國立交通大學
工業工程與管理學系
碩士論文
製程能力指標
Y Y
q
/
複式抽樣之信賴下限
Bootstrap Lower Confidence Limits for
Capability Index
Y Y
q
/
研 究 生:林仲軒
指導教授:彭文理
博士
製程能力指標
Y Y
q
/
複式抽樣之信賴下限
Bootstrap Lower Confidence Limits for
Capability Index
Y Y
q
/
研究生:林仲軒
Student : Chung- Hsuan Lin
指導教授:彭文理 博士
Advisor:Dr. W. L. Pearn
國 立 交 通 大 學
工 業 工 程 與 管 理 學 系
碩 士 論 文
A Thesis
Submitted Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
in partial Fulfillment of the Requirements
for the Degree of
Master
in
Industrial Engineering
December 2008
Hsinchu, Taiwan, Republic of China
中 華 民 國 九 十 八 年 六 月
製程能力指標
Y Y
q
/
複式抽樣之信賴下限
研究生:林仲軒
指導教授:彭文理 博士
國立交通大學工業工程與管理學系碩士班
摘要
製程能力指標已廣泛被用來衡量製程的能力與產品的品質,製程良率
Y
是常見被
製造業用來判斷製程好壞的標準;品質良率
Y
q則是進一步將顧客損失考慮在內。本篇
論文則是提出一個新指標
Y Y
q,屏除製程不良品的部份,直接考慮顧客接收到的良
品,再計算其完全滿足顧客要求的產品比例。為一個更站在顧客角度,提供顧客更直
接判斷所接收產品好壞的指標。然而
Y Y
q之估計值與其統計性質要以數學來推導表
達是非常窒礙難行,因此製程能力的檢定也就無法執行。我們運用複式抽樣,一種無
母數而大量運用電腦運算的方法來求得
Y Y
q的信賴下限,以達到檢定的目的。在本
論文中介紹四種複式抽樣方法所建構的信賴下限,在五種不同母體分配(一個常態分
配與四種非常態分配)的環境下做模擬,包括對不同參數(如
Y Y
q的實際值、製程
偏移程度與各分配的母體參數等)設定不同水準,做一些統整與分析,比較四種複式
抽樣信賴下限的好壞。最後也舉應用在背光模組製程的例子來說明如何使用
Y Y
q指
標及複式抽樣方法求得的信賴下限,如此便可以判斷產品是否有達到原訂的水準。
關鍵字:製程能力指標、良率、品質良率、複式抽樣方法、信賴下限、模擬
Bootstrap Lower Confidence Limits for
Capability Index
Y Y
q
/
Student : Chung- Hsuan Lin
Advisor:Dr. W. L. Pearn
Department of Industrial Engineering and Management
National Chiao Tung University
Abstract
Process capability indices are widely used in manufacturing industrial to provide a
numerical measure on whether or not a process is capable of producing items that meet
a preset quality requirement. Process yield
Y
is the most common criterion used in
the manufacturing industry for measuring process performance; Quality yield
Y
qgoes
a step further to take customer loss into consideration. This thesis introduce a new
index
Y Y
q/
,which only considers the conformed products customer receives rather
than the proportion of non-conformed products of the manufacturing process, and
quantifies how close a product that customer has received meets 100% customer
satisfaction. The index
Y Y
q/
can provide a judgment to the process from the
customer’s viewpoint. However statistical properties of the estimated
Y Y
q/
are
mathematically intractable. Therefore, capability testing can not be performed. We use
a nonparametric but computer intensive method called bootstrap to obtain a lower
confidence bound on
Y Y
q/
for capability testing purposes. Four types of bootstrap
lower confidence bounds are introduced and simulating for five distributions (one
normal and four non-normal) with different true values of
Y Y
q/
, the degree the
process mean shifts from the target and population parameters are conducted. Then a
comparison is made of the performances of the bootstrap and the parametric estimates.
An application using the index
Y Y
q/
and the bootstrap lower confidence bounds for
the backlight modules manufacturing process is presented for illustration purposes.
Keywords: Process capability indices, Yield, Quality yield, Bootstrap methods, Lower
confidence bound, Simulation.
誌謝
終於,我完成了我的論文!花了比一般人更多的時間,能完成他在過程中得到許
多人的幫助,在這一路上有著許多人的幫助與支持。首先,謝謝彭文理老師,從老師
身上學到了對於學術研究的嚴謹態度,適時的提點我思考方向;謝謝吳建瑋學長,即
使已經到台中任教,仍不辭辛勞的指導我。
在同一個實驗室的大家,很幸運能認識你們,日常生活中長時間的相處,一起吃
飯、聊天、打球的時光即使簡單,不過這也是我最喜歡的。當然,寫論文當中所遇到
的統計或者程式上各種問題,也多虧了有你們的協助,才能解決進而完成論文。謝謝
啦!mb517!
謝謝我的幾位好朋友,在不同地方認識的你們,也許身處各地,但都會偶爾來電
關心,偶爾見個面,唱個歌聊聊近況,最重要的是不斷的給我鼓勵。謝了,好友們!
最後,感謝我親愛的家人,爸媽無微不至的照顧與包容,雖然不在身邊,他們的
用心讓我不管在經濟或是身心都能無後顧之憂。我知道他們一直擔心我,卻從不給我
壓力。老爸老媽,謝了!還有姐姐與姐夫因為也在新竹,會就近照顧我,常常找我到
家裡打牙祭,更貼心的給我許多鼓勵與建議。親愛的老姊,謝謝妳總在我迷惘的時候
引導我。說感謝也許還不夠,期待自己用行動回報你們。
還有曾經陪伴我十年的妳,謝謝妳。
Content
摘要
... i
Abstract
... ii
誌謝
... iii
Content
...iv
List of Tables
...v
List of Figures
...vii
1. Introduction
...1
1.1. Motivation ...1
1.2. Purpose ...1
1.3. Structure...2
2. Literature Review
...3
2.1. Process Capability Indices...3
2.2. Lower Confidence Limits for Capability Indices ...4
2.3. Process Yield
Y
and Quality Yield
Y
q...4
3. The Index
Y Y
q/
...7
3.1. Definition and Interpretation of the Index
Y Y
q/
...7
3.2. Estimation of the Index
Y Y
q/
...9
4. Bootstrap Resampling Methods
...11
4.1. The Bootstrap Methodology...11
4.1.1. Standard Bootstrap (SB)...12
4.1.2. The Percentile Bootstrap (PB) ...13
4.1.3. Biased-corrected Percentile Bootstrap (BCPB) ...13
4.1.4. Bootstrap-t (BT)...13
4.2. The Simulating Method ...14
5. The Procedures and Analysis of the Simulations
...15
5.1. Simulation Analysis for Normally Distributed Process...15
5.2. Simulation Analysis for Student’s t Process ...18
5.3. Simulation Analysis for Chi-squared Process ...22
5.4. Simulation Analysis for Gamma Process ...25
5.5. Simulation Analysis for Weibull Process ...28
5.6. Average Bounds ...32
6. Application Examples
...34
6.1. An application for BLM...34
6.2. Data Analysis...35
7. Conclusions
...38
References
...39
Appendix A
. ...41
Appendix B
. ...47
List of Tables
Table 1. Values of the two indices for normal processes with various , fixed
1
and
LSL T USL
, ,
3,0,3
. ... 8
Table 2. Coverage percentages for the 95% bootstrap lower confidence limits for
normal process with
0
T
,
USL
3
and
LSL
3
. ...16
Table 3. Coverage percentages for the 95% bootstrap lower confidence limits for
Student’s t process with
0
T
and degrees of freedom
k
3
...19
Table 4. Coverage percentages for the 95% bootstrap lower confidence limits for
Chi-squared process with
T
12 and degrees of freedom
k
12
. ...23
Table 5. Numbers of 120 groups coverage percentages decrease as the true values of
/
qY Y
increase with each sample size n for Chi-squared process...23
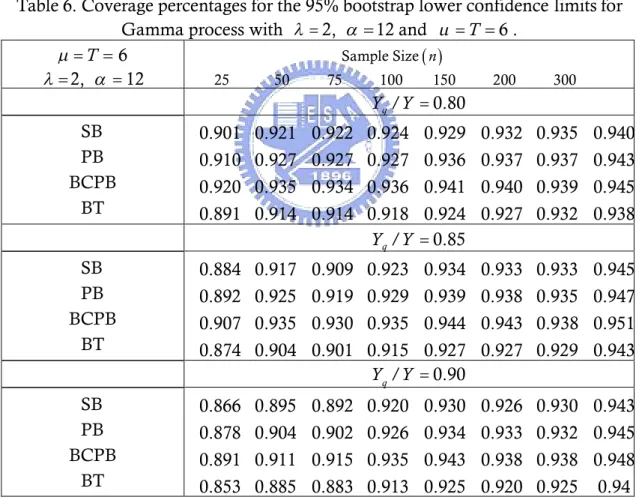
Table 6. Coverage percentages for the 95% bootstrap lower confidence limits for
Gamma process with
2, 12 and
T
6 . ...26
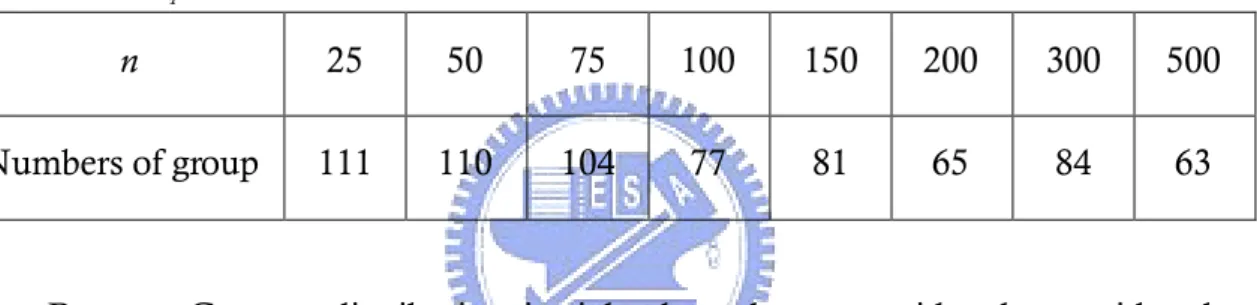
Table 7. Numbers of 120 groups coverage percentages decrease as the true values of
/
qY Y
increase with each sample size n for Gamma process...28
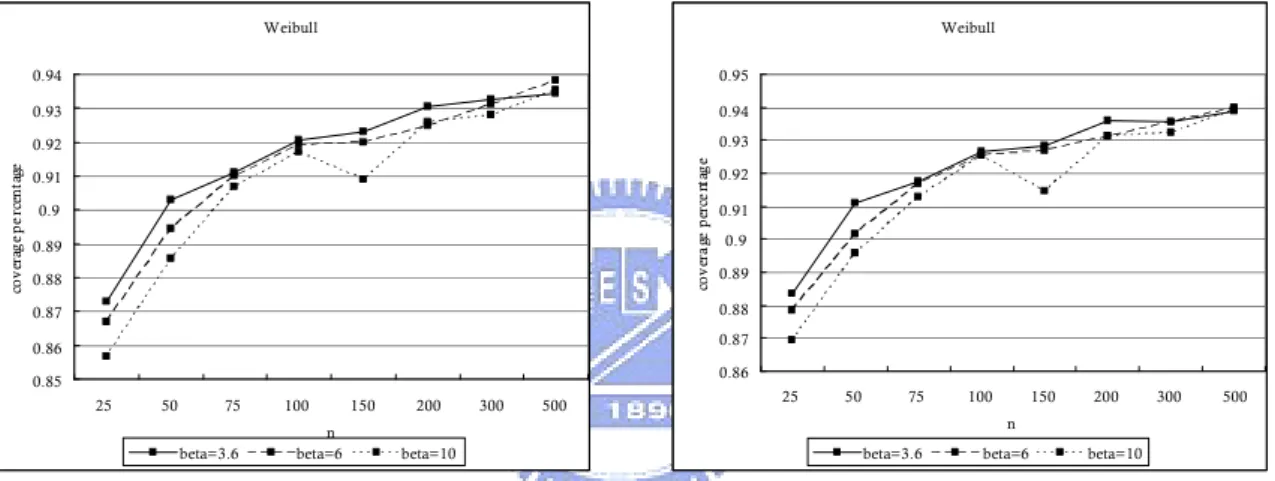
Table 8. Coverage percentages for the 95% bootstrap lower confidence limits for
Weibull process with 10,
10 and
T
...29
Table 9. Numbers of 120 groups coverage percentages decrease as the true values of
/
qY Y
increase with each sample size n for Weibull process. ...31
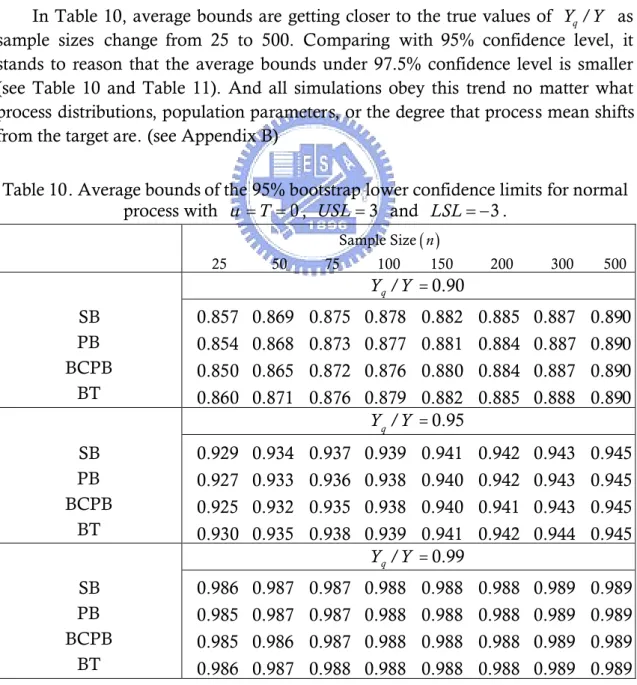
Table 10. Average bounds of the 95% bootstrap lower confidence limits for normal
process with
0
T
,
USL
3
and
LSL
3
. ...32
Table 11. Average bounds of the 97.5% bootstrap lower confidence limits for normal
process with
0
T
,
USL
3
and
LSL
3
. ...33
Table 12. 100 samples of length from historical data. ...35
Table 13. 100 samples of luminance from historical data. ...35
Table 14. Four bootstrap lower confidence bounds of
Y Y
q/
for the data in Table 12.
...37
Table 15. Four bootstrap lower confidence bounds of
Y Y
q/
for the data in Table 13.
...37
Table 16. Values of parameters under normal process.. ...41
Table 17. Values of parameters under Student’s t process. ...41
Table 18. Values of parameters under Chi-squared process ...42
Table 19. Values of parameters under Gamma process. ...43
Table 20. Values of parameters under Weibull process ...45
Table 21A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
normal process with
T
0
,
USL
3
,
LSL
3
. ...47
Table 22A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Student’s t process with
0
,
k
3
...48
Table 23A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Student’s t process with
0
,
k
10
. ...50
Table 24A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Student’s t process with
0
,
k
20
. ...51
Table 25A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Chi-squared process with
0
,
k
12
. ...53
Table 26A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Chi-squared process with
0
,
k
15
...55
Table 27A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Chi-squared process with
0
,
k
20
. ...58
Table 28A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Gamma process with
12
,
2
,
/
. ...60
Table 29A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Gamma process with
15
,
2
,
/
. ...63
Table 30A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Gamma process with
20
,
2
,
/
...65
Table 31A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Weibull process with
10
,
3.6
,
1
1
. ...68
Table 32A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Weibull process with
10
,
6
,
1
1
. ...70
Table 33A(B). Average bound and coverage percentage of 95%(97.5%) bootstrap for
Weibull process with
10
,
10
,
1
1
List of Figures
Figure 1. Values of the two indices for normal processes with various , fixed
1
and
LSL T USL
, ,
3,0,3
. ... 9
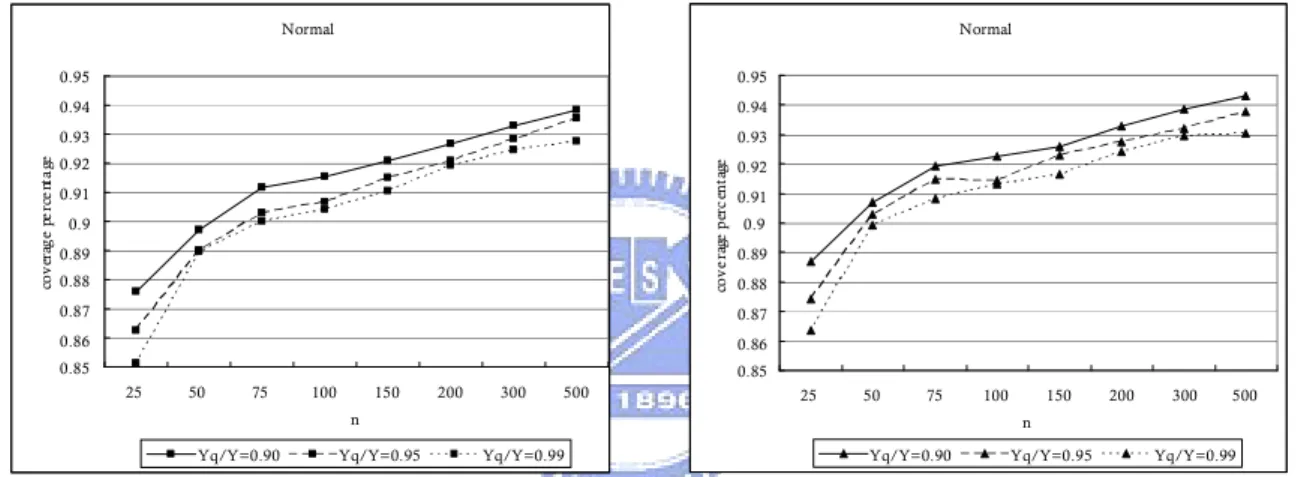
Figure 2. Coverage percentages for the 95% bootstrap lower confidence limits for
normal process with true value of
Y Y
q/
0.90
,
T
0
,
USL
3
, and
3
LSL
. ...17
Figure 3. Coverage percentages for the 95% bootstrap lower confidence limits for
normal process with true value of
Y Y
q/
0.95
,
T
0
,
USL
3
, and
3
LSL
. ...17
Figure 4. Coverage percentages for the 95% SB lower confidence limits for normal
process with
T
0
,
USL
3
, and
LSL
3
. ...17
Figure 5. Coverage percentages for the 95% SB lower confidence limits for normal
process with
T
0
,
USL
3
, and
LSL
3
. ...17
Figure 6. Coverage percentages for the 95% SB lower confidence limits for normal
process with true value of
Y Y
q/
0.90
,
USL
3
, and
LSL
3
. ...17
Figure 7. Coverage percentages for the 95% PB lower confidence limits for normal
process with true value of
Y Y
q/
0.90
,
USL
3
, and
LSL
3
. ...17
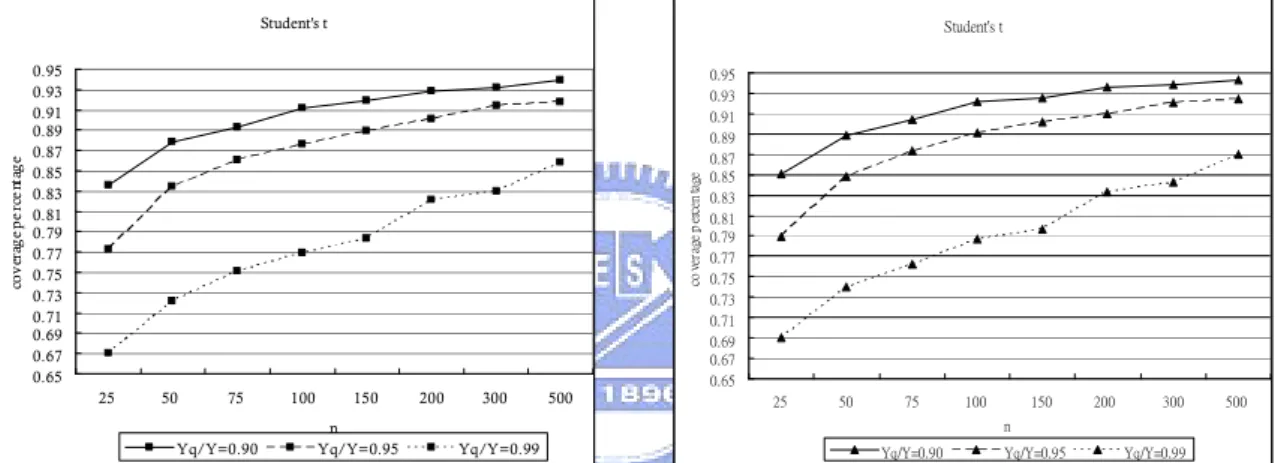
Figure 8. Coverage percentages for the 95% bootstrap lower confidence limits for
Student’s t process with
k
3
,
T
0
, and true value of
Y Y
q/
0.90. ...20
Figure 9. Coverage percentages for the 95% bootstrap lower confidence limits for
Student’s t process with
k
3
,
T
0
, and true value of
Yq/Y 0.95. ...20
Figure 10. Coverage percentages for the 95% SB lower confidence limits for Student’s t
process with
T
0
, and
k
3
. ...20
Figure 11. Coverage percentages for the 95% PB lower confidence limits for Student’s t
process with
T
0
, and
k
3
. ...20
Figure 12. Coverage percentages for the 95% SB lower confidence limits for Student’s t
process with true value of
Y Y
q/
0.90
, and
k
3
. (mu=μ)...20
Figure 13. Coverage percentages for the 95% PB lower confidence limits for Student’s t
process with true value of
Y Y
q/
0.90
, and
k
3
. (mu=μ)...20
Figure 14. Coverage percentages for the 95% SB lower confidence limits for different
Student’s t processes (d.f.=3, 4 and 5) and normal process with
T
0
and
true value of
Y Y
q/
0.90
.. ...21
Figure 15. Coverage percentages for the 95% PB lower confidence limits for different
Student’s t processes (d.f.=3, 4 and 5) and normal process with
T
0
and
true value of
Y Y
q/
0.90
.. ...21
Figure 16. Coverage percentages for the 95% SB lower confidence limits for different
Student’s t processes (d.f.=3, 4 and 5) and normal process with
T
0
and
true value of
Y Y
q/
0.95
.. ...21
Figure 17. Coverage percentages for the 95% PB lower confidence limits for different
Student’s t processes (d.f.=3, 4 and 5) and normal process with
T
0
and
true value of
Y Y
q/
0.95
. ...21
Figure 18. Coverage percentages for the 95% SB lower confidence limits for different
Student’s t processes (d.f.=3, 4 and 5) and normal process with
T
0
and
true value of
Y Y
q/
0.99
...21
Figure 19. Coverage percentages for the 95% PB lower confidence limits for different
Student’s t processes (d.f.=3, 4 and 5) and normal process with
T
0
and
true value of
Y Y
q/
0.99
...21
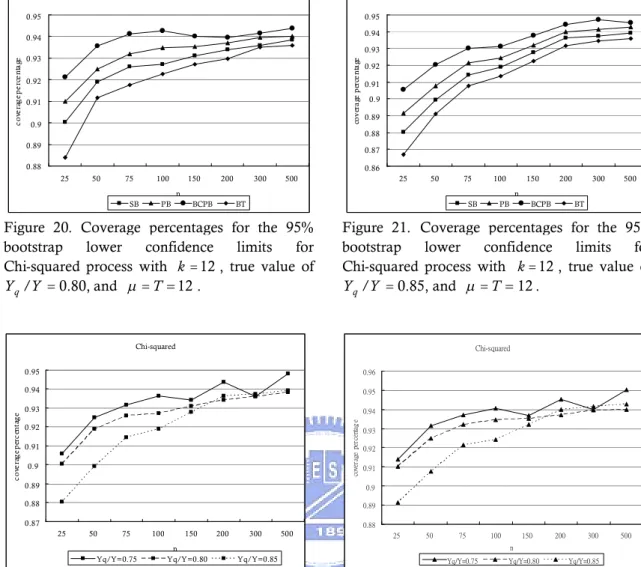
Figure 20. Coverage percentages for the 95% bootstrap lower confidence limits for
Chi-squared process with
k
12
, true value of
Y Y
q/
0.80, and
T
12
. ..24
Figure 21. Coverage percentages for the 95% bootstrap lower confidence limits for
Chi-squared process with
k
12
, true value of
Y Y
q/
0.85, and
T
12
. ..24
Figure 22. Coverage percentages for the 95% SB lower confidence limits for
Chi-squared process with
k
12
, and
T
12
. ...24
Figure 23. Coverage percentages for the 95% PB lower confidence limits for
Chi-squared process with
k
12
, and
T
12
. ...24
Figure 24. Coverage percentages for the 95% SB lower confidence limits for
Chi-squared process with
k
12
, and true value of
Y Y
q/
0.75. ...24
Figure 25. Coverage percentages for the 95% PB lower confidence limits for
Chi-squared process with
k
12
, and true value of
Y Y
q/
0.75. ...24
Figure 26. Coverage percentages for the 95% SB lower confidence limits for
Chi-squared process with true value of
Y Y
q/
0.75, and
T
. ...25
Figure 27. Coverage percentages for the 95% PB lower confidence limits for
Chi-squared process with true value of
Y Y
q/
0.75, and
T
. ...25
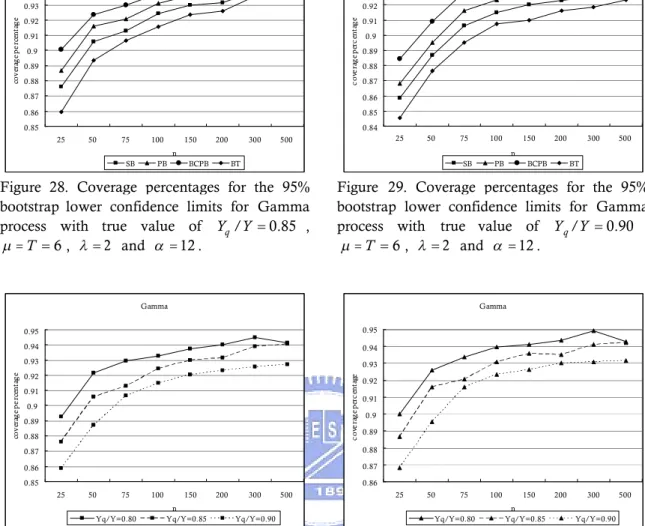
Figure 28. Coverage percentages for the 95% bootstrap lower confidence limits for
Gamma process with true value of
Y Y
q/
0.85
,
T
6
,
2
and
12
.
...27
Figure 29. Coverage percentages for the 95% bootstrap lower confidence limits for
Gamma process with true value of
Y Y
q/
0.90
,
T
6
,
2
and
12
.
...27
Figure 30. Coverage percentages for the 95% SB lower confidence limits for Gamma
process with
T
6
,
2
and
12
...27
Figure 31. Coverage percentages for the 95% PB lower confidence limits for Gamma
process with
T
6
,
2
and
12
...27
Figure 32. Coverage percentages for the 95% SB lower confidence limits for Gamma
process with the true value of
Y Y
q/
0.80
,
2
and
12
. ...27
Figure 33. Coverage percentages for the 95% PB lower confidence limits for Gamma
Figure 34. Coverage percentages for the 95% SB lower confidence limits for Gamma
process with the true value of
Y Y
q/
0.80
,
2
and
T
(alpha
)...28
Figure 35. Coverage percentages for the 95% PB lower confidence limits for Gamma
process with the true value of
Y Y
q/
0.80
,
2
and
T
(alpha
T
).28
Figure 36. Coverage percentages for the 95% bootstrap lower confidence limits for
Weibull process with the true value of
Y Y
q/
0.80
,
10
,
10
and
T
.
...30
Figure 37. Coverage percentages for the 95% bootstrap lower confidence limits for
Weibull process with the true value of
Y Y
q/
0.85
,
10
,
10
and
T
.
...30
Figure 38. Coverage percentages for the 95% SB lower confidence limits for Weibull
process with
10
,
10
and
T
...30
Figure 39. Coverage percentages for the 95% PB lower confidence limits for Weibull
process with
10
,
10
and
T
...30
Figure 40. Coverage percentages for the 95% SB lower confidence limits for Weibull
process with the true value of
Y Y
q/
0.80
,
10
and
10
. ...31
Figure 41. Coverage percentages for the 95% PB lower confidence limits for Weibull
process with the true value of
Y Y
q/
0.80
,
10
and
10
...31
Figure 42. Coverage percentages for the 95% SB lower confidence limits for Weibull
process with the true value of
Y Y
q/
0.90
,
10
and
T
...31
Figure 43. Coverage percentages for the 95% PB lower confidence limits for Weibull
process with the true value of
Y Y
q/
0.90
,
10
and
T
...31
Figure 44. Average bounds for the 95% bootstrap lower confidence limits for normal
process with true value of
Y Y
q/
0.90
,
T
0
,
USL
3
, and
LSL
3
...33
Figure 45. Average bounds for the 97.5% bootstrap lower confidence limits for normal
process with true value of
Y Y
q/
0.90
,
T
0
,
USL
3
, and
LSL
3
...33
Figure 46. The structure of backlight module...34
Figure 47. Specification of length for the assemble frame of BLM...34
Figure 48. The histogram plot for the data of Table 12...36
1. Introduction
1.1. Motivation
Process capability indices (PCIs) are used to measure process performance by
considering process location, process variation, and manufacturing specifications.
In the late 1980’s and the early 1990’s, techniques and tables were developed to
construct lower confidence limits for process indices
C
p、
C
pkand
C
pmbecause
decision makers would prefer a lower bound on process capability indices to the
sample point estimate. However, these techniques assume that the underlying
process is normally distributed.
Process yield
Y
is the most common criterion used in the manufacturing
industry, and Ng and Tsui (1992) proposed a more customer-oriented measure of
yield, which is referred to as quality yield
Y
q. Process yield
Y
and quality yield
q
Y
have the advantage that the formula can be applied to process with arbitrary
distribution. Unfortunately, statistical properties of the estimated
Y
qare
mathematically intractable.
In order to overcome those problem, a nonparametric but computer intensive
method called bootstrap is used to obtain lower confidence bounds on
C
p、
C
pkand
pm
C
by Franklin and Wasserman (1992) and on
Y
qby Pearn et al. (2005) for
capability estimation purposes.
The index
Y
qis more customer-oriented measure of yield, but there is another
index
Y Y
q/
, which is quality yield divided by yield is rarely mentioned. Ng and
Tsui (1992) mentioned:
Y
is the manufacturing yield while
Y Y
q/
can be
considered the customer ”yield”. This statement motivates one to consider whether
the index
Y Y
q/
is more customer-oriented than
Y
q. In the past many researches
discussed process capability indices from manufacturers’ viewpoint. But now
customers’ thought is more emphasized, we can try to do some studies on the
index.
Process yield
Y
is defined as the percentage of the processed product units
passing the inspections; quality yield
Y
qcan be expressed as the percentage of the
processed product units that are really satisfactory to the customer. But one
customer may be not interested in process yield
Y
because of whatever
Y
is, the
customer will just take the production units those passed the inspection. Customer
always wishes each unit he receive from his vender is 100% satisfied, the index
/
q
Y Y
can be considered the customer ”yield” may measure probability more
customer-oriented than
Y
q.
1.2. Purpose
The purposes of this thesis are as follows: First, we interpret the difference
between the indices
Y Y
q/
and
Y
qincluding distinguish their performance in
different scenario and find the advantage of
Y Y
/
. Second, the bootstrap
resampling method is used to obtain four kinds of bootstrap lower confidence
bounds on the index
Y Y
q/
for capability testing purpose. The lower confidence
bounds can be utilized to perform quality testing and measure if the process can
reproduce product items which are in the specifications. Finally, we analyze these
bootstrap confidence limits’behavior for processes of normal, skewed (Chi-Squared,
Gamma and Weibull), and heavy tailed (Student’s t) distributions, and a
comparison is made of the performances of the bootstrap and the parametric
estimates.
1.3. Structure
In Chapter 1, the motivation and the purpose of this thesis are presented. The
literature reviews are presented in Chapter 2, including an introduction of the four
basic process capability indices
C
p、
C
pk、
C
pmand
C
pmk, the definitions of process
yield
Y
, quality yield
Y
q, and some lower confidence limits for capability indices.
In Chapter 3, we give a definition on the index
Y Y
q/
and then the sample
estimator of
Y Y
q/
is made. In Chapter 4, we introduce the bootstrap estimation
method and the definitions of the four bootstrap confidence intervals. Then we
introduce how to execute the simulations. In Chapter 5 we show the results and
analysis of the simulations. For illustrating purpose, an application of
manufacturing process is presented in Chapter 6. We made some conclusions in
Chapter 7.
2. Literature Review
Process capability indices are intended to provide single-number assessments
of ability to meet specification limits on quality characteristics (Kotz and Johnson
(2002)). It has been proposed in the manufacturing industry to measure on whether
a process is capable of reproducing items or not. A review in this section is going to
describe some and current development in PCIs.
2.1. Process Capability Indices
Many authors have promoted the use of various PCIs for evaluating a process’s
capability. Examples include Boyles (1991), Pearn et al. (1992), Kushler and Hurley
(1992), Kotz and Lovelace (1998), Pearn et al. (1998), Kotz and Johnson (2002),
Pearn and Shu (2003) and references therein. The first process capability index
appearing in literature was the precision index
C
pand defined as (see Juran (1974)
and Kane (1986)):
6
pUSL LSL
C
,
where
USL
is the upper specification limit,
LSL
is the lower specification limit,
and is the process standard deviation. The index
C
pmeasures process
precision (product quality consistency), which does not consider whether the
process is centered.
The
C
pkindex considers process variation and the location of process mean;
defined as (see Juran (1974) and Kane (1986)):
min
,
3
3
pkUSL
LSL
C
,
where is the process mean.
Taguchi, on the other hand, emphasizes the product loss when one of its
characteristics departs from the target value
T
. Hsiang and Taguchi (1985)
introduced the index
C
pm, which was also proposed independently by Chan et al.
(1988). The index
C
pmincorporates with the variation of production items with
respect to the target value and the specification limits preset in the factory. It is
defined as:
2 26
pmUSL LSL
C
T
.
The fourth well-known capability index is
C
pmkindex Pearn et al. (1992). It
considers both on the advantage of
C
pkand
C
pm, it is defined as:
2 2 2 2
min
,
3
3
pmkUSL
LSL
C
T
T
.
2.2. Lower Confidence Limits for Capability Indices
Chou et al. (1990) provided tables for constructing 95% lower confidence limits
for both
C
pand
C
pk. Their tables for limits on
C
pk, however, are conservative and
an approximation presented by Bissell (1990) is recommended instead (see Franklin
and Wasserman (1992) and Kushler and Hurley (1992)). Finally, Boyles (1991)
provided an approximate method for finding lower confidence limits for
C
pm.
All of the calculation for these lower confidence limits have an assumption that
the processes are normally distributed, but many real world processes are not (see
Gunter (1989)), and this departure from normality may be hard to detect. This
could potentially affect both the estimates of the indices and the lower confidence
limits based on these estimates. Efron (1979, 1982) introduced the nonparametric
estimation method called bootstrap, Four types of bootstrap confidence intervals,
including the standard bootstrap confidence interval (SB), the percentile bootstrap
confidence interval (PB), the biased corrected percentile bootstrap confidence
interval (BCPB), and the bootstrap-t (BT) method introduced by Efron (1981) and
Efron and Tibshirani (1986) was conducted in this research. Franklin and
Wasserman (1992) investigated the lower confidence bounds for the capability
indices,
C
p,
C
pkand
C
pmusing the first three bootstrap methods. Some
simulations were conducted and a comparison was made among the three bootstrap
methods based on the parametric estimates. The procedures of simulations are
presented in section 4.2.
The simulation results indicate that for normal processes the bootstrap
confidence limits perform equally well as results obtained by Chou et al. (1990),
Bissell (1990), and Boyles (1991). And for non-normal processes the bootstrap
estimates performed significantly better than other methods.
2.3. Process Yield
Y
and Quality Yield
Y
qTraditionally, process yield
Y
is defined as the percentage of the processed
product units passing the inspections, which has for a long time been the most
common and standard criteria used in the manufacturing industries for judging
process performance. According to the manufacturing specifications placed on
various key product characteristics, units are inspected and sorted into two
categories: accepted (conforming items) and rejected (defectives). For product units
rejected during the inspection, additional costs would be incurred to the factory for
scrapping or reworking. All passed product units are treated equally and accepted
by the producer. No additional cost to the factory is required. The definition of
Y
index is
USL
LSL
where
USL
and
LSL
are the upper and lower specification limits, respectively,
and
F x is the cumulative distribution function of the measured characteristic
X
. The disadvantage of yield measure is that it does not distinguish the products
that fall inside of the specification limits. Customers do notice unit-to-unit
differences in these characteristics, especially if the variance is large and/or the
mean is offset from the target. To rectify this, a more accurate, complete and
customer-oriented measure of yield, which is referred to as quality yield
Y
q(Q-yield), was proposed by Ng and Tsui (1992). The index distinguishes the
products within the specifications by increasing the penalty as the departure from
the target increases. The quadratic loss function is incorporated with the yield
measure. Johnson (1992) developed the relative expected loss
L to provide
ecomparisons between processes, defined as:
2 2 ex T
L
dF x
d
,
where
2is the process variance, is the process mean,
T
is the target value
and
d
USL LSL
2
is the half specification width. The disadvantage of the
L
eindex is the difficulty in setting a standard for the index since it increases from zero
to infinity. The quality yield index
Y
qdiffers from the expected relative worth
index defined by Johnson (1992) by truncating the deviation outside the
specifications. With this truncation, the quality yield index will be between zero and
one and thus has better interpretation.
The main idea of the quality yield index
Y
qis that it penalizes the yield
measure for the variation of the product characteristics from its target. It was
suggested by Ng and Tsui (1992) by connecting the proportion-conforming-based
index
Y
and loss-function-based index
L . Unlike the process yield
eY
, the
quality yield
Y
qfocuses on the ability of the process to cluster around the target by
taking the relative loss within the specifications into consideration. If the
USL
and
LSL
are the upper and lower specification limits, respectively,
T
is the target
value,
d
is the half specification width, and
F x
is the cumulative distribution
function of the measured characteristic, then the index
Y
qis defined as:
2 21
USL q LSLx T
Y
dF x
d
,
Pearn et al. (2005) described the advantage of using the index
Y
q. Quality yield can
be treated as traditional yield minus truncated expected relative process loss within
the specifications, which produces a way to quantify how well a process can meet
customer requirements. While yield is the proportion of conforming products,
quality yield can be interpreted as the proportion of “perfect” products. By relating
to the yield measure, which is familiar to engineers, it is much easier for the
engineers to understand and accept this capability measure. The advantage of the
index over the
L index is that the value of the former goes from zero to one.
Similarly to the yield index, the
Y
measure, the ideal value of
Y
qis one, which
provides the user a clear concept about the standard. Similar to
Y
, the index
Y
qdoes not rely on the normality assumption. Current practices of measuring
manufacturing capability by only evaluating the point estimates of capability indices
have been severely criticized since it ignores sampling error. The sampling
distribution and sampling errors of the estimated quality yield have never been
investigated due to their mathematical intractability. A decision maker, however,
may be interested in the lower confidence bound on the quality yield rather than
just the point estimate, which does not convey reliable information. Pearn et al.
(2005) applied the bootstrap method to construct lower confidence bounds of index
q
3. The Index
Y Y
q/
3.1. Definition and Interpretation of
the Index
Y Y
q/
Given the definitions of process yield
Y
and quality yield
Y
q, the index
/
q
Y Y
can be defined to be:
2 2/
USL1
USL q LSL LSLx T
Y Y
dF x
dF x
d
,
The process yield
Y
measures the percentage of processed units that pass
inspection and customers only accept those passed units, called conforming
products. The index
Y
qtakes customer loss into consideration which measures
Y
minus the truncated expected relative process loss within the specifications. The
index
Y
qcan be viewed as the percentage of process units are perfect products.
The meaning of
Y
qdivided by
Y
is the proportion of “passed” units that can be
viewed as perfect products.
The process yield
Y
can be treated as the satisfaction level of manufacturers.
Use of field as a quality measure implies that each passed unit costs the
manufacturers nothing additional but each rejected unit costs the factory an
additional amount for scraping or repairing it. Therefore the higher process yield is,
the less cost should be paid. For that reason, manufacturers just focus on the
percentage of processed units those pass inspection. However, passed units have
different distance toward target of the specifications in any characteristic.
Considering that customers do notice unit-to-unit differences,
Y
qis proposed to
provide a more customer-oriented index to remedy this disadvantage. In contrast,
customers would not regard process yield
Y
as much as the manufacturers do,
whatever the process yield is, customers always accept conformed products.
Taking the two problems into consideration, we analyze the similarities and
differences between the indices
Y
qand
Y Y
q/
. We also evaluate their advantages,
weaknesses, and the performance with different parameter setting.
Customers receive conformed units regardless what the index
Y
is, quality
yield divided by yield indicates this index considering products within the
specifications. The index
Y Y
q/
represents the percentage of conformed units
equal to 100% customer satisfaction.
Because the index
Y Y
q/
is a combination of
Y
and
Y
q, the index
Y Y
q/
have some same advantages with
Y
q. First, the index
Y Y
q/
does not rely on the
normal distribution assumptions. Second, the value of
Y Y
q/
goes from zero to
one, the ideal value of
Y Y
q/
is one, providing a clear standard. Finally, the
index
Y Y
q/
is also flexible because it compares the quality of different
characteristics of a product on a single percentage scale.
For instance, case 1 : if
Y
0.9,
Y
q
0.7, then
Y Y
q/
77.8%
case 2 : if
Y
0.5,
Y
q
0.45, then
Y Y
q/
90%
In case 1 both of
Y
and
Y
qare larger than those in case 2, but the value of
/
q
Y Y
in case 1 is smaller. The different results from considering process product
units or only conformed units.
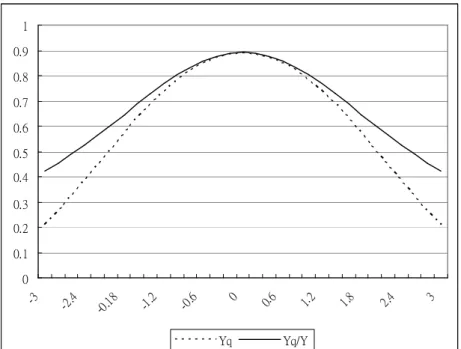
Table 1. Values of the two indices for normal processes with various
, fixed
1
and
LSL T USL
, ,
3,0,3
.
Y
qY Y
q/
-3.0
0.210405964821687
0.42081193047371
-2.8
0.262303242443558
0.452824941335896
-2.6
0.31944841741512
0.487393692272008
-2.4
0.380565100962162
0.524377200567277
-2.2
0.44410368098257
0.563480021726843
-2.0
0.508359216331457
0.604222456856418
-1.8
0.571595823442333
0.645922415173605
-1.6
0.632159202348002
0.687696746923721
-1.4
0.688563462990348
0.728488034252458
-1.2
0.739545146765709
0.767118185743577
-1.0
0.784084322686022
0.802363612594988
-0.8
0.821398208972198
0.833040614288525
-0.6
0.850916012177887
0.858086738010264
-0.4
0.872244513964856
0.876625993499298
-0.2
0.885132937401514
0.888012110890559
0.0
0.88944363577395
0.891851452815273
0.2
0.885132937401514
0.888012110890559
0.4
0.872244513964856
0.876625993499298
0.6
0.850916012177887
0.858086738010264
0.8
0.821398208972198
0.833040614288525
1.0
0.784084322686022
0.802363612594988
1.2
0.739545146765709
0.767118185743577
1.4
0.688563462990348
0.728488034252458
1.6
0.632159202348002
0.687696746923721
1.8
0.571595823442333
0.645922415173605
2.0
0.508359216331457
0.604222456856418
2.2
0.44410368098257
0.563480021726843
2.4
0.380565100962162
0.524377200567277
2.6
0.31944841741512
0.487393692272008
2.8
0.262303242443558
0.452824941335896
3.0
0.210405964821687
0.42081193047371
Figure 1. Values of the two indices for normal processes with various , fixed
1
and
LSL T USL
, ,
3,0,3
.
Table 1 displays values of the indices
Y
qand
Y Y
q/
using normal processes
for various values of with fixed
1
, and
LSL T USL
, ,
3,0,3
. Figure 1
plots those data in Table 1. is varied from -3 to 3 in unit steps to examine the
sensitivity of the indices
Y
qand
Y Y
q/
with respect to . For the symmetric
case, the two indices obtain their maximum at
T
. However, as departs
from
T
, two indices decrease and
Y Y
q/
decreases slower than
Y
q.
3.2. Estimation of the Index
Y Y
q/
In practical applications, sample data must be collected to estimate the index.
Suppose
X ,
1X , . . .,
2X
ndenote the sample measurements of product
characteristics. A natural estimator of
Y
and
Y
qmay be expressed as:
1
ˆ
i LSL x USLY
n
,
1
2 2ˆ
i i q LSL x USLx T
d
Y
n
,
according to the definition of
Y Y
q/
, so that the estimator of
Y Y
q/
may be
expressed as:
ˆ
c
Y
Y
ˆ /
qY
ˆ
,
where ˆ
Y represent estimated
cY Y
q/
for the purpose of easily displaying. So
/
c q
Y
Y Y
and we use
Y to represent the index
cY Y
q/
in some places. In
addition to point estimation, however, a decision maker may be interested in a
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 -3 -2.4 -0.18 -1.2 -0.6 0 0.6 1.2 1.8 2.4 3 Yq Yq/Y
lower limit on the quality yield divided by yield from the process as well. The
sampling distribution of ˆ
Y is then required, but unfortunately, the derivation of
cthe exact distribution of ˆ
Y is mathematically intractable. Pearn et al. (2004)
qconstructed an approximate lower confidence bound of the estimator ˆ
Y for very
qlow fraction of defectives under the assumption of normality. However, the
calculation of the approximation is rather messy and cumbersome to undertake.
Further, the accuracy of the approximation has not been investigated. Compared
with the ˆ
Y , the ˆ
qY is more complicated so that the derivation of the exact
cdistribution of ˆ
Y is mathematically intractable. A nonparametric method called
c4. Bootstrap Resampling Methods
4.1. The Bootstrap Methodology
Traditionally, statistical research work has relied on the central limit theorem
and normal approximations to obtain standard errors and confidence intervals.
These techniques are valid only when the statistic, or some known transformation
of the statistic, is asymptotically normally distributed. Unfortunately, many real
world processes are not normally distributed and this departure from normality
could potentially affect these estimates. A major motivation for the traditional
reliance on normal-theory methods has been computational tractability. Access to
powerful computation enables the use of statistics in new and varied ways.
Idealized models and assumptions can now be replaced with more realistic
modeling or by virtually model-free analyses. Much statistical work and data
analysis is undertaken today by computers in ways that are too complicated for
practical analytical treatment. The new effects of these computational advances are
probably best reflected in the recent enormous success of bootstrap methodology,
which shows that many problems, previously difficult to solve, can be conquered.
For either normal or non-normal distributions, the bootstrap method could be
applied to return valid inferential results required.
The essence of bootstrapping is the idea that in the absence of any other
knowledge about a population, the distribution of values found in a random sample
of size n from the population is the best guide to the distribution in the population.
By resampling observations from the observed data, the process of sampling
observations from the population is mimicked. Instead of using a sample statistic to
estimate a population parameter, as is done within the framework of conventional
parametric statistical tests, the bootstrap uses multiple samples derived from the
original data to provide what in some instances may be a more accurate measure of
the population parameter. Therefore, to approximate what would happen if the
population was resampled, it is sensible to resample the sample. In other words, the
infinite population that consist of the n observed sample values, each with
probability
1/ n
, is used to model the unknown real population. The sampling is
with replacement, which is the only difference in practice between bootstrapping
and randomization in many applications.
The bootstrap, a data-based simulation technique for statistical inference is a
nonparametric, computationally intensive but effective estimation method. The
most common application of the bootstrap involves estimating a population
standard error and/or confidence interval. In particular, one can use the sampling
distribution of a statistic, while assuming that the sample is only representative of
the population from which it is drawn, and that the observations are independent
and identically distributed. The main merit of the nonparametric bootstrap is that it
does not rely on any distributional assumptions about the underlying population.
The more ambiguous the information is to the researcher regarding the underlying
population distribution, the more likely it is that the bootstrap may prove useful.
Rather than using distribution frequency tables to compute approximate p
probability values, the bootstrap method generates a unique sampling distribution
based on the actual sample rather than the analytic methods. The formulation detail
follows.
In this method,
B
new samples, each of the same size as the observed data,
are drawn with replacement from the available sample. The statistic of interest is
then calculated for each new set of resampled data, in our case say,
1
ˆ
cY ,
2ˆ
cY ,… ,
ˆ
cBY ,
yielding a bootstrap distribution for the statistic, say
Y . Assume the
ˆ
cobservations
x ,
1x ,… ,
2x to be a random sample of size n taken from a process. A
nbootstrap sample, denoted by
1x
,
2
x
,… ,
n
x
is a sample of size n drawn with
replacement from the original sample. There are possibly a total of
n
nsuch
resamples. Each such sample is called a “bootstrap sample.” In our case, these
resamples would then be used to calculate
n
nvalues of
ˆ
c
Y . Each of these would
be an estimate of
Y and the entire collection would constitute the (complete)
cbootstrap distribution for ˆ
Y Bootstrap sampling is equivalent to sampling (with
creplacement) from the empirical probability distribution function. Thus, the
bootstrap distribution of
Y is estimator of the distribution of
cY .
cDue to the overwhelming computation time, it is not of practical interest to
choose
n
nsuch samples. Usually, in practice, only a random sample of
n
npossible resamples is drawn, the statistic is calculated for each of these, and the
resulting empirical distribution is referred to as the bootstrap distribution of the
statistic. Empirical work (Efron and Tibshiraniwill (1986)) indicated that only
rough minimum of 1000 bootstrap resamples are required for the procedure to be
useful to calculate valid confidence limits for population parameters. Thkroughout
our discussion, it is assumed that
B
10000 bootstrap resamples (each of the same
size as the available data) are taken and
B
10000 bootstrap estimate of
Y are
ccalculated and ordered from smallest to largest. The generic notations ˆ
Y and
c
ˆ
c
Y i will be used to denote the estimator of a (Q-yield/yield) index and the
associated ordered bootstrap estimate. Construction of a two-sided
1 2
100%
confidence limit will be described. This research notes that a lower
1
100%
confidence limit can be obtained by using only the lower limit. If the calculated
bootstrap lower confidence limit is found to be smaller than the predetermined
index value, we would judge that the process is incapable. Quality improvement
activities will be initiated. Otherwise, the process is considered to be capable. Four
kinds of confidence intervals can be derived.
4.1.1. Standard Bootstrap (SB)
From the
B
bootstrap estimates
ˆ
cY i , the sample average and the sample
standard deviation can be obtained as:
* * 11
Bˆ
c c iY
Y i
B
,
2 * * * 11
ˆ
1
c B Y c c iS
Y i
Y
B
,
where
ˆ
*
cY i
is the ith bootstrap estimate. Actually the quantity
* c YS
is an
estimator of the standard deviation of if the distribution of ˆ
Y is approximately
cnormal. Thus, the
(1 2 )
100% SB confidence interval for
Y can be constructed
cas:
Y
ˆ
cZ S
Yc,
ˆ
c c YY
Z S
,
where ˆ
Y is the estimated
cY for the original sample, and
cZ
is the upper
quantile of the standard normal distribution.
4.1.2. The Percentile Bootstrap (PB)
From the ordered collection of
ˆ
*
cY i , the percentage and
1
percentage points are used to obtain the
1 2
100% PB confidence interval for
c
Y ,
Y
ˆ
cB
,
ˆ
1
cY
B ,
4.1.3. Biased-corrected Percentile Bootstrap (BCPB)
While the percentile confidence interval is intuitively appealing it is possible
that due to sampling errors, the bootstrap distribution may be biased. In other
words, it is possible that bootstrap distributions obtained only using a sample of the
complete bootstrap distribution may be shifted higher or lower than would be
expected. A three steps procedure is suggested to correct for the possible bias by
Efron (1982). First, using the ordered distribution of
ˆ
c
Y , calculate the probability
0
[
ˆ
cP
p Y
Y . Second, we compute the inverse of the cumulative distribution
ˆ ]
cfunction of a standard normal based upon
P as
0Z
0
1
P ,
0P
L
2
Z
0
Z ,
2
0
U
P
Z
Z , where
is the standard normal cumulative distribution
function. Finally, executing these steps to obtain the BCPB confidence interval:
Y P B Y P B
c L,
c U
.
4.1.4. Bootstrap-t (BT)
By using bootstrapping to approximate the distribution of a statistic of the
form
ˆ
c
c c Y
T
Y Y
S , where ˆ
Y is an estimate of
cY , with estimated standard
cerror
S
Yc. The bootstrap approximation in this case is obtained by taking bootstrap
samples from the original data values, calculating the corresponding estimates
ˆ
cY
and their estimated standard error, and hence finding the bootstrapped T-values
ˆ
c
T
Y
ˆ
cc Y