A novel method for net-shape forming of hypereutectic Al–Si
alloys by thixocasting with powder preforms
C.M. Chen
a,b,∗, C.C. Yang
b, C.G. Chao
aaInstitute of Materials Science and Engineering, National Chiao Tung University, Hsingchu, Taiwan 310, R.O.C. bMaterials Research Laboratories, I.T.R.I., Hsingchu, Taiwan 310, R.O.C.
Received 12 February 2003; received in revised form 15 September 2004; accepted 5 October 2004
Abstract
This work presents a novel and feasible method for net-shape forming of hypereutectic Al–Si alloy parts. This method, briefly termed as powder thixocasting in this paper, combines the techniques of thixocasting and conventional powder metallurgy. Consolidated preforms made of gas-atomized and pre-alloyed Al–25Si–2.5Cu–1Mg–0.5Mn powder were used as the feedstock for thixocasting. The alloy powder was preheated under protection of argon atmosphere and then was compacted to form powder preforms. The powder preforms were quickly heated into semi-solid state by induction coils and were immediately thixocast using a die-casting machine. A die with a center gate, a long runner and plate-shaped cavities was designed to examine the feasibility of this process. Results demonstrated that the powder preforms exhibits very good formability by this unique process. The powder thixocast products have satisfied strength and substantial structure with uniform distribution of fine Si particles, while the processing temperature is suitably controlled. This novel process was also successfully used to fabricate compressor scrolls for demonstration.
© 2004 Elsevier B.V. All rights reserved.
Keywords: Net-shape forming of hypereutectic Al–Si alloy; Semi-solid metal forming; Thixocasting; Powder preform
1. Introduction
Hypereutectic Al–Si alloys have outstanding wear resis-tance, low thermal expansion and good casting characteris-tics. They have received broad attention due to their potential applications to components of automobiles and compressors, such as spiral scrolls, pistons, engine blocks, pumps bodies, etc.[1,2]. Although these materials have been commercially used for many years, it is still difficult to make these materi-als into near net-shape components with fine microstructures. Among the net-shape forming methods, casting and powder metallurgy (PM) processes are the two principal techniques adopted for making hypereutectic Al–Si alloys. However, large primary Si particles are present in the cast parts even though modification treatment is applied[1,2]. In addition, the microstructures of the casting are usually not uniform
be-∗Corresponding author. Tel.: +886 3 5916987; fax: +886 3 5820207.
E-mail address: [email protected] (C.M. Chen).
cause the Si particles are slightly lighter than Al melts and tend to float[1]. Large and segregated primary Si particles may shorten the tool life on machining and also drastically degrade the mechanical properties of the castings[3]. Increas-ing coolIncreas-ing rate usIncreas-ing rapid solidification process (RSP) can make hypereutectic Al–Si alloy with fine and uniform struc-ture. However, the products of RSP are usually in form of powder or ribbon, and they need further treatment by PM method to form bulk materials. In addition, the Al–Si powder is difficultly sintered in conventional PM methods due to the surface oxide films. In the last decade, some techniques such as powder forging and powder extrusion have been developed to overcome this difficulty[3,4]. However, besides the cost issue in these methods, they still do not easily achieve net-shape forming of complex parts such as engine block, pump bodies, etc.
Recently, Ward et al.[5]has proposed a method combining techniques of thixocasting and spray forming process to fab-ricate net-shaped hypereutectic Al–Si alloys. Thixocasting is
0924-0136/$ – see front matter © 2004 Elsevier B.V. All rights reserved. doi:10.1016/j.jmatprotec.2004.10.001
a metal forming process that solid feedstock billets with non-dendrite microstructures were first heated to semi-solid state and then formed by a conventional die-casting machine[6]. In the method of Ward et al., the feedstock for thixocasting is made by spray-forming process, by which very fine mi-crostructure can be produced due to high cooling rate during solidification. However, this procedure also has many draw-backs such as the low yield rate of spray forming, yield rate is about only 60% to 80% due to over spraying[5], and higher cost due to higher investment of spray forming equipments.
In this article, we report a novel method to thixocast hyper-eutectic Al–Si alloy with feedstock billets made by powder consolidation to replace those made by spray forming. Gas-atomized hypereutectic Al–Si alloy powder was consolidated into billets for thixocasting. Results show that this is a feasible method to fabricate net-shape hypereutectic Al–Si products with promising microstructures and mechanical properties.
2. Experimental procedure
Fig. 1schematically depicts the novel process developed in this study. It includes three steps, namely preparing a powder preform (Fig. 1(a) and (b)), heating the powder preform into a semi-solid state (Fig. 1(c)), and thixocasting the semi-solid preforms into net-shaped components (Fig. 1(d)).
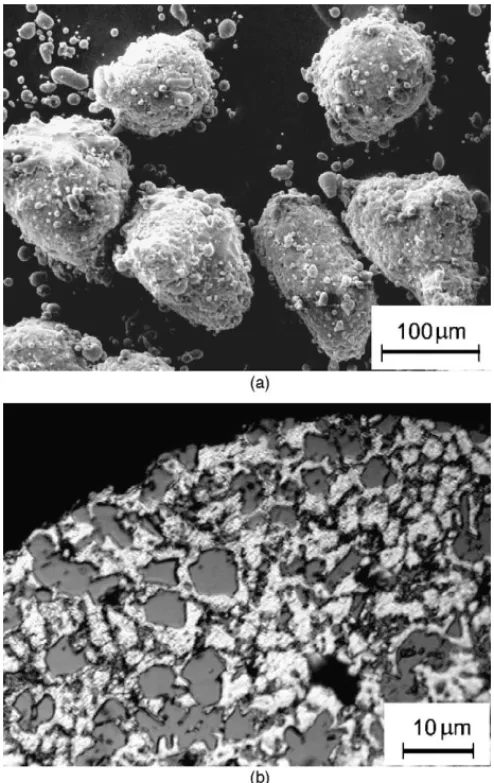
The hypereutectic Al–Si powder used was supplied by Valimet Inc. USA, and fabricated by gas-atomization with particle size of 120–300m.Fig. 2shows (a) the morphology and (b) microstructure of the powder.Table 1lists its chemical compositions.
We prepared the powder preforms with diameter of 76 mm by conventional PM consolidation method. The compacting tool, preheated to a temperature of 250◦C, was spray-coated with a graphite lubricant to reduce its gall against Al–Si
pow-Fig. 1. Schematic diagram of the powder thixocasting process: (a) preheating the alloy powder; (b) consolidating the preheated powder into preform; (c) heating the powder preform into semi-solid state by induction coil; and (d) thixocasting the semi-solid preform into near net-shape product by using conventional die-casting machine.
Fig. 2. (a) Morphology and (b) microstructure of the gas-atomized hypereu-tectic Al–Si powder, showing ellipsoid-shape of the powder with Si particle size about 8m.
Table 1
Chemical compositions (wt.%) of the powder and the squeeze casting alloy Element
Si Cu Mg Mn Fe Ni Ti Al
Powder 24.64 2.56 1.04 0.47 0.16 0.01 0.03 Balance
Squeeze casting 24.24 2.25 1.08 0.08 0.69 0.04 0.08 Balance
ders during compacting. In order to increase the compress-ibility to obtain sufficient strength of the powder preforms, we first preheated the powders and then hot consolidated them. Around 950 g of hypereutectic powder was charged in a steel cup with inner diameter of 90 mm and was preheated in an electric furnace under the protection of an argon atmosphere, as is shown inFig. 1(a). Then the annealed powders were im-mediately transferred to a uniaxial hydraulic press and were consolidated in air with a pressure of 85 MPa, as is shown in
Fig. 1(b). To monitor the temperature of the powder during preheating, two thermal couples were used, i.e. one was in-serted at the center and the other was at outer side of the cup of powder, as is shown inFig. 3. The effect of the preheating temperature on the compressibility of the powder preforms was also investigated. The compressibility of the preforms is referred to their relative density, i.e. the ratio of the density of the preforms to theoretical density of powder.
The powder preforms were heated to semi-solid state us-ing an induction coil, as is shown inFig. 1(c), with variable heating input power. The temperatures of the powder pre-forms, measured by a thermocouple, were utilized to tune the heating input power. The thermocouple was inserted into the preforms to a depth of 10 mm from the top surface of the preforms with an offset distance of 28 mm from its center.
Thixocasting was carried out using a commercial high-pressure die-casting machine. As is shown in Fig. 1(d), a plunger extruded the semi-solid powder preforms into mold cavities to form net-shape components. During thixocasting, the mold temperature was kept at 250◦C by using circulat-ing oil heatcirculat-ing system. The extrusion pressure was 90 MPa and plunger velocity was 1.0 m/s. The plunger was 84 mm in diameter.
To determine a suitable heating parameters, the liquidus and solidus temperatures of the powder were revealed by using a differential thermal analysis (DTA), Du Pont Thermal
Fig. 3. Temperature increasing curve of the Al–Si powder during preheating up to 500◦C.
Analyst 2100. In preforming each DTA experiment, 40 mg powder was charged in an alumina crucible and was heated with heating rate of 10◦C/min from 30◦C up to 800◦C and cooling rate of 10◦C/min down to 30◦C.
Tensile test samples were machined from the thixo-cast products. The dimensions of tensile specimens are 4 mm× 3 mm × 15 mm in width × thickness × length at gage section. All the tests were preformed on an Instron 4469 machine at a strain rate 1.1× 10−3S−1. The mechanical data
for each condition were obtained from the measurement of three specimens.
Microstructure of the thixocast products was investigated by optical and scanning electron microscopes. The specimens were ground and polished and subsequently etched with a 0.5% HF water solution.
3. Results and discussion
Thixocasting, a semi-solid metal forming (SSM) process, generally refers to die-casting of a metal that has been heated from the solid state to a temperature between solidus and liquidus. The feedstock used for thixocasting should have non-dendritic microstructure, i.e. so-called thixotropic struc-ture [6,7]. Since the gas-atomized Al–Si powder is rapidly solidified, it has near spherical shape in appearance and ex-hibits fine and non-dendritic microstructure, as are shown in Fig. 2(a) and (b). So, the powder substantially has the thixotropic structure and is suitable for thixocasting. How-ever, in the novel method presented here there are still some issues should be concerned. First is how to prepare the pow-der preforms efficiently; the second is how to prevent the fine structure in gas-atomized powder from coarsening dur-ing thixocastdur-ing; and finally, in order to obtain good strength
Fig. 4. Photo of powder preforms. From left to right, they were hot consol-idated under preheating temperatures of 550, 500, 400 and 250◦C, respec-tively.
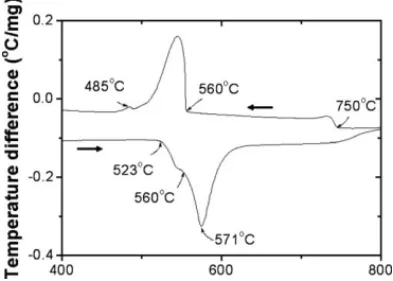
Fig. 5. Differential thermal analysis (DTA) scan of the hypereutectic Al–Si powder. The powder was heated up to 800◦C at rate of 10◦C/min followed by cooling at rate of 10◦C/min.
of thixocast products, the oxide films and pores exhibited be-tween individual powder particles in the powder preforms are needed to be eliminated.
Since the aluminum powder preforms are conventionally prepared by compacting at room temperature, a considerable compacting pressure of 400–480 MPa and additive of lubri-cant such as wax are always required to ensure an
accept-Fig. 7. (a) Dimensions and (b) photo of the powder thixocast product.
Fig. 6. Power-time program used to control the input power of induction coil during heating the powder preforms into semi-solid state. Temperature rising curve of the powder preforms is also displayed.
able compacting density[8]. However, this high compacting pressure leads to high cost of equipment investment. Besides, the addition of lubricant always retards the bonding between powder particles and results in less strength of products. In this study, we have demonstrated that by using hot consol-idating the powder preforms could be easily consolidated under low pressure, for example only 85 MPa was needed in this study. Therefore, the cost for making the powder
pre-forms can be decreased because only low tonnage presser is needed.
Fig. 3shows a typical temperature rising curve of the pow-der in a cup during preheating in a furnace. At beginning, the temperature at outer side rises more quickly than that at center of the cup of the powder. After around 60 min, the two tem-peratures gradually get equivalent and are close to the furnace temperature. Therefore, in order to ensure all the Al–Si pow-der was in a uniform temperature, we preheated the Al–Si powder for 1 h to fabricate all the powder preforms.
Fig. 4illustrates the powder preforms made by consoli-dating at different preheating temperatures. It reveals that if the preheating temperature is too low the powder preforms will have cracks on the surface and also have low density. The relative density of these powder preforms with preheat-ing temperatures of 550, 500, 400 and 250◦C are 90%, 74%, 66% and 60%, respectively. It shows that the density of the preforms increases as preheating temperature increases. This is clearly due to decrease in strength of the powder under high preheating temperatures, leading to their increased compress-ibility. These results resemble those obtained by Low[9], who also introduced preheating to increase the compressibility of hypereutectic Al–Si powders.
Our experience indicated that adequate density of the pow-der preforms is crucial in the powpow-der thixocasting process. If the powder preforms are insufficient compressed, not only they are too weak to be handled but also they have an unac-ceptable induction-heating efficiency, i.e. it takes very long time to heat them to semi-solid state. This is because that the induction input heat is concentrated on the surface of the preforms due to the skin effect of induction heating. And, if the relative density of the preform is too low, the excess porosities in the powder preforms may retard the transfer of heat from preform surface to interior during induction heat-ing. Accordingly, in this work, preheating temperatures at 550◦C for 1 h were used to produce the powder preforms for thixocasting.
Fig. 5shows the DTA curve of the hypereutectic Al–Si powder. Two endothermic peaks during heating up over 800◦C are visible. The on-set temperatures are 523 and 560◦C, respectively. The temperature of 523◦C is close to the ternary eutectic point of␣-Al, CuAl2and Si; the ternary eu-tectic compositions contains 26–31% copper and 5–6.5% sil-icon and solidifies at 520–525◦C[10]. Therefore, we suggest that the ternary eutectic zone exhibited between␣-Al grain boundary must be first melted at above 523◦C. This small amount of liquid provided the fluidity required in thixocast-ing. On further heating above 560◦C, binary eutectic phases of␣-Al and Si begin to melt. This reaction will quickly de-plete the␣-Al solid particles in the semi-solid powder pre-forms. As a result, when the temperature is above 560◦C, pri-mary Si particles are completely surrounded by liquid phase, which will result in dramatic grain growth of primary Si par-ticles. This result of quick grain growth has been disclosed in our research work and the more fundamental aspects of this mechanism are reported elsewhere. Briefly, when the
pow-der was heated to semi-solid state, the final temperature of the powder preforms should be controlled between 523 and 560◦C to obtain fine primary Si particles.
In this study, the temperature of powder preforms upon thixocasting was controlled to be around 556◦C, which is
shown in Fig. 6. In beginning of induction heating, we
used a high induction power of 45 kW to quickly raise the temperature of the powder preforms. As the temperature
reached 500◦C, the heating power was reduced stepwise
to homogenize the temperature throughout the thickness of the powder preforms. The total heating time was only ap-proximately 200 s as shown inFig. 6. It was found that the short heating time is important for obtaining good strength of thixocast products. This is because the short heating time could assure minimization of the surface oxidation on the Al–Si powder since the induction heating was conducted in air.
Fig. 7shows the thixocast product made of hypereutec-tic Al–Si powder using the procedure described above. This product shows good appearance, indicating good formability
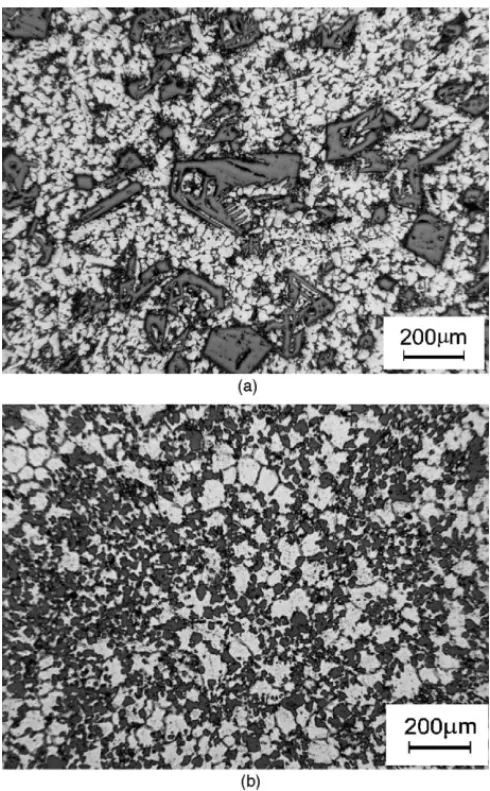
Fig. 8. Microstructures of the hypereutectic Al–Si alloy products made by: (a) squeeze casting; and (b) powder thixocasting, in position “plate” shown inFig. 7(a).
and feasibility of net-shape forming in this powder thixocast-ing process.
To further manifest the improvement for this novel method, a squeeze-casting product in the same mold with the similar chemical composition, as is shown in Table 1, was also produced for comparison. In squeeze casting, the pouring temperature was 820◦C and the casting pressure was 90 MPa.Fig. 8shows the microstructures of: (a) the squeeze casting; and (b) the thixocast products. Because of the high solidification-cooling rate, squeeze casting can produce hy-pereutectic Al–Si alloy parts with fine primary Si particles. However, this squeeze casting parts still exist very large pri-mary Si particles, about 100–300m as is shown inFig. 8(a), while the primary Si particles in the powder thixocast prod-uct is only about 15–25m, shown inFig. 8(b). The pow-der thixocast product has small and uniform distribution of primary Si particles, indicating that it is feasible to form net-shape products by this powder thixocasting method.
As is well known in aluminum alloy PM, eliminating the detrimental oxide films and pores in powder preforms
dur-Fig. 9. SEM fractographs of the tensile specimens of the powder thixocast products: (a) as thixocast; (b) after T6 treatment. The procedure of T6 is heating at 500◦C for 4 h and followed by heating at 175◦C for 10 h.
ing densification procedure is necessary for obtaining good strength of products. To achieve this, techniques of powder extrusion/or forging are usually adopted, in which oxide film of the powder is broken through extensive plastic shearing deformation and this leads to weld together the powder parti-cles. The more the extent of plastic deformation, the better the strength of the powder forging/or extrusion products[4,11]. According to this concept, a die-mold with center gate and long runner shown inFig. 7 was designed to obtain large shear deformation of the powder preform upon thixocasting. Since the powder preform is injected through gating system, i.e. sprue/or gate and runner, to the die cavity of product, a suitable designed gating system can make large plastic defor-mation of powder preform during thixocasting. To assess the effect of the gating system on strength of the powder thixocast products, tensile specimens were machined from the position of “plate” shown inFig. 7. The average tensile strength of these specimens is 232 MPa, and that of the T6 specimen is 304 MPa. The strengths are comparable with those obtained by Ward et al.[5], who uses extruded spray-forming billets to thixocast the hypereutectic Al–Si alloy. Since the extruded spray-forming billets exhibit few oxide films and pores, this comparable values of strength may indicate the detrimental oxide films and pores of the powder preforms are approxi-mately eliminated after powder thixocasting.
The tensile fractographs of the thixocast specimens are shown inFig. 9. The fractographs show coexisting small dim-ples and cleavages of silicon particles. Since no deep spher-ical cavities was observed in these fractographs, decohesion of powder particles in tensile fracture surface did not ex-ist; this is also an evidence of eliminating detrimental oxide
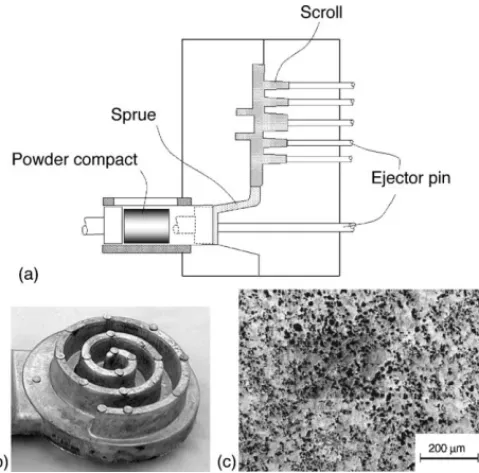
Fig. 10. Compressor scroll made of gas-atomized Al–25Si–2.5Cu–1Mg powder and thixocast in conventional high-pressure die casting equipment. (a) Schematic drawing of the die-mold; (b) the thixocast product; and (c) SEM microstructure of the product.
interfaces after powder thixocasting by the design of the gat-ing system inFig. 7.
Fig. 10(a) shows schematic diagram of the die used to thixocast a compressor scroll. A side gate and long sprue were designed to obtain large deformation of the powder pre-forms during thixocasting.Fig. 10(b) demonstrates the scroll produced by the novel thixocasting method, showing good formability and no apparent defects. Fig. 10(c) shows the microstructures of the scroll, indicating uniform distribution of primary Si particles with size about 15–25m.
4. Conclusions
This study presents a novel method to form net-shape hy-pereutectic Al–Si alloy products with uniformly distributed fine Si particles. This method, termed as powder thixocast-ing here, uses consolidated powder preforms as feedstock for thixocasting. A thixocasting die with center extrusion gate and a long runner was used to assess the feasibility of this process. Results show that when the Al–Si powder preforms were heated to semi-solid temperature, they exhibited very good formability during thixocasting. The thixocast products have sound structures. A compressor scroll of hypereutectic Al–Si alloy with fine structure has also been successfully pro-duced by this novel method. To obtain favorable strength of the products, a special design of die gating system to make powder preforms suffering large plastic deformation during thixocasting is important. The reason is that such designed gating can effectively eliminating the detrimental oxide layer.
Powder thixocasting can be considered as a new technique that combining the pressure assisted consolidation in conven-tional powder metallurgy (PM) and newly developed semi-solid casting. We believe that using this combination can also preform net-shape forming of varieties of materials, such as
metal matrix composites and metal alloys with high temper-ature stabilized precipitates.
Acknowledgements
The authors would like to thank the National Science Council of the Republic of China for financially supporting this research under contract no. NSC 91-2216-E-009-022.
References
[1] J.E. Gruzleski, B.M. Closset, The Treatment of Liquid Aluminum–Silicon Alloys, AFS, Des Plaines, Illinois, 1990. [2] J.E. Hatch, Aluminum: Properties and Physical Metallurgy, ASM,
Metals Park, Ohio, 1984.
[3] K. Akechi, Forged aluminum alloy spiral parts and method of fab-rication thereof, US Patent 4,838,936 (1989).
[4] H. So, W.C. Li, H.K. Hsieh, Assessment of the powder extrusion of silicon–aluminum alloy, J. Mater. Process. Technol. 114 (2001) 18–21.
[5] P.J. Ward, H.V. Atkinson, P.R.G. Anderson, in: L.G. Elias, B. Gracia, L. Kahlen, J.-M. Rodriguez-Ibabe (Eds.), Semi-solid processing of novel MMCs based on hypereutectic aluminum-silicon alloys, Acta Mater. 44 (5) (1996) 1717–1727.
[6] M.C. Flemings, Behavior of metal alloys in the semisolid state, Met-all. Trans. A 22 (1991) 957–981.
[7] K. Xia, G. Tausig, Liquidus casting of a wrought aluminum alloy 2618 for thixoforming, Mater. Sci. Eng. A 246 (1998) 1–10. [8] G.S. Upadhyaya, Sintered Metallic and Ceramic Materials, Wiley,
New York, NY, 2000.
[9] L.H. Low, Development of an Al–Si PM material for wear resis-tant applications, including camshaft bearing caps, in: Proceedings of Second Conference on Powder Metallurgy Aluminum and Light Alloys for Automotive Applications, MPIF, 2000, pp. 123–130. [10] J.E. Hatch, Aluminum: Properties and Physical Metallurgy, ASM,
Metals Park, Ohio, 1984.
[11] J.W. Yeh, S.Y. Yuan, C.H. Peng, A reciprocating extrusion process for producing hypereutectic Al-20 wt.% Si wrought alloys, Mater. Sci. Eng. A 252 (1998) 212–221.