國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩 士 論 文
結合 RFID 及平板電腦於 TFT-LCD 生產設備巡檢之應用
Integrating RFID and Tablet PC to Check the Production Equipment
of TFT-LCD
研 究 生:陳 琦 元
指導教授:唐 麗 英 博士
結合 RFID 及平板電腦於 TFT-LCD 生產設備巡檢之應用
Integrating RFID and Tablet PC to Check the Production Equipment
of TFT-LCD
研 究 生:陳琦元 Student:Chyi-Yuan Chen
指導教授:唐麗英 博士 Advisor:Lee-Ing Tong
國立交通大學
管理學院(工業工程與管理學程)
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
In Partial Fulfillment of the Requirements
For the Degree of Master of Science
In
Industrial Engineering and Management
October, 2012
Hsin-Chu, Taiwan, Republic of China
結合 RFID 及平板電腦於 TFT-LCD 生產設備巡檢之應用
Integrating RFID and Tablet PC to Check the Production Equipment
of TFT-LCD
研究生:陳琦元 指導教授:唐麗英 博士
摘 要
面板產業為資本密集、技術密集的產業,且設備折舊費用高,公司為了降低固定成 本高、維持競爭力,就必須最大化設備綜合效率(OEE)。為使 OEE 最大化,設備預防 保養是不可或缺的作業。而設備巡檢作業是工廠執行預防保養之基本項目,正確及徹底 地執行設備巡檢,不但可儘早發現設備之異常並進行異常處理,更可減少異常品的數量 及公司的損失。傳統巡檢作業是以紙本表單為記錄方式,但紙本表單始終存在著無法確 認是否有確實到位執行點檢、巡檢記錄查詢及利用不便等缺點。因此,本研究結合 RFID 的辨識功能,以及平板電腦的行動功能,開發了一套運用於面板廠日常巡檢作業之行動 巡查點檢系統,期望能改善巡檢作業的執行度與正確性,進一步降低設備異常的時間及 異常品的數量,以提升公司之競爭力。 關鍵字:無線射頻辨識(RFID)、平板電腦(Tablet PC)、生產設備巡查點檢Integrating RFID and Tablet PC to Check the Production Equipment
of TFT-LCD
Student:Chyi-Yuan Chen Advisor:Lee-Ing Tong
Abstract
TFT-LCD industry is capital-intensive and technology-intensive. It also has high equipment depreciation costs. In order to reduce the fixed costs and keep the market competitiveness, the TFT-LCD company has to maximize the Overall Equipment Effectiveness (OEE). Checking equipments is the basic job of machine preventive
maintenance to keep the OEE maximized. Correct and complete implementing the equipment checking can not only detect the abnormal in the early stage, but also reduce the quantity of abnormal product and loss. The traditional checking operation utilizes paper form to record, therefore it is impossible to confirm the action is certainty done. Moreover paper form has some disadvantages, for example, human mistake, incorrect checking the equipment,
inconvenient querying the historical data ... Therefore, this thesis integrates RFID and Tablet Computer‘s functions to develop a mobile checking system for the production equipment of TFT-LCD to improve it degree of implementation and exactitude of checking, further reduce the equipment downtime and the quantity of abnormal product, and enhance the company’s competitiveness.
誌 謝
回首入學至今,在職專班的身份已邁入第四年了,進修期間始終希望論文的題目能 與現職之工作有所關聯,卻巧遇建廠及撤廠之經歷,以致使得論文的題目搖擺不定。然 而,在家人、師長及同學的鼓勵之下,終於下定決心將此論文完成。在此要感謝指導老 師唐麗英教授的悉心指導,不厭其煩一字一句的為我檢視及修改,並引導我正確的寫作 方式及研究方向,在此致上由衷的感激與敬意。 同時要感謝論文口試委員黎正中教授、洪瑞雲教授、張永佳教授,提供寶貴的意見 與建議,使本論文的品質得以更加完善。 另外要感謝李燕香同仁,於論文撰寫期間給予大力協助,在一同努力之下,排除許 多困難及阻撓,終讓此研究得以實體化並導入執行。同時也要感謝萬鴻明經理給予建議 及支持,在需要花費金錢及時間的狀況下,讓我可以勇於嘗試並將之實現。 最後,要感謝內人怡心的體諒及支持,在進修過程中適逢兒子出世,面臨家庭、課 業、工作等多方壓力之下,能夠適時為我分擔家務,獨自照顧宥廷,讓我得以安心工作 及完成學業。 謹將此論文獻給所有協助、支持、關心過我的人,願你們和我一起分享這份成果及 喜悅。 陳琦元 謹誌於 國立交通大學管理學院(工業工程與管理學程)碩士班 2012 年 10 月 31 日目 錄
摘 要 ... I ABSTRACT ... II 誌 謝 ... III 目 錄 ... IV 圖 目 錄 ... VI 表 目 錄 ... VII 第一章 緒論 ... 1 1.1 研究背景與動機 ... 1 1.2 研究目的 ... 2 1.3 研究方法 ... 3 1.4 研究架構 ... 3 第二章 文獻探討 ... 4 2.1 RFID 發展史 ... 4 2.2 RFID 系統原理 ... 5 2.2.1 RFID 標籤 ... 5 2.2.2 讀取器(Reader)與天線(Antenna) ... 9 2.2.3 中介軟體(Middleware)與應用系統(Application Systems) ... 10 2.3 RFID 相關國際標準 ... 10 2.3.1 EPCglobal ... 11 2.3.2 ISO/IEC ... 11 2.3.3 Ubiquitous ID Center ... 11 2.4 RFID 相關應用 ... 12 2.5 TFT-LCD Cell 製程簡介 ... 13 第三章 研究方法 ... 16 3.1 現況說明 ... 16 3.1.1 生產設備巡檢流程 ... 16 3.1.2 巡檢流程之問題探討 ... 17 3.2 系統需求分析 ... 18 3.2.1 行動巡檢流程需求分析 ... 18 3.2.2 行動巡檢硬體設備需求分析 ... 19 3.3 系統分析及設計 ... 22 3.3.1 本研究之行動巡檢作業流程 ... 223.3.2 本研究之行動巡檢系統架構 ... 22 第四章 實例說明 ... 26 4.1 個案公司介紹 ... 26 4.2 個案公司行動巡檢硬體設備之規劃 ... 26 4.3 個案公司行動巡檢資料庫及資料表之設計 ... 27 4.4 個案公司行動巡檢作業 ... 30 4.4.1 日常巡檢作業 ... 30 4.4.2 巡檢資料上傳及基本資料下載作業 ... 34 4.5 Web 管理平台 ... 36 4.5.1 基本資料維護功能 ... 36 4.5.2 巡檢資料查詢、資料輸出功能 ... 38 4.5.3 巡檢異常管理、自動預警功能 ... 39 4.6 效益評估 ... 41 第五章 結論與建議 ... 44 5.1 結論 ... 44 5.2 建議 ... 44 參考文獻 ... 46
圖 目 錄
圖 2. 1 RFID 運作原理 ... 5 圖 2. 2 TFT-LCD 結構圖 ... 13 圖 2. 3 Cell 製程流程圖 ... 14 圖 3. 1 現行之巡檢作業流程圖 ... 17 圖 3. 2 HF RFID Tag ... 19 圖 3. 3 工業平板電腦 ... 20 圖 3. 4 結合 RFID 及平板電腦之巡檢作業流程圖 ... 24 圖 3. 5 行動巡查點檢系統架構 ... 25 圖 4. 1 行動巡檢資料儲存架構圖 ... 27 圖 4. 2 資料表關聯圖 ... 30 圖 4. 3 行動巡檢系統程式 ... 31 圖 4. 4 行動巡檢系統登入畫面 ... 31 圖 4. 5 行動巡檢系統主功能選單 ... 31 圖 4. 6 巡檢站點之表單總表 ... 32 圖 4. 7 RFID Tag 辨識之畫面 ... 32 圖 4. 8 RFID Tag 辨識異常之畫面 ... 33 圖 4. 9 表單之巡檢項目 ... 33 圖 4. 10 巡檢項目異常之畫面 ... 34 圖 4. 11 主功能選單之上傳點檢資料功能 ... 35 圖 4. 12 站點表單上傳清單 ... 35 圖 4. 13 表單上傳完成之畫面 ... 35 圖 4. 14 主功能選單之下載基本資料功能 ... 36 圖 4. 15 表單下載完成之畫面 ... 36 圖 4. 16 人員基本資料維護之畫面 ... 37 圖 4. 17 表單基本資料維護之畫面 ... 37 圖 4. 18 設備基本資料維護之畫面 ... 38 圖 4. 19 巡檢資料查詢之畫面 ... 38 圖 4. 20 巡檢資料匯出之畫面 ... 39 圖 4. 21 巡檢異常自動預警之畫面 ... 39 圖 4. 22 未執行巡檢自動預警之畫面 ... 40 圖 4. 23 巡檢異常查詢之畫面 ... 40 圖 4. 24 巡檢異常回覆之畫面 ... 41表 目 錄
表 2. 1 RFID 發展軌跡及重要事項 ... 4 表 2. 2 RFID 標籤比較表 ... 6 表 2. 3 RFID 標籤依讀寫功能比較表 ... 7 表 2. 4 RFID 標籤頻率比較表 ... 8 表 2. 5 RFID 各類讀取器應用 ... 9 表 2. 6 RFID 中介軟體功能 ... 10 表 2. 7 EPC 標準 ... 11 表 2. 8 ISO RFID 標準內容 ... 11 表 2. 9 UID 標準 ... 12 表 3. 1 TFT-LCD Cell 製程各站點之點設備巡檢表單 ... 18 表 3. 2 設備巡檢表單的紙本用量及人工管理時間 ... 18 表 3. 3 HF RFID Tag 之規格 ... 20 表 3. 4 工業平板電腦之規格 ... 21 表 4. 1 個案公司各製程站點之平板電腦配置數量 ... 27 表 4. 2 個案公司各製程站點之 RFID Tag 配置數量 ... 27 表 4. 3 Employee(員工資料表) ... 28 表 4. 4 FormData(表單資料表) ... 28 表 4. 5 MachineData(設備資料表) ... 29 表 4. 6 Form_TI3MF_1234_01(表單巡檢項目資料表) ... 29 表 4. 7 個案公司 2009~2011 年異常未通報之異常品數量 ... 42 表 4. 8 紙本表單與平板電腦巡檢作業時間比較 ... 43 表 4. 9 預估無塵紙及人工成本之節省金額 ... 43第一章 緒論
以下各小節分別說明本研究之背景與動機、研究目的、研究方法以及研究架 構。 1.1 研究背景與動機 面板產業為資本密集、技術密集的產業,近年來各國面板產業均積極擴廠, 在市場供過於求的情況下,造成中大尺寸面板的毛利率不斷地在正負邊緣遊走, 在工作時間(Up Time)無法有效提升的狀況下,設備時間效率中的非計劃停機 及績效效率的管理就顯得格外重要。此外,面板產業另一特性為材料成本比例高, 面板製程的自動化程度高,每當發生製程設備異常或當機時,常會造成產品良率 的重大損失,因此製程設備的妥善率(Availability)及可靠度(Reliability)將直 接影響到面板產業的獲利。 面板產業設備的保養活動主要可分二大部份: 1.定期保養作業:依據各設備所訂定的保養計劃,進行年、季、月、週等保 養作業,並進行零件修理、更換。 2.日常巡查點檢作業:依據各設備所訂定的點檢表單,於每日、交接班、特 定時間或開線前,針對設備進行巡檢,確認及記錄參數值。 生產設備的巡查及點檢為大部份工廠每日或定期必行的作業。對於半導體 及面板等產業而言,其製程複雜且設備眾多,設備巡查及點檢作業尤其重要。雖 然部份工廠以自動化方式來偵測及監控設備,但此方式費用高且非所有項目都可 以自動化方式偵測,舊設備想要改造成以自動化監控方式來點檢更是困難,因此 以人員執行點檢的傳統作業仍不可完全被自動化點檢取代。傳統設備保養活動的 記錄方式多以紙本記錄為主,然而在紙本的保存及整理、點檢數據的查詢及利用 上,有許多不便及限制。而傳統點檢作業在實際執行上更存在有:人員填寫錯誤、 未於要求時間內進行作業、點檢內容及數據真實性、是否有確實到位執行等問題。 工廠常於設備或產品發生異常後,檢討發生的真因多為保養、點檢作業不確實所導致。
針對日常點檢作業的相關改善,國內相關文獻有鄭仁豪(2008)應用 RFID (Radio Frequency Identification)及個人數位助理(PDA)於石化業巡查檢點, 以及劉益成(2009)應用 RFID 及 PDA 於半導體設備維修保養。目前並無面板 業之相關應用,且個案皆使用 PDA 作為點檢的工具,PDA 雖有可攜性較佳的優 點,但因 PDA 尺寸的限制,螢幕所能呈現的資訊相當有限且功能也不佳。近年 來隨著 ipad 及各式平板電腦的普及,許多企業開始思考以平板電腦取代 PDA, 因此如何結合 RFID 及平板電腦應用於面板業的設備巡檢作業上,是一個值得研 究的議題。 1.2 研究目的 面板廠每年因設備巡檢不確實或異常未及時處理,所累積之損失金額可達 數百萬元以上,因此工廠若能確實有效的巡檢及監控設備的關鍵參數,即可提 早發現設備異常,立即進行調整、維謢,減少停機及當機所造成的重大損失, 更可有效減少不良品的產生。本研究主要目的是結合RFID及平板電腦Tablet PC 開發一套運用於面板廠日常巡檢作業之行動巡查點檢系統。利用RFID的辨識功 能及平板電腦的行動功能,可達到確實到位巡檢、提升點檢數據的正確性及利 用性等目標,應可大幅改善因人員巡檢不確實或工程單位未及時處理,所產生 的設備、產品異常。 本研究所提出之結合RFID及平板電腦之行動巡查點檢系統,期望能達成下 列目標: 1.以平板電腦取代傳統紙張記錄,並利用RFID辨識點檢之設備,以改善人 員抄寫錯誤或未到位點檢之問題。 2.透過e化的過程,將點檢數據上傳至資料庫中,利用自動預警的機制,於 點檢數據異常時自動通知相關單位,以達快速反應之目的。 3.透過Web查詢功能將資料庫數據匯出,以利工程單位進行統計分析,進而
改善設備之妥善率及可靠度。 4.減少紙張及表單管理之成本。 1.3 研究方法 本研究以面板產業之設備巡查點檢作業為研究對象,參考國內相關文獻所 提出的方法,分析TFT-LCD Cell製程的設備巡檢作業,以現場實際作業方式,應 用RFID及平板電腦,配合點檢人員及設備管理單位之需求,設計一套有效之行 動巡查點檢系統。本研究最後以一個新竹科學園區某面板公司為案例,來說明 如何應用本研究所發展之系統及其成效。 1.4 研究架構 本論文之架構分為五章: 第一章:緒論,說明本研究的研究背景、研究目的、研究方法及研究架構。 第二章:文獻探討,介紹RFID的概念,,以及各產業應用RFID於設備巡檢之 相關文獻,並簡介TFT-LCD Cell製程。 第三章:研究方法,說明本研究針對面板廠Cell製程,所提出之生產設備巡 查點檢系統的建置步驟。 第四章:實例說明,本研究利用一個面板廠之個案,說明本研究所提出之 結合RFID及平板電腦的行動巡查點檢系統確實可行。 第五章:結論與建議:說明本研究之貢獻,並對未來研究提出建議。
第二章 文獻探討
本章介紹 RFID 發展史、系統運作原理,包含 RFID 標籤、讀取器、中介軟 體等,RFID 系統主要組成元件,以及相關國際標準、應用之文獻。 2.1 RFID 發展史簡介 RFID 無線射頻辨識系統,發明於 1940 年代二次世界大戰期間,最初被應 用在敵機與我機辨識的敵我識別系統上(Identify:Friend or Foe;IFF),戰後開 始被各國廣泛應用在各種不同同用途上,現在仍繼續應用在航空流量管制系統上。 表 2.1 為 RFID 發展軌跡及重要事項。 表 2. 1 RFID 發展軌跡及重要事項 年代 發展軌跡 1940-1950 雷達於二次世界大戰有了大幅的技術進展。 1948,發明了無線電識別技術RFID。 1950-1960 1952,條碼技術發展出來同時也是RFID這項概念的始祖 早期RFID的技術開發,技術屬於萌芽期,並以實驗室的研究居多 遠距離辨認敵機或友機的技術運用於飛機上 1960-1970 1966,Logicon公司第一個條碼商品化 RFID的相關理論開始發展,並開始少數領域的應用測詴。 第一家RFID公司成立,Sensormatic &Checkpoint第一次的商業應用,Electronic Article Surveillance (EAS)技術釋出用於防竊
1970-1980 RFID技術進入成長期,相關測詴應用增多(早期採用者)。 早期的接受者開始進行早期的RFID系統實施。 美國無線電理事會(RCA)和美國飛兆(Fairchild)公司發佈「Electronic ID System」 美國紐約及紐澤西港務局,開始測詴電子收費的應用詴驗 1980-1990 RFID開始商業化 於美國RFID已進入商業應用的主流 運輸產業、門禁管制、動物辨識的應用相繼浮出 高速公路收費系統開始應用了RFID技術 1990-2000 開始建立標準,並廣泛地被使用。 RFID被廣泛的應用至日常生活中。(收費裝置、動物辨識、人員識別) 90s,美國大規模地使用電子收費系統(Electronic toll collection,ETC) 美國麻省理工學院創立Auto-ID-Center
2000- RFID開始使用至供應鏈、物流服務。 EPCglobal組織成立 美國Gillette向Alien Tech.購買5億個標籤 Wal-Mart、Tesco和美國政府通知其供應商全面使用RFID技術 2002,提出RFID的共同標準ISO18000系列。 2003,Wal-Mart計畫將RFID取代條碼。 2005,Wal-Mart、美國國防部開始使用RFID系統。 (資料來源:莊竣名(2011)) 2.2 RFID 系統原理
RFID主0要是由電子標籤(Tag)、讀取器(Reader)、天線(Antenna)、中介 軟體(Middleware)及應用系統(Application System)所組成。利用讀寫器經由 天線發射特定頻率的無線電波給RFID電子標籤,讀取植入或貼在物件上的電子 標籤,由標籤傳回的資訊內容提供給應用系統進行資料擷取識別的處理。運作 原理如圖2.1所示。 圖 2. 1 RFID 運作原理 (資料來源:本研究整理) 2.2.1 RFID 標籤 電子標籤(Tag)由具有類比、數位及記憶功能的微晶片和天線所組成,每 個標籤具有唯一的電子編碼(UID),RFID標籤依照是否附加電池分為以下三 種,相關特性之比較,如表2.2所示。 1.主動式標籤(Active Tag):係指標籤內部具有內建電池,可供應電子標籤 內部電路工作的需求,因以電池作為驅動電力,通信距離也較長。 2.被動式標籤(Passive Tag):係指標籤內部電路的電源,是由讀取器所產 生的電磁波或微波轉換而產生,因無電池體積較小、價格便宜,但通信距離也 較短。
3.半主動標籤(Semi-Active Tag):與主動式標籤一樣具有內建電池,但是 電力只提供標籤內部資料儲存記憶體或感應器所需,其餘工作的電源則必須仰 賴讀取器提供的電磁波或微波來轉換。 表 2. 2 RFID 標籤比較表 主動式 被動式 半主動式 電力來源 內含電池 電磁感應或微波 1.內含電池 2.電磁感應或微波 內含電池 有 無 有 電力可得性 電池壽命內 Reader 讀取範圍內 1.電池壽命內 2.Reader 讀取範圍內 讀取器訊號強 度需求 非常低 非常高 低 多標籤讀取 在每小時 100 英里時 數下,可同時讀取超過 1000 個標籤 在讀取器 3m 內,可同 時讀取少於 100 個標 籤 - 可讀取距離 5~100 公尺 小於 3 公尺 大於 5 公尺 記憶體容量 64k~228k bits 64~8k bits 居中 使用壽命 2~7 年 可達 10 年 居中 重量 50~200 公克 0.5~5 公克 居中 體積 較大 較小 居中 價格 最貴 較低 居中 技術成熟度 較低 較高 - 應用 軍事、醫療或工業 動物晶片、智慧卡、防 盜管理 監測周遭環境溫度或 是震盪情況等 (資料來源:呂永宗(2005);張君榮(2007);沈政聲(2008)邱博洋(2008)) 依據記憶體讀寫功能另可區分為下列三種,相關特性及應用之比較,如表 2.3所示。 1.唯讀(Read-Only,R/O):標籤在出廠時就寫入固定編號資訊,使用者僅 能讀取標籤內的資訊而無法進行寫入或修改的程序。此種RFID成本較低,但只 能儲存數十個位元的資料。 2.一寫多讀(Write-Once Read-Many,WORM):除具備唯獨型標籤的功能 外,使用者可寫入或修改一次標籤內資料,因此儲存的容量也較高,成本也較
唯讀型高些。 3.可重複讀寫(Read-Write,R/W):使用者可以透過讀取器讀取與寫入標籤 內資訊,並任意修改IC中的資料,不受次數限制,但修改前的資料並不會被保 留。 表 2. 3 RFID 標籤依讀寫功能比較表 標籤的類型 成本 特性 應用 Read-Only,R/O 低 使用者僅能讀取而不 能修改 IC 內資料 動物管理、物流管理、車輛管 理、垃圾桶管理、門禁管理、 工地管理等 Write-Once Read-Many,WORM 中等 使用者僅可修改 IC 內資料一次 危險品管理、生物藥品管理、 動物物種管理、軍品管理、資 產管理(財產盤點)等 Read-Write,R/W 高 使用者可以讀取與任 意修改 IC 內資料 捷運票證、客運票證、航空貨 運、行李管理、快捷服務管 理、信用卡服務等 (資料來源:工研院) 依據使用頻率的不同RFID標籤可以區分為四類,標籤頻率比較表,如表2.4 所示。 1.低頻(Low Frequency,LF):使用的頻段在30~300KHz之間,以125KHz、 135KHz最為常見。低頻之優點為較不易受干擾,當標籤靠近金屬或是液體的物 品時,還能夠發射有效發射訊號。缺點為讀取距離短、無法同時辨識多個標籤。 主要應用於門禁系統、動物晶片、汽車防盜器。 2.高頻(High Frequency,HF):使用頻段在3~30MHz之間,以13.56MHz 最為常見。優點為感應距離較長、讀取速度較快,而且可以同時間辨識多個標 籤。缺點為較易受金屬影響。高頻主要應用在圖書館管理、產品管理、智慧卡 等。
3.超高頻(Ultra High Frequency,UHF):使用頻段在300MHz~1GHz,以 433MHz、868~950MHz最為常見。超高頻之優點為讀取距離較遠、傳輸速率較
快、可同時讀取辨識大量標籤、天線可用蝕刻或印刷方式製造。缺點為在金屬 和液體的物品上讀取率不佳。主要應用於鐵路車廂監控、物流管理、行李追蹤 等。 4.微波(Microwave,MW):使用頻段在1GHz以上,其中以2.45GHz及5.8GHz 最為常見。微波之特性與超高頻類似,但主要的缺點為對於環境的敏感性太高 容易失效。主要應用於行李追蹤、物流管理、電子收費等。 表 2. 4 RFID 標籤頻率比較表 低頻(LF) 高頻(HF) 超高頻(UHF) 微波(Microwave) 頻段 30~300KHz 3~30MHz 300~1GHz 1GHz 以上 常見頻率 125KHz 135KHz 13.56MHz 433MHz 868~950MHz 2.45GHz 5.8GHz 全球接受頻率 是 是 部分 部分 標籤種類 被動式 被動式 被動/主動式 被動/主動式 標籤尺寸 最大 大 小 最小 讀取距離 0.5 m 以內 1.5 m 以內 3~10 m 3~10 m 讀取方式 電磁感應 電磁感應 微波共振 微波共振 價格 低 中 高 高 環境影響 X 金屬 潮濕 潮濕 資料傳輸率 低 高 較高 最高
ISO 標準 ISO18000-2 ISO18000-3 ISO18000-6 ISO18000-4
特性 1.標籤價格相當昂貴。 2.需搭配較長且昂貴的 銅質天線。 3.由於距離短,較不受干 擾。 1.較 LF 標籤價格便宜。 2.傳輸距離及速率不及 UHF 標籤。 3.相當適合距離有限且 多標籤之辨識。 1.使用頻段與微波相 近,容易受干擾。 1.特性近似 UHF 標籤, 但傳輸速度較快。 優缺點 在有金屬及液體的環境 下有較佳的讀取能力; 使用成本低,但讀取範 圍及傳輸率低。 HF 信號可穿透水,但仍 受金屬干擾,相較 LF 標 籤,提供較高的讀取範 圍及傳輸率,但成本也 較高。 讀取距離長且對於環境 的敏感性高,傳輸速度 較快,價格昂貴,在金 屬及液體環境下讀取能 力較差,標籤生命通常 僅有 5 年。 高方向性傳輸且能精準 定位,提供最快速的資 料傳輸率,但是受金屬 及液體的干擾程度也最 嚴重。 應用 門禁系統、動物晶片、 汽車防盜器。 圖書館管理、產品管 理、智慧卡。 鐵路車廂監控、物流管 理、行李追蹤。 行李追蹤、物流管理、 電子收費等。 (資料來源:工研院IEK;周湘琪(2004);莊竣名(2011))
2.2.2 讀取器(Reader)與天線(Antenna)
RFID 讀寫器由天線、控制模組(control module)與射頻模組(RF module)所組 成,最主要的功能是藉由射頻模組產生電波,再經由天線裝置以無線的方式去 刺激電子感應器,來讀取RFID 標籤上的資訊,最後再透過控制模組,以有線或 是無線的方式將所需的資料傳輸到主控制器。依樣式主要可分為下列三種: 1.固定式:掛載於固定位置或不會移動的物品上,讀取器硬體效能佳、資 料處理速度快、通訊距離較長、涵蓋範圍較大。 2.手持式:為一種較小型的行動裝置,通常會與其他手持電腦或是PDA結 合,透過藍牙協定或是無線網路回傳後端主機,內建天線可用於手持操作,讀 取範圍隨人移動增大,具有便利的行動能力。 3.掛載式:通常掛載於可移動式的裝置上,如:堆高機、公車、推車,而可 讀取的範圍也隨車移動的作業環境而有所差異。 RFID讀取器依種類、形狀之相關應用,如表2.5為示。 表 2. 5 RFID 各類讀取器應用 (資料來源:周湘琪(2004))
2.2.3 中介軟體(Middleware)與應用系統(Application Systems) 中介軟體扮演RFID硬體設備與後端應用系統間的溝通橋樑,用來處理RFID 驅動事件(driving events)的發生,控制前端讀寫器的讀取,當前端透過有線或是 無線的方式經由讀取器擷取或接收標籤內部之數位資訊後,只要標籤資訊傳送 過來時,便會自動啟動服務,並且排入系統排程,再負責有關資訊流的解析、 過濾、萃取與彙總,最後轉譯為可讓後端應用系統使用的資料;後端應用系統 透過加解密技術及防火牆設備等保護資料的安全。 RFID中介軟體是整個RFID應用架構的中樞,包含四種功能,如表2.6所示。 表 2. 6 RFID 中介軟體功能 功能 用途 協調 RFID 設備 使終端使用者能直接發送配置、監控、部署等命令至 RFID 設備。 部份 RFID 中介軟體提供類似 Plug and Play 功能,讓使用者可以 動態進行元件感測。 資料過濾及匯集 利用演算法來修正標籤讀取錯誤與不必要或重覆的資料。 在大量交易的情況中,RFID 中介軟體必須提供緩衝區以處理龐 大的資料運算負載。 資料路徑之派送 針對已具備 ERP 等企業資訊系統者,RFID 中介軟體可提供資料 路徑的派送,使 RFID 的運作更有效率。 程序管理之整合 藉由彈性的系統機制來進行資料的監控,並與現有實務流程進行 整合。 透過 RFID 中介軟體,整合倉儲管理系統中之資訊流與物流。 (資料來源:陳瑞順(2009)) 2.3 RFID 相關國際標準 目前RFID主要的標準可分為EPCglobal、ISO/IEC、Ubiquitous ID Center等三 種,ISO主要功能為規範RFID使用之無線通訊頻道,EPCglobal、Ubiquitous ID Center則是規範儲存於RFID電子標籤內部資料結構,及建立RFID電子標籤與讀 取器之間的通訊介面等協定。
2.3.1 EPCglobal 2003年美國UCC公司與比利時EAN公司,共同出資收購Auto-ID Center的 EPC技術部份後成立的非營利團體,旨在發展EPC在供應鏈管理上的應用及網路 通訊標準的相關技術。EPC標準之特性介紹,如表2.7所示。 表 2. 7 EPC 標準 名稱 特性 附註 Class 0 只供讀取 簡單、被動式及僅在製造商中規定唯獨標籤 Class 1 只寫一次 簡單、被動式及傭有可供一次編制、非變異性記憶體之唯讀標籤 Class 2 重覆讀寫 具可讀/寫功能記憶體之被動式標籤 Class 3 重覆讀寫 半被動式標籤,具可讀/寫功能記憶體並且內建一個電池以增加讀 取距離 Class 4 研發中 半被動式標籤或是可與每一個其他儀器溝通之主動式標籤 (資料來源:EPCglobal) 2.3.2 ISO/IEC 主要規範為 ISO14443A/B、ISO15693、ISO18000,如表 2.8 所示。 表 2. 8 ISO RFID 標準內容 ISO 18000 使用頻率 應用領域 18000-1 定義參考架構及參數 - 18000-2 135KHz 以下 限制特定使用的短距離低頻標籤, 1443A/B 13.56MHz 大眾運輸票卡、廢棄物處理 15693 進出控制、出勤考核、門禁卡 18000-3 物流、行李運輸識別 18000-4 2.45GHz 防偽、人員辨識、ETC 18000-5 5.8GHz 防偽、人員辨識、ETC 18000-6 860~930MHz 物流及供應鏈管理 18000-7 433MHz 貨櫃、美國國防部使用中 (資料來源:ISO,IEK) 2.3.3 Ubiquitous ID Center Ubiquitous ID Center為日本於2003年3月成立,主要在建立自動辨識技術的 標準和以T-Engine為架構的網路系統,其制定的UID具備128 bit的容量,主要使
用於資料的傳送接收、產品運輸及倉儲管理上。UID標準之特性介紹,如表2.9 所示。
表 2. 9 UID 標準
名稱 特性 附註
Class 0 光學式標籤 如 Barcode 或 2D Barcode Class 1 低階 RFID 電子標籤 唯讀式標籤 Class 2 高階 RFID 電子標籤 可重複讀寫式標籤 Class 3 低階智慧型標籤 含處理器與加密契,提供授權與加密處理功能 Class 4 高階智慧型標籤 類似 Class 3,但提供更高級授權與加密功能 Class 5 低階主動晶片標籤 內涵電池,無運算功能 Class 6 高階主動晶片標籤 內涵電池,有運算功能 Class 7 安全防護盒 具備高階運算功能,支援資料保護、網路通訊及管理協定 Class 8 安全伺服器 包含 Class 7 所有功能,但具備更嚴格防護措施 (資料來源:Ubiquitous ID Center;莊竣名(2011)) 2.4 RFID 相關應用 自1980年代起RFID開始出現商業化的應用,初期主要應用在運輸產業、門 禁管制、動物辨識等方面,直到2000年後 EPCglobal組織成立,應用的領域也逐 漸擴展至供應鏈、物流服務、生產製造、交通運輸、醫療等方面。 國內RFID於製造業的應用案例有: 1.劉益成(2009)研究無線射頻辨識系統在半導體設備維修保養之應用,藉 由主動、被動式RFID Tag及特定PDA式 RFID Reader結合半導體廠特定維修計 畫,驗證RFID系統可以應用於半導體廠設備維修保養上,在預防保養、設備巡 檢及設備校正工具定位管理均可達預期的管理維護效益,惟要考慮的是成本稍 高。
2.鄭仁豪(2008)將RFID 應用於巡查檢點系統,並以石化產業為例,建立 一套以個人數位助理(PDA)作為前端巡檢設備,在巡檢路線上裝設無線射頻 辨識晶片(RFID Tag),巡檢人員手持PDA 以非接觸式感應RFID Tag 自動記錄 時間,並顯示現場巡檢設備及相關記錄項目的巡查檢點資訊系統。
3.呂水琛(2008)將無線射頻辨識技術應用於高科技廠房消防管理,提出 RFID應用於消防設備資產管理之模式,以協助安檢人員能確實紀錄與管理場所 內的消防設備,並藉由資產管理系統輔助來支援消防安全設備巡檢作業,以有 效降低公共安全事故之風險。 4.葉君平(2007)將RFID運用在半導體測試產業,以半導體測試廠中的晶 圓盒(cassette) 為追蹤管理為目標,整體的管理範圍從半導體代工廠的出庫到半 導體測試廠的入出庫管理,藉由RFID讀寫器(Reader) 和RFID中介軟體(RFID Middleware)的輔助,將每階段為在晶圓盒上的標籤資訊上傳至後端資訊系統, 透過無線射頻識別技術的特性將RFID標籤資訊即時呈現在使用者端達到追蹤的 目的。 2.5 TFT-LCD Cell 製程簡介
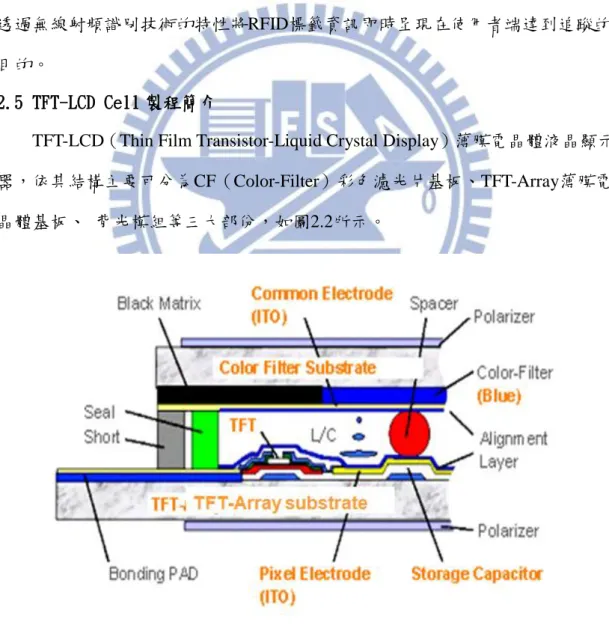
TFT-LCD(Thin Film Transistor-Liquid Crystal Display)薄膜電晶體液晶顯示 器,依其結構主要可分為CF(Color-Filter)彩色濾光片基板、TFT-Array薄膜電 晶體基板、 背光模組等三大部份,如圖2.2所示。
圖 2. 2 TFT-LCD 結構圖
依其製程則可分為: 前段Array-與半導體製程相似,但不同的是將薄膜電晶體製作於玻璃上, 而非矽晶圓上。 中段Cell-以前段Array的玻璃為基板,與彩色濾光片的玻璃基板結合,並 在兩片玻璃基板間灌入液晶(LC)。 後段模組組裝-將Cell製程後的玻璃與其他如驅動電路 IC、背光板、鐵框 等多種零組件組裝的生產作業。 本研探討之主題為Cell製程,詳細製程流程圖,如圖2.3所示。 圖 2. 3 Cell 製程流程圖 (資料來源:本研究整理) 1.PI製程:將PI(Polyimide)液塗佈於TFT/CF基板上,形成配向膜(Alignment Layer)。 2.Rubbing製程:利用摩擦布(Rubbing Cloth)在TFT、CF基板的配向膜上 形成溝槽,使液晶分子可按一定方向配向排列。 3.Spacer Spray製程:在CF基板上散布間隙物(Spacer),以便讓TFT、CF基 板對組後能保持一定的間隙(Gap)。 4.Seal製程:在TFT基板上塗佈框膠(Seal),使TFT、CF基板黏合在一起,
並防止液晶流出。
5.導通點塗佈製程:在TFT基板上點上Ag膠,導通TFT、CF之COM電極, 以形成控制液晶分子驅動之電場。
6.Assembly製程:將TFT、CF基板進行對組貼合,再以UV進行硬化,依其 方式又可分為傳統LC Injection與ODF(One Drop Fill)兩種,4.5G以上皆採用ODF 製程,其具有良率較佳、製程時間較短的優點 。
7.Scribing & Breaking製程:將大片對組後的基板切割成Cut/Chip,並去除多 餘的耳料。
8.Test製程:將Cut/Chip面板進行點燈測試,檢驗面板顯示性能的品質及外 觀。
第三章 研究方法
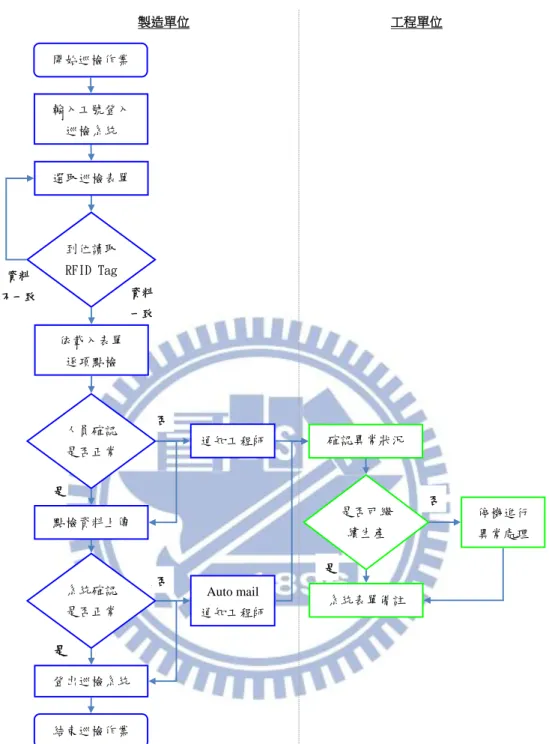
本章簡介面板廠生產設備點檢之流程及相關問題,再針對導入結合 RFID 及 平板電腦之行動巡查點檢系統進行需求分析,最後介紹系統的設計及架構。 3.1 現況說明 本節介紹面板廠生產設備巡檢流程的現行作法,以及探討傳統巡檢流程的 相關問題。 3.1.1 生產設備巡檢流程 許多面板廠受限於舊世代的設計,以及為了減少設備成本的支出,除了少數 重要的設備參數值與設備狀態具有自動偵測及監控的功能,其餘的參數值及狀態 的監控則需仰賴現場作業人員每班或定期執行巡檢作業,以確認設備的製程條件 皆在管控範圍內。 目前生產設備巡檢作業流程橫跨三個單位,分別為管制支援單位、製造單位 及工程單位。生產設備巡檢之空白表單,皆由管制單位列印,並存放於表單文件 櫃內供製造作業人員領用,因此首次執行生產設備巡檢時,製造作業人員需先至 管制口領取巡檢表單以執行巡檢作業。巡檢作業需依表單定義之週期時間執行, 逐項確認設備的參數值及狀態,再填寫於紙本的巡檢表單上,並寫上巡檢的時間 及簽名。巡檢完畢後則將表單存放於現場之固定位置,待下次執行巡檢時使用, 若表單已填滿則送至管制單位歸檔備查,並取新的空白表單。製造作業人員於巡 檢過程中,若發現巡檢項目超出規格值或出現異常,則需立即以電話通知工程單 位之負責人員,由設備工程師判斷是否停機進行異常處理或繼續生產,最後設備 工程師再於巡檢異常的項目上簽名及備註。詳細巡檢作業流程,如圖 3.1 所示。圖 3. 1 現行之巡檢作業流程圖 (資料來源:本研究整理) 3.1.2 巡檢流程之問題探討 傳統巡檢作業流程是以人工紙本記錄,在作業時難免會發生人員填寫錯誤之 情況,且偶爾會發生設備異常但巡檢值正常,以及巡檢值異常但巡檢人員卻未通 知工程單位的情況。此類異常的發生,經常造成大量的不良品及報廢品,帶給公 司巨大的損失。另一問題為巡檢表單眾多,人員在執行巡檢作業時,不同的線別 及不同的機台就需填寫不同張表單,如此繁瑣且重覆的動作,不但增加巡檢人員 的作業時間,也易造成巡檢人員未確實執行巡檢的問題,且紙本的巡檢表單是無 法確認巡檢人員是否有確實到位執行巡檢,或只是將巡檢表單重覆抄寫一次。 TFT-LCD Cell 製程各站點之設備巡檢表單如表 3.1 所示。 管制單位 製造單位 工程單位 使用紙本表單逐 項點檢並簽名 確認是 否正常 表單是 否填滿 是 送至管制口歸檔 及領取空白表單 集結成冊備查 提供空白表單 通知工程師 否 確認異常狀況 是否可繼 續生產 是 表單簽名備註 停機進行 異常處理 否 現場歸檔 是 否 開始巡檢作業 列印空白表單 結束巡檢作業
表 3. 1 TFT-LCD Cell 製程各站點之設備巡檢表單
站點 PI Rubbing ODF SB PA Test others Total
設備巡檢表單 9 3 20 5 5 7 6 55 (資料來源:本研究整理) 使用紙本記錄巡檢資料的另一缺點是必須花費人力管理,包含空白表單的列 印、已填滿表單的歸檔存放等。且因 TFT-LCD Cell 製程的作業環境為無塵室, 使用之紙張需為價格較昂貴的無塵紙,長期累積下也是筆不小的費用。面板廠 Cell 製程巡檢表單之無塵紙用量及人工管理時間,如表 3.2 所示。 表 3. 2 設備巡檢表單的紙本用量及人工管理時間 項目 數量 無塵紙用量/月 2,300 張 人工管理時間/月 48 小時 (資料來源:本研究整理) 然而紙本表單最大的缺點是查詢及資料分析不易,製造作業人員於表單填滿 後,必須送交管制單位進行集結成冊及存放備查作業,此作業過程也易發生表單 遺失的問題。此外,當工程單位想要查閱歷史資料時,必須在大批紙本表單中翻 閱才能找到所需的資料。若要進行數據分析,更需將資料重新輸入電腦,既無效 率又相當浪費工作時間。 3.2 系統需求分析 本節為分析導入行動巡查點檢系統之需求,包含巡檢流程需求分析、硬體 設備之需求分析。 3.2.1 行動巡檢流程需求分析 分析現有之巡檢流程及問題後,針對行動巡檢作業流程提出下列之需求: 1.基本資料表建立:包含人員基本資料表、設備基本資料表、表單基本資料 表等資料字典。
2.巡檢表單e化:將現有紙本表單中的巡檢項目轉換為資料表格式,並與RFID Tag 資訊建立關聯。
3.RFID辨識機制的建立:執行巡檢作業時,於平板電腦選取欲巡檢之設備 項目後,再以平板電腦的RFID Reader,讀取設備上之RFID Tag,由系統判斷所 選取的巡檢設備與RFID Tag資訊是否一致,若為一致則帶出該設備之巡檢表單。 4.巡檢資料上傳:設備巡檢作業完成後,資料將暫存於平板電腦資料庫中, 巡檢人員再利用網路連線的方式,將巡檢資料上傳至後端伺服器。 5.巡檢異常自動通知:巡檢資料上傳至伺服器的同時,以應用程式確認巡檢 值及狀態是否異常,若有異常值則以mail 的方式自動通知相關之工程單位。 3.2.2 行動巡檢硬體設備需求分析 行動巡檢系統的硬體設備,可分為RFID Tag及平板電腦兩部份:
1.RFID Tag:因TFT-LCD Cell製程為無塵室的環境,因此本研究選用的RFID Tag為一般Label型式,其優點為優格較低,且可透過RFID Tag Printer進行資訊編 輯及列印。但因設備的外罩多為金屬材質,因此在RFID Tag的功能上,以具備 抗金屬干擾能力者為佳。本研究選用之RFID Tag及規格,如圖3.2及表3.3所示。
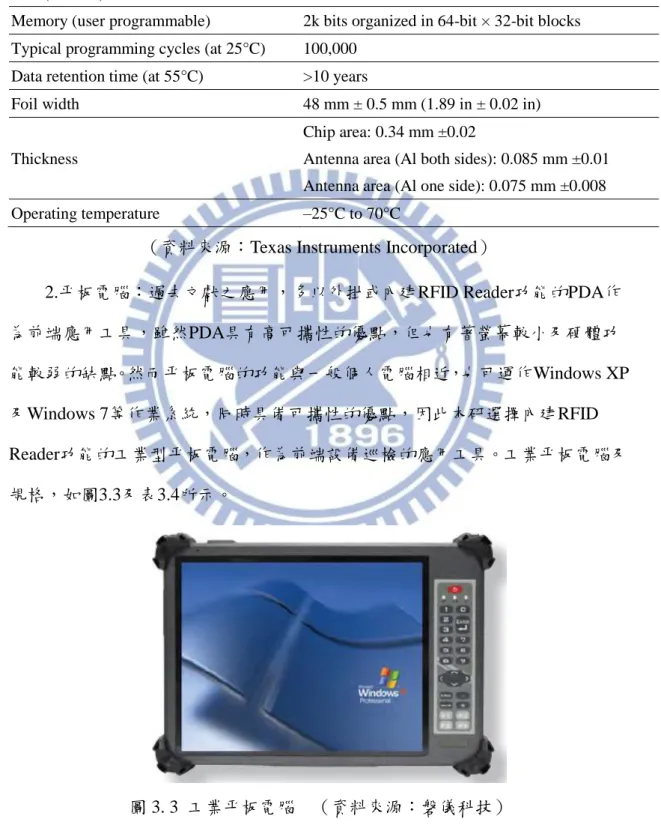
表 3. 3 HF RFID Tag 之規格
項目 規格
Supported standard ISO/IEC 15693-2, -3; ISO/IEC 18000-3 Recommended operating frequency 13.56 MHz
Typical required activation field strength to
read (at 25°C) 98 dBmA/m(2)
Memory (user programmable) 2k bits organized in 64-bit × 32-bit blocks Typical programming cycles (at 25°C) 100,000
Data retention time (at 55°C) >10 years
Foil width 48 mm ± 0.5 mm (1.89 in ± 0.02 in)
Thickness
Chip area: 0.34 mm ±0.02
Antenna area (Al both sides): 0.085 mm ±0.01 Antenna area (Al one side): 0.075 mm ±0.008 Operating temperature –25°C to 70°C
(資料來源:Texas Instruments Incorporated)
2.平板電腦:過去文獻之應用,多以外掛或內建RFID Reader功能的PDA作 為前端應用工具,雖然PDA具有高可攜性的優點,但也有著螢幕較小及硬體功 能較弱的缺點。然而平板電腦的功能與一般個人電腦相近,也可運作Windows XP 及Windows 7等作業系統,同時具備可攜性的優點,因此本研選擇內建RFID Reader功能的工業型平板電腦,作為前端設備巡檢的應用工具。工業平板電腦及 規格,如圖3.3及表3.4所示。 圖 3. 3 工業平板電腦 (資料來源:磐儀科技)
表 3. 4 工業平板電腦之規格 項目 規格
OS Windows XP / Windows 7
LCD Size/Type
10.4” AFFS+ TFT Active Matrix Panel (Touch Screen) 1024 x 768 (XGA) w/ 262,144 colors
5-Wires Analog Resistive
CPU Intel® Atom™ Z530P 1.6GHz processor Graphics Controller GMA 500 Integrated
Memory 2GB DDR2-800 SDRAM installed Storage 1 x 32GB 1.8" SSD
USB Port 1 x USB 2.0 port
RFID Integrated 13.56MHz, ISO 15693/14443A/14443B RFID Reader (distance: 3~5cm; speed: 5 cards/sec) (optional)
Wi-Fi Integrated WLAN 802.11 b/g/n
Bluetooth Integrated Bluetooth 2.1 + EDR (optional)
GSM/UMTS Gobi 3000 HSUPA module (3.75G) for GSM/GPRS/EDGE, EV-DO networks (optional)
Expansion 1 x 35-pin pogo connector for connection with desktop cradle 1 x ExpressCard/34 or USB 2.0
Function Key
10 x Numeric keys (0 ~ 9); 1 x Enter key; 1 x 4-way arrow keys; 4 x Function keys; 1 x ESC key; 1 x Backspace key; 1 x Dot (.) key; 1 x Brightness control key;
Battery Type Li-battery pack Battery Operating Time 8 hours
Operating Temp. -20 ~ 45ºC (-4 ~ 113ºF) Storage Humidity 5 to 95% (non-condensing)
Transit Drop 122 cm (4 feet), except the front side IP Rating IP54 (whole unit)
Dimensions(W x D x H) 205 x 294 x 25 mm (8.07" x 11.57" x 0.98") Gross Weight 1.1 kg (2.2 lb) for G1050-Lite
3.3 系統分析及設計
本節介紹行動巡檢的作業流程設計、行動巡檢系統的架構設計。 3.3.1 本研究之行動巡檢作業流程
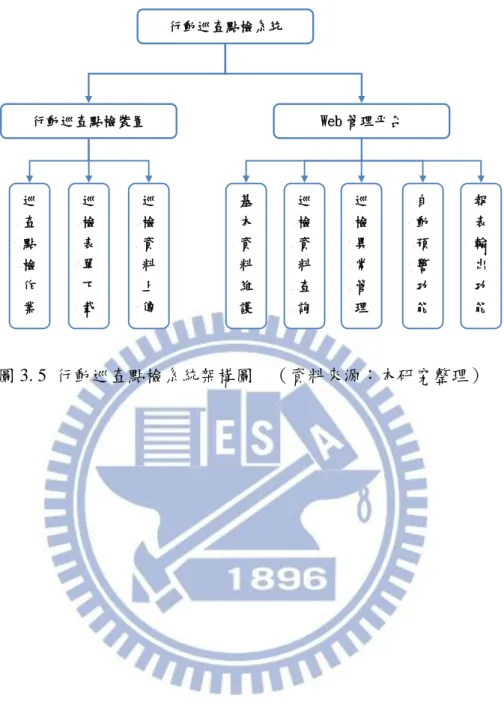
行動巡檢系統以e化表單取代了傳統的紙本表單,因此執行巡檢作業時,作 業人員只需拿取平板電腦,輸入員工工號並選取欲巡檢之設備表單,再將平板 電腦的RFID Reader靠近設備的RFID Tag,由系統判斷所選取之設備表單與RFID Tag資訊是否一致,若一致則系統將自動帶出巡檢表單,人員則依據表單項目逐 項確認並填寫巡檢數據及狀態,巡檢完畢後則將巡檢資料上傳至後端伺服器儲 存。巡檢過程中,巡檢人員若發現巡檢項目超出規格值或出現異常,同樣需立 即以電話通知工程單位之負責人員,由設備工程師判斷是否停機進行異常處理 或繼續生產。若人員忘記通知或未查覺到異常,在巡檢資料上傳伺服器的同時, 系統將自動比對巡檢資料是否皆在規格值內,若超出規格值,系統將自動發出 mail通知工程單位,最後工程單位再將異常項目的處理結果備註於系統表單中。 結合RFID及平板電腦之行動巡檢作業流程圖,如圖3.4所示。 3.3.2 本研究之行動巡檢系統架構 行動巡檢系統的架構,主要分為行動巡檢裝置及Web管理平台兩部份。行動 巡檢裝置的作業,包含巡檢作業的操作、巡檢表單的下載、巡檢資料的上傳等 三大功能。而Web管理平台則包含基本資料維護、巡檢資料查詢、巡檢異常管理、 自動預警、報表輸出等五大功能。行動巡檢系統架構圖,如圖3.5所示。 1.巡查點檢作業:作業人員使用平板電腦執行巡檢作業之人機介面,主要功 能為記錄巡檢人員的工號、辨識欲巡檢之表單與感應的RFID Tag是否一致、記 錄巡檢數據及時間、巡檢異常值警示等,並顯示已執行巡檢、未執行巡檢的表 單資訊,讓巡檢人員快速完成巡檢作業。 2.巡檢表單下載:因設備巡檢表單眾多,且有新增及改版之需求,因此需定 期確認及更新平板電腦內的表單,以維持表單版本在最新的狀態。 3.巡檢資料上傳:在巡檢完畢後,巡檢資料將暫存於平板電腦的資料庫中,
巡檢人員需利用平板電腦的傳輸底座,透過TCP/IP網路傳輸的方式,將巡檢資 料上傳到後端伺服器。 4.基本資料維護:因巡檢人員、工程單位人員、設備、表單等資料,均會有 變更之需求。基本資料維護的功能,在讓後續系統運作時,能關聯到正確的資 料。系統管理人員可利此功能維護人員基本資料表、設備基本資料表、表單基 本資料表等資料內容。 5.巡檢資料查詢:提供巡檢人員、工程單位人員,使用Web查詢介面,藉由 表單、時間、站點、設備、人員等關鍵資訊,即時查詢伺服器資料庫的巡檢記 錄,並可將巡檢記錄匯出,以便進行統計分析之作業。 6.巡檢異常管理:巡檢數據上傳後若超出規格值,系統將自動發出異常通 知,工程單位於異常處理完畢後,可使用巡檢異常管理功能,回覆異常處理結 果。 7.自動預警功能:針對巡檢數據異常、未於時間內完成巡檢之表單的預警功 能,並可設定預警mail的收件群組及人員,目的在提升工程單位人員異常處理的 速度,以及製造巡檢人員的執行度。 8.報表匯出功能:將巡檢異常件數依表單別、設備別、部門別等分類,繪製 成週報、月報等管理圖表,以提供上級主管監督及管理使用。
圖 3. 4 結合 RFID 及平板電腦之巡檢作業流程圖 (資料來源:本研究整理) 資料 不一致 資料 一致 輸入工號登入 巡檢系統 製造單位 工程單位 人員確認 是否正常 通知工程師 否 確認異常狀況 是否可繼 續生產 是 系統表單備註 停機進行 異常處理 否 是 依載入表單 逐項點檢 點檢資料上傳 登出巡檢系統 系統確認 是否正常 Auto mail 通知工程師 是 選取巡檢表單 開始巡檢作業 結束巡檢作業 否 到位讀取 RFID Tag
圖 3. 5 行動巡查點檢系統架構圖 (資料來源:本研究整理) 行動巡查點檢系統 行動巡查點檢裝置 Web 管理平台 巡 查 點 檢 作 業 巡 檢 資 料 上 傳 基 本 資 料 維 護 巡 檢 資 料 查 詢 巡 檢 異 常 管 理 自 動 預 警 功 能 報 表 輸 出 功 能 巡 檢 表 單 下 載
第四章 實例說明
本章利用一個面板廠之個案,說明本研究所提出之結合RFID及平板電腦的 行動巡查點檢系統確實有效可行。 4.1 個案公司介紹 個案公司成立於2003年,產品橫跨電視面板、桌上型監視器與筆記型電腦 之面板、中小尺吋面板等,且擁有3.5代~8.5代之TFT-LCD面板廠,以及後段模 組系統廠。藉由穩定面板來源、垂直整合之創新經營方式,個案公司始終能維 持良好的競爭力,並提供客戶完整解決方案。 本個案之工廠為TFT-LCD 5代廠,製程設備目前介於新舊世代之間,建廠 初期因成本考量,除重點製程參數及設備狀態可由設備自動監控外,其餘設備 的製程條件及狀態皆須仰賴人員定期巡檢確認。個案工廠在TFT-LCD Cell製程 中,總製程及設備巡檢表單多達150份以上,建廠至今仍是以紙張方式來記錄巡 檢參數及狀態,因此在工廠的內部稽核作業中,每月都會稽核到巡檢記錄不確 實或巡檢異常未通報之缺失,而每年因巡檢不確實所造成的產品損失,可達數 百萬元以上。 4.2 個案公司行動巡檢硬體設備之規劃 傳統紙本巡檢的方式,不同線別的機台即需一張獨立的巡檢表單,因此人 員執行巡檢時需至各機台的表單存放位置拿取巡檢表單,依表單的點檢項目逐 項進行巡檢,再於巡檢完畢後將表單歸回原位。目前個案公司Cell製程巡檢表單 的數量達150張以上,行動巡檢系統之作業規劃則以製程別及設備區域進行劃 分,一台平板電腦可同時執行多機台的巡檢作業,在時間充足的狀態下,巡檢 人員只需一台行動巡檢裝置,即可完成全部的巡檢作業。因設備的巡檢作業需 於交接班後的一小時內完成,所以依各製程所需巡檢之表單數量及總項次數, 來分配各製程平板電腦的需求數量,期望將各巡檢表單的完成時間控制在3~6 分鐘內,項次的平均完成時間則為15秒內。各製程巡檢項次數及平板電腦所需之數量,如表4.1所示。
表 4. 1 個案公司各製程站點之平板電腦配置數量
站點 PI Rubbing ODF SB PA Test Total
生產線數量 2 5 3 8 1 24 43 設備巡檢表單數量 13 10 47 40 5 35 150 設備巡檢項次數 266 400 908 456 101 389 2520 平板電腦數量 1 2 4 2 1 2 12 (資料來源:本研究整理) 在RFID Tag規劃方面,因一張巡檢表單會對應到多線別之機台或子機台, 所以Tag數量的配置以各巡檢表單所對應的機台數量為基準,並以機台或子機台 編號作為各RFID Tag的寫入及讀取資訊。各製程RFID Tag之配置數量,如表4.2 所示。
表 4. 2 個案公司各製程站點之 RFID Tag 配置數量
站點 PI Rubbing ODF SB PA Test Total
RFID Tag 數量 23 54 41 32 4 35 189 (資料來源:本研究整理) 4.3 個案公司行動巡檢資料庫及資料表之設計 因考量個案公司作業系統之相容性,平板電腦選用的作業系統為Microsoft Windows XP,在執行行動巡檢作業時,巡檢資料將儲存於平板電腦的系統資料 庫中,於巡檢作業完成後,再使用平板電腦的傳輸底座,透過乙太網路的介面 將資料上傳至後端的伺服器資料庫。巡檢資料儲存架構圖,如圖4.1所示。 圖 4. 1 行動巡檢資料儲存架構圖 (資料來源:本研究整理) RFID Tag 資料庫 乙太網路 伺服器 傳輸底座 資料庫
平板電腦及後端伺服器的資料庫,是使用MS SQL Server的資料庫管理系統 的架構,在分析行動巡檢作業流程及巡檢表單的內容後,規劃出三個基本的資 標表:Employee(員工資料表)、MachineData(設備資料表)、FormData(表單 資料表),資料表欄位內容,如表4.3~表4.5所示。 在表單巡檢內容部份,因各張表單的巡檢項目皆不相同,因此需針對每張 表單建立一個獨立的資料表,資料表名稱則以表單編號及版次作為區分,如 Form_TI3MF_編號_版次(表單巡檢項目資料表),資料表欄位範例,如表4.6所 示。資料表關聯圖,如圖4.2所示。 表 4. 3 Employee(員工資料表) 欄位名稱 欄位說明 備註 Number 工號 Key Name 姓名 Dept 部門 Shift 班別 Area 站點 Title 人員類別 Tel 電話 Mail E-mail (資料來源:本研究整理) 表 4. 4 FormData(表單資料表) 欄位名稱 欄位說明 備註 FormNO 表單編號 Key FormVer 版本 Key FormName 中文表單名稱 FormNameEn 英文表單名稱 Dept 保管單位 RetentionPeriod 保存年限 Area 站點 MachineNO 機台編號 Frequency 點檢頻度 DeleteFlag DeleteFlag (資料來源:本研究整理)
表 4. 5 MachineData(設備資料表) 欄位名稱 欄位說明 備註 MachineNO 機台編號 Key Shop 廠別 Area 站別 Floor 樓層 StorageDept 負責部門 (資料來源:本研究整理) 表 4. 6 Form_TI3MF_1234_01(表單巡檢項目資料表) 欄位名稱 欄位說明 ID 巡檢流水號 MachineNO 機台編號 FormNO 表單編號 FormVer 表單版本 DateTime 巡檢日期 BatchNO 批次 MainVacuum 項目1名稱 MainVacuumUnit 項目1單位 MainVacuumFlag 項目1判定 MainVacuumTime 項目1巡檢時間 MainCDA 項目2名稱 MainCDAUnit 項目2單位 MainCDAFlag 項目2判定 MainCDATime 項目2巡檢時間 StagePin 項目3名稱 StagePinUnit 項目3單位 StagePinFlag 項目3判定 StagePinTime 項目3巡檢時間 Remark 備註 Signature 巡檢人員 EngineerSign 工程師 EngineerSignDateTime 工程師簽名時間 ModifySignature 修改人員 ModifyDateTime 修改時間 GLSign 領班
GLSignDateTime 領班簽名時間 UploadEmp 上傳人員 UploadDateTime 上傳時間 FormFlag 表單判定 (資料來源:本研究整理) 圖 4. 2 資料表關聯圖 (資料來源:本研究整理) 4.4 個案公司行動巡檢作業 本節介紹行動巡檢裝置的日常巡檢作業功能、巡檢資料上傳及基本資料下 載作業等流程。 4.4.1 日常巡檢作業 行動巡檢之平板電腦固定設置於各站點的電腦工作桌旁,人員開始執行巡 檢作業時,需先拿取平板電腦點選桌面之行動巡檢系統程式,如圖4.3所示。然 後輸入使用者工號及密碼,點選〔Check〕登入主功能選單,平板電腦的主功能 可分為機台點檢、修改點檢資料、上傳點檢資料、下載基本資料等四個功能,
如圖4.4~4.5所示。 圖 4. 3 行動巡檢系統程式 (資料來源:本研究整理) 圖 4. 4 行動巡檢系統登入畫面 (資料來源:本研究整理) 圖 4. 5 行動巡檢系統主功能選單 (資料來源:本研究整理) 若要執行巡檢作業,則點選〔機台點檢〕按鈕,進入巡檢人員所屬站點的 表單總表,再從各站點的表單總表中選取欲巡檢之表單,然後將平板電腦的RFID Reader 靠近機台上之RFID Tag,按下〔Read Tag〕按鈕,進行RFID Tag的辨識
作業,並確認此張表單是否已巡檢過。若RFID Tag中的資訊與所選擇的表單機 台編號一致,系統將自動帶出此張表單的巡檢項目,巡檢人員則依巡檢項目逐 項確認並記錄於空白欄位中,若輸入的巡檢值超出容許之規格上下限時,巡檢 值將以紅字方式呈現,提醒巡檢人員此項目已出現異常,需進行異常處理程序。 最後在完成所有巡檢記錄後,按下〔Save〕按鈕,將巡檢資料存入平板電腦的資 料庫中。日常巡檢作業之操作畫面,如圖4.6~4.10所示。 圖 4. 6 巡檢站點之表單總表 (資料來源:本研究整理) 圖 4. 7 RFID Tag 辨識之畫面 (資料來源:本研究整理)
圖 4. 8 RFID Tag 辨識異常之畫面 (資料來源:本研究整理)
圖 4. 10 巡檢項目異常之畫面 (資料來源:本研究整理) 4.4.2 巡檢資料上傳及基本資料下載作業 巡檢人員完成巡檢作業後,須將巡檢資料上傳至後端伺服器的資料庫。上 傳前需先將平板電腦插入桌上型傳輸底座(Desktop Cradle),於主功能選單中點 選〔上傳點檢資料〕按鈕,再於站點的表單總表中選取欲上傳之表單,按下〔上 傳〕按鈕,開始執行上傳作業,於上傳完成後,系統將自動提示資料上傳是否 成功,若發生上傳失敗之狀況,則需再執行一次上傳作業。巡檢資料上傳之操 作畫面,如圖4.11~4.13所示。
圖 4. 11 主功能選單之上傳點檢資料功能 (資料來源:本研究整理)
圖 4. 12 站點表單上傳清單 (資料來源:本研究整理)
因工廠內的人員、設備會有異動之情況,且巡檢表單也會有新增及改版之 需求,因此需定期執行〔下載基本資料〕之功能,更新平板電腦內的Employee (員工資料)、MachineData(設備資料)、FormData(表單資料)、Form_TI3MF_ 編號_版次(表單巡檢項目)等資料表,讓平板電腦中的資料表維持在最新的狀 態,使得行動巡檢系統可以更順利及正確地運作。巡檢資料下載之操作畫面, 如圖4.14~4.15所示。 圖 4. 14 主功能選單之下載基本資料功能 (資料來源:本研究整理) 圖 4. 15 表單下載完成之畫面 (資料來源:本研究整理) 4.5 Web 管理平台 本節介紹Web管理平台的基本資料維護、巡檢資料查詢、巡檢異常管理、自 動預警、資料輸出等基本功能。 4.5.1 基本資料維護功能 透過Web管理平台的基本資料維護功能,可讓系統管理人員即時新增、修
改、刪除Employee(員工資料)、MachineData(設備資料)、FormData(表單資 料)等資料表,以因應未來各式各樣之異動需求,而不需再仰賴資訊工程人員 修改資料庫的資料,基本資料維護之操作畫面,如圖4.16~4.18所示。
圖 4. 16 人員基本資料維護之畫面 (資料來源:本研究整理)
圖 4. 18 設備基本資料維護之畫面 (資料來源:本研究整理) 4.5.2 巡檢資料查詢、資料輸出功能 行動巡檢系統其中一項主要的目的,即是透過巡檢流程的e化,將巡檢資料 儲存於資料庫中,提供相關單位即時查詢各製程機台的歷史巡檢記錄,以便進 行產品或機台之異常分析及改善,也可作為設備提前或延後保養之參考數據。 巡檢資料查詢及資料匯出之操作畫面,如圖4.19~4.20所示。 圖 4. 19 巡檢資料查詢之畫面 (資料來源:本研究整理)
圖 4. 20 巡檢資料匯出之畫面 (資料來源:本研究整理) 4.5.3 巡檢異常管理、自動預警功能 行動巡檢系統另一主要目的,是期望達到異常自動預警機制,徹底解決人 員巡檢到異常,而未通知工程單位進行異常處理之狀況。透過本研所提出之自 動預警程式,於巡檢資料上傳後,將巡檢異常的表單、項目、記錄值等資訊, 透過e-mail的方式即時通知相關負責之工程人員,讓設備工程師可以更快速地作 出異常處置,降低不良品的數量,並減少設備停機損失的時間。異常自動預警 功能之畫面,如圖4.21~4.22所示。 圖 4. 21 巡檢異常自動預警之畫面 (資料來源:本研究整理)
圖 4. 22 未執行巡檢自動預警之畫面 (資料來源:本研究整理) 巡檢異常資料上傳後,除了會自動e-mail通知外,針對每個異常項目也會產 生一筆異常單。設備工程師可透過e-mail的連結,或直接進入Web管理平台的巡 檢異常管理功能,回覆各異常項目之處理進度及結果。巡檢異常管理之操作畫 面,如圖4.23~4.24所示。 圖 4. 23 巡檢異常查詢之畫面 (資料來源:本研究整理)
圖 4. 24 巡檢異常回覆之畫面 (資料來源:本研究整理) 4.6 效益評估 本研究以TFT-LCD Cell製程的PI站點,進行行動巡檢系統的導入測試,並以 PI站導入前及導入後的數據,作為效益評估之參考依據,系統導入效益說明如下: 1.改善巡檢作業的執行度、正確性:以RFID的辨識功能,達到巡檢人員確 實到位巡檢之目的,並改善人員拿取表單重複抄寫巡檢數據、點檢錯機台之情 況。透過未於時間內完成巡檢作業之自動預警功能,更可提升巡檢作業的執行 度。 2.巡檢記錄系統化:藉由巡檢流程的e化,將巡檢記錄上傳至資料庫中,提 供相關單位即時查詢及匯出歷史巡檢資料,改變過去只有發生異常才會調閱紙 本表單之情況。e化的巡檢資料,經過分析後可進一步瞭解設備是否過度保養或 保養不足,更可作為實施預知保養之參考資料。 3.人工管理轉變為自動化管理:傳統紙本的巡檢方式,需仰賴現場領班確認 是否有執行巡檢作業及巡檢異常。行動巡檢系統導入後,將不再完全依賴人工 來管理這些作業,透過系統的自動預警功能,系統將定時監控巡檢作業是否有
執行,以及是否有異常狀況產生,並自動通知相關之設備工程人員及部門主管, 讓異常監督管理的幅度更高更廣。 4.巡檢異常自動預警,降低設備異常的時間及異常品的數量:以個案工廠為 例,2009~2011年皆有設備異常未通報所產生的重大異常事件,而每年此類異常 的損失金額皆在百萬元以上。行動巡檢系統的自動預警功能,於巡檢數據上傳 後,會將巡檢異常的資訊及時通知相關負責之工程人員,讓工程單位得以快速 反應,並避免巡檢人員忘記或延遲通知之情況。自動預警機制更可同時通知多 人及群組,避免單一工程師遺漏或忙碌,而延遲處理異常。個案工廠每年因設 備異常未通報所造成的異常品數量,如表4.7所示。行動巡檢系統導入後,能在 每日交接班後一小時進行自動預警,大幅降低此類異常所產生的異常品數量及 損失。 表 4. 7 個案公司 2009~2011 年異常未通報之異常品數量 年度 異常未通報之異常品數量(chip) 2009 722 2010 1,413 2011 1,787 (資料來源:本研究整理) 5.簡化巡檢流程,縮短巡檢作業時間:傳統巡檢流程各設備需有一張獨立紙 本表單,因此需至各機台的表單存放位置拿取巡檢表單才能開始執行巡檢,此 重複移動、拿取、放回的動作是很沒效益的。行動巡檢系統讓巡檢人員只需拿 取一台平板電腦,就可完成製程區域內的巡檢作業,巡檢之區域及動線更可彈 性規劃,移動至哪台設備,即可進行該台設備之巡檢作業,並且簡化填寫巡檢 日期、時間、班別、人員簽名等欄位的時間。巡檢人員利用平板電腦右側的數 字鍵,可快速輸入巡檢數值,再按〔Enter〕鍵,儲存巡檢值並跳至下一巡檢項 目。以PI製程表單為例,使用平板電腦巡檢的作業時間,較紙本表單的方式節省 約70~80%。各表單巡檢作業時間之差異,如表4.8所示。
表 4. 8 紙本表單與平板電腦巡檢作業時間比較
表單名稱 巡檢作業時間(min) 節省時間% 紙本 平板電腦
PI 膜厚量測機檢查表單 5 1 80% PI Line Soft X-Ray 設備狀態檢查表 20 5 75% PI Rework 生產作業點檢表 15 3 80% Pre-PI Cleaner 生產點檢表 10 3 70% PI APR Cleaner 清潔記錄表 10 2 80% (資料來源:本研究整理) 6.節省無塵紙及人工管理成本:傳統紙本記錄的方式,需使用無塵紙影印成 空白表單,在表單填滿後還要將表單分類集結成冊及歸檔備查。除了無塵紙的 影印成本外,每月更需花費數十小時的人工管理成本。行動巡檢系統導入後, 可逹成巡檢表單無紙化,不須再列印紙本表單,且巡檢記錄皆儲存於資料庫中, 因此也不須再執行表單歸檔成冊之作業。以個案工廠Cell製程為例,系統導入後 預估每年可節省NT$ 50,170的無塵紙及人工管理成本,如表4.9所示。 表 4. 9 預估無塵紙及人工成本之節省金額 節省費用項目 金額(NT$) 無塵紙成本/年 6,491 列印、整理人工成本/年 43,678 總節省成本/年 50,170 (資料來源:本研究整理)
第五章 結論與建議
5.1 結論 本研究針對面板產業之設備巡檢作業,結合 RFID 及平板電腦,開發一套行 動巡查點檢系統。因面板廠的設備巡檢,除了要確認設備有無異常,還需將各設 備的表頭及參數值記錄於表單中,在表單種類多、巡檢項目複雜的狀況下,平板 電腦成為最佳的行動巡檢裝置。本研究利用平板電腦的便利性及功能性,結合 RFID 的辨識功能,改善了傳統紙本及人工管理與判斷設備是否有異常的機制, 期望將人為因素所造成的異常及損失降至最低。設備巡檢是一項繁瑣、重複及消 耗時間的作業,在設備妥善率高的狀況下易讓人員忽視此作業的重要性,因此才 會發生重覆抄寫、巡檢異常未通報等情況。在系統開發過程中,透過巡檢流程的 再設計及行動巡檢操作介面的優化,簡化了日期、時間、班別、簽名等基本欄位 的重複填寫,大幅改善巡檢作業的執行時間,進而提升人員的工作效率。 因行動巡檢系統的導入,與現有之作業流程、方法及工具有很大的差異,因 此在導入測試的過程中,也曾遭遇許多使用者的抗拒及反彈。為了降低使用者對 新系統的衝擊,系統正式導入前的宣導及教育訓練是一項很重要的工作,不止可 讓使用者了解此系統的優點,更可加速使用者操作的熟練度。另外,因本研究之 行動巡檢系統與生產之製造執行系統,使用相同的區域網路,稍有不慎即可能造 成病毒散佈,甚至影響生產的運作,因此資訊安全管理格外重要。本研究之作法 為:將 USB Port 設成 Disable、平板電腦下載的資料在放入資料庫前需經過兩道 掃毒程序、上傳的資料只有數據無檔案等,期望將資安的風險降至最低。最後,本研究所獲得之成果,如下所述:
1.利用各設備所貼附的 RFID Tag,以及平板電腦的 Reader,達到人員確實到 位巡檢之目的。 2.透過行動巡檢系統之自動預警功能,徹底解決人員異常未通報之問題。 3.巡檢資訊 e 化,便於工程單位進行統計分析,更可作成相關管理報表,提 供上級主管監督及管理使用。 4.達成設備巡檢表單無紙化之目標。 5.2 建議 本研究所使用之平板電腦,功能遠較一般 PDA 佳,甚至與目前個案工廠所 使用的小型桌上電腦相近,但因目前公司的規範與限制,犧牲了許多便利性及跨 平台的應用。因此針對此問題提出下列建議與未來研究方向: 1.平板電腦最大的優點即是便利性,可結合 Wi-Fi 的功能隨時保持連線,即 時完成資料上傳、下載等同步作業,讓資訊持續維持在最新的狀態。但以個案公 司為例,因資安的考量禁止於無塵室中使用 Wi-Fi 的功能,只能以有線網路的方 式連線,因此平板電腦資訊的上傳、下載,需至固定的網路 Port 位並接上底座 才能執行。若能突破有線連線及資訊安全等限制,行動巡檢系統上傳的資訊將可
更加即時,自動預警也可更加快速。 2.若能使用 Wi-Fi 連線的功能,平板電腦將可同時執行製造執行系統的功能, 作為製造工單、派貨、過帳、生產管理及監控電腦使用,使用者透過平板電腦可 即時掌控工單、WIP、生產資訊及狀況,快速執行生產活動或異常處置,提升製 造執行系統的功能性與便利性。 3.因個案公司電腦所使用的作業系統皆為 Windows XP,本研究因相容性及 支援性的考量,也選用 Windows XP 作為平板電腦的作業系統。但畢竟 Windows XP 為十年前的產物,且微軟對 Windows XP 的支援只到 2014 年 4 月,因此若 無系統相關限制及考量,建議可直接選擇 Windows 7 或 Windows 8 等作業系統。 4.平板電腦不像桌上型電腦,只會於固定位置使用,因此硬體的損壞率、故 障率較高,除非公司具有維修的能力,否則必定會有外送維修的需求。送修前需 先確認硬碟中是否存有公司機密性的資料,必要時需先與維修廠商簽定保密協定, 或將硬碟取出再外送維修。
參考文獻
[1] 呂水琛,「無線射頻辨識技術應用於高科技廠房消防管理之研究」,國立交通 大學工學院碩士在職專班工程技術與管理組,碩士論文,2008。 [2] 呂永宗,「RFID 應用研究—以可離線作業表單為例」,國立臺灣海洋大學系 統工程暨造船學系,碩士論文,2005 [3] 沈政聲,「應用環境感知於賣場導覽與產品之推薦」,中國文化大學資訊管理 研究所,(2008)。 [4] 邱博洋,「低成本可保隱私 RFID 認證協定之研究」,中國文化大學資訊管理 研究所,碩士論文,2008。 [5] 陳瑞順,「RFID 概論與應用」,全華圖書公司,2009。 [6] 莊竣名,「無線射頻辨識系統產業析」,國立虎尾科技大學企業管理系,2011。 [7] 張君榮,「主動式無線射頻系統應用於豬場疾病監控與生產履歷之研究」,北 台灣科學技術學院機電整合研究所,碩士論文,2007。 [8] 游張松、沈煌斌,「射頻識別技術於行動導覽之應用」,第一屆博物館資訊管 理學術暨實物研討會:故宮博物院,2004。 [9] 葉君平,「RFID 運用在半導體測試產業之研究」,國立交通大學管理學院碩 士在職專班資訊管理組,碩士論文,2007。 [10]鄭群星,「RFID 原理,基礎篇」,全華圖書公司,2011。 [11]鄭仁豪,「RFID 應用於巡查檢點系統之研究-以石化產業為例」,中華大學工 業工程與系統管理學系(所),碩士論文,2008。 [12]劉益成,「無線射頻辨識系統在半導體設備維修保養之應用研究」,國立交通 大學工學院碩士在職專班工程技術與管理組,碩士論文,2009。 [13]羅文良,「RFID 應用於全面生產保養之先導研究-以 S 公司為例」,逢甲大學 工業工程與系統管理學研究所,碩士論文,2008。[14] B.H. Lu, R.J. Bateman, and K. Cheng, “RFID enabled manufacturing: fundamentals, methodology and applications”, International Journal of Agile Systems and Management, Vol. 1, No. 1, Pages 73-92,2006.
[15] G.Q. Huang, Y.F. Zhang, and P.Y. Jiang, “RFID-based wireless manufacturing for walking-worker assembly islands with fixed-position layouts”, Robotics and Computer-Integrated Manufacturing, Vol. 23, Pages 469-477,2007.
[16] G.Q. Robin, “RFID-enabled automation in support of factory integration”,
Robotics and Computer-Integrated Manufacturing, Vol. 23, Pages 677-683,2007. [17] http://www.plasma.com/classroom/what_is_tft_lcd.htm