順、逆銑對於端銑削加工顫振穩定圖之影響
康耀鴻、鄭嘉敏、劉易宗 國立高雄應用科技大學 機械工程系 E-mail : [email protected]摘 要
端銑削過程的不穩定常會導致刀具破損、工件的表面精度變差,甚至影響工具機的壽命,因此在銑削加 工中,顫振問題常常造成加工者的困擾,為了避免端銑削顫振的發生,有必要建立顫振穩定圖來進行顫振穩 定性預測,本文應用FLN 法和捲積銑削力模式來預測端銑削加工之顫振穩定性。此方法可預測端銑削時避免 發生顫振之主軸轉速與臨界切深,並可掌握銑削加工參數(徑向切深、順銑、逆銑、比切削係數等)對於銑削系 統穩定性之影響。 關鍵詞:順銑、逆銑、顫振穩定圖1. 前 言
銑削在金屬加工製程上被廣泛的採用。銑削加工製程中工件與刀具之間會產生相對的振動,此振動會影 響工件表面的粗糙度並使銑削力與振動量發生不穩定的振盪,進而造成銑削系統的不穩定。此種在銑削過程 中由自身引起的自激振動,稱之為顫振(Chatter)。一般顫振可分為三類,第一類為負阻尼效應顫振(Negative damping effect chatter),第二類為模態耦合顫振(Mode coupling chatter),第三類為再生型顫振(Regenerative chatter)。根據研究指出,再生顫振是最常見的顫振型式,是由於刀具在移除前一刀程所遺留之波狀表面時, 切削力與系統結構所構成的閉迴路系統發生不穩定的現象,故本文就針對再生顫振進行研究。以往有關銑削再生顫振問題的研究,除了一般再生顫振的時間延遲問題外,最困難的問題在於銑削系統 是一個周期性時變系統,而此是傳統的奈氏準則(Nyquist stability criterion)無法處理的。為了簡化再生顫振問 題,一般假設銑刀為直刃銑刀,且總銑削力的方向與切削表面之垂直方向之夾角為固定值,如此其切削過程 即非周期性時變系統。
1958 年,Tobias 等人[1]針對工具機提出顫振穩定耳垂圖(Chatter stability lobes)的觀念,是最早指出工具 機的切削穩定性與切削轉速有密切關係的研究。穩定耳垂圖係以切削轉速為橫座標,切削深度為縱座標來表 示工具機切削的臨界穩定曲線,其形狀有如耳垂一般而得名。1990 年,Smith 與 Tlusty[2]進一步證明「穩定 耳垂圖」的分析在高速銑削時更顯得重要,因為在高速銑削時存在較寬闊的高穩定切削區。
1993 年,Minis 與 Yanushevsky[3]豎立了預測銑削穩定性理論的一個里程碑,其理論基礎是來自兩個理論, 其一是Floquet theory,另一則是一般化奈氏準則(Generalized Nyquist stability criterion),因此也被稱為 FLN 法 (Floquet-Nyquist method)。這個方法成功解決傳統的奈氏準則在分析銑削系統穩定性時所遇到的一些問題,包 括可以解決多振型結構問題,也可以解決以往不易在頻域分析的雙自由度問題,而且不需要假設總銑削力的 方向與切削表面之垂直方向的夾角為固定值,然而 Minis 等人所建立的方法仍須假設為直刃銑刀(螺旋角為 零),而且無法適用在圓錐銑刀或球銑刀。Altintas 及 Budak[4-7]進行一系列研究,針對圓柱端銑刀提出了一套 代數解法,改進了 Minis 等人所提出的方法。這個方法主要是以平均力作為依據,利用包含「切削方向係數 (Directional cutting coefficients)」之結構矩陣的特徵值來找出極限軸向切削深度以及其相對應之轉速,由於這 個方法簡單實用,因此被後來的學者應用到面銑刀以及一些球銑刀之特殊切削型態的穩定性分析。雖然這個 ©2010 National Kaohsiung University of Applied Sciences, ISSN 1813-3851
方法有其方便性,但是僅包含銑削力的 DC 分量的影響而並未考慮 AC 分量的影響,因此對於徑向切深較小 且以較少刃數的銑刀來切削時並不適用,而且螺旋角效應也沒包含在平均力模式之中。2003 年 Wang、Zheng 及Huang [8]結合捲積銑削力學模式與 Minis 的傅立葉分析法(即 FLN 法)推導出銑削系統穩定特徵方程式之解 析式,此方法不但適用於多自由度、多振型,而且可以包含動態銑削力分量的影響,螺旋角的效應也可清楚 的包含在模式中,在此本文採用[8]之方法來探討順逆銑加工型式及螺旋角對於顫振穩定圖的影響。
2. 基本捲積銑削力模式
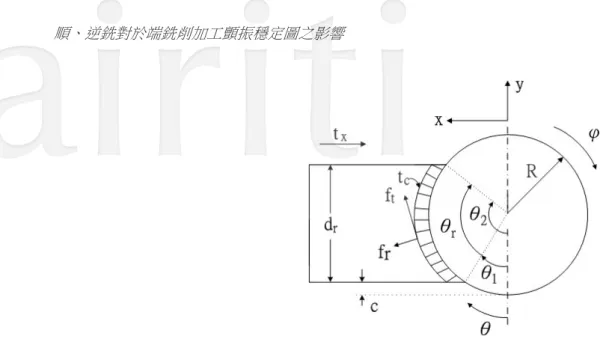
2.1 座標系統及切削幾何模式 定義一個銑刀座標系統β γ− −h附著在刀具上,如圖1 所示。定義h=0的地方為β =0,而且β隨著h 的上 升而增加。 圖1 銑刀座標系統 利用上述的座標系統,就可以描述N 刃銑刀中的第 k 個作用切削刃的線性幾何:( )
[
(
1)
],
1, 2,....,
tan
(
1)
(
1)
,
k p p p a kR
h
k
k
k
k
r
β
β
β
α
β
β
β
β
β
=
− −
=
− −
≤ ≤
−
+
= R
∞
(1) 其中,β γ, , h分別為切削點的角度、徑向位置、高度,β 為每刃在軸向切深範圍所能切削的角度範圍,所 a 以 a β 主要是由軸向切深 來決定,其中 da2
,
at
p ad
N
R
an
π
β
=
β
=
α
(2)圖2 切削幾何模式 其中,N 為刀刃數,R 為銑刀半徑, 是螺旋角。刀刃的始切角θ1、終切角θ2以及徑向切削角度範圍θ 是由刀r 具半徑R、徑向切深 dr以及刀具空隙C 來決定,如圖 2 所示,並可表示如下 1 1 1 2 2 1
cos (1 2 )
cos (1 2(
))
c r c rθ
η
θ
η η
θ
θ
θ
− −=
−
=
−
+
=
−
(3) 式中, rd
r,
cC
D
D
η
=
η
=
。為了說明刀具徑向切削範圍,定義一個切削視窗函數wr( )θ 11
( )
0
2θ θ θ
θ
= ⎨
⎧
≤ ≤
⎩
rw
otherwise
(4) 若wr( )θ 落在 0 到π/ 2之間,則為逆銑(Up milling),其切削點移動的方向與工件進給的方向相反;反之若 ( ) r w θ 落在π/ 2到 之間,則為順銑(Down milling),其切削點的移動方向與工件的進給方向相同。 2.2 單位切削函數 在銑削過程中產生之切削厚度分為穩態切削厚度以及動態切削厚度,由於穩態切削厚度所形成之切削力 僅與強迫振動有關而與再生顫振無關,故在此不加以討論,而動態切削厚度tcd可表示如下sin
cos
cd xd ydt
=
t
θ
−
t
θ
(5) 此處,txd及tyd分別代表X 和 Y 方向的再生動態位移(Regenerative dynamic displacement),由於局部動態切線 力dft及徑向力dfr軸向切深(dh)和切削厚度tcd成比例關係,可表示如下式1
t t cd r rdf
k t dh
df
k
⎛
⎞ ⎛ ⎞
=
⎜
⎟ ⎜ ⎟
⎝
⎠ ⎝ ⎠
(6) 將局部切削力分解在X 和 Y 方向上,可表為cos
sin
sin
cos
x t y rdf
df
d
df
df
θ
θ
θ
θ
⎛
⎞
⎡
⎤
⎛
⎞
=
⎜
⎜
⎟
⎟
=
⎢
−
⎥
⎜
⎣
⎦ ⎝
⎠
⎝
⎠
f
⎟
(7)定義單位切削函數p 、x py分別如下
,
y x x y t xd t yddf
df
p
p
k t
k t
=
=
(8) 利用式(6)~式(8)可得下式 1 2 1 2( )
1
( )
( )
1
( )
( )
cos
sin
( )
sin
cos
x r y rp
k
p
p
k
p
p
M
p
θ
θ
θ
θ
θ
γ
γ
θ
γ
γ
⎛
⎞ ⎡
⎤ ⎛
⎞
=
⎜
⎟
⎢
⎥
⎜
⎟
⎜
⎟
⎣
−
⎦ ⎝
⎠
⎝
⎠
⎛
⎞
⎡
⎤
=
⎢
⎥
⎜
⎟
−
⎣
⎦ ⎝
⎠
(9) 1 p 2 p x p M y p M 1max x p M 1min x p M 2θ 1max y p M 1min y p M γ 圖3 px( )θ 、py( )θ 與p1( )θ 、p2( )θ 之座標轉換關係。 其中 1 2sin 2
( )
2
( )
( )
1 cos 2
2
rp
w
p
θ
θ
θ
θ
θ
⎡
⎤
⎢
⎥
⎡
⎤
=
⎢
⎥
⎢
⎥
−
⎣
⎦
⎢
⎥
⎢
⎥
⎣
⎦
(10) 其中, tan 1 為座標旋轉角度, r k γ = − 1 2 r M = +k 為放大因子,如圖3 所示。 2.3 屑寬密度函數與刀刃序列函數 由Wang 與 Liang[9]理論,每一刃隨著旋轉角度所產生的屑寬變化關係可定義為屑寬密度函數(cw
),如 下d
cwd
( )
dh
d
β
β
=
(11) 由於β = 被設定在旋轉起始點0 φ = 之處,所以 β 本質上與0 φ是相同的,所以屑寬密度函數cwd( )φ 可表示如下0
( )
tan
0 otherwise
aR
cwd
φ
α
φ β
⎧
≤ ≤
⎪
= ⎨
⎪⎩
(12)其中,R 為銑刀半徑、
α
為螺旋角、而βa =datan /α R 。對於等刀刃間隔的銑刀,刀刃序列函數t
s( )
φ
如圖4 所示,可表示如下(
( )
φ
δ φ
(
1)
β
)
∞ =−∞=
∑
− −
s p kt
k
(13) 其中,δ 稱為 Dirac delta function,數學定義如下(
k
p)
δ φ
β
∞ −∞−
∫
=
1
(14) 而δ φ
(
−
k
β
p) 0
=
for
φ
≠
k
β
pk
= ± ± ±
0, 1, 2, 3,..
∞
圖4 刀刃序列函數 2.4 總銑削力 由Wang 與 Liang[9]理論,總銑削力可由刀刃序列函數、屑寬密度函數以及單位切削函數的捲積而得,如下( )
( )*
( )*
( )
φ
φ
φ
φ
⎛
⎞
⎛
⎞
=
⎜
⎟
⎜⎜
⎜
⎟
⎝
⎠
⎝
⎠
x x t x s y yp
f
k t t
cwd
p
f
⎟⎟
(15) 經由傅立葉轉換(Fourier transform)可得下式 ( ) ( )ω
( )ω
( )ω
ω
⎛ ⎞ ⎛ ⎞ = ⎜ ⎟ ⎜⎜ ⎜ ⎟ ⎝ ⎠ ⎝ ⎠ x x t x s y y P F k t T CWD P F ⎟⎟ (16) 再利用傅立葉積分(Fourier integration)可以將銑削力表成以下之傅立葉級數1
2
[
]
[
]
x x j y y x jNk y kF
f
e
d
F
f
A Nk
e
A Nk
ωφ φω
π
∞ −∞ ∞ =−∞⎛
⎞
⎛
⎞
=
⎜
⎟
⎜
⎜
⎟
⎟
⎜
⎟
⎝
⎠
⎝
⎠
⎛
⎞
=
⎜
⎜
⎟
⎟
⎝
⎠
∫
∑
(17) 其中 1 2[
]
1
[
]
[
]
[
]
2
1
[
]
x t x r y rA Nk
Nk t
k
P Nk
CWD Nk
A Nk
π
k
P Nk
⎛
⎞
⎡
⎤
⎛
⎞
=
⎜
⎟
⎢
⎥
⎜
⎜
⎟
⎣
−
⎦ ⎝
⎠
⎝
⎠
⎟
(18)3. 銑削顫振之預測模式
3.1 結構振動函數 銑削過程中工件受到來自銑刀的激振力,因而在X、Y 方向產生振動,工件的結構振動時域函數為( )
( )
( )
( )
( )
( )
( )
( )
xx xy x y yx yyG
D
G
D
f t
x t
f
t
y t
G
D
G
D
⎡
⎤ ⎛
⎞
⎡
⎤
= ⎢
⎥ ⎜
⎢
⎥
⎜
⎣
⎦ ⎢
⎣
⎥ ⎝
⎦
⎠
⎟⎟
(19) 式中,G D( )為結構動撓度矩陣,D 為微分運算子,f t 、x( ) fy( )t 為X、Y 方向的銑削力分量。取式(17)之 Laplace 轉換(Laplace transform),可得( )
( )
( )
( )
( )
Y( )
( )
( )
xx xy x y yx yyG
s
G
s
F s
X s
F s
s
G
s
G
s
⎡
⎤ ⎛
⎞
⎡
⎤
= ⎢
⎥ ⎜
⎢
⎥
⎜
⎣
⎦ ⎢
⎣
⎥ ⎝
⎦
⎠
⎟⎟
= (20) 當工件及刀具形狀對稱於 X-Z 平面與 Y-Z 平面時,可將此結構系統簡化成非耦合(Decouple)結構,即使得 ,而 ( ) ( ) 0 xy yx G s =G s 2 2 1/
(
)
2
n nxi xi xx nxi xi nxi ik
G
j
j
ω
ω
2ω
ξ ω ω ω
==
+
−
∑
(21) 2 2 1/
(
)
2
n nyi yi yy nyi yi nyi ik
G
j
j
ω
ω
2ω
ξ ω ω ω
==
+
−
∑
(22) n ω 、ξ、 分別為結構的自然頻率、阻尼比、及剛性、i 為模態數。 k 3.2 銑削之穩定性分析 根據Minis 等人[3]的推導,銑削系統穩定極限之特徵方程式可表示如下det
⎡⎣ I
δ
um+
W
u m−(
λ
+
jm
ω
)
⎤⎦
=
0
(23) 式中,δum為Kronecker delta,I
為單位矩陣, − u m W 為Rozenvasser[10]對於線性週期性系統所定義的轉換函數 的第u-m 個傅立業級數, 是根據 Floquet’s theorem 去解銑削動態方程式的特徵值,若系統為穩定則特徵值 λ 必須在複數平面的左半平面。根據[10]的定義,Wu m− (λ+ jmω)可表示如下(
) (
)
( ) 01
(
)
T j u m t u mW
jm
A
jm t G
jm
e
T
ωλ
ω
λ
ω
λ
ω
− − −+
=
∫
+
+
dt
) (24) 上式說明了Wu m− (λ+ jmω 包括了切削程序函數A(
λ+jm tω)
以及結構動撓度函數G(
λ+ jmω)
,T 為兩刃之間的 切削週期,根據上一節推導的動態捲積銑削力模式,可以將切削程序函數表示如下 ( )(
)
(1
jm T)
[
]
jk t d kA
λ
jm t
ω
e
λ ωA Nk e
∞ − + =−∞+
=
∑
−
ω (25) 上式說明了切削程序函數包含了時間延遲函數(1−e− +(λ jmω)T)以及週期性之切削函數 [ ] jk tω d A Nk e ,因此(24)式 可以重新改寫如下 ( ) ( ) 0(
)
1
(
(
[
]
)
) (
u m T jm T jk t j u m t d kW
jm
e
A Nk e
e
dt G
jm
T
λ ω ω ω)
λ
ω
λ
ω
− ∞ − + − − =−∞+
−
=
∫
∑
+
(26)又因ω=2 /π T, m Tω 為2π的m 倍,(1−e− +(λ jmω)T)可簡化為(1−e−λT),經過整理之後,式(26)可寫成 2[ ( )]
(
)
1
1
(
) [
]
(
[
(
)]
u m T j k u m d kW
jm
e
e
)
A Nk
G
jm
T
j k
u
m
λ πλ
ω
λ
ω
ω
− ∞ − − − =−∞+
⎛
−
−
=
⎜
⎟
+
− −
⎝
∑
⎠
⎞
(27) 在式(27)中 2[ ( )]1
0
[
(
)]
j k u mk
u
m
e
T
k
u
j k
u
m
πω
− −−
⎧
≠ −
= ⎨
= −
− −
⎩
m
)
(28) 因此參數轉換函數的傅立葉係數可以寫成下列簡單型式(
)
[ (
)]
(
u m d mW
−λ
+
jm
ω
=
A N u m G
−
λ
+
jm
ω
)
(29) 其中(
) (1
T) (
mG
λ
+
jm
ω
= −
e
−λG
λ
+
jm
ω
(30) 一般而言,銑削力有無限多項的傅立葉級數,所以A N u m 亦有無限多項,由於銑削力在高頻諧波的銑削d[ ( − )] 力分量佔有銑削力AC 分量的比重極小,因此可將銑削系統的穩定特徵方程式簡化如下1
[0]
[0]
[ 1]
[1]
[1]
[ 1]
det
[1]
[0]
1
[0]
[1]
[2]
[ 1]
0
[ 1]
[0]
[ 2]
[1] 1
[0]
[ 1]
d m d m d m d m d m d m d m d m d mA
G
A
G
A
G
A
G
A
G
A
G
A
G
A
G
A
G
+
−
−
⎡
⎤
⎢
+
⎥
⎢
⎥
⎢
−
−
+
−
⎥
⎣
⎦
−
=
=
⎤⎦
0
(31) 若僅以平均力來預測銑削力的穩定極限值,則式(31)可簡化如下det 1
⎡⎣
+
A
d[0]
G
m[0]
0
(32) 而無論式(29)或(30),最後都可以寫成以下之型式1
+
ψ
( , , )
c
∗λ ω
=
(33) 上式中,ψ( , , )c∗ λ ω 為奈氏輪廓函數(Nyquist contour function), c∗為所要預測的參數。根據奈氏準則(Nyquist criterion),可以先給予轉速後,再給定所要預測的切削參數,如此就可以在一系列不同的頻率下求出奈氏輪廓 函數值,當實數軸上的點(-1,0)在奈氏輪廓曲線之外時,系統處於穩定狀態,反之當點(-1,0)在奈氏輪廓曲線之 內時,系統處於不穩定狀態,而切削參數的穩定極限值便是當點(-1,0)剛好位於奈氏輪廓曲線上,此時所對應 的頻率就是起始顫振頻率。4. 顫振理論模式驗證
以下舉曾被Minis 等人[3]、Atintas 等人[4]及 Sridhar 等人[11]所研究過的端銑削例子與本文方法做比較。 本例刀具之結構參數及切削條件如下 彈性係數:Kx=7.152×10 6 N/m 阻尼係數:ξx=0.0417 自然頻率:ωnx=355 rad/sec 銑刀刃數:N=10 螺旋角:0° 始切角:θ1=67° 終切角: 2 139 θ = ° 徑向比切削力常數:kr=0.577 經分析所得之顫振穩定耳垂圖曲線與先前學者預測之結果一致,如圖 5 所示。由圖上曲線點可得到各不同轉
速下之臨界切深(Critical cutting depth),即發生顫振之極限切削深度,而在曲線上方區域為不穩定切削區,曲 線下方區域則為穩定切削區。
圖5 銑削系統之穩定耳垂圖之比較 ‘ ’:文獻[4]; ‘o’:本文模式 4.1 順逆銑對於顫振極限之影響 從銑削力推導過程中,可以明顯看出P1( )ω 、P2( )ω 主要是由始切角和終切角來決定,因此可以透過此關 係來了解順銑、逆銑對於顫振穩定圖之影響。 對於逆銑,其始切角為零度,P1( )ω 、P2( )ω 可表示如下 2 2 2 1 2 2 2 2 2
1
( )
[2
(
sin 2
2cos 2 )]
2(4
)
1
1
( )
[
(
cos 2
2sin 2 )]
2
2(4
)
ωθ ωθ ωθω
ω
θ
θ
ω
2 2ω
ω
ω
θ
ω
ω
− − −=
−
+
−
−
=
−
−
−
−
j up j j upP
e
j
e
P
j
e
j
j
θ
(31) 對於順銑,其終切角為π,P1( )ω 、P2( )ω 可表示如下 1 1 2 1 1 2 1 1 2 2 1 11
( )
[
(
sin 2
2cos 2 )
2(4
)
2 cos 2 ) 2
]
1
( )
[
(
cos 2
2
2(4
)
2sin 2 )
]
j down j j j j down jP
e
j
e
e
e
P
e
j
j e
ωθ ωπ ωθ ωθ ωθ ωπω
ω
θ
ω
θ
1j
θ
ω
ω
θ
ω
ω
θ
ω
− − − − − −=
+
−
−
−
=
−
−
−
−
+
(32) 以下進一步利用上一節求解系統穩定性之關係式,引用Atintas 與 Budak[4]所研究過傳統銑削的例子,改變始 切角與終切角,並分別針對逆銑、順銑情形繪製其顫振穩定圖及求出各不同轉速下之臨界切深,並與[4]之顫 振穩定圖曲線相較,結果如圖6 至圖 7 所示。圖6 順逆銑之穩定圖比較:逆銑(θ1=0 ,° θ2=30°)與順銑( 1 150 , 2 180 θ = ° θ = °) 圖7 順逆銑之穩定圖比較:逆銑(θ1=0 ,°θ2=90°)與順銑( 1 90 , 2 180 θ = ° θ = °) (半槽銑) 由圖6 至圖 7 結果可知,在徑向切深越小時(圖 6),順逆銑對顫振穩定圖之影響較不明顯,但在高轉速時順銑 較逆銑則明顯有較大的極限切深。當半槽銑時(圖 7),順銑可以得到較大的極限切深,但是當徑向切深慢慢增 加,其順逆銑對於極限切深之影響也慢慢的降低。
4.2 徑向比切削力常數對順銑、逆銑之顫振圖影響 接著進一步改變徑向比切削力常數 kr值(0.3~0.8),比較順逆銑情形下 kr對顫振穩定圖之影響,應用本文 先前使用之切削參數,設定始切角與終切角分別為逆銑(θ1=0 ,° θ2=30°)與順銑( 1 150 , 2 180 θ = °θ = °),利用上述 切削條件可畫出順逆銑情形下不同kr對顫振極限圖曲線之變化,如圖9、圖 10 所示。由圖得知無論順銑、逆 銑時,其臨界切深會都會隨著kr增加而降低。 圖8 逆銑時(θ1=0 ,°θ2=30°)kr對顫振穩定圖之影響 圖9 順銑時(θ1=150 ,° θ2=180°)kr對顫振穩定圖之影響
4.3 螺旋角對於顫振之影響 針對螺旋角對於銑削顫振之影響,首先分別設定螺旋角(0°、30°、45°、60°)以及轉數(100、150、200、250、 300),並比較所得之極限切深之變化,結果如表 1 所示。從表 1 可看出螺旋角對顫振的影響亦屬有限。 表1 不同螺旋角對極限切深之比較 (unit: mm) 轉速(rpm) 螺旋角 100 150 200 250 300 0° 1.18 1.902 0.974 2.18 4.904 30° 1.18 1.903 0.974 2.181 4.906 45° 1.18 1.904 0.974 2.181 4.908 60° 1.181 1.909 0.974 2.181 4.914
5. 結 論
本文利用捲積銑削力模式建立一套含端銑刀螺旋角參數的理論顫振預測模式,可以預測端銑刀螺旋角對 於銑削顫振的影響,由本文之分析得知螺旋角對於顫振的影響不明顯。而在順銑、逆銑對顫振穩定圖影響方 面,當徑向切深越小時(圖 6),順逆銑對顫振穩定圖之影響較不明顯,但在高轉速時順銑則明顯較逆銑有較大 的極限切深。當半槽銑時(圖 7),順銑可以得到較大的極限切深,但當徑向切深大於刀具半徑時,其順逆銑對 於極限切深之影響則降低。此外,無論在順逆銑的切削型式下(圖 8、9),臨界切深都會隨著 kr增加而降低。 由本文結果,可提供銑削加工參數設計之參考,在不發生顫振情形下,能以最大切削深度加工,而提高材料 移除率已增大加工效率。參考文獻
[1] Tobias, S.A. and Fishwick, W., “Theory of Regenerative Machine Tool Chatter,” Engineering, Vol.205, 1958.
[2] Smith, S. and Tlusty, J., “Update on High Speed Milling Dynamics,” ASME Journal of Engineering for Industry, Vol.112,pp.142-149, 1990.
[3] Minis, I., Yanushersky, R., “A New Theoretical Approach for the Prediction of Machine Tool Chatter in Milling,” Journal ofEngineering for lndustry, Vol.ll5, pp.l-8, 1993.
[4] Altintas, Y. and Budak, E., “Analytical Prediction of Stability Lobes in Milling,” Annals of the CIRP, Vol.44, pp. 357-362, 1995.
[5] Budak, E. and Altintas, Y., “Analytical Prediction of Stability Lobes in Milling-Part I: General Formulation,” ASME Journal ofEngineering for Industry, Vol.120, pp.22-30, 1998.
[6] Budak, E. and Altintas, Y., “Analytical Prediction of Chatter Stability in Milling-Part II: Application of the General Formulationto Common Milling Systems, ”ASME Journal of Dynamic Systems, Measurement, and Control, Vol.120, March, pp.31-36, 1998.
[7] Budak, E., “Analytical models for high performance milling. Part II: Process dynamics and stability,” International Journal ofMachine Tools & Manufacture, Vol.46, pp.1489-1499, 2006.
[8] Wang, J. J., Zheng, C. M. and Huang, C.Y., “The effect of harmonic force components on regenerative stability in end milling,”ASME/IMECE, Washington, D.C. November 15-21, 2003.
[9] Wang, J. J., Liang, S.Y., “Convolution Analysis of Milling Force Pulsation,” ASME Journal of Engineering for Industry, Vol.116,pp.17-25, 1996
[10] Rozenvasser, E. N., “Computation and Transformation of Transfer Functions of Linear periodic System,” Automatic and RemoteControl, Vol.33, pp. 220-227, 1972.
[11] Sridhar, R., Hohn, R. E. and Long, G. W., “A Stability Algorithm for the General Milling Process,” ASME Journal ofEngineering for Industy, Vol.90, pp.330-334, 1968.
![圖 5 銑削系統之穩定耳垂圖之比較 ‘ ’:文獻[4]; ‘o’:本文模式 4.1 順逆銑對於顫振極限之影響 從銑削力推導過程中,可以明顯看出 P 1 ( ) ω 、 P 2 ( ) ω 主要是由始切角和終切角來決定,因此可以透過此關 係來了解順銑、逆銑對於顫振穩定圖之影響。 對於逆銑,其始切角為零度, P 1 ( ) ω 、 P 2 ( ) ω 可表示如下 2 2 2122 2 2 2( )1[2(sin 22cos 2 )]2(4)11( )[ (cos 2](https://thumb-ap.123doks.com/thumbv2/9libinfo/8766293.209818/8.892.180.692.64.463/系統之始切角和終切角來決定因此可以透過此關係來了解順銑對於.webp)

