭數據所代表的含意,從而在陶瓷 組件的設計上作一完整而安全的評估。 (1)抗拉強度:抗拉強度σt是指作用於材料上之最大荷重,(P 造 成陶瓷材料破壞之應力)除上該材料截面積(Cross-sectional Area,A): σt
=
P /A 。在陶瓷材料的強度測試中,抗拉強度並不經常被使用, 主要原因有二:(a)陶瓷材料加工不易,抗拉試片外形複雜加工量大, 且有精度的要求,試片製作費用昂貴。(b)拉伸測試時,試片軸向校 準(Alignment)不易。任何軸向校準上的誤差皆會使試片受曲折之力, 而導致應力集中於試片表面之缺陷上,產生量測上的誤差。(2)抗壓強度:抗壓強度又稱為抗碎強度(Crushing Strength)。在金 屬材料中很少量測,但在陶瓷材料中,尤其是作為結構上之支撐材料 如火磚、建材,卻常被使用,主要是因為測試設備簡單、試片形狀單 純。 (3)抗折強度:在大多數場合,陶瓷材料強度是以抗折的方式來 測定,可分為三點與四點抗折兩種。與抗拉測試比較,抗折試片的製 作較為簡便。抗折強度之定義是指試片在張應力面產生破斷所需之最 大應力,此應力計算是假設試棒受力狀況適用單純樑(Simple Beam) 之理論所求得:S = MC / I M:力矩(Moment) C:試片中軸(Neutral Axis)至張應力面之距離 I:慣性力矩(Moment of Inertia) 對正方形或矩形截面試棒而言,如圖 2.2,其三點抗折強度為: σ3 = 3PL / 2bd2,四點抗折強度為:σ4 = 3Pa / bd2。對圓棒形之試棒 而言,其三點抗折強度為:σ3 = 8PL / πD3,四點抗折強度為:σ4 = 16Pa /πD3,D 為試棒直徑。 抗折強度的量測因為試片製作簡單且測試操作簡單,所以在陶瓷 材料中被大量的使用,然而在量測時仍受到幾點因素影響:
體積越大強度會越低,所以三點抗折強度會大於四點抗折強度。 (b) 受力點之安排(Loading Points)
(c) 測試環境(External Environment)
(d) 測試夾具之擺置(Fixture Arrangement):span 間距會影響強度。 (e) 試片之幾何形狀(Specimen Geometry):由於抗折強度的計算是以單
純樑之理論為假設而求得,因此若不符合此一假設,則量測會產 生誤差,經過測試,最理想的試片截面尺寸應為: 2d≧b≧0.5d。由此式子並且參考[27.28],本實驗的截面 b = 12 mm,d = 6 mm 所以比較了這三種強度量測的優缺點及方便效率之後,決定使用三點 抗折的方式來作為本實驗的強度量測方法。
第三章 實驗步驟 本實驗是將氧化鋯與純鈦以硬焊的方式接合,量測其抗折強度,並且 研究其破斷面與機械性質,實驗流程圖如圖 3.1 所示,以下將介紹實 驗材料之製備、實驗設備、硬焊接合、抗折量測及分析儀器。 3.1 試片製備 3.1.1 氧化鋯 將深黑色、缺氧之氧化鋯(ZrO2-x)塊材置於長形的坩鍋內,一倂 放入CM 高溫爐中,加熱至1400℃,最後會形成白色之1:2 當量比氧 化鋯(stochiometric zirconia),再以慢速切割機(Low Speed Saw, ISOMET BUEHLER)及鑽石刀片將此塊材 20×12×6 mm(長×寬× 高)[圖3.2]尺寸之長方形試片。 首先以45 μm之鑽石盤和自動研磨機(Minmet, Model 1000, BUEHLER)研磨,使試片上下表面平整,之後依序用15、6、3、1 μ m的鑽石砂紙研磨單一表面,即接合面,使之光亮無刮痕。 因為考慮到三點抗折測試的效率,本實驗的試片採取在接合處做 成刻痕(notch)的樣式[圖3.3],刻痕的深度為1.2mm,寬度 為0.32mm[29] 如此一來在接合之後的三點抗折樑測上會更加方便有效率。 完畢後放入裝有丙酮之燒杯中,利用超音波洗淨機震盪20分鐘,
最後再以去離子水(DI Water)沖洗表面,待表面油漬等殘留物去除後 即完成。 3.1.2 純鈦 將塊狀的純鈦以慢速切割機及鑽石刀片切割成20×12×6 mm (長× 寬×高) 尺寸之長方形試片。首先用400 號數之砂紙研磨,使試片上 下表面平整,之後依序用600、1200 及2000 號數之砂紙研磨接合面, 接著依序以1 μm、0.05 μm之氧化鋁粉進行拋光。之後跟氧化鋯的試 片一樣做成刻痕樣式。完畢後放入裝有丙酮之燒杯中,利用超音波震 盪機震盪20 分鐘,最後再以去離子水沖洗表面,待表面油漬等殘留 物去除後即完成。 3.1.3 填充金屬(Filler Metals) 實驗中以重量百分比68.8%Ag-26.7%Cu-4.5%Ti 合金箔片作為 硬銲的填充材料,其厚度為50 μm;固相線(solidus)溫度為780℃;液 相線(liquidus)溫度為900℃。 首先將箔片剪裁成12 × 6 mm 尺寸的長方形片,同樣放入裝有丙 酮之燒杯中,利用超音波震盪機震盪20 分鐘後再以去離子水沖洗表 面,待表面油漬等殘留物去除後即完成。
3.2 實驗設備
3.2.1管型爐(Tube Furnace)
本實驗用的硬銲設備為管型加熱爐。爐體利用加熱棒加熱,最大 溫度可升至1500℃,其中放置基材的槍管以氧化鋁製成,並外接有氬 氣瓶及真空幫浦(GVD-050A, Oil Rotary Vacuum Pump),使硬銲製程 維持在高度惰性氣體的環境下進行,以避免高溫時基材及硬銲填料與 空氣發生化學反應。 3.3 接合過程 將剪裁、清洗完成的硬銲填料薄片置於製備好的氧化鋯和純鈦之 間,先以雙面膠帶固定其側邊,再以鎢鋼製成的夾具[圖3.4]固定之[圖 3.5],並將雙面膠帶撕去,最後推入加熱爐的腔體中,抽真空並通入 一大氣壓氬氣,連續重複三次使其內部充滿氬氣後開始加熱。除了氧 化鋯對純鈦的硬銲接合外,也進行氧化鋯對氧化鋯、純鈦對純鈦的硬 銲接合作為對照組,製程與上述相同。 實驗中以5℃/min 的速度升溫及降溫,加熱溫度的選擇,;而持 溫時間的選擇,受限於加熱爐的設定條件,只能選擇以6 min 為倍數 的持溫時間,所以選擇6min、30min以及360min,表3.1 為全部選擇 預測量的抗折強度的加熱溫度和持溫時間。最後降溫冷卻至室溫 25
℃後即可將試片取出。 3.4 三點抗折強度測量 將製作好的抗折試片用三點抗折機台量測其抗折強度,最大荷重 為 25 牛頓(Kg‧f),span 間距為 30mm,對於每個條件都量測三次抗 折強度,取其平均值,並且得到應力─應變曲線。 3.5 破裂後之試片 SEM 破斷面分析 將三點抗折量測過後之分裂的試片在 SEM/EDX 下觀察其破斷面 結構,並且配合[15]分析其機械性質。 3.6 分析儀器 3.6.1 掃描式電子顯微鏡與能量散佈分析儀 利用熱場發射掃描式電子顯微鏡(JEOL Model JSM-6500F)及背 向散設電子分析儀(Backscattering Electron Instrument, BEI),觀察接合 界面的微觀組織,並以能量散佈分析儀(Energy Dispersive
Spectrometer, EDS)初步鑑定各形成相的組成元素,因試片本身導電性 較差且周圍以鑲埋樹脂包裹著,所以必須先將鑲埋樹脂用銅膠包覆, 再利用離子鍍金機在試片表面上鍍一層鉑(Pt),增加其導電性,以得 到較佳的圖像。其中鍍金機的設定電流為20mA,濺鍍時間為90 秒。
第四章 結果討論 4.1 三點抗折強度量測 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)在 900o以及 950o分別持溫 6 分鐘、30 分鐘和 360 分鐘硬焊條件接合之後下,經過三點抗折強度 量測後 900o 持溫 6 分鐘下擁有最大的抗折強度 15.87MPa,而 950o 持 溫 6 以及 360 分鐘卻是最低的抗折強度 3.12 和 3.07MPa,在 900o 這 組顯示,持溫時間越長,最大抗折強度會降低;而在 950 度這組,除 了持溫 6 分鐘的抗折強度特別低,30 分鐘到 360 分鐘的抗折強度也 是持溫越長抗折強度越低。從圖 4.2~4.7 應力-應變曲線可了解,抗 折破斷均是脆性破裂。 持溫時間越長,焊料和試片的反應在長時間的情況之下會越容易 行成孔洞,使得抗折強度的降低。這原因可由 P. Kofstad 的研究指
出[30],在 Ag-Cu-Ti 和 ZrO2接合處 Ag-Cu-Ti 中的 Ti 會與 ZrO2中的
O 反應,而 Ti 的氧化機構分為四個階段分別依循著 logarithmic rate law(300o
C)、cubic rate law(300-600o
C)、parabolic rate law(600-850o
C)及 parabolic+linear rate law(>850o
C),各個階段 的轉變溫度會隨氧化持續時間、氧化初期氧含量等原因而改變,並非
絕對。本實驗溫度為 900 以及 950o
C 均大於 850o
C,所以是屬於 parabolic+linear rate law(>850o
臨界點,隨著溫度增加與時間增長,開始形成許多裂縫與多孔的氧化 物,所以會造成接合效果變差,三點抗折量測下的抗折強度也最弱。
在 [15]研究也有指出,在 900 以及 950o
C 下持溫 360 分鐘,利用
Ag-Cu-Ti 焊料接合 Ti 與 ZrO2,在 ZrO2側的接何效果非常差。
而在 900 以及 950o C 下持溫 6 分鐘,抗折強度卻有明顯的差距, 900o C 持溫 6 分鐘抗折強度為 15.87MPa 、950o C 持溫 6 分鐘抗折強度 為 3.12MPa,此處是一個非常奇特的現象,此原因由 SEM/EDS 觀測下 進行分析。 4.2 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti) (a)900o C - 6min 圖 4.8 為 900o
C 持溫 6 min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破
斷面,由右往左可看到三層,分別為 A、B、C,由表 4.2.1 所示 SEM/EDS 的分析結果 A 層 TiO2(29.64at%Ti-70.36at%O)、 B 層 CuTi(48.75at%Cu-48.92at%Ti)、 C 層 富銀區 Ag-rich(79.22at%Ag) 且從圖 4.8、4.9 可發現裂縫從 CuTi 開始產生,並往 Ag-rich 相生長。 圖 4.10 為 900o
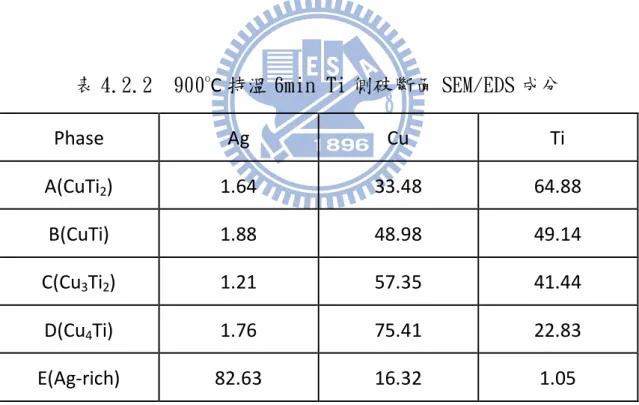
面,由右往左可看到五層,分別為 A、B、C、D、E,由表 4.2.2 所示 SEM/EDS 的分析結果可知 A 至 D 各層銀原子含量很少,介於
1.21~1.88at%,而 A 層 CuTi2 (33.48at%Cu-64.88at%Ti)、
B 層 CuTi (48.98at%Cu-49.14at%Ti)、 C 層 Cu3Ti2 (57.35at%Cu-41.44at%Ti)、 D 層 Cu4Ti (75.41at%Cu-22.83at%Ti)、 E 層 富銀區 Ag-rich (82.63at%Ag) 且從圖 4.11 發現裂縫發生從 Cu4Ti 產生,且沿著 Cu4Ti 的晶界往 Ag-rich 生長。 破斷面發生在 Ag-rich 區。 (b)900o C - 30min 圖 4.12、4.13 為 900o
C 持溫 30 min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2
側微觀破斷面,由右往左可看到四層,分別為 A、B、C、D,由表 4.2.3 所示 SEM/EDS 的分析結果 A 層 TiO2 (38.97at%Ti-61.03at%O)、 B 層 CuTi (48.92at%Cu-47.80at%Ti)、 C 層 富銀區 Ag-rich (82.33at%Ag)、 D 層 Cu4Ti (76.35at%Cu-21.69at%Ti)
且從圖 4.12 發現裂縫發生在(1) TiO2與 CuTi 之間 (2) Cu4Ti 與
Ag-rich 之間。 圖 4.14 900o
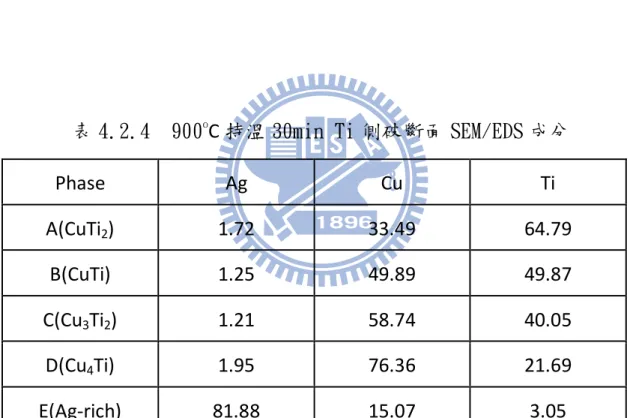
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面,
由右往左可看到五層,分別為 A、B、C、D、E,由表 4.2.4 所示 SEM/EDS 的分析結果可知 A 至 D 各層銀原子含量很少,介於 1.21~1.95at%, 而 A 層 CuTi2 (33.49at%Cu-64.79at%Ti)、 B 層 CuTi (49.89at%Cu-49.87at%Ti)、 C 層 Cu3Ti2 (58.74at%Cu-40.05at%Ti)、 D 層 Cu4Ti (76.36at%Cu-21.69at%Ti)、 E 層 富銀區 Ag-rich (81.88at%Ag) 且從圖 4.14 發現裂縫發生在 Cu4Ti 相與 Ag-rich 區接合處,在抗折 的過程中,因為兩種相鍵結半徑不同,接合過程會產生差排,當應力 持續增加,晶界與差排之間的應力集中而造成裂縫的形成,TiO2與 CuTi 之間裂縫的形成也是這原因;而在最左側 Ag-rich 相邊界會看 到細微的晶相撕扯的外觀,可得知在抗折過程 Ag-rich 區中會有延晶 或穿晶的裂縫持續生長,持續應力施加之下,破斷面會在 Ag-rich 區。 與 900o C-6min 相比較持溫時間上生,裂縫可從第二個途徑(TiO2與 CuTi 之間)產生,造成強度下降。
(c)900o
C - 360min 圖 4.15 為 900o
C 持溫 360 min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀
破斷面,由右往左可看到二層,分別為 A 層 TiO2、B 層再研磨過程幾
乎都 fracture,隨著溫度增加與時間增長,開始形成許多裂縫與多 孔的氧化物,空孔會不斷的累積,所以抗折後研磨幾乎已 fracture。
經由 SEM/EDS 分析可知最左側為 Ag-rich 區。 圖 4.16 為 900o
C 持溫 360 min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破
斷面,由右往左可看到二層 A、B,由表 4.2.5 所示 SEM/EDS 的分析 結果可知 A 層 CuTi2 (33.25at%Cu-65.10at%Ti)、 B 層 CuTi (49.28at%Cu-49.36at%Ti) 且從圖 4.16 發現當持溫時間拉長到長時間(6hr)Ti 側的 Cu、Ti 原子 擴散穩定之後只會產生 CuTi2與 CuTi 兩相,與[15]結果相符,裂縫會 從 CuTi2與 CuTi 兩相接合處產生,因為在抗折過程中應力持續增加之 下,兩相晶界處的差排會不斷的堆積並且往晶界處累積形成裂縫,當 應力過大時裂縫會不斷延伸長大形成清晰的裂縫。圖 4.16 最左側沒 有看到 Ag-rich 相,並由圖 4.15 最外側的 Ag-rich 相可得知最終的 破斷面發生在 Ti 側的 Ag-rich 與 CuTi 相介面處。
(d)950o
C - 6min 圖 4.17 為 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷
面,由右往左可看到四層,分別為 A、B、C、D,由表 4.2.6 所示 SEM/EDS
的分析結果可知 A 層 TiO2 (34.23at%Ti-65.77at%O)、
B 層 TiO (52.56at%Ti-47.44at%O)、
C 層 CuTi2 (33.42at%Cu-63.82at%Ti)、
D 層 Cu4Ti (74.51at%Cu-24.24at%Ti)
且從圖 4.17 觀察裂縫發生在 TiO 相與 CuTi2之間,且發現 Ag-rich
相拍攝不到,可了解在抗折強度測量過程 Cu4Ti 與 Ag-rich 經過壓力
之下分離了,破斷面在 Cu4Ti 處,(1)CuTi2與 TiO (2) Cu4Ti 與 Ag-rich
兩種接合在抗折強度量測過程中均會發生裂縫,造成抗折強度下降。 圖 4.18 為 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷
面,由右往左可看到六層,分別為 M、A、B、C、D、E,由表 4.2.7 所示 SEM/EDS 的分析結果可知 M 至 D 各層銀原子含量很少,介於
1.38~1.83at%,而 M 層(針狀)CuTi2 (32.55at%Cu-65.62at%Ti)、
A 層 CuTi2 (32.68at%Cu-65.51at%Ti)、
B 層 CuTi (48.79at%Cu-49.67at%Ti)、 C 層 Cu3Ti2 (59.21at%Cu-39.41at%Ti)、
E 層 富銀區 Ag-rich (83.69at%Ag) 由圖 4.18 觀察 Ag-rich 與 CuTi4相的接合並不好,當測量抗折強度時, 在此處發現裂縫;而在 M 區發現裂縫會從 A、M 兩相間產生,且裂縫 會往 M 相生長;破斷面在 ZrO2側的 Cu4Ti 與 Ag-rich 介面。 比較 900o C 與 950o
C -6min ZrO2/Ag-Cu-Ti/Ti,兩者 ZrO2側裂縫
均會由 CuTix與 Ag-rich 間產 生,但是 950
o
C 多了 TiOx與 CuTix相之間
的裂縫,會造成抗折強度下降(900o
C-30min 也有 TiOx與 CuTix間的裂
縫產生,造成強度下降);且的 Ti 側 950o C -6min 多了 M 相生成的裂 縫,使得其抗折強度遠小於 900o -6min 的抗折強度。 900o C-6min 的破斷面在 Ag-rich 區域,而 950o C-6min 的破斷面
在 ZrO2側的 Cu4Ti 與 Ag-rich 介面。Ag-rich 區域內的破斷是必須打
破 Ag-Cu 共晶結構的共價鍵脆性破斷;Cu4Ti 與 Ag-rich 介面的破斷
是因為兩種相原子鍵結半徑的不同,接合過程容易形成差排,當應力 施加之後,差排容易延著晶界滑移,當差排不斷的累積就很容易形成 裂縫,所以延著兩相介面破斷的 950o C -6min 抗折強度會比較小。 (e)950o C - 30min 圖 4.19 為 950o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2微觀側破
所示 SEM/EDS 的分析結果可知 A 層 TiO2 (32.98at%Ti-67.02at%O)、 B 層 Ti2O3 (41.33at%Ti-58.67at%O) C 層 CuTi (50.72at%Cu-49.10at%Ti)、 D 層 Cu4Ti (76.77at%Cu-22.19at%Ti) 由圖 4.19 觀察裂縫發生在 Ti2O3與 CuTi 之間,對照 950 o 持溫 6min ZrO2 側可知 TiOx相與 CuTix相接合並不好,抗折過程會產生裂縫。 圖 4.20 為 950o
C 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 Ti 微觀側破斷
面,由右而左可看到六層,分別為 M、A、B、C、D、E,由表 4.2.9 所示 SEM/EDS 的分析結果可知 M 至 D 各層銀原子含量很少,介於
1.44~2.11at%,而 M 層(針狀)CuTi2 (32.65at%Cu-65.55at%Ti)、
A 層 CuTi2 (32.55at%Cu-65.67at%Ti)、
B 層 CuTi (49.02at%Cu-49.54at%Ti)、 C 層 Cu3Ti2 (58.78at%Cu-39.28at%Ti)、
D 層 Cu4Ti (76.65at%Cu-21.24at%Ti)、
E 層 富銀區 Ag-rich (86.09at%Ag)
圖 4.20 觀察裂縫發生在 CuTi4相,且往 Ag-rich 相生長,可知 Ag-rich
與 CuTi4相的接合並不好,當測量抗折強度時,會在此處發現裂縫;
生在 Ag-rich 相,在最左側可以看到細微的不平整表面。
比較 950o
C-6min 與 950o
C-30min,兩者在 ZrO2側均有 TiOx與 CuTix
相之間的裂縫,Ti 側皆有 CuTi4相與 Ag-rich 間、M 相內的兩種裂縫,
但是 950o C-30min 破斷面發生在 Ag-rich 區域,而 950o C-6min 破斷面 發生在 ZrO2側的 Cu4Ti 與 Ag-rich 介面→950 o C-30min 抗折強度較大。 (f)950o C - 360min 圖 4.21 為 950o
C 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破
斷面,由右往左可看到 A 層 TiO2,B 層經過研磨後幾乎已經都 fracture,
SEM/EDX 分析可得到最左側邊界為 CuTix相。
圖 4.22 為 950o
C 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破
斷面,由右往左可看到四層 M、A、B、E,由表 4.2.9 所示 SEM/EDS 的分析結果可知 M 層(針狀)CuTi2 (32.65at%Cu-65.55at%Ti)、 A 層 CuTi2 (32.78at%Cu-65.31at%Ti)、 B 層 CuTi (49.02at%Cu-49.10at%Ti)、 E 層 富銀區 Ag-rich (84.19at%Ag) 由圖 4.22 觀察可得裂縫由 CuTi 與 Ag-rich 介面產生,與 900o C-360min 一樣,在長時間持溫下 Ti 側只會產生 CuTi2與 CuTi 兩相,在最左側 為 E 區且可以看到細微的不平整表面,可以得知破斷面是在 ZrO2側的
fracture 區(CuTix)與 Ag-rich 介面→強度最低。
4.3 氧化鋯(ZrO2)/Ag-Cu-Ti/氧化鋯(ZrO2)
(g)900o
C - 6min 圖 4.23 為 900o
C 持溫 6min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面,由
右而左可看到三層 A、B、C,由表 4.3.1 所示 SEM/EDS 的分析結果可
知 A 層 TiO2 (29.64at%Ti-70.36at%O)、
B 層 富銀區 Ag-rich (80.22at%Ag)、 C 層 CuTi (47.47at%Cu-48.60at%Ti)
由圖 4.23 觀察得知裂縫在 TiO2與 CuTi 之間,破斷面發生在 Ag-rich
區。比較 900o
C-6min ZrO2/Ag-Cu-Ti/Ti,ZrO2/Ag-Cu-Ti/ZrO2裂縫發
生在 TiOx與 CuTix間→900
o
C-6min ZrO2/Ag-Cu-Ti/ZrO2強度較低。
(h)900 o
C - 360min 圖 4.24 為 900o
C 持溫 360min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面,
由右往左可看到 A、B、C 三層,A 層 TiO2 、B 層 Ag-rich、C 層 CuTix
裂縫產生在 TiO2與 CuTix之間與 CuTix相,持溫 360min 研磨後接合處
(i)950 o
C - 6min 圖 4.25 為 950o
C 持溫 6min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面,由
右而左可看到三層 A、B、C,由表 4.3.2 所示 SEM/EDS 的分析結果可
知 A 層 TiO2 (33.48at%Ti-66.52at%O)、
B 層 富銀區 Ag-rich (81.63at%Ag)、 C 層 CuTi2 (32.52at%Cu-64.86at%Ti)
由圖 4.25 觀察得知裂縫在 CuTi2與 Ag-rich 之間,且在 Ag-rich 區內
可以看到許多微細的裂縫經由延晶或穿晶方式生長。破斷面發生在
Ag-rich 區。比較 900o
C-6min ZrO2/Ag-Cu-Ti/ZrO2裂縫發生在 TiOx
與 CuTix間→900
o
C-6min ZrO2/Ag-Cu-Ti/ZrO2強度較低。
(j)950 o
C - 360min 圖 4.26 為 950o
C 持溫 360min ZrO2/Ag-Cu-Ti/ZrO2 微觀破斷面,
由右往左可看到 A、B、C 三層,A 層 TiO2 、B 層 Ag-rich、C 層 CuTi
裂縫產生在 TiO2與 CuTi 之間與 Ag-rich 相之間,破斷面發生在
Ag-rich 區內。比較 900o
C-360min ZrO2/Ag-Cu-Ti/ZrO2裂縫產生在
TiO2與 CuTix之間與 CuTix相,900 o
C-360min ZrO2/Ag-Cu-Ti/ZrO2強度
比 950o
4.4 純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti) (k)900o C - 6min 圖 4.27 為 900o C 持溫 6min Ti/Ag-Cu-Ti/Ti 微觀破斷面,由右 往左可看到三層,分別是 A、B、E,由表 4.4.1 所示 SEM/EDS 的分析 結果可知 A 層 CuTi2 (32.66at%Cu-65.80at%Ti)、 B 層 CuTi (48.92at%Cu-49.36at%Ti)、 E 層 富銀區 Ag-rich (84.03at%Ag) 由圖 4.27 觀察得知裂縫發生在 filler 區 (Filler 區中 A 靠近 Ti 側, B 靠近中間富銀區) 。裂縫起始:CuTi 相往中央 E 延伸。破斷面在 Ag-rich 區內。 (l)900 o C - 30min 圖 4.28 為 900o C 持溫 30min Ti/Ag-Cu-Ti/Ti 微觀破斷面,由右 往左可看到四層,分別是 M、A、B、E,由表 4.4.2 所示 SEM/EDS 的 分析結果可知 M 層(針狀)CuTi2 (32.92at%Cu-65.42at%Ti)、 A 層 CuTi2 (32.68at%Cu-65.85at%Ti)、 B 層 CuTi (49.18at%Cu-49.27at%Ti)、 E 層 富銀區 Ag-rich (83.63at%Ag) 由圖 4.28 觀察得知裂縫發生在 CuTi 相往中央 E 延伸。破斷面在
Ag-rich 區內。 (m)900 o C - 360min 圖 4.29 為 900o C 持溫 360min Ti/Ag-Cu-Ti/Ti 微觀破斷面,由 右往左可看到四層,分別是 M、A、B、E,由表 4.4.3 所示 SEM/EDS 的分析結果可知 M 層(針狀)CuTi2 (33.26at%Cu-65.30at%Ti)、 A 層 CuTi2 (33.45at%Cu-65.14at%Ti)、 B 層 CuTi (48.99at%Cu-49.00at%Ti)、 E 層 富銀區 Ag-rich (86.03at%Ag) 由圖 4.29 觀察得知裂縫發生在 CuTi 相往中央 E 延伸。破斷面在 Ag-rich 區內。 (n)950 o C - 6min 圖 圖 4.30 為 950o C 持溫 6min Ti/Ag-Cu-Ti/Ti 微觀破斷面,由右 往左可看到四層,分別是 M、A、B、E,由表 4.4.4 所示 SEM/EDS 的 分析結果可知 M 層(針狀)CuTi2 (32.11at%Cu-65.57at%Ti)、 A 層 CuTi2 (31.92at%Cu-65.87at%Ti)、 B 層 CuTi (49.15at%Cu-49.20at%Ti)、 E 層 富銀區 Ag-rich (81.78at%Ag)
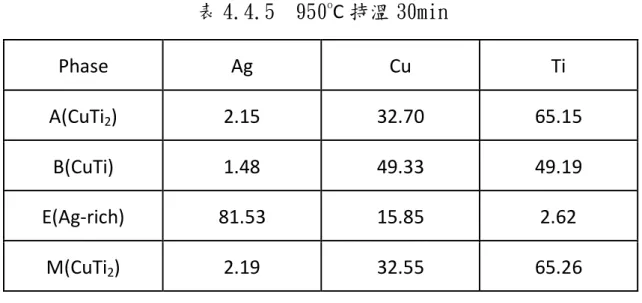
由圖 4.30 觀察得知裂縫發生在 AB 之間、BE 之間,且可以看到許多 細小的裂縫在 E 區晶界中形成。破斷面在 Ag-rich 區內。 (o)950o C - 30min 圖 4.31 為 950o C 持溫 30min Ti/Ag-Cu-Ti/Ti 微觀破斷面,由右 往左可看到四層,分別是 M、A、B、E,由表 4.4.5 所示 SEM/EDS 的 分析結果可知 M 層(針狀)CuTi2 (32.55at%Cu-65.26at%Ti)、 A 層 CuTi2 (32.70at%Cu-65.15at%Ti)、 B 層 CuTi (49.33at%Cu-49.19at%Ti)、 E 層 富銀區 Ag-rich (81.53at%Ag) 由圖 4.31 觀察得知裂縫發生在 AB 之間,往中央 E 延伸,且可以看到 許多細小的裂縫在 E 區晶界中形成。破斷面在 Ag-rich 區內。 (p)950 o C - 360min 圖 4.32 為 950o C 持溫 360min Ti/Ag-Cu-Ti/Ti 微觀破斷面,由 右往左可看到四層,分別是 M、A、B、E,由表 4.4.6 所示 SEM/EDS 的分析結果可知 M 層(針狀)CuTi2 (33.31at%Cu-65.43at%Ti)、 A 層 CuTi2 (33.16at%Cu-65.10at%Ti)、 B 層 CuTi (49.30at%Cu-49.18at%Ti)、
E 層 富銀區 Ag-rich (84.66at%Ag) 由圖 4.32 觀察得知裂縫從 B 往中央 E 生長,且可以看到許多細小的 裂縫在 E 區晶界中形成。破斷面在 Ag-rich 區內。 4.5 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)個條件試片破斷示意圖 從圖 4.33~圖 4.38 中可觀察到: (1) CuTi4與 Ag-rich 介面處在抗折過程中會產生裂縫。 (2) 當溫度上升,短時間的持溫也會在 Ti 側生成針狀 CuTi2(M 相),M 相通常會發生裂縫。 (3) 當持溫時間拉長,Ti 側的 Cu、Ti 原子擴散穩定只會生成 CuTi、CuTi2兩相,這兩相在抗折過程中會產生裂縫
(4) 當 ZrO2處的 TiOx相與 CuTix相發生裂縫時強度會下降
(5) 破斷面發生在兩相(CuTix與 Ag-rich)介面處的強度會比破
第五章 結論 1.抗折強度:(陶瓷/陶瓷)~(陶瓷/金屬)<(金屬/金屬) 2.硬焊接合時間拉長:抗折強度下降 隨著溫度增加與時間增長,開始形成許多裂縫與多孔的氧化物,空 孔會不斷的累積,抗折過程中裂縫容易從大量的空孔中產生。 3.硬焊接合溫度升高:Ti 側 M 相(針狀 CuTi2相)在 950 o C 短時間就會 產生,且隨著持溫時間增加,此針狀組織的範圍也會逐漸增加,針 狀結構的行成為焊料內部的 Cu 原子擴散進入純 Ti 側和 Ti 原子反 應而成,在較低焊料液相線溫度 900o C 需要較長時間才會有針狀的 形成,在叫高溫度 950 o C 其擴散效應較顯著,所以針狀結構形成所 需的時間較短。而當 M 相形成時,當抗折強度量測過程中常會在 M 相發現裂縫的形成,造成強度下降。
4.硬焊接合後 ZrO2 /銀銅基銲料介面會生成 TiOx相(TiO2、Ti2O3、TiO),
Ti/O 比例隨遠離 ZrO2側而增加。
Cu4Ti),Cu/Ti 比例隨遠離 Ti 側而增加;當持溫時間拉長後,只會 形成 CuTi2、CuTi 兩穩定相。 6.抗折量測過程中: (1)通常 Cu4Ti 與 Ag-rich 介面處會有裂縫生成,且 Cu4Ti 本身也容 易生成裂縫→造成強度下降。 (2)當 TiOx與 CuTix介面處發生裂縫時,強度會下降許多。 (3)破斷面發生在兩個不同相的介面處分離會比在 Ag-rich 區域內 破斷的強度來的低。 7.950o
C - 6min ZrO2/Ag-Cu-Ti/Ti 試片抗折強度最低:
(1)Ti 側生成 M 相,抗折過程形成裂縫。
(2)ZrO2側有 Cu4Ti/Ag-rich 介面處裂縫,還有造成強度大量下降
的 TiO/CuTi2介面處裂縫。
(3)破斷面發生在 ZrO2側的 Cu4Ti/Ag-rich 介面處(比破斷面發生在
參考文獻 [1] 莊東漢、吳學位,"陶瓷與超合金接合熱應力緩衝層設計",中華 民國國科會成果報告,NSC 80-0405-E002-33,民國81 年6 月. [2] 莊東 漢,"陶瓷與金屬接合技術與應用",陶業 季刊,1988 年10 月, p.20-33. [3] 劉文海,"我國鈦金屬供需分析",鍛造,9 卷2 期,民國89 年6 月.
[4] Y. Iino,J. Mater. Sci.Lett. 10(1991)104
[5] W.B. HANSON, K.I. IRONSIDE and J.A. FERNIE, "ACTIVE METAL BRAZING OF ZIRCONIA,"
Acta Mater
, 48 4673-76(2000). [6] D. Sciti, A. Bellosi, L. Esposito, "Bonding of zirconia tosupper alloy with the active brazing technique,"
Journal
of the European Ceramic Society
, 21 45-52 (2001).[7] H.Q. Hao, Y.L. Wang, Z.H. Jin, X.T. Wang, "Joining of zirconia using Ag-Cu-Ti filler metal,"
Journal of
Materilas Processing Technology
, 52 238-47 (1995).[8] H.W. Chuang, D.W. Liaw, Y.C. Du, R.K. Shiue, "Brazing of Mo and Nb using two active braze alloys,"
Materials Science
and Engineering A
, 390 350-61 (2005).[9] Hongqi Hao, Yonglan Wang, Zhihao Jin, Xiaotian Wang, "Joining of Zirconia Ceramics to Stainless Steel and to Itself Using Ag53Cu38Ti5 Filler Metal,"
Journal of American
Ceramic Society
, 78 [10] 2157-60 (1995).[10] Michael L. Santella, Jpseph A. Horton, Jong Jin Pak, "Microstructure of Alumina Brazed With a
Silver-Copper-Titanium Alloy,"
Journal of
American Ceramic Society
, 73 [8] 1785-87 (1990).[11] R.H. Shiue, S.K. Wu, "Infrared brazing of Ti50Ni50 shape memory alloy using two Ag-Cu-Ti active braze alloys,"
Intermetallics
, 14 630-38 (2006).[12] Yulong Li, Peng He, Jicai Feng, "Interface structure and mechanical properties of the TiAl/42CrMo steel joint vacuum brazed with Ag-Cu/Ti/Ag-Cu filler metal,"
Scripta
Material
, 55 171-74 (2006).[13] Youqiong Qin, Jicai Feng, "Microstructure and mechanical properties of C/C composite/TC4 joint using AgCuTi filler metal,"
Materials Science and Engineering A
, 454-455 322-27 (2007).[14] O. Smorygo, J.S. Kim, M.D. Kim, T.G. Eom, "Evolution of interlayer microstructure and the fracture modes of the zirconia/Cu-Ag-Ti filler/Ti active brazing joints,"
Materials letters
, 61 613-16 (2006).[15]羅國駿 "Interfacial structure and reaction mechanism of the ZrO2/Ti joint brazed with Ag-Cu filler metal"(2006). [16] 蔡宜庭" Microstructural Characterization of the ZrO2/Ti
interface between 1100℃ and 1500℃"(2005).
[17] K. L. Lin and C. C. Lin,“Temperature Dependence of the Interfacial Reaction between Titanium and Zirconia
Annealed between 1100º and 1550ºC,” submitted to Acta Mater. (2005).
[18] E. Ryshkewitch, "Zirconia";
in Oxide Ceramics, 1sted.,
Academic. Press.,New York
, Chap.Ⅱ.5 (1960).[19] D.J. Green, R.H.J. Hannink, M.V. Swain, "Tansformation Toughening of Ceramics,"
CRC Press, Inc.
, (1989).[20] G. M. Wolten, “Diffusion phase transformation in zirconia and hafnia,” J. Am. Ceram. Soc. 46 [9] 418-422 (1963). [21] R. C. Garvie, R. H. Hannink and R. T. Pascoe, “Ceramics
Steel,” Nature (London), 258, 703-704 (1975).
[22] 洪國 裕,"鈦與鈦合金之熔煉",鑄造月刊 ,117期,民國 88年6 月 [23] Lin zhao-rong, Zhang Zhong-yuan, Huang wei-dong, "超塑
性狀態下 Ti-6Al-4V 鈦合金擴散連接研究,"
Acta Aeronautica
et Astronautica Sinica
, 5 A288 (1992).[24] Zhang Xin-ming, Yang yang, Li Zheng-hua, "鈦/低碳鋼焊接
合界面結合層內的絕熱剪切現象,"
The Chinese Journal of
Nonferrous Metals
, 5 [2] 93(1995).[25] R.V. Safiullin, R.Ya. Lutfullin, "Solid state joint formation of the titanium alloy VT6S under superplastic forming conditions,"
Materials Science
Forum
, Vols. 243-245 763-68 (1997).[26]汪建民 "陶瓷技術手冊 Ceramic Technonlgy"
[27]J.X.Zhang ,R.S.Chandel ,H.P.Seow "Effects of chromium on the interface and bond strength of metal-ceramic joints," Materials chemistry and Physics 75 (2002)256-259
[28]R.Standing, M.Nicholas, J.Mater. 40(1999)587.
[29] Salem, J.A. "Fracture resistance testing of monolithic and composite brittle materials" (2002)
表2.2 氧化鋯之相變化流程圖
Heating Heating Heating
Monoclinic Tetragonal Cubic Liquid Cooling Cooling Cooling
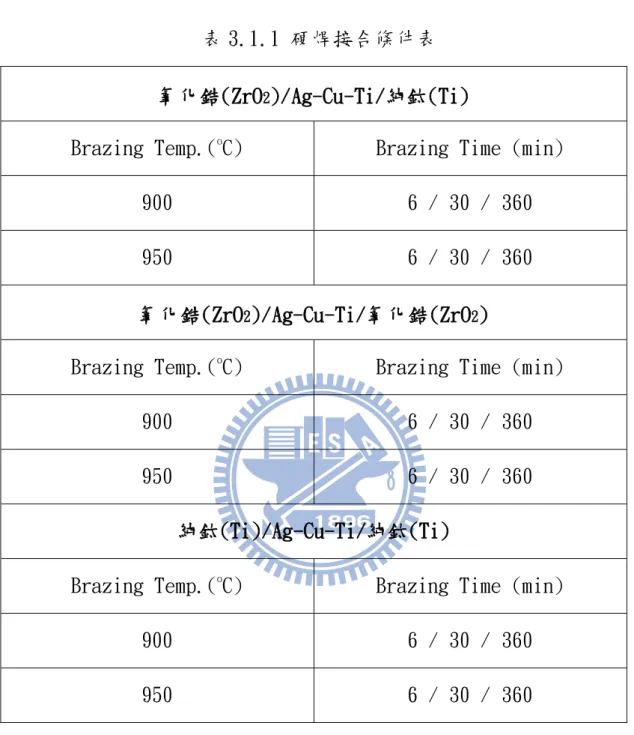
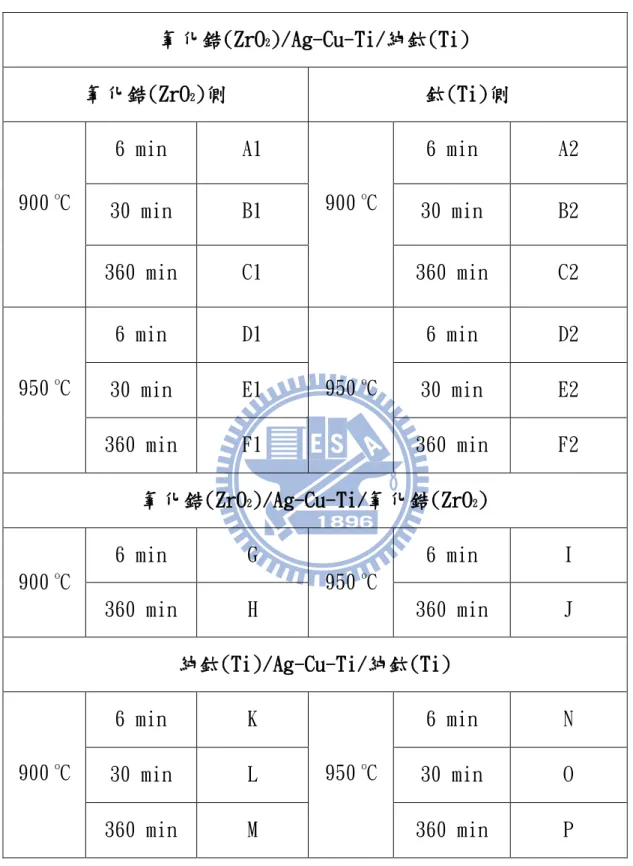
表 3.1 實驗參數 表 3.1.1 硬焊接合條件表
氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)
Brazing Temp.(o
C) Brazing Time (min)
900 6 / 30 / 360
950 6 / 30 / 360
氧化鋯(ZrO2)/Ag-Cu-Ti/氧化鋯(ZrO2)
Brazing Temp.(o
C) Brazing Time (min)
900 6 / 30 / 360
950 6 / 30 / 360
純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti) Brazing Temp.(o
C) Brazing Time (min)
900 6 / 30 / 360
表 3.1.2 破斷面試片 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti) 氧化鋯(ZrO2)側 鈦(Ti)側 900 oC 6 min A1 900 oC 6 min A2 30 min B1 30 min B2 360 min C1 360 min C2 950 o C 6 min D1 950 o C 6 min D2 30 min E1 30 min E2 360 min F1 360 min F2 氧化鋯(ZrO2)/Ag-Cu-Ti/氧化鋯(ZrO2) 900 o C 6 min G 950 o C 6 min I 360 min H 360 min J 純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti) 900 o C 6 min K 950 o C 6 min N 30 min L 30 min O 360 min M 360 min P
表 4.1 各條件抗折強度表
6 min 30 min 360 min
900oC
ZrO2/ZrO2 13.49 MPa 13.05 MPa 9.77 MPa
950oC
ZrO2/ZrO2 15.62 MPa 12.87 MPa 10.86 MPa
900oC
ZrO2/Ti 15.87 MPa 8.48 MPa 4.66 MPa
950oC
ZrO2/Ti 3.12 MPa 6.96 MPa 3.07 MPa
900oC
Ti /Ti 53.21 MPa 51.02 MPa 42.33 MPa
950oC
表 4.2 氧化鋯(ZrO2)/Ag-Cu-Ti/純鈦(Ti)
表 4.2.1 900o
C 持溫 6min ZrO2側破斷面 SEM/EDS 成分表
Phase Ag Cu Ti O
A(TiO2) - - 29.64 70.36
B(CuTi) 2.32 48.75 48.92 -
C(Ag-rich) 79.22 17.26 3.52 -
All results in atom%
表 4.2.2 900o C 持溫 6min Ti 側破斷面 SEM/EDS 成分 Phase Ag Cu Ti A(CuTi2) 1.64 33.48 64.88 B(CuTi) 1.88 48.98 49.14 C(Cu3Ti2) 1.21 57.35 41.44 D(Cu4Ti) 1.76 75.41 22.83 E(Ag-rich) 82.63 16.32 1.05
表 4.2.3 900o
C 持溫 30min ZrO2側破斷面 SEM/EDS 成分
Phase Ag Cu Ti O
A(TiO2) - - 38.97 61.03
B(CuTi) 3.28 48.92 47.80 -
C(Ag-rich) 82.33 14.96 2.71 -
D(Cu4Ti) 0.95 76.35 21.69 -
All results in atom%
表 4.2.4 900o C 持溫 30min Ti 側破斷面 SEM/EDS 成分 Phase Ag Cu Ti A(CuTi2) 1.72 33.49 64.79 B(CuTi) 1.25 49.89 49.87 C(Cu3Ti2) 1.21 58.74 40.05 D(Cu4Ti) 1.95 76.36 21.69 E(Ag-rich) 81.88 15.07 3.05
表 4.2.5 900o
C 持溫 360min Ti 側破斷面 SEM/EDS 成分
Phase Ag Cu Ti
A(CuTi2) 1.65 33.25 65.10
B(CuTi) 1.36 49.28 49.36
表 4.2.6 950o
C 持溫 6min ZrO2側破斷面 SEM/EDS 成分
Phase Ag Cu Ti O
A(TiO2) - - 34.23 65.77
B(TiO) - - 52.56 47.44
C(CuTi2) 2.72 33.42 63.82 -
D(Cu4Ti) 1.25 74.51 24.24 -
All results in atom%
表 4.2.7 950o C 持溫 6min Ti 側破斷面 SEM/EDS 成分 Phase Ag Cu Ti A(CuTi2) 1.81 32.68 65.51 B(CuTi) 1.54 48.79 49.67 C(Cu3Ti2) 1.38 59.21 39.41 D(Cu4Ti) 1.62 77.81 20.57 E(Ag-rich) 83.69 14.62 1.69 M(CuTi2) 1.83 32.55 65.62
表 4.2.8 950o
C 持溫 30min ZrO2側破斷面 SEM/EDS 成分
Phase Ag Cu Ti O A(TiO2) - - 32.98 67.02 B(Ti2O3) - - 41.33 58.67 C1(CuTi) 0.18 50.72 49.10 - C2(Cu4Ti) 1.03 76.77 22.19 - E(Ag-rich) 84.33 12.68 2.99 -
All results in atom%
表 4.2.9 950o C 持溫 30min Ti 側破斷面 SEM/EDS 成分 Phase Ag Cu Ti A(CuTi2) 1.78 32.55 65.67 B(CuTi) 1.44 49.02 49.54 C(Cu3Ti2) 1.94 58.78 39.28 D(Cu4Ti) 2.11 76.65 21.24 E(Ag-rich) 86.09 11.59 2.32 M(CuTi2) 1.80 32.65 65.55
表 4.2.10 950o C 持溫 360min Ti 側破斷面 SEM/EDS 成分 Phase Ag Cu Ti A(CuTi2) 2.11 32.86 65.03 B(CuTi) 1.88 49.02 49.10 E(Ag-rich) 84.19 11.29 4.52 M(CuTi2) 1.91 32.78 65.31
表 4.3 氧化鋯(ZrO2)/Ag-Cu-Ti/氧化鋯(ZrO2) 表 4.3.1 900o C 持溫 6min Phase Ag Cu Ti O A(TiO2) - - 29.64 70.36 B(Ag-rich) 80.22 16.34 3.44 - C(CuTi) 3.62 47.47 48.60 -
All results in atom%
表 4.3.2 950o C 持溫 6min Phase Ag Cu Ti O A(TiO2) - - 33.48 66.52 B(Ag-rich) 81.63 15.27 3.10 - C(CuTi2) 2.62 32.52 64.86 -
表 4.4 純鈦(Ti)/Ag-Cu-Ti/純鈦(Ti) 表 4.4.1 900o C 持溫 6min Phase Ag Cu Ti A(CuTi2) 1.54 32.66 65.80 B(CuTi) 1.72 48.92 49.36 E(Ag-rich) 84.03 13.21 2.76
All results in atom%
表 4.4.2 900o C 持溫 30min Phase Ag Cu Ti A(CuTi2) 1.49 32.68 65.83 B(CuTi) 1.55 49.18 49.27 E(Ag-rich) 83.63 14.31 2.06 M(CuTi2) 1.66 32.92 65.42
表 4.4.3 900o C 持溫 360min Phase Ag Cu Ti A(CuTi2) 1.41 33.45 65.14 B(CuTi) 2.01 48.99 49.00 E(Ag-rich) 86.03 12.21 2.76 M(CuTi2) 1.44 33.26 65.30
All results in atom%
表 4.4.4 950o C 持溫 6min Phase Ag Cu Ti A(CuTi2) 2.21 31.92 65.87 B(CuTi) 1.65 49.15 49.20 E(Ag-rich) 81.78 16.54 1.68 M(CuTi2) 2.32 32.11 65.57
表 4.4.5 950o C 持溫 30min Phase Ag Cu Ti A(CuTi2) 2.15 32.70 65.15 B(CuTi) 1.48 49.33 49.19 E(Ag-rich) 81.53 15.85 2.62 M(CuTi2) 2.19 32.55 65.26
All results in atom%
表 4.4.6 950o C 持溫 360min Phase Ag Cu Ti A(CuTi2) 1.24 33.16 65.10 B(CuTi) 1.52 49.30 49.18 E(Ag-rich) 84.66 12.77 2.57 M(CuTi2) 1.25 33.31 65.43
表 4.5 各條件試片裂縫發生處 試片 裂縫發生處 試片 裂縫發生處 A1 CuTi 與 Ag-rich 間 A2 Cu4Ti 往 Ag-rich B1 (a)CuTi 與 TiO2間 (b)Cu4Ti 與 Ag-rich 間 B2 Cu4Ti 與 Ag-rich 間 C1 Fracture 處 C2 CuTi2與 CuTi 間 D1 (a)CuTi2與 TiO 間 (b)Cu4Ti 與 Ag-rich 間 D2 (a)CuTi2 (針狀) (b)Cu4Ti 與 Ag-rich 間 E1 Ti2O3與 CuTi 間 E2 (a)CuTi2 (針狀) (b)Cu4Ti 與 Ag-rich 間 F1 Fracture 處 F2 CuTi2與 CuTi 間 G CuTi 與 TiO2間 H (a)TiO2與 CuTi 之間 (b)CuTix 相 fracture I CuTi2與 Ag-rich 間 J (a)TiO2與 CuTi 之間 (b)CuTix 相 fracture K CuTi 往 Ag-rich L Ag-rich 與 CuTi M CuTi 往
Ag-rich N CuTi2與 CuTi
O CuTi2與 CuTi 之間往
Ag-rich P
CuTi 往 Ag-rich
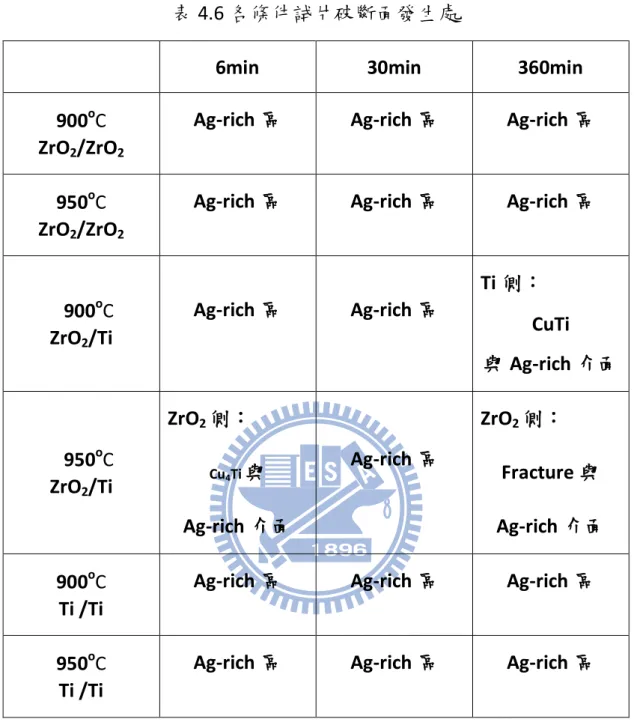
表 4.6 各條件試片破斷面發生處
6min 30min 360min 900oC
ZrO2/ZrO2
Ag-rich 區 Ag-rich 區 Ag-rich 區
950oC
ZrO2/ZrO2
Ag-rich 區 Ag-rich 區 Ag-rich 區
900oC ZrO2/Ti Ag-rich 區 Ag-rich 區 Ti 側: CuTi 與 Ag-rich 介面 950oC ZrO2/Ti ZrO2側: Cu4Ti與 Ag-rich 介面 Ag-rich 區 ZrO2側: Fracture 與 Ag-rich 介面 900oC Ti /Ti
Ag-rich 區 Ag-rich 區 Ag-rich 區
950oC Ti /Ti
圖2.1 典型氧化鋯與其它氧化物的相圖,選擇不同的成分可得到三種 不同的微結構。
圖3.4 鎢鋼夾具 (a)
(b)
0 50 100 150 200 250 300 350 400 0 10 20 30 40 50 B endi ng S tr es s ( M P a) A B C D E F
min
圖 4.1 各條件抗折強度-時間曲線 (A) 900oC 氧化鋯/Ag-Cu-Ti/氧化鋯 (B) 950oC 氧化鋯/Ag-Cu-Ti/氧化鋯 (C) 900oC 氧化鋯/Ag-Cu-Ti/純鈦 (D) 950oC 氧化鋯/Ag-Cu-Ti/純鈦 (E) 900oC 純鈦/Ag-Cu-Ti/純鈦 (F) 950oC 純鈦/Ag-Cu-Ti/純鈦-0.02 -0.01 0.00 0.01 0.02 0.03 0.04 0.05 -2 0 2 4 6 8 10 12 14 16 18 20 B endi ng S tr es s ( M P a) Bending Strain a b c 15.866 6.9619 4.6558 圖 4.2 氧化鋯/Ag-Cu-Ti/純鈦 應力-應變曲線 (a) 900oC/6min (b) 900oC/30min (c) 900oC/360min
-0.02 -0.01 0.00 0.01 0.02 0.03 0.04 0.05 0 5 10 15 20 B endi ng S tr es s ( M P a) Bending Strain d e f 3.0659 8.447 3.1218 圖 4.3 氧化鋯/Ag-Cu-Ti/純鈦 應力-應變曲線 (d) 950oC/6min (e) 950oC/30min (f) 950oC/360min
-0.01 0.00 0.01 0.02 0.03 0.04 0.05 -2 0 2 4 6 8 10 12 14 16 18 20 B endi ng S tr es s ( M P a) Bending Strain g h i 13.488 13.05 9.773 圖 4.4 氧化鋯/Ag-Cu-Ti/氧化鋯應力-應變曲線 (g) 900oC/6min (h) 900oC/30min (i) 900oC/360mi
-0.02 -0.01 0.00 0.01 0.02 0.03 0.04 0.05 -2 0 2 4 6 8 10 12 14 16 18 20 B endi ng S tr es s ( M P a) Bending Stress j k l 15.621 12.867 10.861 圖 4.5 氧化鋯/Ag-Cu-Ti/氧化鋯應力-應變曲線 (j) 950oC/6min (k) 950oC/30min (l) 950oC/360min
圖 4.6 純鈦/Ag-Cu-Ti/純鈦應力-應變曲線
(m) 900oC/6min (n) 900oC/30min (o) 900oC/360min
圖 4.7 純鈦/Ag-Cu-Ti/純鈦應力-應變曲線
(p) 950oC/6min (q) 950oC/30min (r) 950oC/360min -0.02 -0.01 0.00 0.01 0.02 0.03 0.04 0.05 0 5 10 15 20 25 30 B endi ng S tr es s ( M P a) Bending Strain m n o -0.02 -0.01 0.00 0.01 0.02 0.03 0.04 0.05 0 5 10 15 20 25 30 B endi ng S tr es s ( M P a) Bending Strain p q r
Filler ZrO2側
裂縫
圖 4.8 900oC 持溫 6 min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
B- TiO2,B-CuTi,C- Ag- rich
Filler ZrO2側
裂縫
圖 4.9 900oC 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
Filler Ti 側
Filler Ti 側
裂縫
圖 4.11 900oC 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面放大圖
B- CuTi2,B- CuTi,C- Cu3Ti2,D- Cu4Ti,E- Ag-rich
Filler ZrO2側
裂縫
圖 4.12 900oC 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面(SEI)
圖 4.13 900oC 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面(BEI)
Filler Ti 側
裂縫
圖 4.14 900oC 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
B- CuTi2,B- CuTi,C- Cu3Ti2,D- Cu4Ti,E- Ag-rich
裂縫發生在 Ag-rich 與 Cu4Ti 接合處
最左側 Ag-rich 邊界可以發現一些晶相被撕扯的外觀, 可得知破斷面在 Ag-rich 相
Filler ZrO2側
圖 4.15 900oC 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
B- TiO2 ,B-fracture(最外側 Ag-rich)
持溫 360min 後 ZrO2側再研磨過程幾乎已經全部 fracture
長時間的持溫會使空孔的生成數目增加且更加完整,空孔 過多使其結構變弱,研磨過程即破壞
Filler Ti 側
裂縫
圖 4.16 900oC 持溫 360min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
A - CuTi2,B- CuTi,
Filler ZrO2側
裂縫
圖 4.17 950oC 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2側微觀破斷面
B- TiO2,B- TiO,C- CuTi2,D- Cu4Ti
裂縫發生在 TiO 相與 CuTi2之間,且發現 Ag-rich 相拍攝不到,
可了解在抗折強度測量過程 Cu4Ti 與 Ag-rich 經過壓力之下分
離了,破斷面在 Cu4Ti 處,(1)CuTi2與 TiO (2) Cu4Ti 與 Ag-rich
兩種接合在抗折強度量測過程中均會發生裂縫,造成抗折強 度下降
Filler Ti 側
裂縫
圖 4.18 950oC 持溫 6min ZrO2/Ag-Cu-Ti/Ti 的 Ti 側微觀破斷面
B- CuTi2 ,B- CuTi,C- Cu3Ti2,D- Cu4Ti,
E- Ag-rich,M-CuTi2 (針狀)
Ag-rich 與 CuTi4相的接合並不好,當測量抗折強度時,在此
處發現裂縫;而在 M 區發現裂縫會從 A、M 兩相間產生, 且裂縫會往 M 相生長;破斷面在 Ag-rich 相
Filler ZrO2側
裂縫
圖 4.19 950oC 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 ZrO2微觀側破斷面(SEI)
B- TiO2 ,B- Ti2O3 ,E- Ag-rich
C-可分兩層右側 CuTi、左側 Cu4Ti (BEI 下可看到兩層)
裂縫發生在 Ti2O3與 CuTi 之間,對照 950o持溫 6min ZrO2側:
TiOx相與 CuTix相接合並不好,抗折過程會產生裂縫。
Filler Ti 側
裂縫
圖 4.20 950oC 持溫 30min ZrO2/Ag-Cu-Ti/Ti 的 Ti 微觀側破斷面
A -CuTi2,B- CuTi,C- Cu3Ti2,D- Cu4Ti,
E- Ag-rich,M- CuTi2(針狀)
裂縫發生在 CuTi4相,且往 Ag-rich 相生長,可知 Ag-rich 與
CuTi4相的接合並不好,當測量抗折強度時,會在此處發現
裂縫;而在 M 區發現裂縫會從 A、M 兩相間產生,且裂縫 會往 M 相生長。破斷面是發生在 Ag-rich 相,在最左側可以