國立高雄大學電機工程學系研究所
碩士論文
銀含量對錫球推力實驗之研究
The Shear Test Study for Solder Bumps with
Different Ag Content
銀含量對錫球推力實驗之研究
指導教授:施明昌 國立高雄大學電機工程所 學生:劉毅博 國立高雄大學電機工程所摘要
電子產品已朝輕薄短小、運轉速度快、高功能等特性發展,使得封裝技術也 必須朝這一目標前進,。而扮演內外信號傳導功能的金屬凸塊(Bump)尺寸與球 間距也必需相對縮小。近年來因大加地球環境保護的重視及歐盟對電子廢棄物的 環保(WEE)的規定,電子封裝產業也逐步減少含鉛元素的材料,這使得封裝產業 積極發展無鉛合金銲錫材及相關技術。 本文研究主要使用 Sn/Ag1.0/Cu0.5 與 Sn/Ag4.0/Cu0.5 兩種無鉛合金錫膏並 搭配 Al/NiV/Cu 金屬層(UBM)利用金屬凸塊製程(bumping)製成無鉛錫球,經 實驗結果發現 Ag 含量越高的錫球,凸塊的剪力強度越強。同時利用多次高溫迴 銲的實驗比較其剪力強度變化,實驗結果發現 Ag 含量越高,介金屬化合物增加 越快,使其凸塊剪力強度呈現快速劣化。因此錫球 Ag 含量提高其凸塊初期抗剪 的強度愈好,但是也會因錫球 Ag 含量升高而增加介金屬化合物生成的效率造成 凸塊經高溫循環測試老化之加速。The Shear Test Study for Solder Bumps with
Different Ag Content
Advisor: Shih, Ming-Chang Department of Electrical Engineering
National University of Kaohsiung Student: Liu, Yi-Po
Department of Electrical Engineering National University of Kaohsiung
ABSTRACT
The development of flip-chip technology has become the trend of high capacity and high speed 3C electronic package in which the liable function of a bump is essential and critical. In convention, lead contented materials are used popularly in flip chip bump which is currently restricted by the regulation by the WEE in European unions. Therefore, the development for lead-free material and related process is important in advanced electronic packaging.
The thesis focused on the evaluation of the bump strength of a flip chip bump structure with lead free materials. Samples of flip-chip bumps made of Sn/Ag1.0/Cu0.5 and Sn/Ag4.0/Cu0.5, and with the same Al/NiV/Cu UBM structure were tested after thermal cycling test;TCT. The result shows that the higher the content of Ag, the higher of the initial shear strength of the flip-chip bump. In addition, we also found that increase of the content of Ag will cause IMC layer getting thicker and degraded the bump strength after TCT. As a conclusion, the increase of the Ag content can improve the bump strength of the flip-chip bump, but can also accelerate the degradation of the bump during TCT. An optimized partition of the Ag content has been achieved by the JUMP evaluation methodology to improve the bump strength of the flip-chip and the life time during TCT as well.
Keyword:Shear Strength, Flip-chip, Bump, IMC, and fatigue of clip-chip bump in TCT
致謝
感謝恩師施明昌教授兩年多來的細心指導與教誨,使學生專業知
識收穫良多,待人處世方面也獲益匪淺,讓我得以順利完成論文並取
得碩士學位,在此敬上最高的敬意與謝忱。在論文定稿期間,承蒙本
系所施明昌教授提供寶貴的意見匡正其缺失,使本論文能更趨完善,
在此特別至上萬分謝意。
其次,特別感謝我日月光半導體股份有限公司的同事元富、建
宏、林博、明憲、鄭博…等,感謝因為有你們在公事的幫忙與付出使
我得以有充分的時間來完成這份學業,亦感謝公司裡的各位主管,因
為有你們的支持鼓勵與照顧,讓我可以減少來自於工作上的壓力。同
時感謝我的同窗登舜、昇峰、博旻也因為有你們的陪伴互相扶持,讓
我在碩士班的生活精采無比。
最後,我要感謝我的家人,感謝我的父母,也因為有你們的關懷、
鼓勵與支持,讓我得以無後顧之憂的追求我的人生夢想,希望你們時
時平安、健康、快樂。
僅以此小小成果獻給我最愛的親友與朋友們。
目錄
摘要 ……….II
ABSTRACT ... III
致謝 ……….IV
目錄 ……….V
圖目錄 ... VII
表目錄 ... XI
第一章
緒 論 ... 1
1-1 前言 ... 1
1-2 金屬凸塊(Bumping)製程簡介 ... 1
1-3 研究背景與目的 ... 2
1-4 文獻回顧 ... 3
1-5 論文架構 ... 5
第二章 實驗工作 ... 12
2-1 實驗構想 ... 12
2-2 實驗儀器設備 ... 12
2-3 實驗試片製備 ... 13
2-3-1 無鉛錫球之結合強度測試 ... 13
2-3-2 介金屬化合物(IMC)測試試片製備 ... 13
2-4 測試項目 ... 14
2-4-1 金屬結合強度測試 ... 14
2-4-2 多次高溫迴銲(Multi Re-flow)金屬結合強度測試 ... 14
2-4-3 可靠度測試 ... 15
第三章 實驗結果與討論 ... 20
3-1 無鉛錫球之結合強度測試 ... 20
3-2 介金屬化合物生成反應 ... 21
3-2-1 多次高溫迴銲後結合強度實驗結果 ... 21
3-2-2 SAC105 多次迴銲介金屬化合物生成結果 ... 21
3-2-3 SAC405 多次迴銲介金屬化合物生成結果 ... 22
3-3 可靠度測試實驗結果 ... 22
3-3-1 錫球結合強度測試實驗結果 ... 22
3-4 討論 ... 23
第四章 結論 ... 54
參考文獻 ... 55
圖目錄
圖 1-1 電子封裝趨勢示意圖〔22〕... 8
圖 1-2 覆晶晶粒封裝技術示意圖〔2〕 ... 8
圖 1-3 覆晶晶粒封裝技術示意圖 ... 9
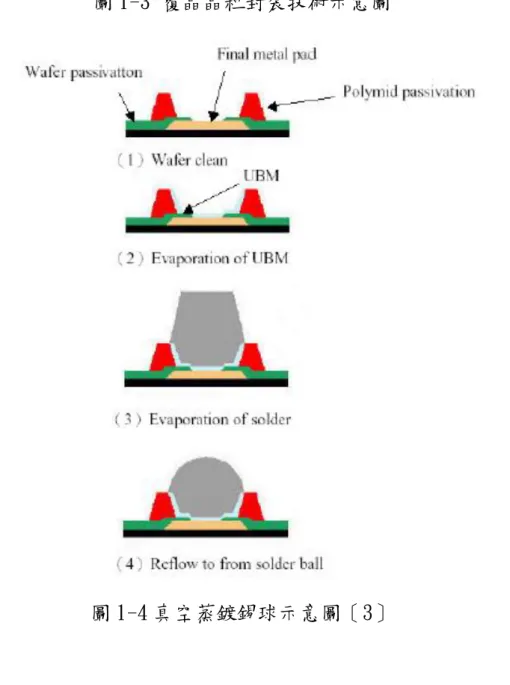
圖 1-4 真空蒸鍍錫球示意圖〔3〕 ... 9
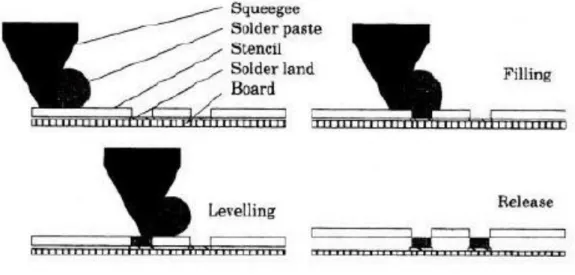
圖 1-5 網版印刷示意圖〔3〕 ... 10
圖 1-6 網版印刷金屬凸塊製程示意圖... 10
圖 1-7 電鍍製作金屬凸塊接點示意圖... 11
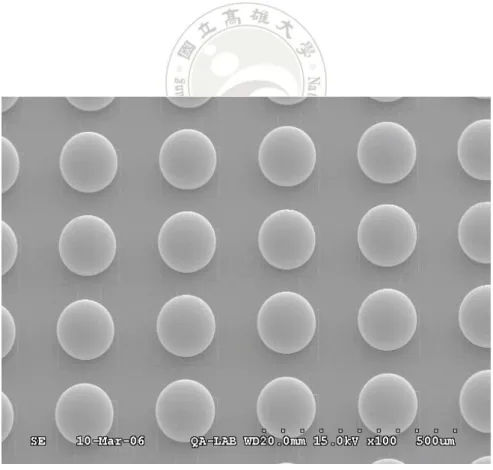
圖 1-8 金屬凸塊成品示意圖 ... 11
圖 2-1 HTI HT-7 錫膏印刷機 ... 16
圖 2-2 SIKAMA Falcon8500 傳導式迴銲爐 ... 17
圖 2-3 Dage 4000W 剪力試驗機 ... 17
圖 2-4 Nikon Optiphot-200 光學顯微鏡 ... 18
圖 2-5 錫球結構示意圖 ... 18
圖 2-6 錫球剪力測試示意圖 ... 19
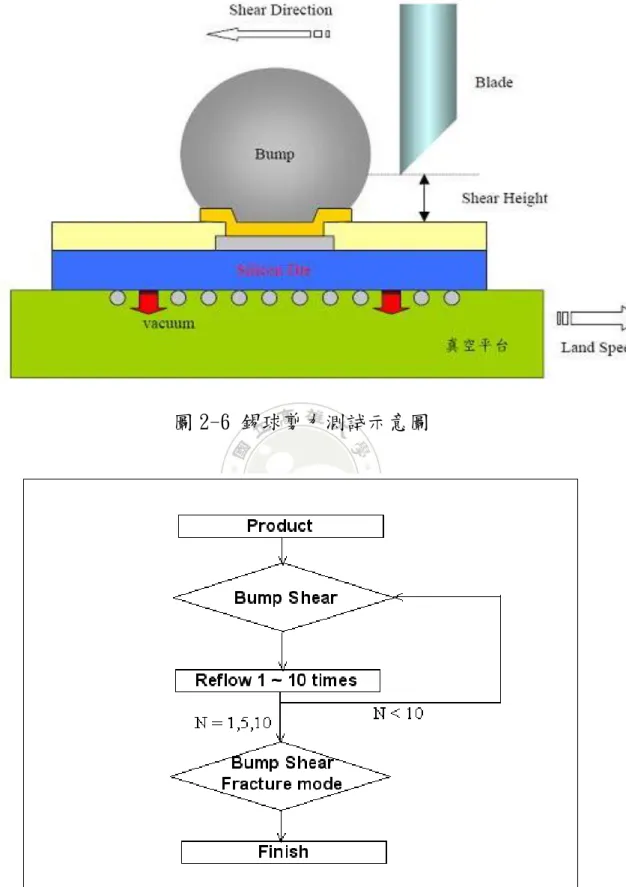
圖 2-7 多次迴銲測試流程圖 ... 19
圖 2-8 重流爐溫度曲線圖 ... 20
圖 3-1 Bump Height:70 um、Bump Pitch:150 um 錫球剪力測試趨
勢圖 ... 35
圖 3-2 Bump Height:90 um、Bump Pitch:200 um 錫球剪力測試趨
勢圖 ... 35
圖 3-3 Bump Height:165 um、Bump Pitch:510 um 錫球剪力測試趨
勢圖 ... 36
圖 3-4 SAC105 錫球結合強度趨勢圖 ... 36
圖 3-5 SAC405 錫球結合強度趨勢圖 ... 37
圖 3-6 SAC105 多次迴銲測試錫球結合強度趨勢圖 ... 37
圖 3-7 SAC405 多次迴銲測試錫球結合強度趨勢圖 ... 38
圖 3-8 SAC105 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
... 38
圖 3-9 SAC105 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
... 39
圖 3-10 SAC105 260℃第 0 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 40
圖 3-11 SAC105 260℃第 1 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 40
圖 3-12 SAC105 260℃第 5 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 41
圖 3-13 SAC105 260℃第 10 次多次高溫迴銲錫球內介金屬化合物
圖 3-14 SAC105 錫球歷經多次高溫迴銲剪力推球破壞形貌 SEM 示
意圖 ... 42
圖 3-15 SAC405 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
... 42
圖 3-16 SAC405 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
... 43
圖 3-17 SAC405 260℃第 0 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 44
圖 3-18 SAC405 260℃第 1 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 44
圖 3-19 SAC405 260℃第 5 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 45
圖 3-20 SAC405 260℃第 10 次多次高溫迴銲錫球內介金屬化合物
(Cu6Sn5)成長示意圖(單位:μm) ... 45
圖 3-21 SAC405 錫球歷經多次高溫迴銲剪力推球破壞形貌 SEM 示
意圖 ... 46
圖 3-23 THT 溫度與溼度測試後錫球剪應力趨勢圖 ... 47
圖 3-26 TCT 測試後剪力推球外貌破壞形貌 OM 示意圖 ... 49
圖 3-27 THT 測試後剪力推球外貌破壞形貌 OM 示意圖 ... 50
圖 3-28 HAST 測試後剪力推球外貌破壞形貌 OM 示意圖 ... 51
圖 3-29 HTST 測試後剪力推球外貌破壞形貌 OM 示意圖 ... 52
圖 3-30 多次高溫迴銲結合強度測試趨勢圖 ... 53
圖 3-31 多次高溫迴銲後 IMC 生成變化趨勢圖 ... 53
表目錄
表 1-1 無鉛錫球常添加的合金元素〔6〕 ... 6
表 1-2 無鉛銲材添加元素特徵表〔6〕 ... 7
表 2-1 錫球剪應力測試試片設定條件... 15
表 2-2 可靠度測試條件表 ... 15
表 2-3 可靠度測試狀態表 ... 16
表 3-1 SAC105 Sn/1.0Ag/0.5Cu 錫球剪力測試數據(單位:g) ... 26
表 3-2 SAC405 Sn/4.0Ag/0.5Cu 錫球剪力測試數據(單位:g) ... 27
表 3-3 SAC105 多次高溫迴銲測試錫球剪應力值(單位:g) ... 28
表 3-4 SAC405 多次高溫迴銲測試錫球剪應力值(單位:g) ... 29
表 3-5 SAC105 與 SAC405 錫球 IMC 厚度變化值 ... 30
表 3-6 TCT 高溫循環測試後錫球剪應力值(單位:g) ... 31
表 3-7 THT 溫度與溼度測試後錫球剪應力值(單位:g) ... 32
表 3-8 HAST 高溫濕度加速壓力測試後錫球剪應力值(單位:g)
... 33
第一章 緒 論
1-1 前言
隨著電子構裝技術的發展以往的構裝技術已無法符合新時代產品的進步、未 來電子產品發產趨勢已漸漸走向輕量化、薄形化、微小化而且消費大眾對於產品 的功能性與流行性更是要求甚高。也因此晶片的發展亦邁向高 I/O 數與細線距 (Fine Pitch)的趨勢,這對傳統的週邊陣列(Peripheral Array)型態封裝技 術已不敷使用,而平面陣列(Area Array)的封裝型態則接續發展,由之前的 QFP(Quad-Flat Package)逐漸往 BGA(Ball Grid Array)、CSP(Chip-Scale Package)發展,以致於新型態的晶片封裝技術覆晶晶粒接合技術(Flip Chip) 成為現今發展的重點如圖 1-1 所示〔1〕,其不只在於克服多 I/O 數的困難,亦克 服細線距(Fine Pitch)的困難,不但縮小接點間的距離,同時提高了訊號傳遞 速度,更減少訊號的損失與遲滯,以發揮高階晶片組的最佳功能。 過去的銲錫材料多以錫-鉛銲料組合為主,而錫鉛(63Sn/37b)合金銲錫材 料因具有低熔點、高濕潤性、高可靠度、低成本等特點已受業界廣為使用及依賴; 但鉛(Pb)元素的使用卻是會危害人體中樞神經系統健康與環境生態的污染,在 世界環保組織與歐盟的推動下通過 RoHS 法案(2003.2.13 正式公告),自 2006.07.01 開始起所有電子產品禁止使用含鉛(Pb)、鎘(Cd)、汞(Hg)、六價 鉻(Cr(VI))、多溴聯苯類(PBB)、多溴二本醚類(PBDE)等六項有毒物質〔2〕, 此一法案已成為世界環保潮流。
1-2 金屬凸塊(Bumping)製程簡介
金屬凸塊製程乃覆晶晶粒封裝製程的前段製程〔3〕,其主要製程是在晶片的 I/O 腳墊(Pad)上利用各種不同的方式生成金屬凸塊,而金屬凸塊主要功用在程的晶片利用覆晶晶粒封裝技術將晶片翻轉,對準基板上的接點利用迴銲 (Re-flow)的方式將對晶片與基板加熱,使其晶片上的晶屬凸塊與基板產生結 合,如圖 1-2 與圖 1-3 所示。 現今金屬凸塊製作方法主要可分為三大部分:真空蒸鍍、網版印刷以及電鍍 〔4〕。簡述如下: A.真空真鍍(Evaporation):於 60 年代由 IBM 所發展的技術,其製程為 將晶片至於真空容器內,透過光罩將材料一層一層的以氣體方式蒸鍍到 晶圓的銲墊上,如圖 1-4 所示。此製作過程不僅複雜且十分耗費成本, 不過再經由 IBM 時多年的改善下證實蒸鍍法可製作出品質良好的錫球。 B.網版印刷(Stencil Printing):網版印刷製程是目前成本最低產量最 大的金屬凸塊製程技術〔5〕,其製程方式為將晶片與網版對位後,利用 刮刀透過網版將錫膏填入網板開孔內,而網版乃依照晶圓上的銲墊位置 圖形所設計,將錫膏均勻填入孔內後移除網版,將試片置於迴銲爐中進 行迴銲,使其錫膏與銲墊上的金屬層(Under Bump Metallury,UBM)產 生共晶便可得到球狀之金屬凸塊,其印刷方法如圖 1-5 所示,製作流程 如圖 1-6 所示。 C.電鍍(Electroplating):目前電鍍法可分為電解電鍍與無電解電鍍兩 種,電解電鍍是目前產業界所廣為使用的方法,其製程為利用外加負偏 壓,固定電流密度將電鍍液還原於陰極極板上得到蕈狀的金屬凸塊,再 經由迴銲爐迴銲後得到完整的金屬凸塊,如圖 1-7 所示。
1-3 研究背景與目的
由於歐盟的環保法令推動下,使得含鉛元素的電子產品無法再輸入歐洲國 家,所以封裝產業界興起一波無鉛銲錫材料的發展以取代原使用多年的含鉛銲錫 材料,通常是以錫為基底再加入其它元素取代鉛〔6〕,目前常被使用添加於無鉛銲錫材料中的有銀(Ag)、銅(Cu)、鉍(Bi)、鎘(Cd)、銦(In)等元素,如表 1-1 所示。因此近幾年常被提出的錫球成分有 Sn-Ag、Sn-Cu、Sn-In、Sn-Zn、 Sn-Ag-Cu、Sn-Ag-Bi 與 Sn-In-Ag 等,而各添加元素的優缺點如表 1-2 所示,雖 然產業界或是學術界都已投入大量的人力與物力開發無鉛銲材,但目前尚無任何 一種無鉛銲材在整體上可以完全取代傳統錫鉛的地位。 在無鉛銲錫製程中除無鉛添加元素的開發極為重要外,另一重要元件為錫球 與金屬層間的所生成的介金屬化合物(Intermetallic Compound,IMC)。由於 IMC 本身的硬脆特性,所以適當的介金屬層厚度,可提供良好的接合強度且有助於延 長元件本身的壽命,反之過厚的介金屬層易使接點容易產生脆化且抗熱應力性質 變差,對接點反而有負面影響〔6〕。所以無鉛銲錫合金的發展與製程技術的發展 是一體兩面密切相關的。 本論文利用目前最廣為使用的錫銀銅無鉛銲錫材料為基材,利用調配方式製 作成為 Sn/1.0Ag/0.5Cu(SAC105)與 Sn/4.0Ag/0.5Cu(SAC405)兩種不同不同 合金成分的錫膏,利用網版印刷製程製作成金屬凸塊,如圖 1-8 所示,分別針對 不同錫球大小進行結合強度測試以及兩種不同合金成分錫膏所生成的介金屬化 合物 (Intermetallic Compound,IMC)的反應行為,最後將試片經由可靠度測試 後測試其錫球與 UBM 的結合強度。用以分析兩種不同合金成分錫球的關係。
1-4 文獻回顧
目前國內外已針對無鉛銲錫材料與 UBM 結構的研究結果如 Kripesh et al. 〔7〕探討四種無鉛錫球 Sn/Ag、Sn/Ag/Cu、CASTIN 無鉛錫膏及 Sn/Bi,與傳統 Sn/Pb 錫球間的結構與機械性質差異。Zhang et al.〔8〕探討四種錫球:
化。Erich 及 Coyle 等人〔10〕探討對錫球作推力實驗並記錄其剪切過程的力量 與位移,並取得其機械能。Huang 等人〔11〕再經由實驗後也建議,推力桿移動 速度低於 200µm/sec 及推球高度應低於錫球高度的 25﹪。Lai 等人〔12〕使用錫 銀銅無鉛錫球依不同合金成分比率進行掉落測試(Drop Test),並提出錫銀銅無 鉛錫球降低銀含量,其掉落測試實驗會有較佳的可靠度表現。Xiao et al.〔13〕 將 Sn/Ag3.5、Sn/Ag3.4/Bi4.8、Sn/Cu0.7、Sn/Ag4.0/Cu0.5、Sn/Pb37 作成狗骨 頭形狀進行拉伸實驗,發現無鉛錫球的拉伸強度大於含鉛錫球,並且發現拉伸速 度越快降伏強度越大。Li et al.〔14〕也是利用剪力試驗探討 Sn/Ag3.5、 Sn/Ag3.8/Cu0.7、Sn/Cu0.7 與 Sn/Pb37,在室溫下放置時間和迴銲次數及高溫儲 藏時間下剪力強度的變化,結果發現含 Pb 的剪力強度下降要比無鉛錫球快,且 Sn/Ag3.5、Sn/Ag3.8/Cu0.7 的剪力強度不會隨迴銲次數變化而改變,但是會因 為高溫儲存時間增加而減弱。隨著 Cu 含量的增加,初晶 Sn 之樹枝狀晶逐漸變細, 且在拉伸性質方面會隨 Cu 含量的增加而增加,所以抗拉強度(Tensile Strength) 及降服強度(Yield Strength)都會隨著 Cu 的增加而有明顯的增加〔15〕。在陳 建銘的碩士論文〔16〕中將 Sn/Cu0.7、Sn/Ag2.6/Cu0.5、Sn/Ag3.0/Cu0.5 三種 不同合金成分的錫球進行掉落測試,發現 Ag 含量越少的無鉛錫球抵抗衝擊的能 力會越強。在 UBM 結構方面,Liu et al.〔17、18〕經實驗證明 Cu/Ni(V)/Al 三層金屬層之 UBM 在錫鉛共晶的封裝製程中具有相當的可靠性,其中 Ni 金屬已 知對錫鉛共晶有較慢的反應速率,因此產生 Ni-Sn 化合物的現象也較慢發生,此 鎳(Ni)層可提供一良好的擴散阻隔層,避免銅墊與銲料間的快速反應生成過厚 的介金屬,造成銲點的強度下降。因為 Sn/Ag 共晶合金本身具有良好的機械性 質、優良的剪切強度、抗潛變性及耐熱性且熱穩定性亦極佳,但此共晶合金會有 較高的熔點,且潤濕性不佳在商業發展的運用上將會遭遇到困難。因此有許多文 獻報導指出添加 Cu 可以增加其結合強度,並降低熔點(221℃降至 217℃),更 重要的是可以大幅改善潤濕性〔19〕。其他諸如此類的相關文章報導〔20-24〕, 包含 Sn/Ag/Cu 無鉛錫球的掉落測試結果與推球破壞研究等。
1-5 論文架構
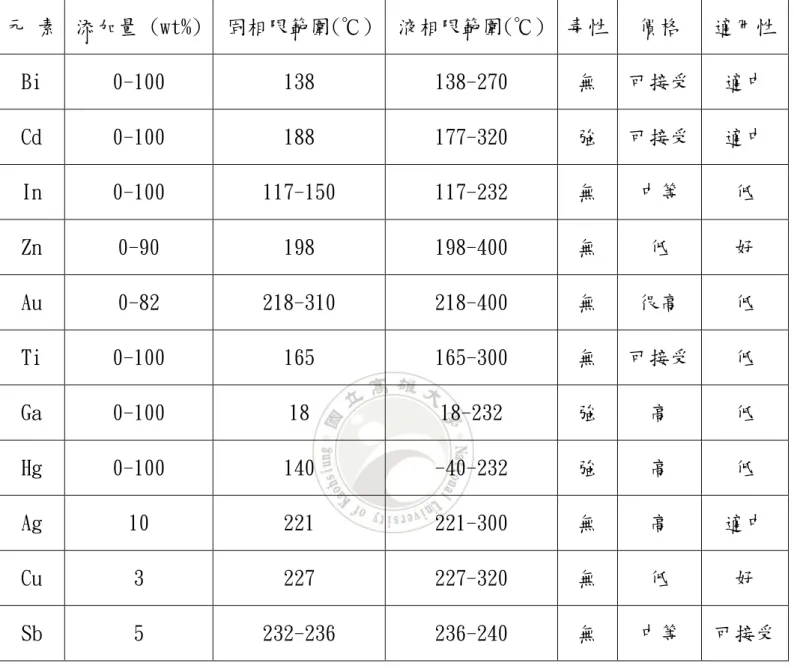
本文主要共分為四個章節,第一章為序論,包含前言、金屬凸塊製程簡介、 研究動機與目的、文獻回顧及論文架構部分。第二章為實工作,包含實驗構想、 實驗儀器設備簡介、實驗試片製作、測試項目。第三章為實驗結果與討論,包含 無鉛錫球之結合強度測試、多次高溫迴銲測試、可靠度測試、討論。第四章為結 論與未來展望。表 1-1 無鉛錫球常添加的合金元素〔6〕
元 素 添加量 (wt%) 固相限範圍(℃) 液相限範圍(℃) 毒性 價格
適用性
Bi
0-100
138
138-270
無 可接受
適中
Cd
0-100
188
177-320
強 可接受
適中
In
0-100
117-150
117-232
無
中等
低
Zn
0-90
198
198-400
無
低
好
Au
0-82
218-310
218-400
無
很高
低
Ti
0-100
165
165-300
無 可接受
低
Ga
0-100
18
18-232
強
高
低
Hg
0-100
140
-40-232
強
高
低
Ag
10
221
221-300
無
高
適中
Cu
3
227
227-320
無
低
好
Sb
5
232-236
236-240
無
中等
可接受
表 1-2 無鉛銲材添加元素特徵表〔6〕
基本元素 第二元素 添加元素
特徵
問題點
Sn
Bi
Ag
Cu
融點較低
強度較強
融點溫度較合金硬、脆、
加工性差(錫絲加工困難)
接合強度、耐疲勞強度差
Ag
Cu
Bi
In
具有優良的耐疲勞性強度較
強融熔溫度區域狹窄
融點較高
Zn
Bi
In
比較接近 Sn-Pb
銲材融點強度較強
融熔溫度區域狹窄
成本較低
迴銲性極端不良
經時變化激烈
資源回收困難
In
Ag
融點較低
產量極少、成本極高
經時變化激烈
資源回收困難
群組特性不佳
Sn 系
無毒性問題
充分的供給性
Ag、蝕銀機率增加
加工性差(錫絲加工困難)
圖 1-1 電子封裝趨勢示意圖〔22〕
圖 1-3 覆晶晶粒封裝技術示意圖
圖 1-5 網版印刷示意圖〔3〕
圖 1-7 電鍍製作金屬凸塊接點示意圖
第二章 實驗工作
2-1 實驗構想
錫鉛金屬凸塊(Solder Bumping)製程為覆晶封裝(Flip Chip)製程前的 重要步驟,而在世界環保意識的高漲下,使得過去常使用於電子工業的錫鉛銲錫 合金必須以無鉛系合金取代,而在眾多的無鉛系合金中又以 Sn-Ag-Cu 系列合金 具較優良的機械性質、可銲錫性以及可靠度,是一極具潛力的無鉛銲錫材料。因 此本實驗將選用 Sn-Ag-Cu 系合金,依其不同合金比例,藉由錫膏印刷(Solder Printing)與重流(Re-flow)製程,使 Sn-Ag-Cu 系合金與銅金屬層產生接合行 為,藉以探討其不同合金比例與銅金屬層所產生之界面反應與測試其剪力強度, 並模擬金屬凸塊的實際使用環境,已不同的時間時效處理測試其剪力強度變化。 本實驗中所使用之方法與相關儀器設備,將於本章各節中詳述之。
2-2 實驗儀器設備
本實驗所使用到之儀器設備皆由日月光半導體製造股份有限公司高雄廠所 提供,其儀器設備項目有: 1. HTI HT-7 錫膏印刷機:如圖 2-1 所示,用以將 Sn-Ag-Cu 系無鉛合金之錫膏 經印刷填入 UBM(Under Bump Metallization)上。2. SIKAMA Falcon8500(Conduction Re-flow Oven )傳導式迴銲爐:如圖 2-2 所示,用以對試片加熱使錫膏與 UBM 產生結合和進行多次迴銲測試。 3. Dage 4000W 剪力試驗機:如圖 2-3 所示,用以對裸試片進行錫球剪力測試。 4. Nikon Optiphot-200 光學顯微鏡:如圖 2-4 所示,用以進行初步的破裂模式 觀察,並已數位照相機作影像擷取輸出。 5. 研磨拋光機:用以對埋模之試片進行研磨拋光,以使試片之表平整而得以進 行細微結構觀察。
6. HITACHI S-3500N 掃描式電子顯微鏡(SEM):用以對試片進行細微結構觀察。 7. 高溫儲藏爐:用以對試片進行不同溫度之高溫儲藏,以對試片作高溫老化測
試。
2-3 實驗試片製備
本實驗主要以 Sn/1.0Ag/0.5Cu 與 Sn/4.0Ag/0.5Cu 兩種 Sn-Ag-Cu 系無鉛 合金材料為主,利用熱傳導式重流爐,使其與 Al/NiV/Cu 之 UBM 產生共晶現 象並分別測試其機械性質,而本實驗試片可分為兩部分。 2-3-1 無鉛錫球之結合強度測試 1. 材料選用:選用 Sn/1.0Ag/0.5Cu 與 Sn/4.0Ag/0.5Cu 兩種無鉛合金材料;搭 配三種不同大小之球高 70µm、90µm、165µm,其條件如表 2-1 所示。 2. 試片製作:使用熱傳導式重流爐,使不同合金比例之無鉛銲料與 UBM 產生共 晶現象成為測試之錫球。其結構示意圖如圖 2-5 所示。 3. 剪力測試:利用 Dage 4000W 剪力試驗機,分別進行錫球剪應力測試(Bump Shear Test),以獲得其剪力推球值。 2-3-2 介金屬化合物(IMC)測試試片製備 1. 試片製作:選用 Sn/1.0Ag/0.5Cu 與 Sn/4.0Ag/0.5Cu 兩種無鉛合金系之錫膏, 搭配球高 110µm 之條件,經由熱傳導式重流爐加熱使其產生共晶現象生成錫 球。其結構示意圖如圖 2-5 所示。
2.多次迴銲測試(Multi Re-flow Test):將以成錫球之試片分別進行多次迴銲 測試,迴銲測試分別為 1 次、5 次、10 次。
3. 剪力測試:利用 Dage 4000W 剪力試驗機,對作過多次迴銲測試之試片分別進 行剪力測試(Bump Shear Test),以獲得其剪力推球值。
5. 試片研磨:將作過多次迴銲測試的試片利用環氧樹脂進行鑲埋,並於鑲埋後 對試片進行研磨及拋光。 6. 試片觀察:利用掃描式電子顯微鏡(SEM)對拋光完畢後的試片進行觀察,以 了解不同合金成分比例下之介金屬化合物 IMC(Intermetallic Compound)結 構的生成變化。
2-4 測試項目
2-4-1 金屬結合強度測試 本實驗以 Dage 4000W 剪力測試機,對上述兩種試片進行錫球剪力測試, 已分別獲得不同 UBM 尺寸及多次迴銲後錫球之剪力測試值。其剪力測試示意 圖如圖 2-6 所示。而測試時的測試條件如下: 1. 推刀形號:BS 250(Bump Shear 250) 2. 推刀寬度:150 µm 3. 推刀負載重量:250 g 4. 推刀移動速度:1500 µm/S 5. 推刀推球測試速度:175 µm/S 6. 剪力測試高度:25 µm 2-4-2 多次高溫迴銲(Multi Re-flow)金屬結合強度測試 將以完成錫球製程的試片置於熱傳導式重流爐(Conduction Re-flow Oven)中,並對試片進行多次迴銲測試,其迴銲次數分別為 1 次、5 次、10 次,其測試流程如圖 2-7 所示。以觀察 UBM 與錫球間的 IMC(Intermetallic Compound)層經高溫迴銲後之變化與消耗速率及金屬結合強度的變化,重流 爐內之溫度曲線分佈如圖 2-8 所示。2-4-3 可靠度測試
將以完成錫球製程之試片分別以高溫循環測試(Temperature Cycling Test, TCT)、溫度與溼度測試(Temperature And HumidityTest, THT)、高溫 濕度加速壓力測試(Highly Accelerated Temperature And Humidity Stress Test, HAST)、高溫儲存測試 (High Temperature Storage Life Test, HTST) 以四種不同的測試條件及狀態進行可靠度測試,測試條件及測試狀態如表 2-2、表 2-3 所示,其目的為觀察無鉛錫球與 UBM 共晶所生成之 IMC 層經長時 間使用下其介面間反應的影響,並以剪力測試來評估此錫球接點於長時間測試 後的機械性質。
表 2-1 錫球剪應力測試試片設定條件
Items UBM Size Bump Height Bump Diameter Bump Pitch Shear Speed 1 70 µm 70 µm 88 µm 150 µm 1500.0 µm/s 2 90 µm 90 µm 112 µm 200 µm 1500.0 µm/s 3 140 µm 165 µm 195 µm 510 µm 1500.0 µm/s
表 2-2 可靠度測試條件表
Items Description
1 Shear test for TCT 500/1000 cycles 2 Shear test for THT 500/1000 hours 3 Shear test for HAST 50/100 hours 4 Shear test for HTST 500/1000 hours
表 2-3 可靠度測試狀態表
Test Items Test Condition TCT,
Temperature Cycling Test
JEDEC 22-A104-B -55℃~125℃ THT, Temperature and humidity
test
JEDEC 22-A101-B 85℃/85%RH HAST, Highly Accelerated
Temperature And Humidity Stress Test
JEDEC 22-A118 130℃/85%RH
33.5 PSIA HTST, High Temperature Storage
Life Test
JEDEC 22-A103-B 150℃
圖 2-2 SIKAMA Falcon8500 傳導式迴銲爐
圖 2-4 Nikon Optiphot-200 光學顯微鏡
圖 2-8 重流爐溫度曲線圖
第三章 實驗結果與討論
3-1 無鉛錫球之結合強度測試
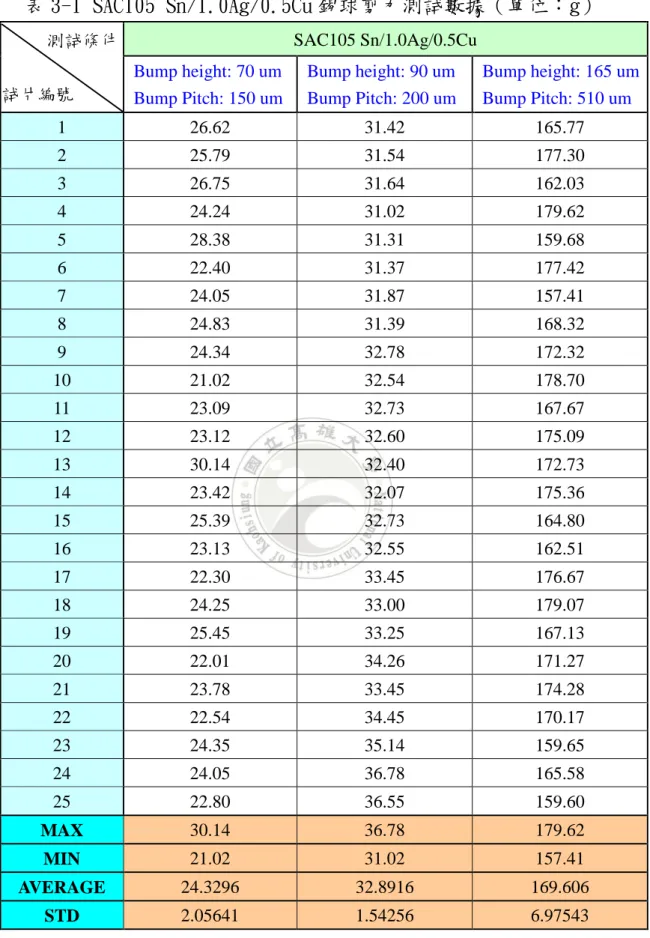
本實驗之試片將分別以 Sn/1.0Ag/0.5Cu 與 Sn/4.0Ag/0.5Cu 錫銀銅合金系之 無鉛錫膏經由高溫重流製程與三種不同大小的無鉛錫球與 UBM 金屬層產生共晶 接合行為。利用剪力試驗機進行推球測試,以分析其結合強度。 晶片經由 240℃之高溫重流後,錫銀銅無鉛系錫膏與 UBM 產生共晶結合效應 並由剪應力試驗機所得之剪應力數據如表 3-1 與表 3-2 所示,其錫球剪應力值與 失敗模式趨勢如圖 3-1、圖 3-2 與圖 3-3 所示;由實驗數據及圖 3-1、圖 3-2 與 圖 3-3 趨勢圖可以得知,在錫球高度 70μm 與 90μm 的兩種錫銀銅無鉛錫球中可 發現 SAC405 的結合強度要比 SAC105 的結合強度約高出將近 6.46 克(26.65%) 及 5.86 克(17.81%)左右,但對於球高 165μm 的錫球結合強度 SAC405 無鉛錫 膏高出 SAC105 無鉛錫膏將近 40 克(23.50%)。在相同錫膏不同錫球高的趨勢分佈圖如圖 3-4 與圖 3-5 所示,當錫球的高度 越高底面積越大的情況下,其相對所得到的剪應力值會越大,這種結果在 SAC105 (Sn/1.0Ag/0.5Cu)與 SAC405(Sn/4.0Ag/0.5Cu)兩種錫膏中是一致的。
3-2 介金屬化合物生成反應
3-2-1 多次高溫迴銲後結合強度實驗結果 目前在覆晶覆裝製程中,產業界大多重視於無鉛錫球內 IMC 與 UBM 金屬層接 點的結合性及無鉛錫球與覆晶基板的結合性。本實驗中的多次高溫迴銲測試使用 球高 110μm、球距 250μm 的試片,利用多次高溫標準迴銲製程溫度 260℃的高 溫進行實驗,多次高溫迴銲次數可分為 1 次、5 次、10 次三種。在完成多次高溫 迴銲後利用 SEM 觀察其球表面與 IMC 的生成變化,並利用剪應力測試機進行推球 測試,所得之數據值如表 3-3、表 3-4 所示,趨勢曲線圖如圖 3-6、圖 3-7 所示。 由數據與趨勢曲線圖中可得知,在 10 次迴銲後所得的剪應力值為 SAC105:54.87 克、SAC405:71.56 克,分別與原始的結合強度 SAC105:57.38 克相差了近 2.51 克(4.37%)、SAC405:79.56 克相差了近 8 克(10.05%),由此可知錫球與 UBM 間的結合強度隨多次迴銲次數增加而減少。 3-2-2 SAC105 多次迴銲介金屬化合物生成結果 在經多次高溫迴銲後由 SEM 進行錫球表面外觀檢查,如圖 3-8 與圖 3-9 所 示,可以明顯看出錫球表面在第 0 次迴銲時是光滑平整的表面,在第 1 次迴銲後 其表面開始產生不光滑平整的表面,直到的 10 次迴銲後錫球表面的組織成現柱 狀結構。由圖 3-10、圖 3-11、圖 3-12、圖 3-13 所示為 SAC105 錫球於 260℃下 多次迴銲的錫球接點與 IMC 間的變化,由圖可見,在第 10 次高溫迴銲時後錫球 與銅層間的介金屬化合物(ICM)層厚度並無顯著的成長,且在第 10 次的高溫迴 銲後 IMC 層較無明顯的變化;剪力推球失敗模式如圖 3-14 所示,由圖可知不管 在第 1 次或是第 10 次的錫球斷裂點接發生於錫球面,而並分斷裂於 IMC 或 UBM3-2-3 SAC405 多次迴銲介金屬化合物生成結果 在經多次高溫迴銲後由 SEM 中可觀查出 SAC405 錫球於多次高溫迴銲其錫球 表面如圖 3-15 與圖 3-16 所示,錫球在第 0 次的迴銲後其錫球表面出現少許小孔 洞與波紋狀,在經歷過第 5 次的迴銲後錫球表面的柱狀組織已明顯可見。而錫球 與金屬層間的 IMC 生成變化如圖 3-17、圖 3-18、圖 3-19、圖 3-20 所示,由圖 中可明顯看到錫球內 IMC 的厚度由第 0 次迴銲的 2.64μm 生成增加到第 10 次迴 銲的 5.26μm,而其 IMC 層如同 SAC105 錫球一樣與 UBM 層保持良好的黏接,無 脫層的現象發生;而其剪力推球斷裂模式如圖 3-21 所示,在圖中可發現 SAC405 錫球在經歷多次高溫迴銲後其斷裂面依然在錫球面,並非斷裂於 IMC 或 UBM 層, 屬於理想的斷裂方式。
SAC105 與 SAC405 錫球經多次高溫迴銲後其 IMC 厚度變化值如表 3-5 所示。
3-3 可靠度測試實驗結果
3-3-1 錫球結合強度測試實驗結果 本實驗將完整 SAC105 與 SAC405 無鉛錫球晶片分別進行高溫循環測試 (TCT)、溫度與溼度測試(THT)、高溫濕度加速壓力測試(HAST)高溫儲存(HTST) 四種不同狀態下的可靠度測試,在完成各階段的可靠度測試後利用剪力推球機進 行結合強度測試,並利用顯微鏡觀察其破壞斷裂模式以分析及觀察其相關性。其 TCT 測試後所得之錫球剪應力值與趨勢圖如表 3-6、圖 3-22 所示,在圖表中可得 知 TCT 測試後 SAC105 錫球的平均剪力值由原始的 57.38 克遞減至 TCT 1000 循環 後的 48.14 克,其平均剪應力減少 9.24 克(16.10%),而 SAC405 錫球的平均剪 力由原始的 68.16 克遞減至 TCT 1000 循環後的 50.21 克,平均剪應力值減少了 將近 17.95 克(26.33%)。在經歷剪力推球試驗機測試後,其推球破壞斷裂形貌 OM 圖如圖 3-26 所示,觀察圖 3-26(a)、(b)、(c)及圖 3-26(d)、(e)、(f) 可發現 SAC105 和 SAC405 無鉛錫球經歷 TCT 測試後,其錫球斷裂面位於錫球面而 非 IMC 或 UBM 層,此為理想的斷裂模式亦符合實驗的期望目標。THT 測試後所得之錫球剪力值與趨勢圖如表 3-7、圖 3-23 所示,在圖表中可 得知 THT 測試後 SAC105 錫球的剪應力由原始的 57.38 克遞減至 THT 1000 小時後 的 51.40 克,其平均剪力值減少了 5.98 克(10.42%)。而 SAC105 錫球的平均剪 力由原始的 68.16 克遞減至 THT 1000 小時後的 49.77 克,其平均剪力值減少了 19.38 克(28.44%)。在經歷剪力推球試驗機測試後其破壞斷裂形貌如圖 3-27 所 示,由圖 3-27(a)、(b)、(c)SAC105 無鉛錫球與圖 3-27(d)、(e)、(f)SAC405 無鉛錫球之斷裂模式判斷,在經歷 THT 測試後錫球之斷裂面接發生於錫球面,此 斷裂模式屬於理想的狀態亦為我們所期望的現象。
HAST 測試後所得之錫球剪力值與趨勢圖如表 3-8、圖 3-24 所示,由圖表中 可得知在 HAST 測試後 SAC105 錫球的平均剪力值由原始的 57.38 克遞減至 HAST 1000 小時後的 49.54 克,其平均剪力值減少了 7.84 克(13.66%)。而 SAC405 錫 球的平均剪力值由原始的 68.16 克遞減至 HAST 1000 小時後的 45.98 克,其平均 剪力值減少將近 22.18 克(32.54%)。SAC105 與 SAC405 錫球在歷經 HAST 測試後 其斷裂破壞形貌如圖 3-28 所示,由圖 3-28(a)、(b)、(c)與圖 3-28(d)、(e)、 (f)比較可發現其斷裂破壞形貌皆發生於錫球面。 HTST 測試後所得之錫球剪力值與趨勢圖如表 3-9、圖 3-25 所示,由圖表中 可得知 SAC105 錫球的平均剪力值由原始的 57.38 克遞減至 HTST 1000 小時後的 48.75 克,其平均剪力值減少了 8.63 克(15.04%)。而 SAC405 錫球的平均剪力 值由原始的 68.16 克遞減至 HTST 1000 小時後的 48.03 克,其平均剪力值減少了 將近 20.13 克(29.53%)。在經歷剪力推球測試後其斷裂破壞形貌如圖 3-29 所示, 由圖中可發現 SAC105 與 SAC405 的無鉛錫球斷裂面均發生於錫球面。
3-4 討論
針對錫球結合強度如圖 3-1、圖 3-2、圖 3-3 所示,球高 70μm 的 SAC105 無錫球的剪力強度與 SAC405 無鉛錫球相差 17.81%。球高 165μm 的 SAC105 無鉛錫 球的剪力強度與 SAC405 無鉛錫球相差 23.50%。經由三種不同球高的無鉛錫球進 行剪力測試結果可以發現,SAC105 的無鉛錫球其結合強度約比 SAC405 無鉛錫球 的結合強度略小約 18~26﹪,顯示 SAC405 無鉛錫球有較佳的結合性。 針對多次高溫迴銲後錫球的結合強度如圖 3-6 所示 SAC105 無鉛錫球,在經 歷 1 次高溫迴銲後其錫球剪力強度變化甚小但,在經歷第 5 次高溫迴銲後其剪力 強度開始下降,直到第 10 次高溫迴銲後其剪力強度約相差 4.37﹪。 如圖 3-7 所示 SAC405 無鉛錫球,經 1 次高溫迴銲後其剪力強度並無明顯下 降,但經歷第 5 次高溫迴銲後其剪力強度開始下降,至第 10 次高溫迴銲後其剪 力強度約相差 10﹪。 由圖 3-31 所示再經歷多次高溫迴銲後 SAC105 無鉛錫球的介金屬化合物並無 明顯生長的趨勢反而是下降了 4﹪,反觀 SAC405 無鉛錫球的介金屬化合物在第 1 次高溫迴銲後以生長了 32﹪,直到第 10 次高溫迴銲後其 IMC 共生長了 69﹪。 比較 SAC105 與 SAC405 無鉛錫球的剪力強度與 IMC 的生成變化可知,當 Ag 的含量越低時在經多次高溫迴銲後其 IMC 的生長會趨近於緩和且剪力強度變化 量亦小於 Ag 含量高的無鉛錫球。 由圖 3-14 與 3-21 所示 SAC405 錫球在受剪切過程中,隨著多次高溫迴銲的 次數增加,剪切強度呈現遞減使受剪切負載所產生的錫球變形量逐漸增大,此乃 受介金屬化合物 IMC 層的影響。 針對可靠度測試後錫球結合強度如圖 3-22 所示 SAC405 無鉛錫球在經 TCT 500 Cycles 後其剪力強度已開始產生大量變化,直到 1000 Cycles 後其剪力強 度與原始剪力強度約相差 26﹪。而 SAC105 無鉛錫球也在經 TCT 500Cycles 後其 剪力強度開始產生大量變化,直到 1000 Cycles 後其剪力強度與原始的剪力強度 約相差 16﹪。在進行可靠度測試前比較 SAC105 與 SAC405 兩種錫球的原始剪力 強度,可發現 SAC405 錫球剪力強度約高於 SAC105 錫球剪力強度 10.78 克 (15.81%),直到 TCT 1000 Cycles 後兩種錫球的剪力強度相差值下降至 2.07
克(4.12%)。
由圖 3-23 所示 SAC405 無鉛錫球在經 THT 500 hours 後其剪力強度開始產生 大量的變化,直到 1000 hours 後其剪力強度與原始的剪力強度約相差 27﹪。而 SAC105 無鉛錫球的剪力強度卻是在經 500 hours 後下降程度趨近於緩和直到 1000 hours 後,其剪力強度與原始剪力強度約相差 10﹪。在比較兩種錫球的剪 力強度由原始的 SAC405 高於 SAC105 的 15.81 克(15.81%)下降至 THT 1000 hours 後 SAC405 低於 SAC105 的 1.63 克(-3.27%),而此時 SAC105 無鉛錫球的剪力強 度是大於 SAC405 無鉛錫球。
由圖 3-24 所示,SAC405 無鉛錫球的剪力強度在經 HAST 50 hours 後開始產 生大量變化,直到 100 hours 後其剪力強度與原始的剪力強度約相差 32.5﹪, 而對 SAC105 無鉛錫球而言,其剪力強度在經 500 hours 後以大於 SAC405 的剪力 強度,直到 100 hours 後其剪力強度與原始的剪力強度約相差 13﹪。在比較兩 種錫球的剪力強度由原始的 SAC405 高於 SAC105 的 15.81 克(15.81%)下降至 HAST 100 hours 後 SAC405 低於 SAC105 的 3.56 克(-7.74%),而此時的 SAC105 無鉛錫球剪力強度亦大於 SAC405 無鉛錫球。
由圖 3-25 所示,SAC405 無鉛錫球的剪力強度在經 HTST 500 hours 後其剪 力強度開始快速下降,直到 1000 hours 後其剪力強度與原始約相差 29.5﹪,而 SAC105 的剪力強度下降較無明顯在經 1000 hours 與原始約相差 15﹪。在比較兩 種錫球的剪力強度由原始的 SAC405 高於 SAC105 的 15.81 克(15.81%)下降至 HTST 1000 hours 後 SAC405 低於 SAC105 的 0.72 克(-1.49%),而此時的 SAC105 無鉛錫球的剪力強度亦大於 SAC405 無鉛錫球。
綜合以上討論,我們可以發現 Sn/Ag4.0/Cu0.5 合金之錫膏在初完成共晶形 成錫球後其剪力結合強度優於 Sn/Ag1.0/Cu0.5 合金,不過在經歷多次高溫迴銲 及可靠度測試後可以發現 Sn/Ag4.0/Cu0.5 合金錫球的剪力強度衰退率高於
表 3-1 SAC105 Sn/1.0Ag/0.5Cu 錫球剪力測試數據(單位:g)
測試條件 試片編號 SAC105 Sn/1.0Ag/0.5Cu Bump height: 70 um Bump Pitch: 150 um Bump height: 90 um Bump Pitch: 200 um Bump height: 165 um Bump Pitch: 510 um 1 26.62 31.42 165.77 2 25.79 31.54 177.30 3 26.75 31.64 162.03 4 24.24 31.02 179.62 5 28.38 31.31 159.68 6 22.40 31.37 177.42 7 24.05 31.87 157.41 8 24.83 31.39 168.32 9 24.34 32.78 172.32 10 21.02 32.54 178.70 11 23.09 32.73 167.67 12 23.12 32.60 175.09 13 30.14 32.40 172.73 14 23.42 32.07 175.36 15 25.39 32.73 164.80 16 23.13 32.55 162.51 17 22.30 33.45 176.67 18 24.25 33.00 179.07 19 25.45 33.25 167.13 20 22.01 34.26 171.27 21 23.78 33.45 174.28 22 22.54 34.45 170.17 23 24.35 35.14 159.65 24 24.05 36.78 165.58 25 22.80 36.55 159.60 MAX 30.14 36.78 179.62 MIN 21.02 31.02 157.41 AVERAGE 24.3296 32.8916 169.606 STD 2.05641 1.54256 6.97543表 3-2 SAC405 Sn/4.0Ag/0.5Cu 錫球剪力測試數據(單位:g)
測試條件 試片編號 SAC405 Sn/4.0Ag/0.5Cu Bump height: 70 um Bump Pitch: 150 um Bump height: 90 um Bump Pitch: 200 um Bump height: 165 um Bump Pitch: 510 um 1 32.20 36.28 204.08 2 27.81 36.64 207.27 3 33.44 40.33 209.48 4 33.07 34.54 211.02 5 29.80 35.22 204.15 6 29.07 46.39 210.85 7 33.10 36.69 208.76 8 31.70 40.41 234.61 9 26.87 37.42 217.31 10 28.56 35.48 207.26 11 28.31 37.61 216.31 12 29.79 37.69 217.35 13 29.81 53.81 202.55 14 34.75 55.74 203.81 15 33.05 36.03 205.62 16 31.54 33.45 217.90 17 30.87 35.58 217.99 18 34.45 35.06 204.93 19 28.07 39.22 210.97 20 27.94 39.75 205.42 21 32.48 35.78 209.63 22 33.11 37.91 205.50 23 29.68 39.03 197.04 24 31.80 33.55 198.54 25 28.46 39.20 208.29 MAX 34.75 55.74 234.61 MIN 26.87 33.45 197.04 AVERAGE 30.7892 38.7524 209.4656 STD 2.30792 5.53840 7.75421表 3-3 SAC105 多次高溫迴銲測試錫球剪應力值(單位:g)
測試條件 試片編號
SAC 105 Sn/1.0Ag/Cu0.5
Original 1st Reflow 5th Reflow 10th Reflow 1 58.91 57.54 51.67 53.31 2 54.96 57.28 51.49 55.81 3 57.32 58.81 50.03 60.24 4 53.32 59.20 56.39 54.68 5 60.95 57.42 53.11 49.94 6 51.22 59.39 60.68 49.85 7 57.88 55.20 54.36 58.11 8 60.20 56.93 53.43 52.75 9 59.56 53.56 56.33 56.25 10 59.24 62.29 54.16 54.07 11 54.60 57.92 54.71 55.83 12 55.60 66.49 59.43 51.57 13 60.22 59.59 54.02 53.71 14 57.66 58.18 54.14 53.67 15 58.12 58.38 56.14 53.53 16 54.27 53.23 58.87 59.73 17 64.14 57.14 60.11 54.21 18 52.58 53.65 51.01 54.82 19 55.99 61.24 54.48 56.6 20 61.16 55.76 55.8 55.84 21 57.01 58.92 55.01 56.63 22 61.94 61.37 60.14 52.95 23 52.92 52.97 58.87 59.04 24 55.42 58.80 56.00 55.68 25 59.43 55.80 54.04 52.81 MAX 64.14 66.49 60.68 60.24 MIN 51.22 52.97 50.03 49.85 AVERAGE 57.38 57.88 55.38 54.87 STD 3.2588 3.0792 2.9694 2.6824
表 3-4 SAC405 多次高溫迴銲測試錫球剪應力值(單位:g)
測試條件 試片編號
SAC 405 Sn/4.0Ag/Cu0.5
Original 1st Reflow 5th Reflow 10th Reflow 1 71.53 73.94 73.94 59.50 2 83.07 76.67 78.46 63.34 3 78.15 82.00 73.48 72.17 4 81.36 86.93 63.57 60.19 5 78.45 88.77 90.13 71.43 6 71.91 77.50 82.34 67.24 7 73.95 76.82 98.88 82.36 8 91.65 73.59 87.97 75.19 9 78.96 76.57 62.52 75.08 10 78.81 82.07 65.30 61.31 11 79.52 72.04 74.35 69.07 12 95.45 78.47 78.01 85.62 13 79.46 81.82 79.98 75.23 14 84.99 73.75 68.53 81.35 15 74.40 76.53 74.45 80.79 16 77.38 84.98 86.92 77.83 17 83.37 62.13 70.53 68.08 18 80.00 88.87 69.83 64.58 19 84.95 76.44 79.61 77.41 20 77.87 73.48 71.37 71.74 21 83.40 79.76 80.66 78.02 22 75.51 80.47 69.17 67.12 23 75.83 90.22 91.33 64.76 24 74.49 73.71 73.91 77.97 25 74.46 92.45 63.73 61.51 MAX 95.45 92.45 98.88 85.62 MIN 71.53 62.13 62.52 59.50 AVERAGE 79.56 79.20 76.36 71.56 STD 5.6903 6.8667 9.4242 7.6135
表 3-6 TCT 高溫循環測試後錫球剪應力值(單位:g)
測試條件 試片編號
SAC 105 SAC 405
Original 500 Cycles 1000 Cycles Original 500 Cycles 1000 Cycles 1 58.91 47.72 49.89 68.56 50.32 49.32 2 54.96 51.55 50.64 72.59 51.33 48.99 3 57.32 43.53 46.94 58.63 49.78 50.14 4 53.32 49.06 45.14 67.39 48.52 51.25 5 60.95 51.53 50.08 71.07 49.11 50.79 6 51.22 55.18 50.64 67.82 48.73 49.96 7 57.88 46.90 43.85 68.40 49.30 48.27 8 60.20 47.34 49.46 66.27 53.97 49.91 9 59.56 42.63 45.33 64.85 49.73 50.19 10 59.24 48.08 47.14 60.38 54.29 50.48 11 54.60 46.95 46.16 72.57 53.77 51.24 12 55.60 44.78 45.68 79.92 52.13 50.69 13 60.22 45.20 50.99 66.44 48.59 49.36 14 57.66 43.07 44.01 61.78 53.47 48.32 15 58.12 55.91 48.57 61.45 44.40 50.18 16 54.27 53.43 48.06 72.09 47.18 49.96 17 64.14 42.91 49.89 59.86 45.91 48.97 18 52.58 46.18 44.59 61.75 47.79 50.19 19 55.99 51.31 46.69 67.62 44.36 52.00 20 61.16 48.35 50.83 58.32 53.29 51.97 21 57.01 51.71 49.82 77.49 54.73 50.24 22 61.94 46.07 47.65 76.44 49.78 51.97 23 52.92 51.19 51.41 65.00 44.52 52.00 24 55.42 44.37 48.25 93.03 51.33 49.97 25 59.43 53.27 51.79 64.28 53.76 48.94 MAX 64.14 55.91 51.79 93.03 54.73 52.00 MIN 51.22 42.63 43.85 58.32 44.36 48.27 AVERAGE 57.38 48.33 48.14 68.16 50.00 50.21 STD 3.259 3.927 2.469 7.808 3.201 1.102
表 3-7 THT 溫度與溼度測試後錫球剪應力值(單位:g)
測試條件 試片編號 SAC 105 SAC 405 Original 500 hrs 1000 hrs Original 500 hrs 1000 hrs 1 58.9 52.0 51.7 68.6 48.6 53.0 2 55.0 50.3 51.2 72.6 49.6 47.9 3 57.3 55.7 54.0 58.6 54.0 49.4 4 53.3 55.6 48.0 67.4 52.2 46.5 5 61.0 52.8 53.1 71.1 49.4 49.8 6 51.2 53.1 51.3 67.8 50.9 45.5 7 57.9 55.7 49.6 68.4 51.0 55.2 8 60.2 54.1 51.0 66.3 49.9 56.7 9 59.6 52.2 50.1 64.9 46.3 50.8 10 59.2 54.4 52.3 60.4 47.7 50.8 11 54.6 52.0 52.5 72.6 52.3 45.7 12 55.6 54.5 51.0 79.9 49.3 49.2 13 60.2 49.1 48.5 66.4 51.9 53.1 14 57.7 53.7 49.3 61.8 48.4 52.1 15 58.1 48.3 48.8 61.5 49.3 46.7 16 54.3 52.3 51.5 72.1 50.0 53.9 17 64.1 53.4 51.0 59.9 54.2 52.4 18 52.6 53.9 53.1 61.8 48.8 48.6 19 56.0 49.5 50.8 67.6 52.4 42.1 20 61.2 52.5 50.3 58.3 51.0 47.3 21 57.0 52.4 53.4 77.5 51.3 46.2 22 61.9 51.5 52.4 76.4 48.8 46.7 23 52.9 51.8 54.9 65.0 47.3 54.9 24 55.4 53.7 52.5 93.0 44.8 50.1 25 59.4 53.4 52.7 64.3 50.5 49.7 MAX 64.14 55.69 54.91 93.03 54.22 56.69 MIN 51.22 48.31 47.98 58.32 44.81 42.09 AVERAGE 57.38 52.71 51.40 68.16 49.99 49.77 STD 3.259 1.952 1.751 7.808 2.250 3.570表 3-8 HAST 高溫濕度加速壓力測試後錫球剪應力值(單位:g)
測試條件 試片編號 SAC 105 SAC 405 Original 50 hrs 100 hrs Original 50 hrs 100 hrs 1 58.91 53.90 46.96 68.56 53.36 44.12 2 54.96 54.48 51.6 72.59 50.73 43.69 3 57.32 51.21 50.67 58.63 55.40 44.25 4 53.32 52.90 48.51 67.39 52.83 51.73 5 60.95 53.02 48.74 71.07 50.47 54.69 6 51.22 48.28 51.60 67.82 53.27 46.61 7 57.88 48.31 52.03 68.40 50.29 44.22 8 60.20 53.76 48.93 66.27 44.53 48.38 9 59.56 54.20 48.56 64.85 56.63 46.25 10 59.24 54.59 52.19 60.38 52.54 42.12 11 54.60 54.22 49.04 72.57 58.33 41.44 12 55.60 51.60 46.20 79.92 54.48 51.22 13 60.22 49.43 47.89 66.44 47.87 47.89 14 57.66 50.43 48.37 61.78 47.53 49.66 15 58.12 54.32 51.31 61.45 47.33 47.25 16 54.27 50.07 50.39 72.09 48.21 40.74 17 64.14 52.42 47.63 59.86 53.99 49.28 18 52.58 49.13 49.42 61.75 51.82 52.45 19 55.99 50.59 48.8 67.62 46.27 40.16 20 61.16 54.81 53.58 58.32 49.69 41.32 21 57.01 52.04 46.76 77.49 49.56 44.69 22 61.94 53.41 46.56 76.44 46.79 42.15 23 52.92 50.63 48.82 65.00 52.25 51.42 24 55.42 49.19 50.65 93.03 53.27 41.48 25 59.43 50.39 53.37 64.28 52.74 42.29 MAX 64.14 54.81 53.58 93.03 58.33 54.69 MIN 51.22 48.28 46.20 58.32 44.53 40.16 AVERAGE 57.38 51.89 49.54 68.16 51.21 45.98 STD 3.259 2.141 2.098 7.808 3.424 4.220表 3-9 HTST 高溫儲存測試後錫球剪應力值(單位:g)
測試條件 試片編號 SAC 105 SAC 405 Original 500 hrs 1000 hrs Original 500 hrs 1000 hrs 1 58.91 52.01 48.07 68.56 45.88 44.45 2 54.96 50.30 48.99 72.59 39.98 59.96 3 57.32 55.66 46.05 58.63 47.88 49.01 4 53.32 55.60 45.92 67.39 48.72 45.88 5 60.95 52.80 50.01 71.07 40.34 54.44 6 51.22 53.14 49.67 67.82 47.68 45.01 7 57.88 55.69 47.72 68.40 42.33 42.38 8 60.20 54.13 46.64 66.27 42.89 46.58 9 59.56 52.22 50.05 64.85 44.65 51.73 10 59.24 54.36 46.16 60.38 40.81 57.50 11 54.60 52.01 45.93 72.57 49.56 42.07 12 55.60 54.54 49.75 79.92 46.57 47.25 13 60.22 49.07 52.27 66.44 43.34 43.87 14 57.66 53.65 49.30 61.78 47.21 45.76 15 58.12 48.31 45.91 61.45 39.17 47.84 16 54.27 52.28 49.56 72.09 43.21 47.33 17 64.14 53.44 48.62 59.86 45.71 46.94 18 52.58 53.89 46.13 61.75 46.87 48.01 19 55.99 49.45 51.95 67.62 49.58 48.28 20 61.16 52.47 50.37 58.32 38.86 46.34 21 57.01 52.44 48.52 77.49 49.71 45.38 22 61.94 51.49 50.76 76.44 46.25 46.25 23 52.92 51.80 48.72 65.00 41.82 47.32 24 55.42 53.74 48.61 93.03 51.44 49.31 25 59.43 53.38 53.11 64.28 43.22 51.94 MAX 64.14 55.69 53.11 93.03 51.44 59.96 MIN 51.22 48.31 45.91 58.32 38.86 42.07 STD 3.259 1.952 2.096 7.808 3.626 4.278 AVERAGE 57.38 52.71 48.75 68.16 44.95 48.030 10 20 30 40 SAC105 SAC405
Solder Bump Type 克(g)
MAX MIN AVE
圖 3-1 Bump Height:70 um、Bump Pitch:150 um 錫球剪力測試趨
勢圖
0 10 20 30 40 50 60 SAC105 SAC405Solder Bump Type 克(g)
MAX MIN AVE
圖 3-2 Bump Height:90 um、Bump Pitch:200 um 錫球剪力測試趨
勢圖
0 50 100 150 200 250 SAC105 SAC405
Solder Bump Type 克(g)
MAX MIN AVE
圖 3-3 Bump Height:165 um、Bump Pitch:510 um 錫球剪力測試趨
勢圖
0 50 100 150 200 70 um 90 um 165 umBump Height type
Sh ea r va lu e (克) MAX MIN AVG
圖 3-4 SAC105 錫球結合強度趨勢圖
0 50 100 150 200 250 70 um 90 um 165 um
Bump Height type
S h e a r v a lu e ( 克) MAX MIN AVG
圖 3-5 SAC405 錫球結合強度趨勢圖
40.00 45.00 50.00 55.00 60.00 65.00 70.00Original 1st reflow 5th reflow 10th reflow Multi Reflow times
克(g)
MAX MIN AVE
55.00 60.00 65.00 70.00 75.00 80.00 85.00 90.00 95.00 100.00 105.00 110.00
Original 1st reflow 5th reflow 10th reflow Multi Reflow times
克(g) MAX MIN AVE
圖 3-7 SAC405 多次迴銲測試錫球結合強度趨勢圖
圖 3-8 SAC105 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
放大倍率 X500:(a)第 0 次迴銲、(b)第 1 次迴銲、(c)第 5 次迴銲、(d) 第 10 次迴銲圖 3-9 SAC105 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
放大倍率 X4000:(a)第 0 次迴銲、(b)第 1 次迴銲、(c)第 5 次迴銲、(d) 第 10 次迴銲
圖 3-10 SAC105 260℃第 0 次多次高溫迴銲錫球內介金屬化合物(
Cu6Sn5)成長示意圖(單位:μm)
圖 3-11 SAC105 260℃第 1 次多次高溫迴銲錫球內介金屬化合物(
Cu6Sn5)成長示意圖(單位:μm)
4.35
1.88
4.35
1.18
3.11
1.33
1.53
3.71
2.37
3.51
2.62
1.48
圖 3-12 SAC105 260℃第 5 次多次高溫迴銲錫球內介金屬化合物(
Cu6Sn5)成長示意圖(單位:μm)
圖 3-13 SAC105 260℃第 10 次多次高溫迴銲錫球內介金屬化合物(
2.07
3.46
2.97
1.33
2.07
2.57
3.36
1.88
1.58
3.51
2.77
2.37
圖 3-14 SAC105 錫球歷經多次高溫迴銲剪力推球破壞形貌 SEM 示意圖
放大倍率 X1000:(a)第 0 次迴銲、(b)第 1 次迴銲、(c)第
5 次迴銲、(d)第 10 次迴銲
圖 3-15 SAC405 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
放大倍率 X500:(a)第 0 次迴銲、(b)第 1 次迴銲、(c)第 5
次迴銲、(d)第 10 次迴銲
(c)
(d)
(a)
(b)
Shear test
direction
圖 3-16 SAC405 錫球歷經多次高溫迴銲錫球外觀形貌 SEM 示意圖
放大倍率 X4000:(a)第 0 次迴銲、(b)第 1 次迴銲、(c)第
5 次迴銲、(d)第 10 次迴銲
圖 3-17 SAC405 260℃第 0 次多次高溫迴銲錫球內介金屬化合物(
Cu6Sn5)成長示意圖(單位:μm)
圖 3-18 SAC405 260℃第 1 次多次高溫迴銲錫球內介金屬化合物(
Cu6Sn5)成長示意圖(單位:μm)
3.11
1.18
2.12
3.06
3.76
2.77
4.99
1.48
3.76
2.32
4.10
1.03
圖 3-19 SAC405 260℃第 5 次多次高溫迴銲錫球內介金屬化合物(
Cu6Sn5)成長示意圖(單位:μm)
2.37
4.85
3.46
5.84
2.57
4.20
2.02
2.62
6.38
2.17
4.45
6.13
圖 3-21 SAC405 錫球歷經多次高溫迴銲剪力推球破壞形貌 SEM 示意
圖
放大倍率 X1000:(a)第 0 次迴銲、(b)第 1 次迴銲、(c)第 5 次迴銲、(d) 第 10 次迴銲Shear
test
direction
(a)
(b)
(c)
(d)
40 45 50 55 60 65 70 75 0 250 500 750 1000 Cycles B u m p S he a r S tr e n gt h (g ) SAC405 SAC105
圖 3-22 TCT 高溫循環測試後錫球剪應力趨勢圖
40 45 50 55 60 65 70 0 250 500 750 1000 Hours B u m p S h ea r S tr en g th ( g ) SAC405 SAC105圖 3-23 THT 溫度與溼度測試後錫球剪應力趨勢圖
40 45 50 55 60 65 70 75 0 25 50 75 100 Hours B u m p S h e a r S tr e n g th ( g ) SAC405 SAC105
圖 3-24 HAST 高溫濕度加速壓力測試後錫球剪應力趨勢圖
40 45 50 55 60 65 70 75 0 250 500 750 1000 Hours B u m p S h e a r S tr e n g th ( g ) SAC405 SAC105圖 3-25 HTST 高溫儲存測試後錫球剪應力趨勢圖
圖 3-26 TCT 測試後剪力推球外貌破壞形貌 OM 示意圖
(a)SAC105 Original (b)SAC105 500 cycles (c)SAC105 1000 cycles (d)SAC405 Original (e)SAC405 500 cycles (f)SAC405 1000 cycles
圖 3-27 THT 測試後剪力推球外貌破壞形貌 OM 示意圖
(a)SAC105 Original (b)SAC105 500 hours (c)SAC105 1000 hours (d)SAC405 Original (e)SAC405 500 hours (f)SAC405 1000 hours
圖 3-28 HAST 測試後剪力推球外貌破壞形貌 OM 示意圖
(a)SAC105 Original (b)SAC105 50 hours (c)SAC105 100 hours (d)SAC405 Original (e)SAC405 50 hours (f)SAC405 100 hours
圖 3-29 HTST 測試後剪力推球外貌破壞形貌 OM 示意圖
(a)SAC105 Original (b)SAC105 500 hours (c)SAC105 1000 hours (d)SAC405 Original (e)SAC405 500 hours (f)SAC405 1000 hours
圖 3-30 多次高溫迴銲結合強度測試趨勢圖
第四章 結論
本文 針對 Sn/Ag1.0/Cu0.5 與 Sn/Ag4.0/Cu0.5 兩種 無鉛合 金錫膏搭配 Al/NiV/Cu UBM 進行結合強度測試。 綜合以上實驗,可歸納出以下幾點: 1. Ag 含量的多寡與初始結合強度呈正相關,Ag 越高初始結合強度也越強。 2.測試錫球在經過高溫迴銲後其 Ag 含量越高的無鉛錫球其介金屬化合物的生長 會越快速,而介金屬化合物屬於硬、脆材質,過多的介金屬化合物將影響到錫 球與金屬層的結合強度。 3.無鉛錫球在經歷高溫循環測試、溫度與溼度測試、高溫濕度加速壓力測試、高 溫儲存測試可靠度測試後可得知合金錫球的剪力強度下降趨勢與 Ag 含量成負 相關。由實驗結果呈現出合金錫球的 Ag 含量越低在歷經可靠度測試後,仍能 保持其優異抗剪韌性,而 Ag 含量越高的合金錫球因受 IMC 層生成的影響,使 其錫球抗剪韌性明顯喪失。參考文獻
1. 魏仲延,”錫/銅薄膜介面反應之動力學研究”,國立清華大學材料科學與工 程研究所碩士論文(2003).
2. European Union Waste in Electrical and Electronic Equipment(WEEE) Directive, 3rd
Draft, May (2000).
3. Peter Van Zant, ”Microchip Fabrication,”The McGraw-Hill Companies, Inc.,(2000). 4. 周意工,”覆晶凸塊製程技術”,電腦與通訊(1999). 5. 鐘明錦,”以錫膏印製 Ta/CuTa/Cu/Ni/Au/Solder 銲錫隆點及其可靠度之研 究”,國立成功大學材料科學與工程學系研究所碩士論文,(2001). 6. 劉益銘, ”電子構裝銦幾無鉛銲錫與金厚膜及銀基板之界面反應研究”, 國 立台灣大學材料科學與工程學研究所博士論文(2001).
7. Vaidyanathan Kripesh, Poi-Siong Teo, Chai Tai Chong and Gauthan Vishwanadam,”Development of a Lead Free Chip Scale Package for Wireless Application,”Electronic Components and Technology Confrernce(2001).
8. Charles Zhang, Jong-Kai Lin and Li Li,”Thermal Fatigue Propeties of Lead-Free Solder on Cu and NiP Under Bump Metallurgies,”Electronic Components and Technology Confrernce(2001).
9. Guowei Xiao, Philip Chan, Cai Jain, Annette Teng, and Mathew Yuen,”The Effect of Cu Stud Structure and Eutectic Solder Electroplating on Intermetallic Growth and Reliability of Flip-Chip Solder Bump,” Electronic Components and Technology Confrernce (2000).
Failure Mode Analysis for Evaluation of BGA Ball Attachment,”Proceedings of the 24th
IEEE/CPMT International Electronics Manufacturing Symposium(1999).
11. X.Huang, S.W.R.Lee, C.C.Yan and S.Hui,”Characterization and Analysis on the Solder all Shear Testing Conditions,” Electronic Components and Technology Confrernce(2001).
12. Yi-Shao Lai, Ping-Feng Yang, Chang-Lin Yeh,”Experimental Studies of Board-Level Reliability of Chip Scale Package Subjected to JEDEC Drop Test Condition,”Microelectronics Reliability(2005).
13. Li Xiao, Johan Liu, Zonghe Liu, Lilei Ye and Anders Tholen,”Characterization of Mechanical Properties of Bulk Lead Free Solder,”International Symposium on Advanced Packaging Materials (2000).
14. Li Li, Jin-Wook Jang and Becky Allmen,”Shear Property and Microstructure Evaluation of Pb-free Solder Bumps under Room Temperature and Multiple Reflow/High Temperature Aging,”International Symposium on Advanced Packaging Materials (2001).
15. 李芳儀,”銅含量對 Sn-Ag-Cu 無鉛銲錫振動破壞效應之特性”,國立成功大 學材料科學及工程學系研究所碩士論文(2003).
16. 陳建銘,”無鉛錫球封裝晶片之掉落衝擊測試”,國立中山大學機械與機電 工程學系研究所碩士論文(2005).
17. C.Y.Liu, K.N.Tu, T.T.Sheng, C.H.Tung, D.R.Frear and P.Elenius, J.Appl. Phys,87(2),750(2000).
18. M.Li, F.Zhang, W.T.Chen, K.N.Tu, Zeng, H.Balkan and P.Elenius, J.Mater. Res,17(7),1612(2000).
19. J.Zhao, Y.Mutoh, Y.Miyashita, and S.L.Mannan,”Fatigue Crack-Gowth Behavior of Sn/Ag/Cu and Sn/Ag/Cu/Bi Lead Free Solders”,(2000). 20. 光灼華, 邱文俊, 許兆民,”錫-銀-銅與錫-鉛錫球的推力破壞研究”,中國 機械工程學會 2004 年論文集(2004). 21. 陳任權,”封裝級錫球在高速衝擊下的結構反應”,國立中山大學機械與機 電工程學系研究所碩士論文(2006). 22. 劉家明,”Sn-3.5Ag 無鉛銲料與 BGA 墊層反應之研究”,國立中央大學化學 工程研究所碩士論文(2000). 23. 劉立晟,”覆晶錫球陣列封裝之無鉛錫球接點可靠度測試”,國立中山大學 機械與機電工程學系研究所碩士論文(2003). 24. 施伯錚,”錫銀銅系無鉛銲錫與 Cu/Ni-P/Au 基板之界面接合行為”,國立成 功大學材料科學及工程學系研究所碩士論文(2003).