國立高雄大學土木與環境工程學系
碩士論文
磨銲接頭凸出節對元件疲勞壽命之影響評估
Bump Effect on the Fatigue Characteristics of Members with
Friction-Welded Joints
研究生:陳寬祥撰
指導教授:俞肇球
謝誌
首先要感謝我的執導教授俞肇球老師,感謝老師指導學生所花費的時間 與精力,讓學生能順利的完成此篇論文,並感謝老師於學生大學時,便教授 力學理論基礎,使學生於於力學方面受益良多,並在兩年的碩士生涯中給了 諸多建議,非常感謝老師。在論文修正方面,感謝鄭錦銅老師、盧煉元老師 在百忙中抽空擔任學生的口試委員,在颱風中不畏風雨的前來,並提供了許 多寶貴且專業的意見,使得學生的論文能順利完成。 感謝501 研究室的成員。助我完成一次次的課業學習及作業討論,志謙、 立然、炳勳,感謝你們兩年來的照顧與幫助。並要感謝605-1 研究室的成員, 忍受長期實驗所製造不間斷的噪音。最後還要感謝我的父母以及怡君,感謝 你們的支持及幫助,感謝你們對我付出的一切,讓我能無後顧之憂地完成我 的碩士論文。最後謹以此篇論文獻給所有關心我的家人、老師、朋友們。總目錄
謝誌 ... I 總目錄 ... II 表目錄 ... V 圖目錄 ...VI 摘要 ... 1 ABSTRACT ... 2 第一章 緒論 ... 3 1.1 研究背景與動機 ... 3 1.2 簡介 ... 4 1.3 研究目的 ... 4 1.4 研究流程與架構 ... 5 1.5 符號定義 ... 5 第二章 文獻回顧 ... 8 2.1 磨擦銲接技術 ... 8 2.2 疲勞破壞 ... 10 2.2.1 低週疲勞 ... 13 2.2.2 高週疲勞 ... 142.3 有限元素法 ... 15 2.4 有限元素法應用 ... 16 第三章 理論分析 ... 23 3.1 壓合衝程 ... 23 3.2 疲勞估算 ... 25 3.2.1 一般結構鋼 ... 27 3.2.2 焠火回冷 ... 28 3.3 軸向拉伸應力 ... 30 3.4 撓曲應力 ... 31 3.5 結果與討論 ... 33 第四章 數值分析 ... 39 4.1 數值分析工具 ... 39 4.2 分析壓合衝程 ... 39 4.3 四點彎矩中凸出節的影響 ... 42 4.3.1 圓形類裂縫 ... 43 4.3.2 尖形類裂縫 ... 43 4.4 結果與討論 ... 44 第五章 實驗分析 ... 61 5.1 儀器簡介 ... 61
5.2 實驗設置 ... 61
5.3 實驗流程 ... 62
5.4 結果與討論 ... 63
第六章 結論 ... 78
表目錄
表 4-1 最大 vonMises 應力比 ... 46
圖目錄
圖1-1 磨銲接頭的剖面圖 ... 7 圖1-2 磨銲接頭近距離拍攝的照片,圈起處為類裂縫之局部外觀 ... 7 圖1-3 磨銲接頭近距離拍攝的照片,圈起處為類裂縫剖面 ... 7 圖2-1 類裂縫尖端與螺紋內徑之曲率半徑比較 ... 19 圖2-2 未被涵蓋在螺帽內的第一條螺紋 ... 19 圖2-3 S–N 曲線 ... 20 圖2-4 應力-應變曲線 ... 20 圖2-5 S-N 曲線 ... 21 圖2-6 使用到朔性區間的應力應變圖 ... 21 圖2-7 使用彈性區間的應力應變圖 ... 22 圖3-1 凸出節的局部放大圖 ... 34 圖3-2 理想化凸出節示意圖 ... 34 圖3-3 五種分析模型的外輪廓 ... 35 圖3-4 於突出節處瑕疵 ... 35 圖3-5 實驗振福與對稱循環載重 ... 36 圖3-6 實驗振福與不對稱循環載重 ... 36 圖3-7 S-N 曲線 ... 36 圖3-8 三點彎矩 (a)受力圖 (b)剪力圖 (c) 彎矩圖 ... 37圖3-9 四點彎矩 (a)受力圖 (b)剪力圖 (c) 彎矩圖 ... 38 圖3-10 以試棒左半邊計算夾製具相對位移 ... 38 圖4-1 數值模型的網格配置 ... 47 圖 4-2 磨銲接頭數值模型所形成的完整旋轉體,實際數值模型只有上半 部一個象限的剖面 ... 47 圖4-3 第 0 型網格模型 ... 48 圖4-4 第 1 型網格模型 ... 48 圖4-5 第 2 型網格模型 ... 49 圖4-6 第 3 型網格模型 ... 49 圖4-7 第 3a 型網格模型 ... 50 圖4-8 第 0 型對左邊線軸對稱之 vonMises 應力分佈圖 ... 50 圖4-9 第 1 型對左邊線軸對稱之 vonMises 應力分佈圖 ... 51 圖4-10 第 2 型對左邊線軸對稱之 vonMises 應力分佈圖 ... 51 圖4-11 第 3 型對左邊線軸對稱之 vonMises 應力分佈圖 ... 52 圖4-12 第 3a 型對左邊線軸對稱之 vonMises 應力分佈圖 ... 52 圖4-13 凸出節上方與類裂縫尖端的最大應力 ... 53 圖4-14 將中心整合後截面網格配置圖 ... 53 圖4-15 第一組模型側面圖 ... 54 圖4-16 第二組模型側面圖 ... 55
圖4-17 第三組模型側面圖 ... 55 圖4-18 第四組模型側面圖 ... 56 圖4-19 第一組模型 vonMises 應力分佈圖 ... 57 圖4-20 第二組模型 vonMises 應力分佈圖 ... 57 圖4-21 第三組模型 vonMises 應力分佈圖 ... 58 圖4-22 第四組模型 vonMises 應力分佈圖 ... 58 圖4-23 第五組模型側面圖 ... 59 圖4-24 第六組模型側面圖 ... 59 圖4-25 第五組模型 vonMises 應力分佈圖 ... 60 圖4-26 第六組模型 vonMises 應力分佈圖 ... 60 圖5-1 三個週期載重下儀器所能負載之位移-頻率關係圖 ... 67 圖5-2 負荷單元 ... 68 圖5-3 動力單元:油壓機 HPU ... 69 圖5-4 控制單元:FlexTest SE 控制器 ... 70 圖5-5 四點彎矩實驗配置圖 ... 70 圖5-6 夾治具頂座安裝於機台上 ... 71 圖5-7 將試棒與支點安裝於頂座 ... 71 圖5-8 將底座安裝於機台上後,將剩餘支點安裝於底座 ... 72 圖5-9 安裝完成後照片 ... 73
圖5-10 類似狗骨頭之磨熔接頭 ... 73 圖5-11 試棒 No. 2 破壞於紅圈處開裂 ... 74 圖5-12 試棒 No. 3 破壞於紅圈處開裂 ... 74 圖5-13 試棒 No. 4 破壞於紅圈處開裂 ... 75 圖5-14 最大外力為 2.0 kN 的力與位移關係圖 ... 75 圖5-15 2.0 kN 的力與正位移關係圖 ... 76 圖5-16 2.0 kN 的力與負位移關係圖 ... 76 圖5-17 文獻[40]中鋼之 S-N 曲線與本實驗之結果 ... 77 圖5-18 有類裂縫處試棒 ... 77 圖5-19 無類裂縫試棒... 77
磨銲接頭凸出節對元件疲勞壽命之影響評估
指導教授:俞肇球 博士 國立高雄大學土木與環境工程學系 學生:陳寬祥 國立高雄大學土木與環境工程學系 摘要 本文研究一種新式磨銲接頭的工程性質。磨銲接頭係一種將兩段金屬棒藉磨擦生熱 熔化而接合的特殊技術。現已常應用於建築結構上,鋼筋的錨定與續接元件等皆為其應 用例。以錨定螺栓為應用對象則較少見,原因是,未有相關的法令規範這款新元件的使 用,以至於業者較不敢採用。磨銲接頭在介面處熔合成合金,部分合金材料被外擠,形 成一個環狀凸出物,稱為凸出節,凸出節的外緣,兩種材料貼合處,呈現V 字形開口, 類似一個裂縫的尖端,本文稱此為類裂縫。過去的研究皆以錨定物為主要對象,研究其 低周荷載強度,本文擬以這個基礎錨定螺栓為研究對象,重點不在它的錨定竹節彎鉤或 螺桿,也不在被錨定的柱或建築,而特別著眼在其磨銲接頭。類裂縫易引起應力集中, 加上合金材質的脆化現象,對高週疲勞壽命所可能造成的危害,都必須在廣泛應用之前 加以釐清。本文將以數值分析為主要方法,以有限元素法探討凸出節類裂縫的應力集中 因子與製程中擠壓量的關係。後再進行四點彎矩試驗,試驗突出節之應力集中現象是否 對疲勞壽命造成過多的危害。結果顯示擠壓距離至少須達鋼棒半徑的三分之一,才能舒 緩應力集中的影響;凸出節上類裂縫處如果製作完美,反而有較佳的耐久性,但若因其 他因素造成尖形類裂縫則有損耐久性;在四點彎矩中凸出節上類裂縫處之影響不及內支 點處應力集中所造成之影響,可見此種凸出節類裂縫對整體磨焊接頭的機械性質危害不 大。 關鍵詞:錨定螺栓、磨銲接頭、類裂縫、應力集中。Bump Effect on the Fatigue Characteristics of Members
with Friction-Welded Joints
Advisor : Dr. Chau-Cho Yu
Drpartment of Civil and Environmental Engineering National University of Kaohsiung
Student: Kuan-Siang Chen
Drpartment of Civil and Environmental Engineering National University of Kaohsiung
ABSTRACT
In this article, the schematic experimental methods are proposed to analyze the high cycle fatigue properties of a friction-welded anchor bolt which is pretty new to the construction industries in Taiwan that there is still lack of appropriate application codes. The friction-welded joint is made by rotating a ribmet against a stainless bolt and pressing these two components toward each other when they melt by the heat induced by friction. Some alloy material is pushed out of the interface and a circular bump is formed around the joint with a V-shaped opening like a surrounding crack. Such crack may harm the fatigue strength of the joint since there will be stress concentration at the crack tip. In addition, the alloy becomes brittle in comparison with two original metals. The numerical analyses using finite element method on such kind of joint is employed to carry out the stress concentration factor. The relative height of the bump represented by the compressing thrust of two melting materials is the main parameter. The numerical results show that the minimum thrust is one third of the radius of the original steel bar to minimize the influence of stress concentration. Both numerical results and lab test results show that a perfectly manufactured joint with a sufficient bump height and without any flaw has a fatigue performance similar to that of a regular steel bar without a bump.
Keywords: Anchor Bolt, Friction-Welded Joint, Crack-Like Opening, Stress
第一章 緒論
本章將介紹本文之研究動機、背景、目的及流程1.1 研究背景與動機
由於磨銲接頭技術仍屬新穎,用於錨定螺栓更是仍受專利保護的項 目,雖有諸多優點,可惜迄無規範約束,希望本文的研究成果將可做為未 來修定相關規範的參考,並使施工人員能正確有效的製造;工程設計人 員更能以穩當的方法設計,進一步讓施工單位願意使用它來增加安全性 並降低經費,甚至達到節能減碳的目的,預期的經濟效應甚高。 磨銲接頭最早應用於機械元件的製作,在接頭介面處磨擦熔壓後成 合金,一部分材料被推擠至外,冷卻後成一環形凸出物,在本文之後稱其 為凸出節,由於機械元件所要求之精度較高,所以在磨擦銲接後,常將凸 出節切削、磨平、打光[1]。而在土木營建方面的應用,精度要求則不似 精密機械元件,為降低施工成本,通常將凸出節保留而不做任何處置。但 在凸出節上有著不規則的幾何結構,其中有一處呈現 V 型的凹槽構造, 由於在凹槽最深處之曲率半徑尚不夠小,還未到可稱為裂縫的程度,所 以本文將稱其為類裂縫。雖然類裂縫並不是非常的尖銳,且凸出節的斷 面積比原鋼棒大,合金強度通常也比原金屬高,但不可忽視其幾何形狀 的類裂縫型式,仍足以引起某種程度的應力集中,以及合金材質的脆化現象,對疲勞壽命所可能造成的危害,這些疑慮都必須在廣泛應用之前 加以釐清,這是本文的研究動機。
1.2 簡介
圖1-1 為基礎錨定螺栓的磨銲接頭及其剖面圖,兩根鋼棒,即螺桿與 竹節筋,接頭以先旋轉磨擦使之熔至塑性後再擠壓接合而成,在接頭介 面處熔成合金,部分材料被推擠至外,形成一個環狀凸出節,雖然此凸出 節有增加握裹力的作用,但因形狀關係卻有應力集中的顧慮,這是此類 接頭待釐清的可能疑問。仔細觀察凸出節的剖面圖 (圖 1-1)後,可以發現, 其實凸出節的內部是中空的,且在它的外緣處,即兩種材料之交界面上, 呈現 V 字形開口狀,其類似一個裂縫的尖端,本文稱此為類裂縫。如圖 1-2 中紅圈處即為類裂縫尖端,圖 1-3 為其剖面圖。凸出節擴大了焊件的 有效半徑,有降低應力的效果,但由於凸出節類裂縫在幾何上容易產生 應力集中的現象,而應力集中在反覆載重下會對磨銲接頭處之疲勞壽命 產生影響。所以,凸出節與類裂縫對疲勞壽命的影響,彼此是相互折衝 的。本文所探討的便是這類凸出節中裂縫尖端處的應力集中是否會對元 件之疲勞壽命造成影響。1.3 研究目的
磨銲接頭製作後將會使兩段金屬棒相對推擠靠近,假設這段推擠距離與凸出節體積成正比,本研究將先以有限元素法探討推擠位移量對凸 出節上應力集中現象的影響,後再以有限元素數值方法模擬四點彎矩試 驗中凸出節與類裂縫的應力集中情形,最後本文將以四點彎矩試驗替代 直接拉伸試驗的方式,進行元件疲勞實驗,以探討凸出節與類裂縫折衝 之後的應力集中對疲勞壽命之實質影響。
1.4 研究流程與架構
研究流程主要分三個部分,理論分析、數值分析及實驗分析,研究的 主題分為壓合衝程及疲勞壽命,壓合衝程部分將進行理論分析後做數值 分析,疲勞壽命則以理論估算後,再搭配以數值分析與實際實驗的查證。1.5 符號定義
A:斷面積 c:疲勞延性指數 D:直徑 E:彈性模數 I:二次慣性矩 K :疲勞缺口係數 K :應力集中係數 L:外側兩支點間距 N :疲勞壽命 P:軸向拉力或四點彎矩外力 P :最大容許出力 P :降伏時的外力 R:鋼棒半徑 r:半圓形環的半徑 S :N=1000 時應力振幅值 S :加於試體上之應力振幅S :以應力振幅表示的理論疲勞強 度 S :疲勞強度 S :無缺口光滑試樣之疲勞強度 S :缺口光滑試樣之疲勞強度 S :應力疲勞抗力係數 S :破壞時外力 V:凸出節總體積 Vc:半圓形環體積 Vh:牛角體積 y:材料斷面離中性軸最遠距離 α:應力比 ξ:半圓形環的無因次化半徑 δ:撓曲位移 θ:撓曲轉角 :兩夾治具間相對降伏位移 ν:柏松比 ε ′:與斷裂延性有關的常數 Δ:兩段金屬棒相互推擠的位移 ∆σ:應力範圍 ∆ε :理論應變疲勞強度 ∆ε :損傷應變範圍 σ :光滑圓棒的平均應力 σ :載重振幅 σ :類裂縫尖端的應力 σ :破壞時應力 σ :平均應力 σ :最大應力 σ :最小應力 σ :凸出節上方的最大應力 σ :降伏應力 σ :平均工程應力
圖 1-1 磨銲接頭的剖面圖
圖1-2 磨銲接頭近距離拍攝的照片,圈起處為類裂縫之局部外觀
第二章 文獻回顧
本章提要的介紹前人磨銲接合技術於土木方面的應用,及金屬因應 力集中下所可能產生的疲勞破壞,最後介紹本研究將採用的有限元素法 及實驗。2.1 磨擦銲接技術
磨銲接頭係將兩不同焊件對接,在扭力的外力作用下,利用兩桿間 接觸面之相對磨擦運動及塑性流動所產生的熱量,使接觸面附近之金屬 達到黏塑性狀態後擠壓,通過材料間相互擴散及動態再結晶而形成之銲 接技術。應用於土木結構上大部分有下列幾種: (1) 鋼結構柱基的錨定螺栓 (2) 鋼筋的錨定與續接元件 (3) 螺栓與混凝土基礎主筋之間的接合 本篇以錨定螺栓為例,過去常見的做法,係以光滑圓棒進行加工,一 端攻牙,另一端彎成鉤狀以增加握裹混凝土的能力。圓棒加工的優點在 為有效直徑易於掌握且加工容易,但其握裹力不如竹節筋,在設計載重 較高時,通常需要有錨定彎鉤[2]、錨定頭(俗稱 T 頭)[3,4]或搭配竹節筋, 但竹節筋若直接攻牙,需將竹節凸出的部份先磨掉,再攻螺牙,其有效直 徑將縮小,為達設計要求,需要提高鋼筋號數,較浪費材料,製作難度也稍高,且一旦攻牙,其用途就固定下來,不便挪作他用,現場可調整調度 的彈性較低。新的磨銲接合技術可將分開備料的螺牙直棒與竹節筋在很 短的時間內接合,鋼筋的竹節在整個製作過程中,並不構成任何問題,而 螺牙直棒(在本文中簡稱其為螺桿)在實際應用中則可採用較高強度的鋼 棒。由於分別備料,個別的長度皆短於成品的總長,可以採用數量甚多的 工程殘餘料來製作,如此廢棄物再利用,優點是可以節省經費、減少碳排 放量。且因攻牙與折彎鉤可分開進行,製作程序單純化與備料時間縮短, 可靠度也因而提高,可以說優點不少。 這類的製品除了用於基礎錨定螺栓的螺桿端以外,亦可用於錨定端, 前者目前受專利保護且較少見,後者則於市場中甚為普遍,如前所述,加 個錨定頭最為常見,有磨擦銲接式、螺牙接合式、機械壓接式等多種製作 安裝型式[3-5]。另有以續接器結合螺栓與鋼筋的作法,現場施作方便,強 度也可以增加,但製造及材料成本皆較高。 過去的研究皆以錨定物為主要對象,例如T 頭與混凝土的握裹能力, 就可以從文獻中找到許多參考資料[6,7],有的研究受錨定物的受力反應 [8-10],當然也與錨定品質直接相關但重點不同。本文擬以這個基礎錨定 螺栓為研究對象,重點不在它的錨定竹節彎鉤或螺桿,也不在被錨定的 柱或建築,而特別著眼在其磨銲接頭。 雖然鋸開之後,部份凸出節已被擾動,卻仍可看出尖銳裂縫的存在。
值得一提的是螺紋的影響,螺紋一般被套在螺帽內,以多個螺牙共同負 擔所需傳遞的力量,而且由圖 2-1 可以看出正常螺紋內凹的曲率半徑稍 大於類裂縫處之曲率半徑,說明類裂縫其實比正常螺紋要曝露在更高的 疲勞風險中,但文獻[11]中證實,靠近邊緣未被涵蓋在螺帽內的第一條螺 紋 (圖 2-2 圈起處) 是最脆弱而最常發生疲勞破壞的地方,尤其是靠近凸 出節的螺紋,已被擠壓變形,成為非常尖銳的細小類裂縫,這對疲勞壽命 的危害更大於原本探討的類裂縫,這種情況應予避免,因此螺紋不應深 達磨銲接頭的邊緣。
2.2 疲勞破壞
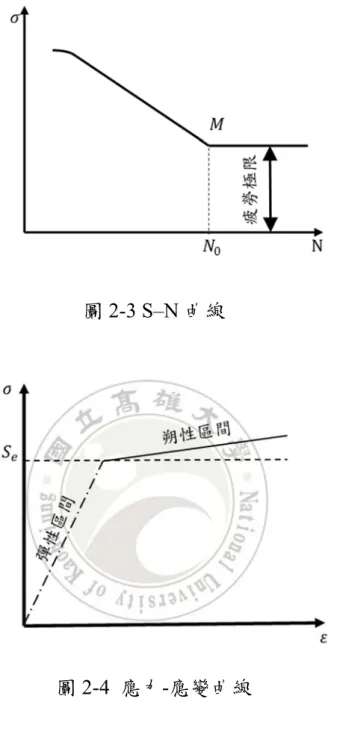
19世紀中期,隨著鐵路的發展,時常發生斷軸事故,使得人們開始研 究疲勞破壞,德國鐵路工程師Wöhle[12]首先在旋轉彎曲疲勞試驗下,完 成第一組金屬之疲勞試驗,並且提出疲勞強度及能表徵疲勞性能的S–N曲 線的概念,以縱軸-橫軸分別為應力震幅-週期次數的雙對數座標軸作圖的 曲線,稱之為S-N曲線。 金屬構件在各式的受力下,在載重隨時間做週期性的變化下,雖然 所承受之應力低於材料所能承受的降伏應力,但在長時間後會開始慢慢 產生裂紋使材質劣化,或在無預警的狀態下突然斷裂,此類破壞形式稱 為金屬疲勞破壞。當金屬材料在無限多次的加載與卸載後而不破壞的最大應力稱為疲勞強度(Fatigue strength)。但金屬材料不可能做無限次的反 覆載重,一般鋼在受107次後不發生疲勞破壞的最大應力值可稱為疲勞強 度。但有些工程上如航太、汽車、鐵路、橋梁等,這些時常受到反覆載重 之領域,則需更高週期才可保證安全。 金屬疲勞破壞的過程有三個階段: 1. 初始裂紋形成階段(Crack Initiation):週期應力或應變作用下,形成微 小的疲勞裂紋。 2. 裂紋蔓延階段(Crack Propagation):這些微小裂紋繼續擴展。 3. 破壞階段(Fracture):當裂紋擴展至材料所能承受的臨界點時發生破 壞。 所以只要試體在某一應力範圍下不產生微小裂紋,則不發生疲勞破 壞,則其 N 值(疲勞壽命)將趨近無限大。根據試樣所用材質做疲勞試驗 後,以最大應力σ 為縱座標,以疲勞破壞時的循環數 N 值為橫坐標,所 繪出試樣之雙對數應力-疲勞壽命曲線示意如圖 2-3。理論中疲勞強度定 義為:試體在該應力或應變振幅以下便可不發生低週疲勞破壞,也就是 S-N 曲線轉折點所對應的應力或應變。此為理想狀態,實際試驗則是因材 料的不同而有所不同,有些材料並不會在圖上有明顯的轉折。 就一般結構鋼材而言週期數 N 值約在10 ~10 之間時,稱為低週疲 勞,低週疲勞試驗將使用到材料的塑性區間,所以在較低的次數便能使
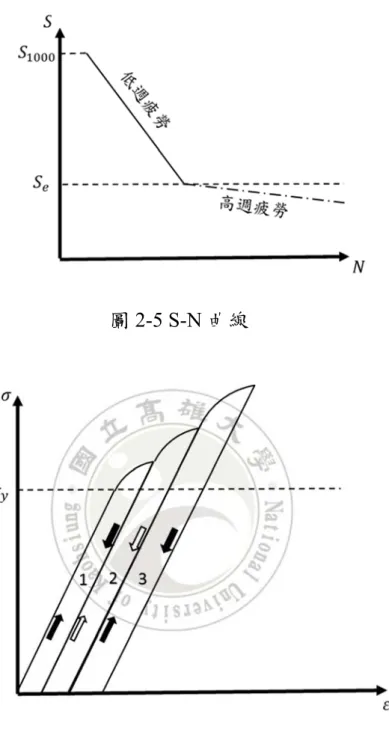
材料疲勞破壞,圖2-5 S-N 曲線中的低週疲勞區塊會對應至圖 2-4 的應力 -應變曲線中的塑性區間(實線部分),以兩圖中S (疲勞強度)為對應起點, 其中S 為 N=1000 時應力振幅之值。且可以知道S 點將會是高週與低 週疲勞的應力分界點。當實驗所用的實驗振幅未超過的S (疲勞強度)時, 則大致未使用到材料的塑性範圍,而在彈性區間內材料表面的裂縫成長 速度將會驟降,將需更多週期數的載重才能使材料造成疲勞破壞。由圖 2-5 可以看出當低於S 後,即使振幅只些微減少,都將使疲勞壽命大幅增 加。 估算疲勞的方式有許多,以下為一般結構鋼的疲勞理論。文獻[13]中, 將加於試驗上的應變範圍∆ε分成兩部分: ∆ε :理論應變疲勞強度 ∆ε :因金屬疲勞而造成的損傷應變範圍 得出∆ε ∆ε ∆ε ,將他改寫後,得出N 與∆ε 之間的冪函數為: ∆ε ∆ε ∆ε ε ′N (2-1) 其中 c :疲勞延性指數,有許多人分別給 c 不同的結果,當中選擇c 0.5 最為適當。 ε ′:與斷裂延性有關的常數 N :疲勞壽命
2.2.1 低週疲勞
在週期載重中應力範圍與應力集中現象是主要影響疲勞壽命的原因, 但還有其他如環境狀況、風化、腐蝕、材料性質、材料瑕疵等影響疲勞壽 命之因素。在單純考慮材料幾何所造成的疲勞壽命之探討時,週期載重 的應力範圍將是高週與低週間決定性的因素,以同樣材料性質的試驗中, 若載重最大值超過降伏應力時則會使用到材料的塑性區間,圖 2-6 為達 到塑性區間時之應力應變圖,其中數字表示週期數,由圖2-6 可知在每個 週期卸載後應變都會些許的增加,這表示材料在每個週期都會的造成幾 何上的差異,主要差異是使材料表面造成微小裂縫,而這些裂縫將會隨 週期數增加而越來越大,而開裂的部分就無法再分擔外載重,使得材料 強度漸漸劣化,最後造成疲勞破壞。因為使用到材料之塑性範圍,所以材 料並不遵守虎克定律,將使得疲勞壽命無法超過疲勞強度,此類週期數 較低的疲勞破壞稱之為低週疲勞破壞,一般鋼材的疲勞壽命大約以10 次 做為區分,低於10 就為低週期。 在磨擦銲接領域中已有多人做過低週疲勞的研究,且有各式各樣的 磨擦銲接,如攪拌式磨擦銲接[14],而本文以兩根圓棒磨擦壓合的銲接為 主,磨擦銲接技術多運用在土木營建方面時多用在建築鋼結構的最底層、 轉換層或埋入RC 柱中鋼柱的底板,而在橋梁則通常使用在橋柱底,而位於地震帶時應力往往較高,所以將會使用到材料的塑性區間,文獻中[15-17]已有許多人做過磨擦銲接低週疲勞研究,低週疲勞應用於土木方面時 主要於強震時的高強度荷重方面[18-20],而本文以較低載重的高週疲勞 為主。
2.2.2 高週疲勞
當週期載重的最大值較降伏應力低時,將不會使用到材料的塑性範 圍,而只在彈性範圍內,可使用虎克定律 (圖 2-7)來規範材料未裂化時的 受力行為,由圖2-7 可知到當材料受到的週期載重只在彈性範圍內時,應 力應變關係在圖上將會在同一條斜線上來回移動,所以每個週期間從肉 眼幾乎看不出差異。儘管如此,在週期數增長後,還是會有些許的小裂縫 產生,這些須用顯微鏡才可看出的小裂縫,便是造成疲勞破壞的重要因 素。隨著科技日益進步,許多工程上的應用所需的疲勞壽命要求也越來 越高,須達10 以上,有文獻[21]專門做10 以上的超高週期疲勞之研究。 因磨擦壓合銲接技術已有研究數據顯示其適用於地震等高載重的低週疲 勞情境[15-17],本文研究磨擦壓合銲接所形成之凸出節對高週疲勞之影 響。於土木結構方面,高週疲勞主要的研究設計載重為風力載重、活載重 (如人、車等)、結構物本身一直存在的自然振動等,這類較小的荷重,但 這些荷重的出現頻率卻往往較高,以致於對結構造成週期載重,長期下 來即使不直接對結構物造成破壞,但卻會造成細小裂縫的產生,當強震來臨時,這些已成長至一定規範模的細小裂縫將會有疲勞破壞的可能, 所以本文將在有凸出節與凸出節磨平打光的兩種狀況之間做比較,並檢 視舒緩應力集中現象後,是否能有效的提高疲勞壽命。
2.3 有限元素法
在1976年由Lawrence Livermore國家研究所J.O. Hallquist博士主持開 發完成,可分析線性、非線性、振動、衝壓、耦合等問題,應用領域可 包含有土木工程、電子產品結構分析、航太工業、汽車工業、生物力學 等。而後Hallquist博士建立了Livermore Software Technology Corp.
(LSTC),它包含了顯性求解法與隱性求解法兩種求解模式。兩種求解法 之間也會互相轉換,例如:當非線性靜態難以收斂時,程式會轉換成顯 性演算法,以避免在收斂過程中花費太多時間,等數值較穩定時在轉換 成隱性演算法計算,適合應用在模擬線性、非線性、靜態、動態、接觸 力學、耦合等等的真實結構行為[22] 接觸演算法(Contact algorithm),提 供了不同的接觸面性質,可以模擬真實複雜的結構性質。 有限元素法使用數值化的積分代數方程系統取代微分方程[23]分析 物體切割成數個元素後,計算出近似連續的函數對應每一個元素,將各 個元素方程組織起來就能求得完整的近似解,所求出的近似解只能代表 分離不連續的節點與解析解精確的表示任意一點的行為有所不同[24],
有限元素法能解決學術與工業上對於許多複雜的微分方程式或難以定義 邊界條件等的參數問題,如複雜的幾何結構、複合材料等 建立有限元素模型時,節點為組成元素的基本單元。元素的特性與 形狀會影響到其分析速度與結果的呈現。因此,為了描述物體受外在環 境的物理行為,模型的元素量必須符合以下兩點:(1)能充分表達物體受 力後的情況;(2)適當元素的量,因其牽扯到分析的時間。能夠運用適量 的元素,精準的模擬物體行為才是較佳的有限元素模型,而為了嚴謹的 判斷其合理性,尚須以實驗輔助或者以理論分析證明之[25] 在日新月異的知識經濟時代下,電腦運算技術與儲存容量一直有嶄 新的發展,使得有限元素法能夠更有效率地成為分析複雜工程問題的利 器,無論是線性或非線性的分析,舉凡靜力、動力、流力、熱傳導、電磁 等方面都能運用有限元素法分析。
2.4 有限元素法應用
(1)醫學方面:Reina 等學者[26]口腔研究,建立有限元素模型來模擬 下顎骨的咀嚼行為,並藉由ABAQUS 數值分析下顎骨密度與彈性係數的 分佈。醫療用的骨釘或牙釘也利用有限元素法作個別與系統上的分析, 不僅微觀組件本身的力學行為[27],在巨觀上也考慮到植入人體後與周圍 骨骼應力、應變的分佈情形[28],有限元素法分析結果除了提供臨床參考也能改善醫療設備。(2) 運動器材:使用於棒球運動中的安全面罩設計 [29],運用 3D 繪圖軟體 Pro-ENGINEER 設計安全面罩的形式,對傳統安 全面罩結構做幾款變更設計,並以鎂合金作為材料,採用套裝有限元素 軟體ANSYS,以固體元素搭配 LS-DYNA 進行靜力與動力分析,期待新 設計能有效減輕重量並提高強度,取代傳統碳鋼所做的安全面罩。(3)交 通方面:中國大陸在高速鐵路上的發展越來越蓬勃,考慮到外來的異物 與車頭發生碰撞可能會造成嚴重的後果,目前高速列車的車頭以三明治 複合材料製造成具曲面的造型,由於複合材料的力學特性比較複雜,依 UIC 651 標準,以有限元素法模擬車頭三明治複合結構受 1 kg 之標準彈 頭撞擊之情形,外覆玻璃鋼板為 5 mm,中間材則為 35 mm 之聚酯樹脂 發泡材,內層為8 mm 之玻璃鋼,三層皆以固體元素建模,文獻中得知彈 頭時速超過600 km/hr 才會穿破三明治夾板,其中衝擊能量以聚酯樹脂發 泡材吸收最大[30],故組合屋的彎鉤扣件改良設計、連接扣件設計與介面 的力學性質探討才會以有限元素法做輔助分析設計。(4) 結構元件設計: 利用有限元素法分析結構元件的設計是相當有助益的,在使用模擬分析 時能有效降低實體實驗龐大成本與時間,尋求最佳化設計的過程。有限 元素模型經由參數設定,反覆的模擬實驗後能找到最佳化設定之參數, 利用此參數再以實體實驗進行最終驗證,同時能確保安全性是無虞的。 從過去研究中已有成功使用有限元素法的例子,學者[31]為了改善大型螺
紋扣件之破壞情形,從有限元素法的模擬分析中,得知應力集中現象反 應於螺栓的螺紋根部,而進一步以實體實驗證實破壞確實在螺栓根部, 為了避免應力集中,採用有限元素法進行最佳化設計,改善螺紋扣件之 強度。或者在土木方面還能應用至大地工程上,有研究指出,採有限元素 法分析邊坡問題,因大地材料有非均質、異向性,使有限元素法依據不同 材料間的關係與破壞模式,更能適當模擬實際邊坡的力學行為[32]。(5) 風力發電:風力發電機葉片的設計[33],對於傳統葉片材料的選擇上,較 常見的有純碳纖維、玻璃纖維、強化塑膠、鋁合金等,為了讓經濟效益提 高,以三明治結構的作法來降低成本與減輕重量並有效發揮玻璃纖維面 板的強度,文中並提到纖維的方向會影響強度,並使用ANSYS 有限元素 法與複合材料三明治板梁的撓度理論應證。 傳統的設計是利用不斷的經由試誤實驗所累積而來的經驗,有限元 素法可經由電腦模擬分析,有效降低實驗所需的成本,對成品的製程與 改良上皆有莫大助益,有限元素被廣泛的應用,本文也將使用Ls-dyna 進 行有限元素的數值分析。
圖2-1 類裂縫尖端與螺紋內徑之曲率半徑比較
圖2-3 S–N 曲線
圖 2-5 S-N 曲線
第三章 理論分析
在進行數值分析與實驗分析前,先估算出所需儀器適合之夾治具尺 寸與數值分析前的關係公式推導。3.1 壓合衝程
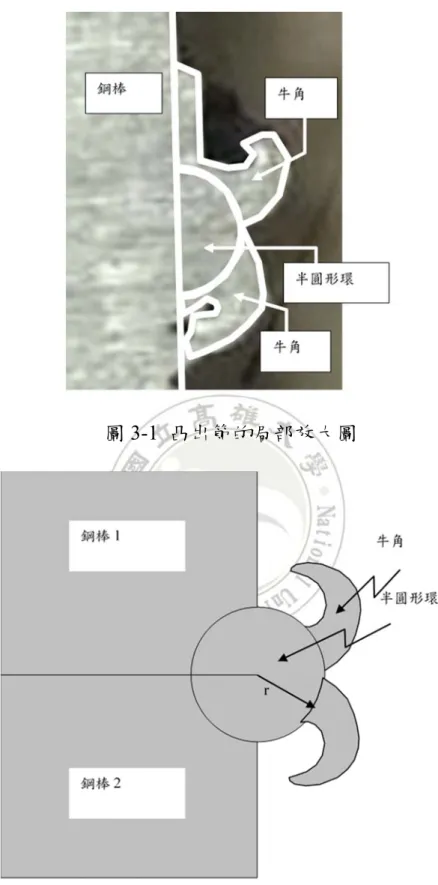
磨銲接頭於製作時會將兩段金屬棒藉旋轉磨擦生熱至半熔融狀態, 然後將兩段金屬棒相對推擠靠近,這樣的推擠使兩段金屬棒粘合在一起, 同時使得部份熔融材料向垂直方向擠出而形成凸出節,凸出節體積的大 小與推擠距離成正比。圖3-1 是一個凸出節的局部放大圖。凸出節看似一 環,但頗開後卻是中空的,在此可粗略的將凸出節細分為兩部份,一為半 圓形環,另一為一對牛角。所謂的半圓形環,係指通過類裂縫頂點,做一 個圓,使該圓截得鋼棒邊線之長度恰為該圓之直徑,則位於直徑外部的 那個半圓形截面繞鋼棒一圈形成一個環,即稱為半圓形環,其餘的擠出 量都歸屬於牛角。雖然半圓形環的存在,未必唯一,但每個成品的形狀都 稍有不同,有相當的變異性,在此僅概估其體積比例值即可,更詳細的計 算並不必要。圖3-2 為簡化後之凸出節示意圖。 從局部放大圖可以看出,半圓形環與牛角所佔體積比例大約為 Vc:Vh=3:5,其中 Vc為半圓形環體積,Vh為牛角體積,也就是說,半圓形 環約佔總擠出量的八分之三。假設兩對接鋼棒為具相同材質與相同半徑,令 R 為鋼棒半徑,Δ為兩段金屬棒相互推擠的位移,則擠出量可表示成 V πR ∆,其中的八分之三為半圓形環,意即 Vc 3πR2∆ 8 (3-1) 再令r 為半圓形環的半徑,半圓形環的體積為 V π r R 1.33r π (3-2) 結合式 (3-1)與式 (3-2),可得無因次化之推擠位移與半圓形環半徑 之關係 ∆ R 8.38ξ 1 0.42ξ (3-3) 其中,ξ r R⁄ 為半圓形環的無因次化半徑。 本文將用四種幾何型式來分析,其外表起伏線(Surface Profiles)示 如圖3-3,分別以 0 型、1 型、2 型、3 型,以及 3a 型來稱呼,其中 0 型 是實際試體的模樣,1 型是凸出節稍微退縮的模樣,2 型是凸出節進一步 退縮的模樣,3 型是凸出節又更加退縮的模樣,若以類裂縫處的直徑與鋼 棒原始直徑的比值來描述,則0 型、1 型、2 型與 3 型的比值分別為 1.238、 1.100、1.000 與 0.950。而 3a 型則延用 3 型的直徑比值 0.950,但類裂縫 尖端的曲率半徑要比3 型的曲率半徑小 20 %,意即 3a 型的類裂縫比 3 型
的稍尖銳些,但其頂點仍為圓形,而非真裂縫的楔形。其ξ值分別為: 0 型:ξ 24 %(原型) 1 型:ξ 10 % 2 型:ξ 0 % 3 型:ξ 5 % 3a 型:ξ 5 %(尖端曲率半徑較 3 型小 20 %) 此設定主要是為了探討類裂縫處尖端應力集中的關係,其中ξ 0在 實務中確實無法做出此種成品,除非有缺陷存在的情況,此例就是為了 探討如圖3-4 之瑕疵存在時,對應力集中的影響。
3.2 疲勞估算
在疲勞試驗種中的載重大致可分兩類,一種為振幅大小、正負方向 隨時間週期變化的循環載重;另一種為振幅大小、正負方向隨時間隨機 變化的隨機載重。本文將以第一種較為簡單、方便計算的方式進行實驗, 所加載的應力稱為循環應力,如圖3-5,且採用對稱循環載重。 在疲勞載重中時常用載重振幅σ 、最大應力σ 、最小應力σ 、應 力範圍∆σ及平均應力σ 作為實驗變數,其中 σ ∆σ 2 σ σ 2 (3-4) σ σ σ 2(3-5) 當最大應力σ 之絕對值等於最小應力σ 之絕對值時(唯正負號 相反),則稱為對稱循環載重,反之則稱為不對稱循環載重。大部分的循 環載重都可以在表面或內部產生如此循環應力,如圓軸桿件之扭力、彎 矩及拉壓或板狀試體之雙向彎矩等。載重振幅σ 為此實驗的最大控制變 因,能作為實驗的標竿,其大小為改變金屬疲勞壽命長短之最主要因素。 當σ 不為 0 時則循環載重拉壓力將不對秤,則稱為不對秤循環載重, 如圖3-6 則為一個全為正值的不對稱循環載重,對於此類的循環載重,將 以最小應力與最大應力的比值來做不對稱程度的依據,稱此比值為應力 比α,定義為下 α σ σ (3-6) 由式 (3-6)可知,α 1 時即為對稱循環應力,本文也將以此循環 應 力 作 為 實 驗 之 載 重 , 當α 1時 都 稱 為 不 對 稱 循 環 應 力 , 且α 0 σ 0 時為脈動拉伸載重,α ∞ σ 0 時為脈動壓力載重。 低 週 疲 勞 可 用 應 變 疲 勞 公 式 中 的Manson-Coffin式,為Manson和 Coffin由各自的實驗所提出,以N 、∆ε 為塑性應變範圍,所組成的冪函 數: ∆ε ε ′N (3-7)
其中ε ′和c為實驗後確定的常數。 當隨著∆ε 越小,實驗振幅越接近S 時,實驗結果將越偏離式 (3-7)[34],意味著此式只能使用於低週疲勞間。或用另一種概估法,由文獻 [35]可知,當在沒有實際材料疲勞數據時,可用S 與S 之值連線概估低 週疲勞之S-N曲線 (如圖3-7) 。 對承受週期載重的結構來說,根據疲勞理論和疲勞試驗數據來設計 結構用鋼的尺寸是極為重要的,而在土木營建方面有許多的工法,而鋼 結構往往需要銲接或鎖螺栓,此類使應力非均勻分布的工法,即使是靜 力穩定設計上還是會造成材料結構疲勞的現象。本文研究的磨銲接頭部 分因為需高溫熔銲後再回冷,所以研究部分分為一般結構鋼的疲勞估算 與焠火回冷後的疲勞修正。
3.2.1 一般結構鋼
一般結構鋼可用文獻[13]中推導出的應力應變公式估算,公式如下 N S S S (3-8) 式 (3-8)即為循環載重α 1時的公式 其中 S :加於試體上之應力振幅 S :用應力振幅表式的理論疲勞強度S :文獻[13]稱之為應力疲勞抗力係數
3.2.2 焠火回冷
淬火是將鋼件加熱到臨界溫度以上,保持一定時間後快速冷卻,獲 得高硬度組織的熱處理工藝。鋼件在淬火介質中快速冷卻,工件在淬火 介質中迅速冷卻時,由於工件具有一定尺寸,熱傳導係數也為一定值,因 此在冷卻過程中工件內沿截面將產生一定溫度梯度,表面溫度低,內部 溫度高,表面和內部存在著溫度差。此溫度差造成兩種不同的應力:(1) 沿工件截面不同部位熱膨脹量將不同,因此產生內應力為熱應力;(2) 溫 度下降快速的地方呈現麻田散鐵,體積脹大,而溫度尚高的部位仍是沃 斯田鐵相,不同部位存在著體積比的差別變化,因此產生內應力為組織 應力。 應力集中是造成疲勞強度大幅度下降的最主要的因素。應力集中即 是缺口根部之實際應力遠大于平均工程應力(nominal engineering stress), 使該處產生疲勞裂紋,最終導致零件失效或破壞。應力集中程度可用應 力集中係數(又稱理論應力集中係數)K 來描述,運算式如下 K σ σ (3-9) 其中 σ :最大應力σ 載重 缺口處淨斷面積 (平均工程應力) 在一定範圍內,缺口根部的曲率半徑越小,應力集中程度越大,則疲勞強 度降低的程度越大。但對於低中碳鋼等塑性材料,當缺口根部的曲率半 徑減小至一定範圍時時,使得疲勞強度的降低程度只會緩慢減少。此時 疲勞強度的缺口將無法真實地反映影響應力集中係數K 上,所以將改用 疲勞缺口係數 K(fatigue notch factor,過去又被稱為有效應力集中係數) 來更直接地反映疲勞強度的真實降低程度。 K S S (3-10) 其中 S :無缺口光滑試樣之疲勞強度 S :缺口光滑試樣之疲勞強度 這表示 K 越大則應力集中現象將越明顯。 在磨銲接頭中,由於磨擦銲接的熱影響區恰好擠壓形成一個環狀凸 出物,且中間有一類裂縫尖端,再加上銲接殘餘應力等作用下,使得疲勞 壽命可能大幅降低。 然而本文所研究是針對凸出節所產生在高週疲勞破壞時的疑慮,而 形成此問題的最大因素為凸出節具有環形類裂縫的幾何構造,至於環境 狀況、風化、腐蝕、材料性質、材料瑕疵等影響疲勞壽命的其他因素,並
不在本計畫研究的範圍內,所以要將它們成為控制因素,以其他條件完 全相同的情況下,做凸出節類裂縫已處理掉的試體為對照組,凸出節類 裂縫的有無才是控制變因,因此在此便不多加探討淬火回冷對對凸出節 的影響。
3.3 軸向拉伸應力
磨銲接頭上的凸出節使該處應力與應變場不均勻,情況類似 St Venant 效應,這局部之應力、應變場經類裂縫的放大,對其疲勞破壞,扮 演著重要的角色。但在估算軸向降伏應力時,因凸出節的凹口直徑比鋼 筋直徑大 1 至 2 mm,所以在單純探討材料強度時較原本兩邊試體來的 高,但求保守採用原直徑尺寸作為參數假設為一根光滑圓棒受到軸向拉 力,除了端點以外,其他斷面上的應力可視為均勻分佈,以方便計算。 單軸拉力疲勞試驗是直接對熔接鋼棒施加反覆單軸向載重,使裂縫 處 於 週 期 性 拉 力 狀 態 。 試 棒 直 徑 採 用 工 廠 所 能 量 產 的 最 小 值D 19.12 mm做計算,所以斷面積A D π 4⁄ 287.12 mm ,降伏應力以一 般鋼材的σ 200 MPa帶入,則算出使試棒降伏所需的軸向拉力P A σ 57424 N 5.86 t ,而一般高週疲勞試驗之最大施力約為降伏 力的5 %~90 %之間[36],因此所需的實驗儀器的拉力至少需要降伏力的 50 %約為2.93 t 。但系上現有的材料試驗機為 MTS 858 動態試驗機,拉力上限只到2.5 t ,因此使用一樣有拉應力且對載重需求較低的四點彎矩 試驗作為替代方式。
3.4 撓曲應力
為了使撓曲試驗更接近拉拔試驗,所以希望凸出節與其周圍部分只 受到純彎矩的外力作用,以消除剪力造成的影響,所以將採用四點彎矩 疲勞試驗而非三點彎矩疲勞試驗。圖3-8 為三點彎矩疲勞試驗之受力、剪 力、彎矩圖,由圖 3-8 (b)與圖 3-8 (c)中兩者的剪力彎矩圖可以看出,將 凸出節設在中間時,則三點彎矩疲勞試驗中凸出節附近剪力較為複雜, 且凸出節上幾何構造不規則也將難以製作夾治具,所以採用四點彎矩試 驗。 將以試棒直徑D 19.12 mm、降伏應力σ 200 MPa及 MTS 858 所 能施加的最大輸出力之 80 %,作為較保守的最大容許出力P 2 t , 計算所需之最外側兩支點間距 L(每兩個支點間距皆為L 3⁄ )。四點彎矩試 驗的受力型式及其剪力彎矩圖為圖3-9,再以下面的撓曲受力公式進試行 計算 σ My I (3-11) 其中 σ 取降伏應力σ 200 MPaM 取 距 左 側 L/2 處 的 中 點 M P L /6 L/3 t 3266.67L N I πD 64⁄ 6560 mm (圓形二次慣性矩) y D 2⁄ 9.56 mm (中性軸以下為負) 帶入後整理得L 42.01 mm,所以只要L 42.01 mm都可使用 MTS 858 的最大容許出力進行實驗,L 越大則所需的機器施力 P 就越小,所以 為使機器負荷較低,我們實驗將採L 300 mm製作夾治具。 後再以L 300 mm及上述之直徑 D、降伏應力σ 代回式 (3-12)之中, 估算降伏時的外力P P 6σ I yL 2744 N 2.744 kN 0.28 t (3-12) 其中降伏強度σ 取較為保守的 200 MPa,若實際材料較 200 MPa 大 時則P 會更大,但保守估計最大值也不會超過 1 t ,也只有 MTS 858 容 許荷重的40 %,將能保證 MTS 858 以較高的頻率進行週期試驗,以縮短 高週疲勞試驗所需的時間。 採用楊氏模數 E 21 t /mm 來概估,將P 0.28 t 、L 300 m與 D 19.12 mm計算上下夾治具間相對位移。以試棒中點為對稱點,如圖 3-10 計算,以懸臂梁受一外力 時的撓曲應變公式計算 δ 3 (3-13)
θ 2 (3-14) 其中,δ為位移、θ為轉角,算出圖3-10 的 a 點外力對 a 點所造成 的位移 ,在算出 b 點外力對 a 點所造成的位移 後,將上述材料性質 代入後,兩個結果相加為 1.31,後再減去 b 點外力對 b 點所造成的位 移 0.04,得出兩夾治具間相對位移 1.27時會降伏。
3.5 結果與討論
找出無因次化之推擠位移Δ與半圓形環半徑 R 之關係後,在選用四 種ξ值做數值分析應力結果後,便可找出最佳之推擠位移Δ,以做製造 元件時之建議標準。 因此,由於系上設備軸向拉力不足,拉伸疲勞試驗將以四點彎矩疲 勞試驗替代,其中以L 300 mm,分別進行 2.0 kN、3.0 kN、3.5 kN 振 幅之四點彎矩疲勞試驗。圖3-1 凸出節的局部放大圖
圖 3-3 五種分析模型的外輪廓
圖3-5 實驗振福與對稱循環載重
圖 3-6 實驗振福與不對稱循環載重
圖 3-9 四點彎矩 (a)受力圖 (b)剪力圖 (c) 彎矩圖
第四章 數值分析
採用有限元素法分析凸出節上應力關係與四點彎矩中凸出節的影響, 將應力關係代回理論分析式中找出壓合衝程之建議值。在四點彎矩中找 出凸出節上應力的關係以做比較。4.1 數值分析工具
本研究使用之數值分析工具為HYPERMASH 數值分析系統,並採用 其中的LS-DYNA 軟體進行分析,LS-DYNA 是目前使用最廣泛的結構分 析軟體之一,本實驗目的為找出在施加外力的情況下,凸出節上方應力 的相對關係,所以將採用vonMises 應力的方式分析。4.2 分析壓合衝程
以有限元素法為主要的數值分析方法進行均質磨銲接頭受軸拉力的 應力集中現象研究,有限元素法在過去是分析螺栓很常被採用的方法 [9,11,36],由於本文研究的對象是單一磨銲接頭,本身質量很小,而且建 築結構的受力屬於靜力到低頻的範圍,在此不考慮整體結構及螺栓系統 的動態反應[37,38]。因此,在理想中,一根圓棒受到軸向拉力,除了端點 以外,其他遠端部位斷面上的應力可視為均勻分佈,且靜力分析足以應 付此類問題的需求。但因為凸出節的存在,使該處應力與應變場實際並 不均勻,情況類似St Venant 效應,這局部之應力、應變場經類裂縫的放 大,將對其疲勞破壞,扮演著重要的角色。因凸出節幾何上的複雜,裂縫理論分析僅為概略參考,需輔以其他研究方法以求得較接近真實狀況的 結果,有限元素法的分析相當必要。藉由有限元素分析,模擬凸出節的局 部應力分佈與試棒尺寸的關係。如果原始鋼棒的直徑改變,凸出節的尺 寸並不會以線性比例跟著改變,尤其是類裂縫兩邊滾捲的曲率與尖端開 口的角度,幾乎與原始直徑無關,其軸向應力就不是簡單軸向力除以斷 面積加上由面積二次慣量算出來的撓曲應力,而是需要進一步的修正。 另一方面,當磨銲接頭上、下兩端受拉時,其遠端並非完全的固定, 螺桿端穿過柱底板接上螺帽,竹節筋端則埋在混凝土中。未於實驗室裡 驗證凸出節的受力狀況。理想化試驗是將上、下端固定,則凸出節的橫斷 面將更難保持為一平面,平面外(Out-of-Plane)的變形將難以避免,造成與 現實之間有一些差距。有限元素分析恰可彌補這個缺口,模擬與實驗較 為貼近的狀況,實驗可得元件的疲勞壽命值,而有限元素分析則能更合 理的解讀實驗結果。 採用凸出節的局部尺寸來建立數值模型,網格細節儘可能符合樣品 之現實形狀,凸出節內部所擠壓出來的尖銳裂縫尺寸,對有限元素網格 的品質與電腦的計算量影響很大,需小心應對。 在螺紋不深達磨銲接頭邊緣的假設下,本研究之數值模型採用 459
個二維軸對稱固體元素(2D Axisymmetric Solid Elements)模擬一個象限
r-軸,因此在y-軸邊上施以 x- 及 z-方向之約束,底面施以 z-方向之約束, 頂面則施以均勻而逐漸加大之拉拔位移。至於 x-y 平面上則不添加其他 邊界限制,僅使用內建之軸對稱條件,如圖4-1 所示。其中軸對稱固體元 素為程式內建具軸對稱座標之元素,表面上是二維殼元素,實際上是固 體元素,但需具備軸對稱的條件,這可使得計算時間從八小時縮短至1 分 鐘以內。如將其旋轉 360°後,再以類裂縫尖端為對稱軸做一個上下對稱 之模型,便為本實驗欲模擬之圖4-2 的模樣。將採用五種模型分析,網格 配置分別為(0)圖 4-3 (1) 圖 4-4 (2) 圖 4-5 (3) 圖 4-6 (3a) 圖 4-7,材料選 用 線 彈 性 鋼 , 其 柏 松 比(Poisson's Ratio)採 用ν 0.25,楊氏模數E 210,000MPa,但因本研究將結果無因次化呈現:長度對鋼棒半徑無因次 化、應力則對楊氏模數或平均應力無因次化,所以楊氏模數與幾何的實 際數值在此並不重要。此數值模型於底部固定,左邊為軸對稱邊界,頂端 則以指定均勻拉伸位移的方式緩慢加載以模擬擬靜態拉伸的實際狀況。 圖4-8 至圖 4-12 為各組模型凸出節附近的 vonMises 應力分佈狀況, 結果顯示,因為凸出節的存在,確實改變了原本應該均勻分佈的應力場, 但是凸出節內部兩個分區的影響力卻不相同,半圓形環佔有關健性的影 響,而牛角則幾乎不受力,以至於這個分區所造成的影響非常有限。 凸出節上方的最大應力σ 與類裂縫尖端的應力σ 的結果 於表 (4-1) 中,表中平均應力σ 為以一根光滑圓棒在相同的載重下所受到的平均應
力。改變類裂縫尖端曲率半徑對應力結果影響不大,只要頂端仍為圓形, 此狀況相似於一個圓孔置於均勻應力場中,不論孔徑大小,其應力放大 因子是不變的。這狀況之所以有別於真裂縫,是因為其所處環境並非均 勻應力場,在牛角區幾乎是不受力的,以致應力放大因子與裂縫尺寸的 關聯性較低,除非尖端曲率半徑遠小於高應力所涵蓋的範圍(即半圓形環 區域)。若將數據結果繪成曲線,則如圖 4-13 所示(這些應力值皆對σ 作 無因次化)。 由曲線可知,當半圓形環的半徑r 達 0.19R 時,類裂縫尖端的應力已 經降至平均應力的水準,應力集中現象已然消失。在這情況下,可以ξ 0.19代入式 (3-3)而估算得無因次化之推擠位移量為 0.33。
4.3 四點彎矩中凸出節的影響
在應力集中的現象中,可由前面的式 (3-11)中的應力集中係數K σ ⁄ 看出,凹口底部會產生應力集中現象,反之,隆起端也將會分散σ 應力,觀察凸出節的局部放大圖 (圖 3-1)可以看出,在凸出節上的半圓形 環部分為一隆起端,若以半圓形環上之最外緣的直徑與鋼棒原始直徑的 比值來分析,計算出其值為1.238,這將會使應力降低,且在牛角部分也 會有些許的補強效果,這兩因素將會增加疲勞之壽命。但在凸出節上卻 還有一環形類裂縫,這個類裂縫處卻會造成應力的集中,所以將以數值 分析的方式模擬凸出節部分的應力分布,再分析將凸出節上的類裂縫處削平後的差別,進一步的分析類裂縫處如果因其他因素而可能造成尖形 類裂縫的情況。
4.3.1 圓形類裂縫
將分四組模型進行對照,由與壓合衝程類似的二維軸對稱數值模型 出發,但因四點灣舉的受力方式並非軸對稱,因此必須將二維軸對稱數 值模型經 360°旋轉後,拖拽成一般立體元素,二維軸對稱固體元素則不 再適用。但開始模擬後發現,圓棒中心因旋轉而形成的尖楔形元素為6 節 點三角柱元素,實質上造成數值分析的不穩定與誤差,所以將中心部分 元素挖除,另行規劃成較佳的八節點立體元素如圖 4-14。四組模型分別 描述如下:(1)第一組為凸出節原始模型如圖 4-15 所示。(2)第二組是將第 一組凸出節上牛角的部分消除如圖 4-16,(3)第三組為進一步將類裂縫處 磨平,但仍較光滑試棒凸出如圖 4-17,(4)第四組為整根光滑之試體如圖 4-18。立體元素總數分別為(1) 8814 格、(2) 7050 格、(3)6978 格(4) 4600 格,材料皆為線彈性鋼,柏松比(Poisson's Ratio)皆採用ν 0.25,楊氏模 數皆為E 210,000MPa。以 vonMises 應力分析結果圖分別為(1) 圖 4-19(2) 圖 4-20 (3) 圖 4-21 (4) 圖 4-22。4.3.2 尖形類裂縫
接而導致的不規則形狀,所造成較尖的類裂縫(以下統稱尖形類裂縫)對應 力集中之影響,將設定一組尖形類裂縫為對照組。其模型網格配置與圓 頂類裂縫大同小異,只將凸出節上類裂縫處加以修改,第五組側面圖如 圖 4-23,第六組側面圖如圖 4-24,網格總數與其他材料系數皆與圓形類 裂縫相同。其結果分別為(5) 圖 4-25 (6) 圖 4-26。
4.4 結果與討論
凸出節類裂縫尖端所形成的應力集中現象與凸出節的半圓形環半徑 有關,凸出越多,應力集中現象越不明顯。結果顯示擠壓距離至少須達鋼 棒半徑的三分之一,才能舒緩應力集中的影響。值得注意的是,本研究雖 然發現當擠壓距離Δ 在R 3⁄ 附近時,應力集中效應降低至零,甚至略為變 成負影響,反而有助降低應力,但因為本文並未就擠壓距離比繼續增大 的情況進一步研究,∆ R⁄ 超過 0.33 以後有其他狀況會發生,例如凸出節 上方應力增強或較大塊的材料易因冷熱差異不諧和而開裂等等,因此擠 壓距離∆ R 3⁄ 為磨銲接頭製造時的最佳值,較低或較高值目前都不建議。 將第一組至第六組上凸出節上最大應力值除以第四組之最大值以做 比較,其比值各為(1) 0.623(2)0.580 (3)0.501 (4)1 (5)0.6478 (6)0.603。 磨銲接頭如果在製作過程中完美,即其類裂縫尖端為一半徑1 mm 的 圓形類裂縫,則不須經過拋光等再加工,反而有利其耐久性。但如果在製作過程中不盡完美產生較尖裂縫,如瑕疵裂縫(圖 3-4)、螺紋受擠壓所造 成的裂縫(圖 2-2)等,皆會降低疲勞壽命,因此若要增加使用壽命與耐久 性,建議削去凸出節與瑕疵,並拋光表面,則有助於耐久性的維持。
表 4-1 最大 vonMises 應力比
0 型 1 型 2 型 3 型 3a 型
r/R 24 10 0 -5 -5
ua 1.35 1.15 1.14 1.07 1.08
圖4-1 數值模型的網格配置
圖4-2 磨銲接頭數值模型所形成的完整旋轉體,實際數值模型只有上
圖4-3 第 0 型網格模型
圖4-5 第 2 型網格模型
圖4-7 第 3a 型網格模型
圖 4-9 第 1 型對左邊線軸對稱之 vonMises 應力分佈圖
圖 4-11 第 3 型對左邊線軸對稱之 vonMises 應力分佈圖
圖4-13 凸出節上方與類裂縫尖端的最大應力
圖4-16 第二組模型側面圖
圖 4-19 第一組模型 vonMises 應力分佈圖
圖 4-21 第三組模型 vonMises 應力分佈圖
圖4-23 第五組模型側面圖
圖 4-25 第五組模型 vonMises 應力分佈圖
第五章 實驗分析
以實驗的方式驗證凸出節上類裂縫處是否會危害疲勞壽命。5.1 儀器簡介
所使用的動態試驗機為美國 MTS 公司所生產之 MTS858 材料結構 試驗機系統,此試驗機最大輸出軸力為2.5 t ,最大衝程為 100 mm,所 能負載的週期位移與頻率關係如圖5-1[39]。而此試驗機系統設置主要由: (1) 負荷單元:Actuator (圖 5-2) 提供試驗所需之作用 (2) 動力單元:油壓機 HPU (圖 5-3)提供系統所需之動力 (3) 控制單元:將負荷單元與油壓機的動力單元整合控制以達成實驗 (圖 5-4)5.2 實驗設置
系上的動態試驗機,雖不足以對樣品直接進行軸向拉伸疲勞試驗, 但對撓曲應力疲勞試驗卻綽綽有餘。本研究預計採用四點彎矩試驗,其 配置如圖5-5 所示。磨銲接頭位於對稱中心上,使得磨銲接頭周圍受到純 彎矩,不受剪力影響。將其中在夾治具與試棒接觸面的地方設計為圓弧 形,使試棒能夠穩定的旋轉,預估在上下半部夾治具間的相對位移各大 約1 mm 時,材料便已劣化,而為了方便觀察劣化後試棒受力形為,將夾治具支點處所能承受的位移容許量設計為上下各2 mm。先將不銹鋼製的 底座與頂座分別用熱處理過後的M12 螺絲鎖在機台上 (圖 5-6) ,後將試 棒穿入兩個支點不鏽鋼塊中,再分別以兩支熱處理過的M10 螺絲將支點 鎖上頂座 (圖 5-7) ,兩支點間相距 100 mm,之後將最後兩個支點套入試 棒上 (圖 5-8) ,將儀器慢慢調整至合適的位置後,將外側兩支點用同樣 的螺絲兩根鎖於底座不銹鋼塊上,如圖5-9 即為實驗安裝完成後的照片。 在以上設置後,因應力集中的現象,支點處將會是個弱點,是這類實 驗的難以避免的地方,即使做成類似狗骨頭的樣子 (圖 5-10) ,也難以確 定弱點是否在凸出節,本實驗最主要是在確認凸出節的類裂縫處不為最 弱點,由於支點會漸漸磨損,位移增加是必然的結果。破壞被定義成,位 移在短時間內大量增加,凸出節不見得會開裂。如果是凸出節開裂則代 表類裂縫真有關鍵性的影響;如果破壞不在凸出節,則代表類裂縫的影 響不是很嚴重,並非就毫無影響,只是影響不及支點應力集中所造成的 影響大。
5.3 實驗流程
為了減輕機器的負荷,將實驗設定為α 1之對稱循環週期載重, 意即儀器需在夾治具上施予拉壓的週期載重。 實驗設定 4 組數據,前 3 組上的凸出節保留不做任何加工,最後一 組上的凸出節磨平打光來做對照組。依據儀器的效能曲線(performancecurue)圖 5-1[39],以及材料預估的疲勞強度,前三組的外加載重振幅分別 用:(1) 2 .0 kN;(2) 3.0 kN;(3) 3.5 kN,最後磨平打光組則都採用 3.0 kN, 實驗頻率為2 Hz-4 Hz,為圖 5-1 中儀器所能承載之最大值的一半以下, 破壞標準以位移達到2 mm 為破壞,此為依據降伏彎矩的位移再加 50 % 之概估值所得,實驗採以力量控制進行。因為以位移控制的話,試棒在週 期載重期間之細小裂縫而導致形變能力的改變,將會造成週期載重的減 小,使得實驗的較為複雜,而以力量控制循環載重使得每次的力量都將 相同,而以位移作評斷破壞的依據則較為合理。螺桿與竹節筋之接合棒 經臺灣檢驗科技股份有限公司(SGS)單軸抗拉試驗結果,以平均 10.7 噸於 不 鏽 鋼 螺 桿 處 斷 開 , 出 算 出 破 壞 時 應 力σ 37.14 kg mm⁄ 364.44 MPa,而為攻牙鋼棒的強度應高於以攻牙螺栓。
5.4 結果與討論
實驗結果為: (1) 2.0 kN 疲勞壽命為 6,478,404 以上 (停止時尚未破壞) (2) 3.0 kN 疲勞壽命為 3,276,607 週期,於照片處開裂 (圖 5-11) (3) 3.5 kN 疲勞壽命為 473,899 週期,於照片處開裂 (圖 5-12) (4) 3.0 kN 光滑組疲勞壽命為 2,955,378 週期,於照片處開裂 (圖 5-13), 將施力與週期數製成表後為表 5-1。以實驗位移與施力及實驗尺寸 D、L 依據關係式E 74.91 dP dδ⁄ 估算出試棒楊氏模數 E。根據最大外力為 2.0kN 的力與位移關係圖(圖 5-14),可以看出力與位移彼此為線性關係,但 是在力量很小的時候,因有機械鬆弛位移的影響,力與位移呈現非線性
的關係。將其中直線段的部分取出,正位移與負位移分別繪成圖5-15 和
圖5-16 ,其斜率dP dδ⁄ 分別為 3.275 和 3.203,平均值為 3.239,可得楊 氏模數E 242.63 GPa,而σ E 1000⁄ 242.63 MPa,文獻[40]中估算
σ 2σ 485.26 MPa,高於有攻牙之試棒,有攻牙的試棒因為破壞在 螺牙處,其強度會低於光滑圓棒,而撓曲強度一般又傾向於高估,所以在 此將兩者取平均,即σ 424.85 Mpa。因為破裂皆發生於光滑圓棒處而 非凸出節的地方,所以在此皆以圓棒原始直徑及破壞應力換算破壞外力, 作為S-N 曲線中換算S 的參考值,依據式 3-12)並將其中之σ 以σ 取代, 而得出撓曲破壞時所對應機台之施力S 5.829kN,並將實際疲勞試驗 之施力:2.0 kN、3.0 kN、3.5 kN 分別除以S 無因次化,作為 S-N 曲線之 縱座標。最後將實驗結果點在文獻[40]中鋼之 S-N 曲線,則得出圖 5-17。 由照片結果得知,開裂處並不在凸出節,而都是在支點附近,若以凸 出節之應力來計算 S-N 曲線的縱坐標將會低估結果。若以光滑圓試棒所 估算之應力來繪製S-N 曲線,則與一般光滑圓鋼棒的 S-N 曲線近似。結 果顯示最弱的位置在於支點處,代表類裂縫的影響不是很嚴重,但這不 代表類裂縫完全沒有影響,只是影響的程度不如支點所造成之應力集中 影響來的大。這連帶可得到一個結論:圓試棒用於四點彎矩疲勞試驗,以
取代直拉疲勞試驗,是有效而可行的。 若要直接測試類裂縫,則可能要做成如圖5-18 與圖 5-19,但這並不 是磨銲機所能製造出來的試棒。未來若要更詳細的測試凸出節的有無是 否會影響高週疲勞之壽命,還需使用施力較大的直拉式高週疲勞試驗, 才有可能將凸出節以外的應力集中現象減緩,更定量化的描述凸出節的 類裂縫對高週疲勞之壽命之影響。
表5-1 外力-週期數結果 試棒編號 (No.) 外力值 (kN) 疲勞壽命 (Cycle)
1
2
6,478,404
以上2
3
3,276,607
3
3.5
473,899
4
(凸出節削平後)3
2,955,3785
圖5-4 控制單元:FlexTest SE 控制器
圖5-6 夾治具頂座安裝於機台上
圖5-9 安裝完成後照片
圖 5-11 試棒 No. 2 破壞於紅圈處開裂
圖5-13 試棒 No. 4 破壞於紅圈處開裂
圖5-15 2.0 kN 的力與正位移關係圖
圖 5-17 文獻[40]中鋼之 S-N 曲線與本實驗之結果
圖5-18 有類裂縫處試棒
第六章 結論
1. 凸出節類裂縫尖端所形成的應力集中現象與凸出節的半圓形環半徑有 關,凸出越多,應力集中現象越不明顯。本研究雖然發現當擠壓距離 Δ在 R∕3 附近時,應力集中效應降低至零,甚至略為變成負影響,反 而有助降低應力,但因為本文並未就擠壓距離比繼續增大的情況進一 步研究,∆/R 超過 0.33 以後有其他狀況會發生,例如凸出節上方應力 增強或較大塊的材料易因冷熱差異不諧和而開裂等等,因此擠壓距離 ∆=R∕3 為磨銲接頭製造時的最佳值,較低或較高值目前都不建議。 2. 磨焊接頭如果在製作過程中完美,即其類裂縫尖端為一半徑 1 mm 的 圓形類裂縫,則不須經過拋光等再加工,反而能增加期低週強度,而 對耐久性沒有甚麼不利的影響。但如果在製作過程中不盡完美,而產 生較尖裂縫,如瑕疵裂縫、螺紋受擠壓所造成的尖裂縫等,皆足以為 害其疲勞壽命,因此若要增加使用壽命與可用性,則需削去凸出節與 瑕疵,並拋光表面,才能維持元件之耐久性。 3. 由於開裂處並不在凸出節,表示最弱的位置並不在凸出節上,而是支 點附近,代表類裂縫的影響不是很嚴重,但不代表類裂縫完全沒有影 響,只是支點上應力集中的影響大於凸出節上類裂縫處。未來若要更 詳細測試凸出節的有無是否會影響高週疲勞之壽命,還需使用施力較 大的直拉式高週疲勞試驗,才有可能將凸出節以外的應力集中現象減緩,更定量化的描述凸出節的類裂縫對高週疲勞之壽命之影響。
參考文獻
[1] https://www.youtube.com/watch?v=51Zs8iaydt0 [2] 中國土木水利工程學會,混凝土工程設計規範與解說,土木 401-93, 5-6~5-8 (2007) [3] http://www.asian-archi.com.tw/vipweb/31264/[4] Headed Reinforcement Corporation (http://www.hrc-usa.com/)
[5] 林至聰,林學賢,吳穎涵,林敏郎,“鋼筋錨定器行為之研究,”第十 屆結構工程研討會,桃園,臺灣,12 月 1-3 日,論文編號 095 (2010) [6] 蔡竺真,T 頭錨定鋼筋拉拔試驗研究,國立臺北科技大學土木與防災
研究所碩士論文 (2012)
[7] T. Dyken and B. Kepp, “Properties of T-Headed Bars in High Strength Concrete,” Nordic Concrete Research, 7, 41-51, Oslo, Norway (1993) [8] 林煥文,鋼管混凝土柱基礎耐震行為之研究,國立中央大學土木工程 研究所碩士論文 (2001) [9] 魏希賢,中空雙鋼管混凝土柱埋入型基礎接合耐震行為研究,國立臺 灣大學土木工程學研究所碩士論文 (2001) [10] 余正義,具斜撐構材之圓形鋼管混凝土柱與基礎接合耐震行為,國 立中央大學土木工程研究所碩士論文 (2004) [11] 劉昱磊,汽缸蓋螺絲疲勞分析之研究,逢甲大學機械工程研究所碩
士論文 (2008)
[12] A. Wöhler, “Uber die Festigkeitversuche mit Eisen und Stahl”, Zeitsc-hrift for Bauwesen, Vol. VIII, X, XIII, XVI, and XX, 1860/70. English account of this work is in Engineering, 11, 1871.
[13] 鄭修麟(1994).金屬疲勞的定量理論
[14] Xiaocong He, Fengshou Gu, Andrew Ball, “A review of numerical analysis of friction stirwelding.” Progress in Materials Science, 65 (2014) 1–66.
[15] M. Czechowski, “Low-cycle fatigue of friction stir welded Al–Mg alloys” Journal of Materials Processing Technology ,164–165 (2005) 1001–1006. [16] Caizhi Zhou, Xinqi Yang, Guohong Luan, “Fatigue properties of friction
stir welds in Al 5083 alloy” Scripta Materialia, 53 (2005) 1187–1191. [17] L. Ceschini, I. Boromei, G. Minak, A. Morri, F. Tarterini, “Microstructure,
tensile and fatigue properties of AA6061/20 vol.%Al2O3p friction stir welded joints” Composites: Part A, 38 (2007) 1200–1210.
[18] 徐慶瑜。工程結構低週疲勞壽命估算之研究。海軍軍官學校。 [19] 黃于珊(2008)。考慮累積破壞之非彈性迴圈數需求之反應譜。逢甲大
學。土木工程所。碩士論文。
[20] 邱建堯(2009)。鋼結構受強震之疲勞破壞。逢甲大學。土木工程所。 碩士論文。
[21] Cheng-En Zhou, You-Shi Hong, “Experimental investigation on very-high-cycle fatigue of GCr15 steel.” Journal of mechanical strength, 26(S) 2004 157-160.
[22] 趙庭佑 (2003) 蜂巢材料潛變挫曲之數值分析,國立成功大學土木工 程學系碩士論文。
[23] Gosz, M.R.(2006)Finite element method :applications in solids, structures, and heat transfer,Boca Raton :Taylor & Francis.
[24] Zienkiewicz, O.C. and Taylor, R.L.(2005)The finite elementmethod, Burlington, MA :Elsevier Butterworth-Heinemann.
[25] Moaveni, Saeed(2003)Finite element analysis :theory and application with Ansys,Upper Saddle River, NJ :Prentice Hall.
[26] Reina,J.M., García-Aznar,J.M., Domínguez,J.,Doblar é,M.( 2007) “Numerical estimation of bone density and elastic constants distribution in a human mandible",Journal of BiomechanicsVol.40, Issue 4 828-836.
[27] 方亮彬和毛祚飛(2008)。醫療用螺栓之有限元素法力學分析。建國 科大學報:工程類。27 (4) 01-12。 [28] 鄭凱元(2008)重建下顎骨髁頸破壞之三維有限元素模型建立與力 學分析,國立成功大學機械工程學系碩士論文。 [29] 林正豐(2004)棒球面罩新式樣之研究,國立成功大學工程科學系 碩士論文。 [30] 王文斌,趙洪倫(2007)高速列車司機室三明治板的耐碰撞性能仿 真,中國計算機輔助工程,2007 年第 16 卷第 4 期。