Preparation of Al
2O
3–AlN–Ni Composites
Wei-Hsing Tuan
*and Wen-Bing Chou
Institute of Materials Science and Engineering, National Taiwan University, Taipei, Taiwan 10764, Republic of ChinaA method is proposed to prepare Al2O3–AlN–Ni
compos-ites. The composites are prepared by sintering Al2O3/NiAl
powder mixtures at 1600°C in a mixture of nitrogen and carbon monoxide. The presence of NiAl particles raises the green density of Al2O3/NiAl powder compacts. During
stering, NiAl reacts with nitrogen to form AlN and Ni in-clusions. A volume expansion accompanies the reaction. Because of the high green density and the reaction, the volume shrinkage of the Al2O3–AlN–Ni composite
de-creases with the increase of added NiAl content.
I. Introduction
C
ONSIDERABLEvolume shrinkage accompanies the sintering of ceramic powder compacts. Shape distortion is thus fre-quently observed. Volume shrinkage during sintering also im-poses limits on the densification of ceramic-matrix composites. The presence of differential shrinkage between the matrix and inclusion induces internal stresses.1 The stresses reduce the final density that can be achieved by sintering. It is therefore important to develop alternative forming processes that result in low shrinkage.Two interesting reaction processes involve the interactions of metals and gases. One process is the directed oxidation (or nitridation) of molten metal (DMO)2,3 and another process is the reaction bonding of aluminum oxide (RBAO).4,5In these processes, molten aluminum is reacted either with oxygen or with nitrogen to form aluminum oxide or aluminum nitride. The processes have many advantages such as low processing temperature and low shrinkage. In the present study, a process is proposed to prepare Al2O3–AlN–Ni composites. This pro-cess also involves the interactions of metals and gases. The metal used in this study is nickel aluminide, NiAl. NiAl is an intermetallic compound with a high melting point, 1638°C.6 Therefore, contrary to the DMO and RBAO processes, the metal used in this study involves a solid-state reaction.
II. Experimental Procedure
Alumina (a-Al2O3, TM-DR, Taimei Chemical Co. Ltd., To-kyo, Japan, ∼0.2mm) and 0 to 50 vol% of nickel aluminide (NiAl, Xform Inc., New York, ∼5.6 mm, 68.23 wt% Ni, 31.54% Al, 0.05% Fe, 0.01% Cr, and 1300 ppm O) were at-trition milled together in ethyl alcohol for 1 h using zirconia media. The mixed powder slurry was dried with a rotary
evapo-rator. The dried lumps were crushed and sieved through a 200 mesh plastic sieve. Powder compacts were formed by pressing uniaxially at 100 MPa. By using the theoretical density of 3.98 g/cm3for Al
2O3and 5.95 g/cm3for NiAl, the relative density of the green compacts could be estimated. The green compacts were placed inside a closed graphite crucible. The graphite crucible was then fired in a box furnace at 1600°C for 1 h. The graphite crucible and cover were of sufficient mass to retain their shape until the end of the sintering. No gas was thus allowed to enter or escape from the closed crucible during sintering. Above 700°C, oxygen inside the crucible reacted with carbon to form carbon monoxide.7The partial pressure of oxygen during sintering was low, 10−15atm at 1600°C. The nitrogen inside the crucible was stable at all temperatures. Therefore, the atmosphere during sintering within the graphite crucible was mainly a mixture of CO and N2.
The apparent density after firing was determined by the wa-ter displacement method. Before the specimens were sub-merged in water, a wax was applied to the surface to prevent water penetration. Phase identification was performed by X-ray powder diffractometry (XRD). Several Al2O3/AlN and Al2O3/ Ni powder mixtures with known composition were also pre-pared by the same mixing procedures. The XRD patterns for the powder mixtures were determined. Three measurements were made for each composition. Calibration curves to corre-late the XRD intensities to the amounts of Al2O3, AlN, and Ni in fired composites could then be established. The standard deviation for the determination of AlN was 1 vol%, and that of Ni was 2 vol%.
Polished surfaces were prepared by grinding with diamond slurry to 6mm and polishing with silica suspension to 0.05 mm. The microstructure was observed by scanning electron micros-copy (SEM). The chemical composition of each phase after sintering was determined by electron probe microanalysis (EPMA). The residual carbon content within sintered speci-mens was determined by IR spectrometry (CS-244, LECO Co., U.S.A.). The interconnectivity of the nickel inclusions was determined by measuring electrical resistivity at room tempera-ture.
III. Results and Discussion
Because of the presence of N2, CO, and a very small amount of O2in the sintering atmosphere, NiAl can either react with N2 to form AlN and Ni
2NiAl + N24 2AlN + 2Ni (1)
or react with O2to form Al2O3and Ni 2NiAl +3⁄2O
24 Al2O3+ 2Ni (2)
The equilibrium pressures of nitrogen and of oxygen for reac-tions (1) and (2) are 0.1 and 10−17 atm, respectively.7 The partial pressures of nitrogen and of oxygen in the sintering atmosphere are higher than these values; the formation of either AlN/Ni or Al2O3/Ni is therefore possible.
The XRD pattern for the 50% Al2O3/50% NiAl powder mix-P. F. Becher—contributing editor
Manuscript No. 192543. Received June 14, 1995; approved May 27, 1997. Supported by the National Science Council, Republic of China, through Contract No. NSC84-2216-E003-030.
*Member, American Ceramic Society.
J. Am. Ceram. Soc.,80 [9] 2418–20 (1997)
Journal
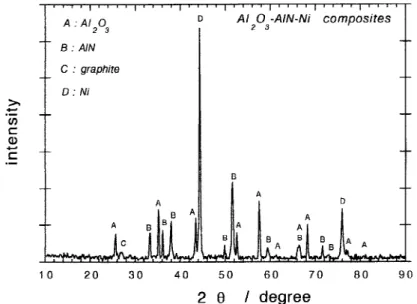
tures after sintering is shown in Fig. 1. There is no NiAl de-tected within the detection limit of the instrument (about 1% for NiAl). Aluminum nitride, nickel, and graphite are found instead. The microstructure for the composite containing 50% added NiAl sintered at 1600°C for 1 h is shown in Fig. 2. Approximately 8 at.% Al is detected in the Ni inclusions by the EPMA analysis. This corresponds to the solubility of Al in Ni.8 The amount of each phase in the composites measured by quantitative XRD analysis is shown in Table I. The XRD analysis suggests that reaction (1) is taking place during sin-tering. AlN and Ni are not found in composites containing less than 10 vol% added NiAl. It may be that the amounts of AlN and Ni are too small to be detected.
Carbon can be dissolved in the nickel melt during sintering. The solubility of carbon in nickel melt is higher than that in solid nickel. Owing to the different solubility, carbon inclu-sions are precipitated out upon cooling, particularly as the nickel is solidified.9 Therefore, graphite inclusions are ob-served within the nickel inclusions or at the interface. The carbon content within the composites is also shown in Table I. As carbon is dissolved in nickel, the amount of carbon in-creases with nickel content.
The newly formed AlN is not stable, as it may react with O2 to form Al2O3
AlN +3⁄4O
241⁄2Al2O3+1⁄2N2 (3)
For this reaction, the equilibrium pressure ratio of N2to O2is
PN21/2
PO23/4=3.52 10
12 (4)
at 1600°C.7Based on the calculation from the reaction of C and O2to form CO, the oxygen partial pressure at 1600°C is 10−15 atm and the nitrogen partial pressure is 0.79 atm. The ratio of N2to O2is 1.6 × 1011. The value is less than the equilibrium ratio. It thus is thermodynamically possible for AlN to react with O2to form Al2O3and N2. However, AlN is still detected after sintering. Therefore, even though reaction (3) is possible thermodynamically, the reaction is slow under the sintering conditions used.
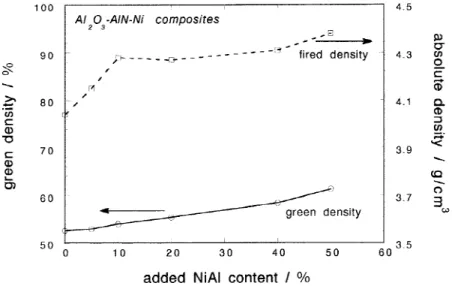
The green density and fired density of the composites are shown as a function of added NiAl content in Fig. 3. The difference in particle sizes for the NiAl versus the Al2O3 pow-der results in more efficient particle packing. The green density of the composites is thus higher than that of alumina. The fired density increases with increasing NiAl content because the density of Ni is higher than that of Al2O3(8.90 vs 3.98 g/cm3). Through careful microstructural observation, the porosity in fired composites increases with the increase of added NiAl content. For the Al2O3/50% NiAl compact, the porosity is less than 10%. An example is given in Fig. 2. It indicates that the Al2O3–AlN–Ni composites with relative density higher than 90% can be prepared with a pressureless sintering technique.
During the reaction between of NiAl and N2, a volume expan-sion accompanies the reaction. The volume shrinkage of the composite is thus smaller than that of alumina alone (Fig. 4). Therefore, the process developed in the present study has the advantage of low shrinkage. The electrical resistivity of the composites is shown as a function of NiAl content in Fig. 5. Because particulate NiAl is used as a starting material, the resulting Ni inclusions are isolated from each other until nickel
Table I. Measured Amount of Each Phase Presented in the Composites after Sintering at 1600°C for 1 h
NiAl added (vol%) Al2O3 (vol%) AlN (vol%) Ni (vol%) Carbon (wt%) 5 ND† ND† 0.20 10 ND† ND† 0.3 20 94 3 3 1.5 40 66 15 19 50 54 26 20 3.8 †Not detectable.
Fig. 1. XRD pattern of a powder compact of 50% Al2O3/50% NiAl after sintering at 1600°C for 1 h in a closed graphite crucible.
Fig. 2. Microstructure of a 50% Al2O3/50% NiAl powder compact after sintering at 1600°C for 1 h (A4 Al2O3, B4 AlN, C 4 graphite, and D4 Ni).
content is higher than 20 vol%. When the added amount of NiAl is less than 40 vol%, the resulting Al2O3–AlN–Ni com-posites are electrical insulators. When the NiAl content is greater than 50 vol%, the resulting composite is an electrical conductor.
IV. Conclusions
A reaction process to prepare Al2O3–AlN–Ni composites is proposed in the present study. The starting material used is powder mixtures of Al2O3and 5–50 vol% NiAl. As the powder mixtures are sintered in the presence of nitrogen, AlN and Ni inclusions are formed. Al2O3–AlN–Ni composites with relative densities higher than 90% can be prepared by pressureless sin-tering at 1600°C for 1 h. The green density is increased by adding NiAl particles to Al2O3powder. Furthermore, volume expansion accompanies the reaction during sintering. The pro-cess developed in the present study thus has the advantage of low shrinkage.
Acknowledgments: We thank the reviewers and the associate editor for their careful reading and helpful remarks.
References
1W. H. Tuan, E. Gilbart, and R. J. Brook, ‘‘Sintering of Heterogeneous Ce-ramic Compacts, Part 1, Al2O3–Al2O3,’’ J. Mater. Sci., 24 [3] 1062–68 (1989). 2M. S. Newkirk, A. W. Urquhart, H. R. Zwicker, and E. Breval, ‘‘Formation of Lanxide™ Ceramic Composite Materials,’’ J. Mater. Res., 1 [1] 81–89 (1986).
3W. K. Aghajanian, N. H. Macmillan, C. R. Kennedy, S. J. Luszcz, and R. Roy, ‘‘Properties and Microstructures of Lanxide Al2O3–Al Ceramic Composite Materials,’’ J. Mater. Sci., 24 [2] 658–70 (1989).
4N. Claussen, T. Le, and S. Wu, ‘‘Low-Shrinkage Reaction-Bonded Alu-mina,’’ J. Eur. Ceram. Soc., 5 [1] 29–35 (1989).
5N. Claussen, S. Wu, and D. Holz, ‘‘Reaction Bonding of Aluminum Oxide (RBAO) Composites: Processing, Reaction Mechanisms and Properties,’’ J.
Eur. Ceram. Soc., 14 [1] 97–109 (1994). 6
R. D. Noebe, R. R. Bowman, and M. V. Nathal, ‘‘Physical and Mechanical Properties of the B2 Compound NiAl,’’ Int. Mater. Rev., 38 [4] 193–232 (1993).
7
SGTE Substance Data File, Thermodata GmbH, Grenoble University, St. Martin d’Heres, France, 1987.
8
L. A. Willey, Phase Diagrams in Aluminum, Vol. 1, Appendix 1; pp. 359– 81. Edited by K. R. Van Horn. American Society for Metals, Metals Park, OH 1967.
9
L. Chang, S. C. Chen, W. H. Tuan, and R. J. Brook, ‘‘Interfacial Charac-terization of Al2O3/Ni Composites,’’ J. Eur. Ceram. Soc., 12 [6] 479–85 (1993). h Fig. 3. Green density and fired density of the Al2O3–AlN–Ni composites as a function of NiAl added.
Fig. 4. Volume shrinkage of the composites after sintering as a func-tion of NiAl added.
Fig. 5. Electrical resistivity of the sintered composites as a function of NiAl added.