Reactive Compatibilization of PP/PBT Blends by a Mixture
of PP-g-MA and Epoxy Resin
YEONG-TARNG SHIEH,1
TZONG-NENG LIAO,2
FENG-CHIH CHANG2
1
Department of Chemical Engineering, National Yunlin University of Science and Technology, Yunlin 640, Taiwan, Republic of China
2Institute of Applied Chemistry, National Chiao-Tung University, Hsin-Chu 300, Taiwan, Republic of China
Received 10 December 1999; accepted 7 May 2000
ABSTRACT: In this study, dual compatibilizers composed of the commercially available maleic anhydride-grafted polypropylene (PP–MA) and a multifunctional epoxy resin were demonstrated to effectively compatibilize the immiscible and incompatible blends of PP and poly(butylene terephthalate) (PBT). The PP–MA with a low MA content is totally miscible with PP to make the PP phase quasi-functionalized, so that the multifunctional epoxy has the chance to react with PBT and PP–MA simultaneously to form PP–MA-co-epoxy-co-PBT copolymers at the interface. These desired copolymers are able to anchor along the interface and serve as efficient compatibilizers. The compatibilized blends, depending on the quan-tity of dual compatibilizers employed, exhibit higher viscosity, finer phase domain, and improved mechanical properties. Epoxy does not show compatibilization effects for the PP/PBT blends without the presence of PP–MA in the blends.© 2001 John Wiley & Sons, Inc. J Appl Polym Sci 79: 2272–2285, 2001
Key words: polyblends; reactive compatibilizer; PP; PBT; PP-g-MA; epoxy
INTRODUCTION
Polyolefins and poly(alkyl terephthalate) are con-sidered to be immiscible and incompatible. Only a very limited number of studies on these blends have been reported; however, they have received consid-erable interest lately.1–12Polypropylene (PP) is nei-ther miscible nor compatible with poly(butylene terephthalate) (PBT) due to a great difference in polarity. In addition, PP does not contain the nec-essary functional group to react with PBT. Adding a functionalized polymer miscible with PP to react with PBT may improve the compatibilization of the PP/PBT blends. In our previous report,13
ethylene-co-glycidyl methacrylate (EGMA) was
demon-strated to be a good compatibilizer for the PP/PBT blends. EGMA is a reactive copolymer where the ethylene component is compatible with PP, while the glycidyl groups are able to react with hydroxyl or carboxylic terminal groups of the PBT.
In this article, a combination of the commercial available maleic anhydride-grafted polypropylene (denoted as PP–MA hereinafter) and a multifunc-tional epoxy resin (i.e., tetraglycidyl ether of di-phenyl diaminomethane) was used as dual reac-tive compatibilizers for the PP/PBT blends. The PP–MA with a low MA content is totally miscible with PP to make the PP phase quasi-functional-ized, so that the multifunctional epoxy has the chance to contact and react with PBT and PP–MA simultaneously to form PP–MA-co-epoxy-co-PBT copolymers at the interface. These desired copol-ymers are able to anchor along the interface and are expected to serve as efficient compatibilizers.
Correspondence to: Y.-T. Shieh.
Journal of Applied Polymer Science, Vol. 79, 2272–2285 (2001) © 2001 John Wiley & Sons, Inc.
A series of continuous investigations on in situ compatibilization of various blends using epoxy-containing copolymers or polymers as compatibi-lizers were carried out in our laboratories.14 –21In
this article, the multifunctional epoxy serves as a coupling agent to combine PP–MA and PBT dur-ing the process of melt blenddur-ing. We intend to report their specific compatibility and correlation with their resultant morphological, thermal, and mechanical properties.
EXPERIMENTAL
Polypropylene (PP-PT100) was obtained from the Taiwan Polypropylene Co. (Taiwan) with a melt-flow rate (MFR) of 1.8 g/10 min. A natural-grade PBT (D-201) was the product of the Sinkong Syn-thetic Fibers Corp. (Taiwan). PP grafted with MA of 0.15 wt % 3001), 0.3 wt % (Polybond-3002), and 0.8 wt % (Polybond-3150) were ob-tained from the Welantech International Co., Ltd. (Taiwan). The epoxy resin, tetraglycidyl ether of diphenyl diaminomethane (TGDDM), with the trademark of NPEH-434, was received from the Nan Ya Plastics Co. (Taiwan). TGDDM has the structure shown below:
MFRs were determined according to ASTM D1238 at 240°C and 2.16 kg of loading. Melt blend-ing was carried out usblend-ing a corotatblend-ing intermeshblend-ing twin-extruder with an L/D of 36 and barrel temper-atures ranging from 200°C at the feed zone to 245°C at the metering zone and the die zone. Prior to melt blending, PP, PBT, and PP–MA were dried at least 8 h at 80, 120, and 70°C, respectively. After blend-ing, the materials were dried again and injection-molded into standard 18-in. ASTM tensile and im-pact-testing specimens using an Arburg 3-oz injec-tion-molding machine.
Capillary rheological measurements were per-formed at 240°C on a capillary rheometer (L/D ⫽ 40, orifice radius 0.02 in., orifice length 0.8 in.) from the Kayeness Co. (USA), Model Galaxy X. Unnotched Izod impact tests were carried out at ambient conditions according to ASTM D256 by
an impact tester from TMI Co. (USA), Model 43-1. Tensile and flexural tests were performed at am-bient conditions using an Instron universal test-ing machine (USA), Model 4201, accordtest-ing to ASTM D638 and D790, respectively. The impact critical strain energy release rates (Gc) were de-termined by varying the depth of the notch (5 mil) according to the previously developed method.22
Thermal properties of the blends were studied by differential scanning calorimetry (DSC) with a sample weight of about 10 mg on a DSC model 910s from TA Instruments (USA). The samples were heated from 30 to 280°C at a rate of 10°C/ min, maintained at 280°C for 5 min, and cooled to 30°C at the same rate. The temperatures and heats of crystallization of the samples were deter-mined from the cooling traces.
Morphologies of the cryogenically fractured surfaces were etched with a mixed solvent of phe-nol/chloroform (3/2) to remove the PBT phase of the blends, then examined by scanning electron microscopy (SEM, Model S-570, Hitachi Co., Japan). All SEM morphologies were taken in a region midpoint between the central line and skin of the injection-molded specimens on the plane perpendicular to the injection-flow direction.
RESULTS AND DISCUSSION
Chemistry
The major chemical reactions involved in this re-active compatibilized blend system are from the epoxy groups of TGDDM with terminal carboxylic acid and/or hydroxyl groups of PBT and with an-hydride groups of PP–MA. The reactions between epoxy groups and PBT terminal groups are well established23and can be expressed by the simpli-fied eqs. (1) and (2). The reactions between epoxy and anhydride groups of PP–MA can be initiated by a hydroxyl-containing compound to proceed ring-opening reaction, as illustrated in eq. (3). A hydroxyl-containing compound can be obtained from the reaction between TGDDM and PBT or from the terminal hydroxyl groups of PBT. The ring-opened anhydride groups can then react with epoxy as illustrated in eq. (4):
(2)
(3)
(4)
MFRs
Figure 1 shows the effect of epoxy on the resulting MFRs of PP/PBT/PP–MA⫽ 40/50/10 blends. The
MA contents of the PP–MA including 0.15, 0.3, and 0.8 wt % are shown in the parentheses in the figure. The MFR of the uncompatibilized PP/PBT ⫽ 50/50 blend is 17.0 g/10 min. The MFRs for all three PP/PBT/PP–MA blends prior to the incor-poration of the epoxy range from 13.6 to 21.2 g/10 min as shown in Figure 1. This result demon-strates that the viscosity of the PP/PBT blend does not change significantly after adding the PP–MA, an indication that no reaction occurred. By adding 0.3 phr of the epoxy, viscosities of PP/ PBT/PP–MA blends significantly increase, with MFRs varying from 3.4 to 4.9 g/10 min, an indi-cation that reactions occurred between the epoxy and PBT and PP–MA.
Capillary Rheometry
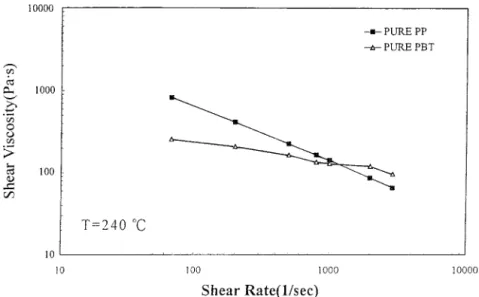
Figure 2 gives plots of the shear viscosity versus the shear rate for PP and PBT measured at 240°C. Due to the more rigid chain structure of PBT than that of PP, the PBT shows significantly less shear thinning than that of PP. Figure 3 shows shear thinning behavior for the blends of PP/PBT ⫽ 50/50 before and after the incorpora-tion of 0.3 phr of epoxy. The increase in viscosity due to the presence of the epoxy indicates that the epoxy in the blend is able to react with PBT and leads to a higher PBT molecular weight. The ex-istence of reactions between PBT and the epoxy is also found in Figures 4 and 5 where the viscosities of PP/PBT/PP–MA blends were increased with increasing incorporation of the epoxy lizer. The blend containing the epoxy
compatibi-Figure 1 Effect of the epoxy on the MFR of the PP/PBT/PP–MA⫽ 40/50/10 blend. The numbers in parentheses are the MA contents of the PP–MA.
lizer greater than 0.3 phr does not, however, show a further viscosity increase for the PP-rich blend (Fig. 5) due to shortage of PBT for reactions with an additional amount of epoxy. The general trend from this capillary rheometrical study is very similar to that from previous MFR data.
Mechanical Properties
Mechanical properties including unnotched Izod impact strengths, tensile properties, flexural strengths, and strain energy release rates (Gc) of
the blends investigated are summarized in Table I. Since both PBT and PP are brittle under stan-dard notched Izod impact testing, all PBT/PP blends, uncompatibilized or compatibilized, are also brittle with nearly identical impact strength as would be expected (data not shown here). Un-notched impact strength is a more appropriate way to differentiate the toughness change of the notch-sensitive blends through compatibilization. The unnotched impact strengths for PP/PBT/ PP–MA⫽ 40/50/10 and 20/70/10 blends increase
Figure 2 Shear viscosities measured at 240°C as a function of shear rate for PP and PBT.
Figure 3 Shear viscosities measured at 240°C as a function of shear rate for the PP/PBT/PP–MA/epoxy⫽ 50/50/0/0 and 50/50/0/0.3 blends.
Figure 4 Shear viscosities measured at 240°C as a function of shear rate for the PP/PBT/PP–MA/epoxy ⫽ 40/50/10/0, 40/50/10/0.1, 40/50/10/0.3, and 40/50/10/0.5 blends.
Figure 5 Shear viscosities measured at 240°C as a function of shear rate for the PP/PBT/PP–MA/epoxy ⫽ 60/30/10/0, 60/30/10/0.1, 60/30/10/0.3, and 60/30/10/0.5 blends.
Table I Mechanical Properties of the PBT/PP/PP–MA/Epoxy Blends PP/PBT/PP–MAa,b/ Epoxy Unnotched Impactc (J/m) Tensile Strengthd (MPa) Tensile Elongatione (%) Flexural Strengthf (MPa) Gcg (kJ/m2) MA1a MA2b MA1a MA2b MA1a MA2b MA1a MA2b MA1a MA2b
60/30/10/0 160.4 120.5 33.9 33.7 8.3 9.3 60.0 55.7 — 8634 60/30/10/0.1 187.0 145.1 33.9 34.5 11.0 11.0 59.8 57.3 — 5650 60/30/10/0.3 154.5 185.0 28.9 32.7 10.8 9.5 51.4 56.3 — 4814 60/30/10/0.5 199.3 207.0 31.2 32.6 11.7 8.3 51.7 55.6 — 4434 40/50/10/0 97.6 185.6 30.3 33.5 5.1 7.1 48.0 50.0 5414 6119 40/50/10/0.1 230.6 285.1 34.7 38.3 8.8 13.2 59.6 56.5 7562 8989 40/50/10/0.3 258.1 367.8 36.6 37.7 11.6 14.9 61.0 55.8 9215 12,106 40/50/10/0.5 97.2 116.8 27.2 28.1 5.3 6.1 57.9 45.1 2228 1965 20/70/10/0 95.6 143.7 28.2 33.1 3.7 5.4 59.5 64.0 — 6583 20/70/10/0.1 183.1 176.4 35.8 35.9 4.8 5.9 67.3 67.7 — 7003 20/70/10/0.3 419.2 394.0 42.0 42.0 17.4 16.8 72.1 72.2 — 12,744 20/70/10/0.5 119.2 117.5 35.1 35.7 5.3 5.7 60.8 59.1 — 1296
aThe MA content of the PP–MA is 0.15 wt %. bThe MA content of the PP–MA is 0.3 wt %.
cThe standard deviations are in the range of 4 – 6% of the data. dThe standard deviations are in the range of 2–5% of the data. eThe standard deviations are in the range of 2–5% of the data. fThe standard deviations are in the range of 3– 6% of the data. gThe standard deviations are in the range of 3– 6% of the data.
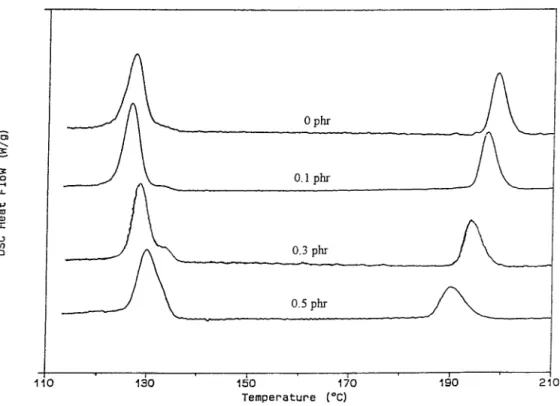
Figure 6 DSC cooling traces of the PP/PBT/PP–MA/epoxy ⫽ 40/50/10/x blends containing various amounts of epoxy.
with increasing epoxy content up to 0.3 phr but decrease at 0.5 phr of epoxy as shown in Table I. This behavior was not found for the PP-rich PP/ PBT/PP–MA⫽ 60/30/10 blends. As demonstrated in Figure 4, the shear viscosity, suggesting com-patibilization, increases with increasing epoxy content for the PBT-rich PP/PBT/PP–MA blends. The epoxy content of greater than 0.3 phr may, however, result in significant formation of PBT– epoxy copolymers, or light crosslinking,24,25
dis-tributed in either phase and is thus unable to further improve the compatibility of the PBT-rich blend and lead to a decrease in the unnotched impact strength. This epoxy content (i.e., 0.5 phr) giving light crosslinking in the PBT phase of the PP-rich blends apparently is relatively insignifi-cant and thus gives rise to an increase in the impact strength of the blends.
Tensile elongation represents the tensile toughness of a material. The observed trend of the tensile elongation improvement due to compatibi-lization by the epoxy in PP/PBT/PP–MA ⫽ 40/ 50/10 and 20/70/10 blends is similar to that of the unnotched impact as shown in Table I. The im-provements in tensile elongation by the epoxy are not clear for the PP-rich PP/PBT/PP–MA ⫽ 60/ 30/10 blends.
The effect of the epoxy content on the flexural strength for PP/PBT/PP–MA ⫽ 60/30/10, 40/50/ 10, and 20/70/10 blends are shown in Table I as well. The effect of the epoxy on the flexural
strengths is less clear for the PP-rich blends, whereas the flexural strengths are improved for the PBT-rich blends with increasing addition of epoxy up to 0.3 phr. Decreases in the flexural strengths are found for the PBT-rich blends if 0.5 phr of epoxy is added. The cause of these de-creases has been explained previously.
The strain energy release rates (Gc) using the Izod impact approach by varying the samples’ notch depths are listed in the last column of Table I for selected blends. The optimized epoxy content is 0.3 phr to achieve the highest Gc for the PBT-rich blends. The epoxy content of 0.5 phr actually results in a reduced Gc due to a similar reason as described above. Gc is decreased, however, as the content of epoxy is increased for the PP-rich blends. This is apparently due to insignificant compatibilization for the PP-rich blends by the low molecular weight of the epoxy that has acted as a detrimental impurity in the blends.
Thermal Properties
The glass transition temperature (Tg) can be used to indicate the compatibility of a binary polymer blend system. For semicrystalline PP and PBT, however, their Tg’s are not apparent from the DSC measurements. Temperatures and exother-mic heats of crystallization are thus used to study the compatibility of the PP/PBT blend. Figure 6 demonstrates the effect of the epoxy content on
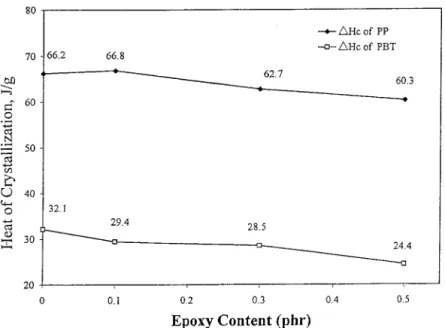
Figure 7 Exothermic heats of crystallization of the PP and PBT phases in the PP/PBT/PP–MA/epoxy⫽ 40/50/10/x blends as a function of the epoxy content.
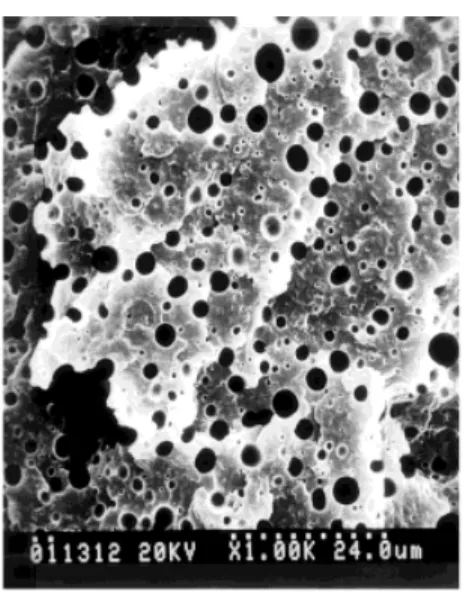
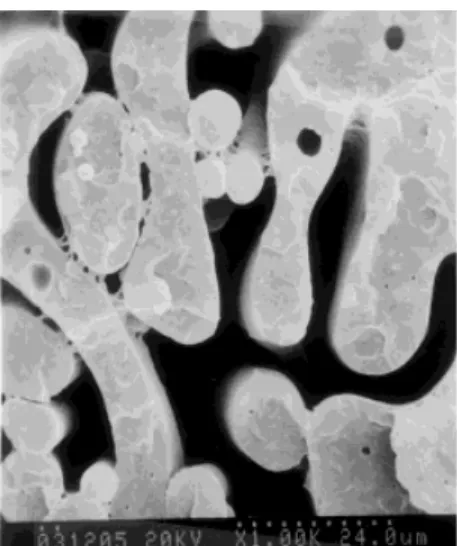
Figure 8 SEM micrographs of the etched surfaces of the PP/PBT/PP–MA/epoxy ⫽ 60/30/10/x blends containing various amounts of epoxy.
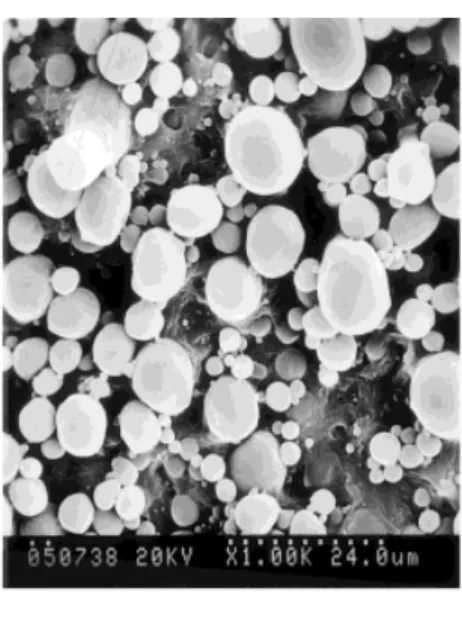
Figure 9 SEM micrographs of the etched surfaces of the PP/PBT/PP–MA/epoxy ⫽ 40/50/10/x blends containing various amounts of epoxy.
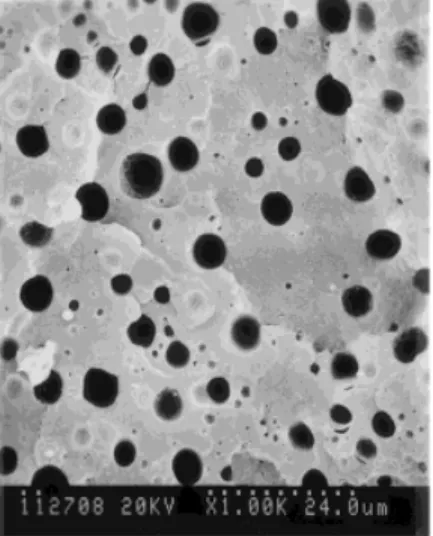
Figure 10 SEM micrographs of the etched surfaces of the PP/PBT/PP–MA/epoxy⫽ 20/70/10/x blends containing various amounts of epoxy.
the crystallization temperature of the PP/PBT/ PP–MA ⫽ 40/50/10 blend. Figure 7 shows the exothermic heats of crystallization of PP and PBT in the blend as a function of the epoxy content based on the DSC cooling curves from Figure 6. The heats of crystallization of the PP and PBT
phases are both decreased with increasing epoxy content, an indication of an increased compatibi-lization of the blend by increasing epoxy content. This suggests that the epoxy reacts with both PP and PBT phases, reduces their interfacial tension, and, as a result, suppresses their degrees of crys-tallizations.
As shown in Figure 6, during cooling of the blend, the crystallization of PBT occurs before that of PP. With increasing epoxy content, the crystallization peak temperature of the PP phase is increased whereas that of the PBT phase is decreased. The decreasing in the crystallization peak temperature of the PBT with increasing ep-oxy content is apparently caused by the increas-ingly compatibilized PP phase dispersed in the PBT phase. On the other hand, the dispersed crystallized-PBT phase in the PP matrix during cooling of the blend acts as a heterogeneous nu-cleating agent and, thus, facilitates the crystalli-zation of PP. Due to an increasing extent of the PBT crystal dispersion in the blend with increas-ing compatibilization by the epoxy, the crystalli-zation peak temperature of the PP phase is, thus, increased by increasing the epoxy content.
SEM Morphologies
The ultimate goal of compatibilization is to achieve stable phase morphology and improved mechanical performance. Mechanical properties of a heterogeneous polymer blend are directly re-lated to its microstructure, especially the size and shape of the dispersed phase. Figures 8 –10 show the SEM micrographs of the uncompatibilized and compatibilized by epoxy for PP/PBT/PP–MA ⫽ 60/30/10, 40/50/10, and 20/70/10 blends, respec-tively. The PBT component in these blends has been removed by solvent etchings. These figures show apparent decreases in the domain size of the PBT dispersed phases as the content of epoxy is increased to 0.3 phr. There is no apparently fur-ther decrease in the domain size of the PBT phase in the PBT-rich blends with a 0.5 phr of epoxy content. The finding from these SEM micrographs is consistent with the result of mechanical prop-erties as discussed previously.
It has been known for many years that the larger volume phase tended to be more continuous in space. It was also known that the lower viscosity phase tended to be more continuous in space.26 These concepts were formulated quantitatively by Paul and Barlow27and Jordhamo et al.28:
Figure 11 SEM micrographs of the etched surfaces of the PP/PBT/PP–MA/epoxy⫽ 70/30/0/0 and 70/30/0/0.3 blends.
VI VII䡠
II
I⫽ C
(5)
where if C ⬎ 1, phase I is continuous; if C ⬃ 1, both phases are cocontinuous; and if C⬍ 1, phase II is continuous.
In eq. (5), V represents the volume fraction and is the melt viscosity of phase I or phase II, as per subscript. As can be seen in Figure 9(A), phase separation is observed and the separated phases are cocontinuous before epoxy is added. The con-tinuity of the PBT phase decreases with increas-ing epoxy content as observed in Figure 9(B,C). The continuity of the PBT phase disappears when 0.5 phr of epoxy is added [Fig. 9(D)]. If the PBT phase is designated as phase I in eq. (5), phase I is thus the less continuous phase due to the ad-dition of epoxy, suggesting that epoxy reacts more significantly with PBT than with PP–MA and these reactions lead to much higher viscosity of the PBT phase than that of the PP phase, that is, smaller viscosity ratio of II/I. This decreased viscosity ratio of II/I in eq. (5) leads to a de-crease of C and, thus, to a dede-crease of continuity of phase I. For the PP/PBT/PP–MA/epoxy⫽ 40/ 50/10/0.5 blend as shown in Figure 9(D), the C value of eq. (5) is apparently less than unity be-cause the PP phase (i.e., phase II) is continuous, but the PBT phase (phase I) is not.
Figure 11 shows the effect of epoxy on the com-patibilization for the blend of PP/PBT⫽ 70/30. It appears in Figure 11(B) that the epoxy does not give rise to an apparent compatibilization for the blend without the presence of PP–MA although the epoxy is able to react with PBT and a larger etched PBT
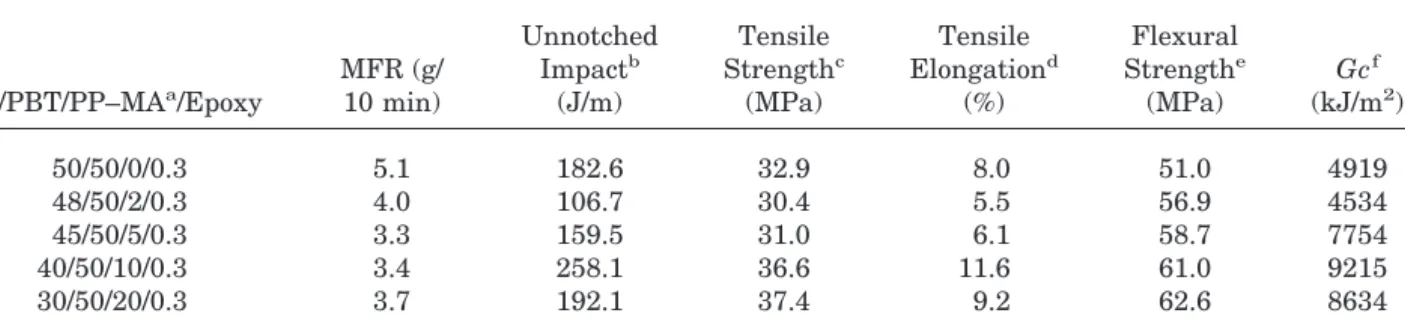
phase resulted. Table II shows the effects of the PP–MA content on the MFRs and the mechanical properties of the PP/PBT/PP–MA/epoxy blend sys-tem. As can be seen in Table II, the blend with 10% of PP–MA seems to give the optimum properties. SEM evidence as shown in Figure 12 demonstrates that the best compatibilization is achieved by using 10% of PP–MA for the blend because the blend gives the finest etched PBT domain among the four blends studied.
CONCLUSIONS
The mixture of PP–MA and an epoxy resin was demonstrated to be an efficient dual reactive com-patibilizer for immiscible and incompatible PP/ PBT blends. The PP–MA with a low MA content is miscible with PP to make it quasi-functionalized, while the multifunctional epoxy has the chance to react with PBT and PP–MA at the interface si-multaneously. Thus, the in situ-formed
PP–MA-co-epoxy-co-PBT copolymers are able to anchor
along the interface and serve as efficient compati-bilizers. The mechanical properties of the PBT-rich blends are improved by increasing the epoxy content to 0.3 phr. An epoxy content of 0.5 phr can lead to a light crosslinking in the PBT phase of the PBT-rich blends and result in a lack of a compatibilization effect. Epoxy does not demon-strate compatibilization effects for the PP/PBT blends without the presence of PP–MA in the blends. For PP/PBT/PP–MA/epoxy ⫽ (50 ⫺ x)/ 50/x/0.3 blends, with x in the range of 2–20, the
Table II Effects of Amount of PP–MA on MFRs and Mechanical Properties of the PBT/PP/PP–MA/Epoxy Blends PP/PBT/PP–MAa/Epoxy MFR (g/ 10 min) Unnotched Impactb (J/m) Tensile Strengthc (MPa) Tensile Elongationd (%) Flexural Strengthe (MPa) Gcf (kJ/m2) 50/50/0/0.3 5.1 182.6 32.9 8.0 51.0 4919 48/50/2/0.3 4.0 106.7 30.4 5.5 56.9 4534 45/50/5/0.3 3.3 159.5 31.0 6.1 58.7 7754 40/50/10/0.3 3.4 258.1 36.6 11.6 61.0 9215 30/50/20/0.3 3.7 192.1 37.4 9.2 62.6 8634
aThe MA content of the PP–MA is 0.15 wt %.
bThe standard deviations are in the range of 4 – 6% of the data. cThe standard deviations are in the range of 2–5% of the data. dThe standard deviations are in the range of 2–5% of the data. eThe standard deviations are in the range of 3– 6% of the data. fThe standard deviations are in the range of 3– 6% of the data.
Figure 12 SEM micrographs of the etched surfaces of the PP/PBT/PP–MA/epoxy⫽ (50⫺ x)/50/x/0.3 blends containing various amounts of PP–MA.
blend with 10 wt % of PP–MA content gives the optimum properties.
REFERENCES
1. Rudin, A.; Loucks, D. A.; Goldwasser, J. M. Polym Eng Sci 1980, 20, 741.
2. Yang, L. Y.; Smith, T. G. Polym Eng Sci 1993, 33, 1426.
3. Traugott, T. D.; Barlow, J. W.; Paul, D. R. J Appl Polym Sci 1983, 28, 2947.
4. Barlow, J. W.; Paul, D. R. Polym Eng Sci 1984, 24, 525.
5. Bataille, P.; Boisse, S.; Schreiber, H. P. Polym Eng Sci 1987, 27, 622.
6. Xanthos, M.; Young, M. W.; Biesenberger, J. A. Polym Eng Sci 1990, 30, 355.
7. Cecere, A.; Greco, R.; Ragosta, G.; Scarinzi, G.; Taglialatela, A. Polymer 1990, 31, 1239.
8. Hourston, D. J.; Lane, S.; Zhang, H. X.; Bootsma, J. P. C.; Koetsier, D. W. Polymer 1991, 32, 1140. 9. Akkapeddi, M. K.; Van Buskiek, B. Polym Mater
Sci Eng 1992, 67, 317.
10. Sambaru, P.; Jabarin, S. A. Polym Eng Sci 1993, 33, 827.
11. Dagli, S. S.; Kamdar, K. M. Polym Eng Sci 1994, 34, 1709.
12. Boutevin, B.; Khamlichi, M.; Pietrasanta, Y.; Robin, J. J. Polym Bull 1995, 34, 117.
13. Tsai, C. H.; Chang, F. C. J Appl Polym Sci 1996, 61, 321.
14. Chang, F. C.; Hwu, Y. C. Polym Eng Sci 1991, 31, 1509.
15. Maa, C. T.; Chang, F. C. J Appl Polym Sci 1993, 49, 913.
16. Chen, S. H.; Chang, F. C. J Appl Polym Sci 1994, 51, 955.
17. Lee, P. C.; Kuo, W. F.; Chang, F. C. Polymer 1994, 35, 5641.
18. Liu, W. B.; Kuo, W. F.; Chiang, C. R.; Chang, F. C. Eur Polym J 1996, 32, 91.
19. Chang, H. H.; Wu, J. S.; Chang, F. C. J Polym Res 1994, 1, 235.
20. Chang, D. Y.; Kuo, W. F.; Chang, F. C. Polym Networks Blends 1994, 4, 157.
21. Chang, D. Y.; Chang, F. C. J Appl Polym Sci 1995, 56, 1015.
22. Plati, E.; Williams, J. G. Polym Eng Sci 1975, 15, 470.
23. Ashcroft, W. R. Chemistry and Technology of Ep-oxy Resins; Ellis, B., Ed.; Blackie: Glasgow, UK, 1993.
24. Sun, Y. J.; Hu, G. H.; Lambla, M.; Kotlar, H. K. Polymer 1996, 37, 4119.
25. Holsti-Miettinen, R. M.; Heino, M. T.; Seppala, J. V. J Appl Polym Sci 1995, 57, 573.
26. Sperling, L. H. Polymeric Multicomponent Materi-als—An Introduction; Wiley: New York, 1997; Chapter 2.
27. Paul, D. R.; Barlow, J. W. J Macromol Sci Rev Macromol Chem C 1980, 18, 109.
28. Jordhamo, G. M.; Manson, J. A.; Sperling, L. H. Polym Eng Sci 1986, 26, 518.